Design and Testing of an Intelligent Control System for Maize Picking Harvest


Abstract
:1. Introduction
2. Materials and Methods
2.1. System Description
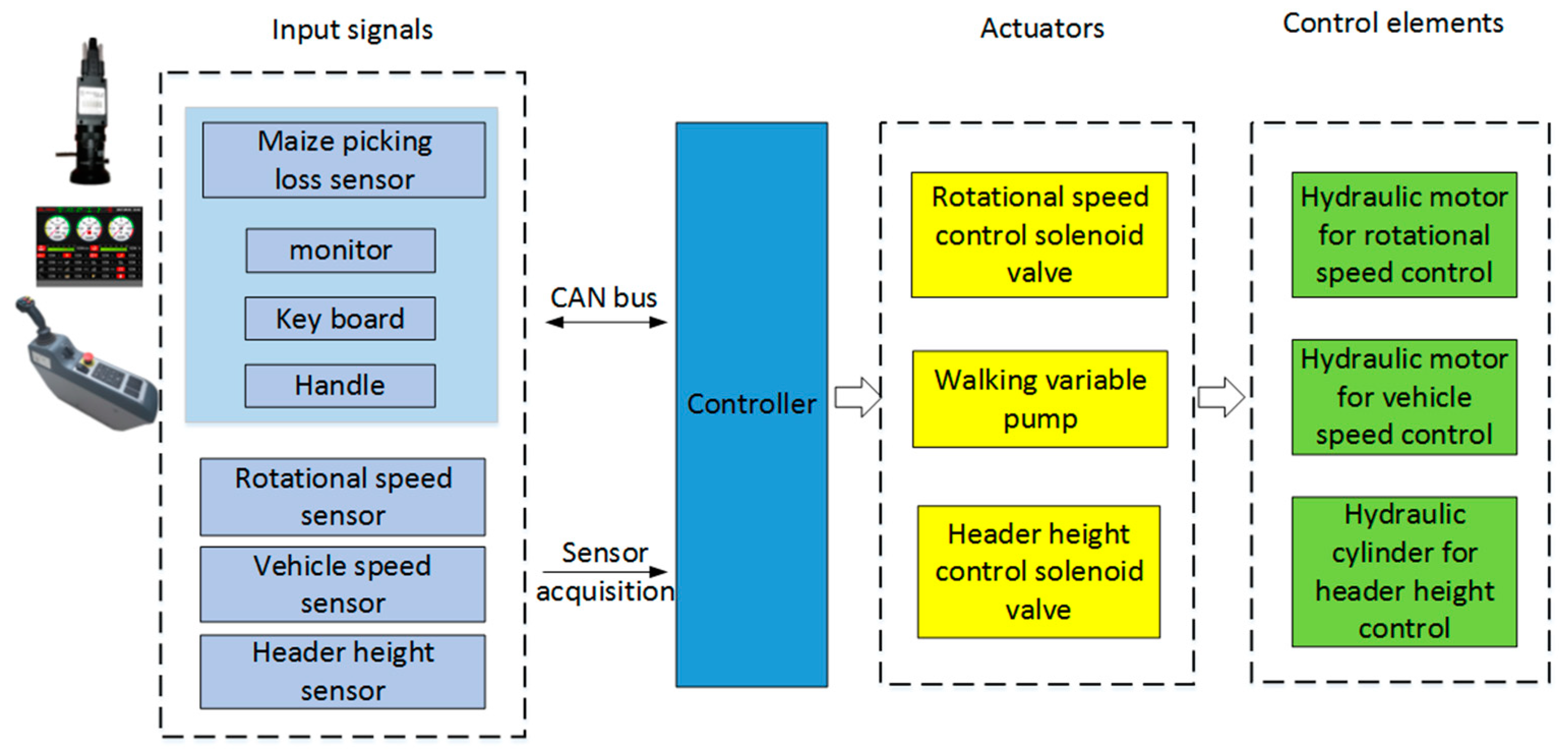
2.1.1. System Design
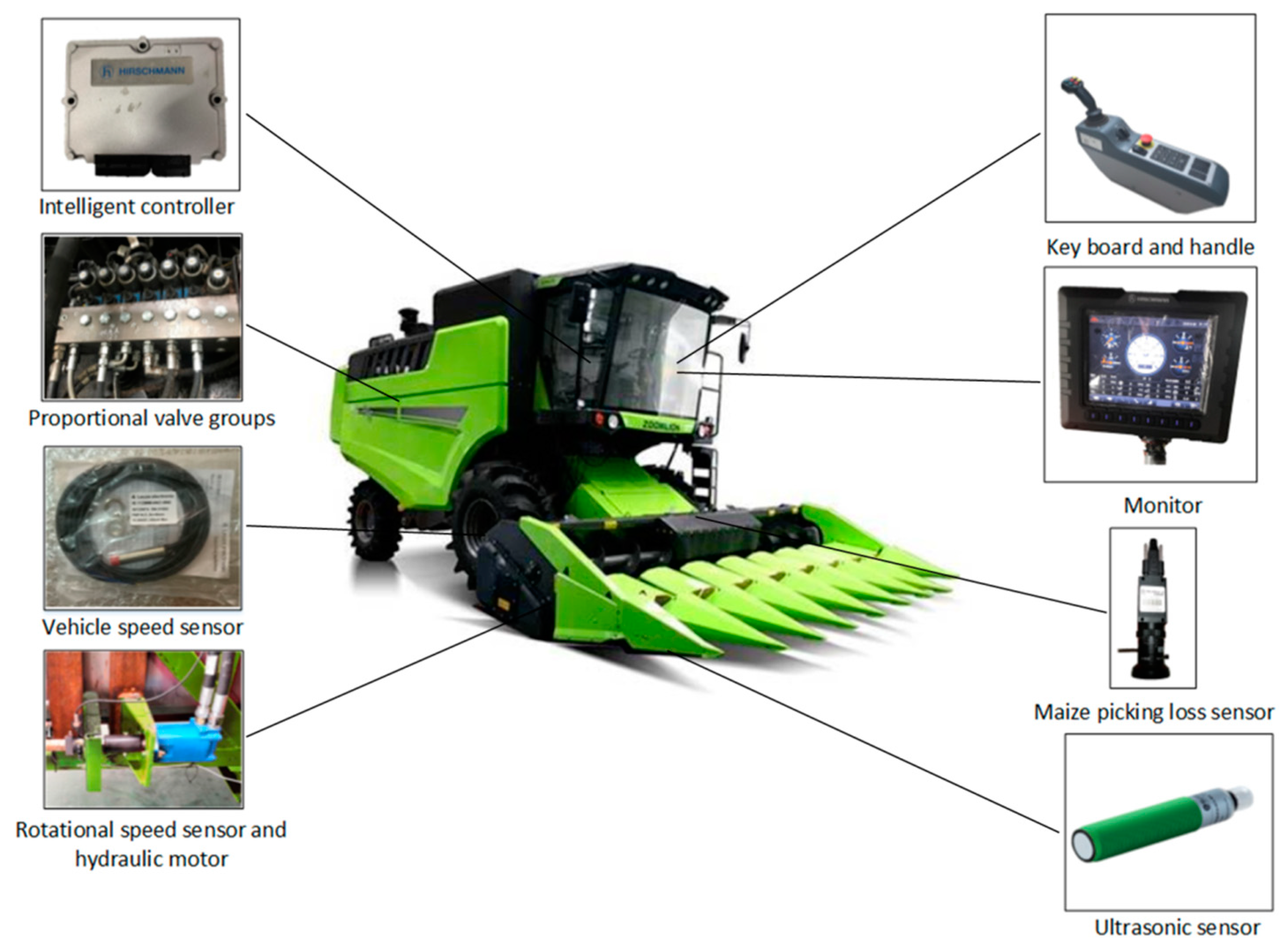
2.1.2. System Hardware Composition
2.2. Software Algorithm
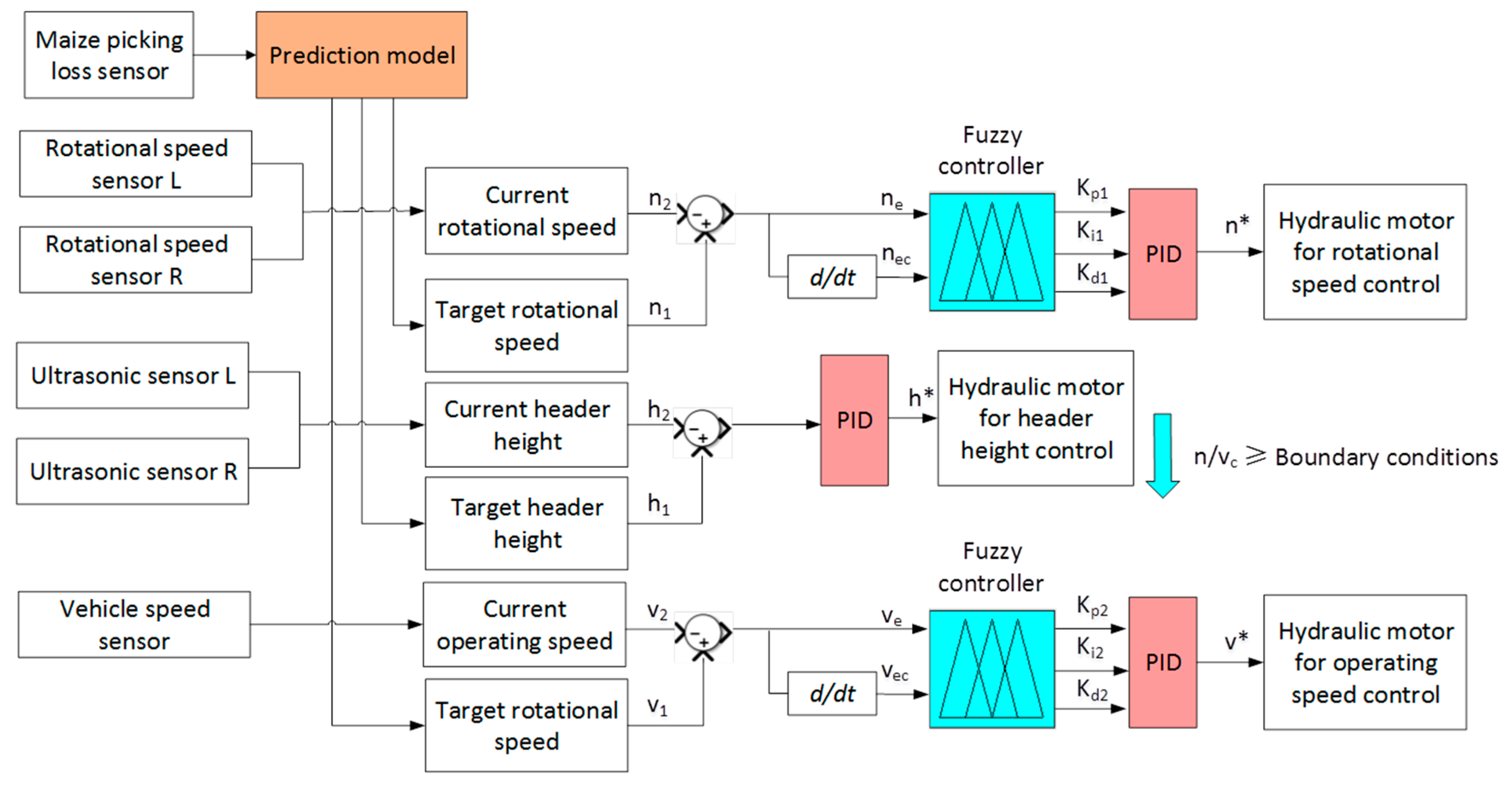
2.2.1. Control Strategy
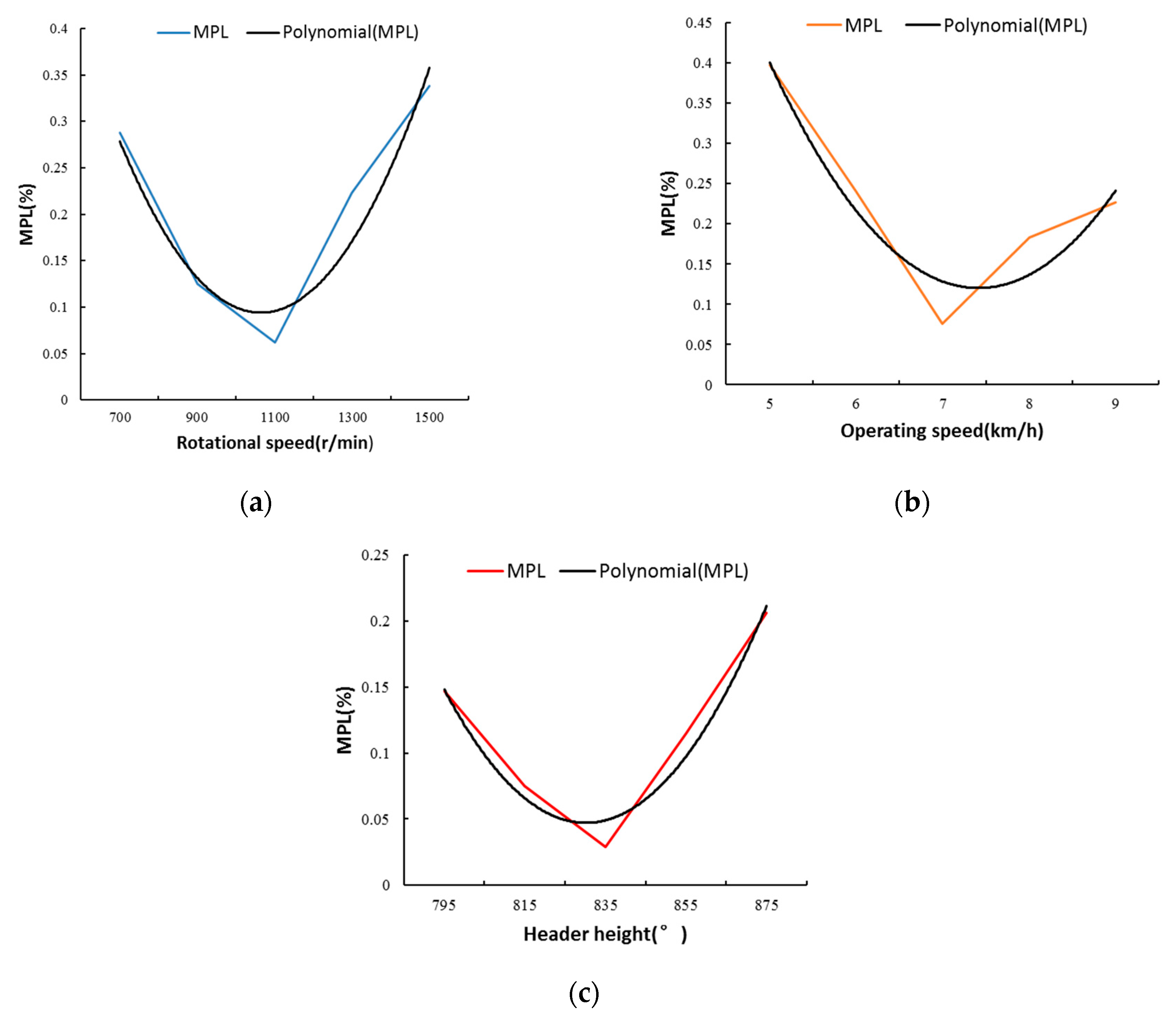
2.2.2. Data-Based Prediction Model
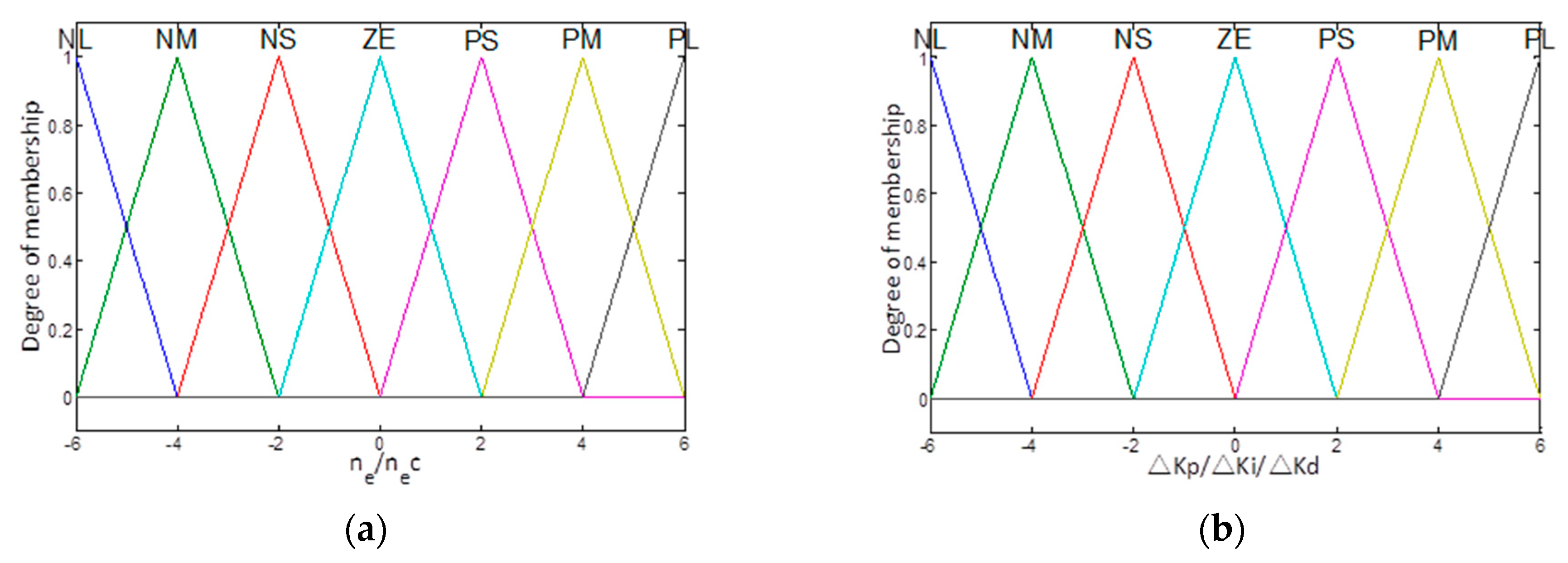
2.2.3. Design of the Fuzzy PID Controller
- (a)
- When the deviation is small, and should be increased to make the system have better steady-state performance. Considering the anti-interference ability of the system and in order to avoid the output response from oscillating near the set value, should be selected appropriately. When the deviation change rate is large, should be smaller; on the contrary, should be larger.
- (b)
- When the deviation and the deviation change rate are medium, the value of should be smaller, and the value of should be appropriate.
- (c)
- When the deviation is large, in order to prevent the deviation from becoming large instantaneously and causing the differential saturation, take the larger and the smaller . The value of should be small to avoid integral saturation and large overshoot in the system response. For example, according to Table 1, if the rotational speed of the pulling rollers deviation is NL and the deviation change rate is NL, it means that the actual rotational speed is far below the target rotational speed and the deviation tends to increase. Therefore, is PL, is PS, and should choose NL. If the rotational speed deviation is ZE and the deviation rate of change is ZE, it means that the actual rotational speed is close to the target rotational speed, but the system has a static error. Therefore, is ZE, is NS, and is ZE. The center of gravity method was used for defuzzification to convert the output variable into a numerical value.
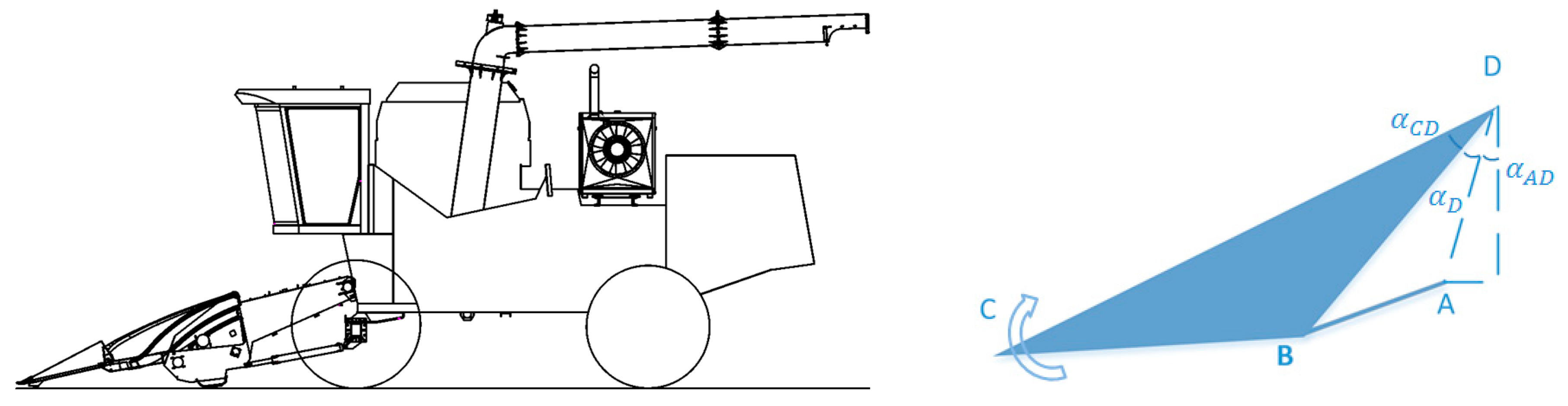
2.2.4. Header Height Control
3. Experimental Testing and Analysis of the Developed System
3.1. Materials
3.2. Experimental Tests and Results
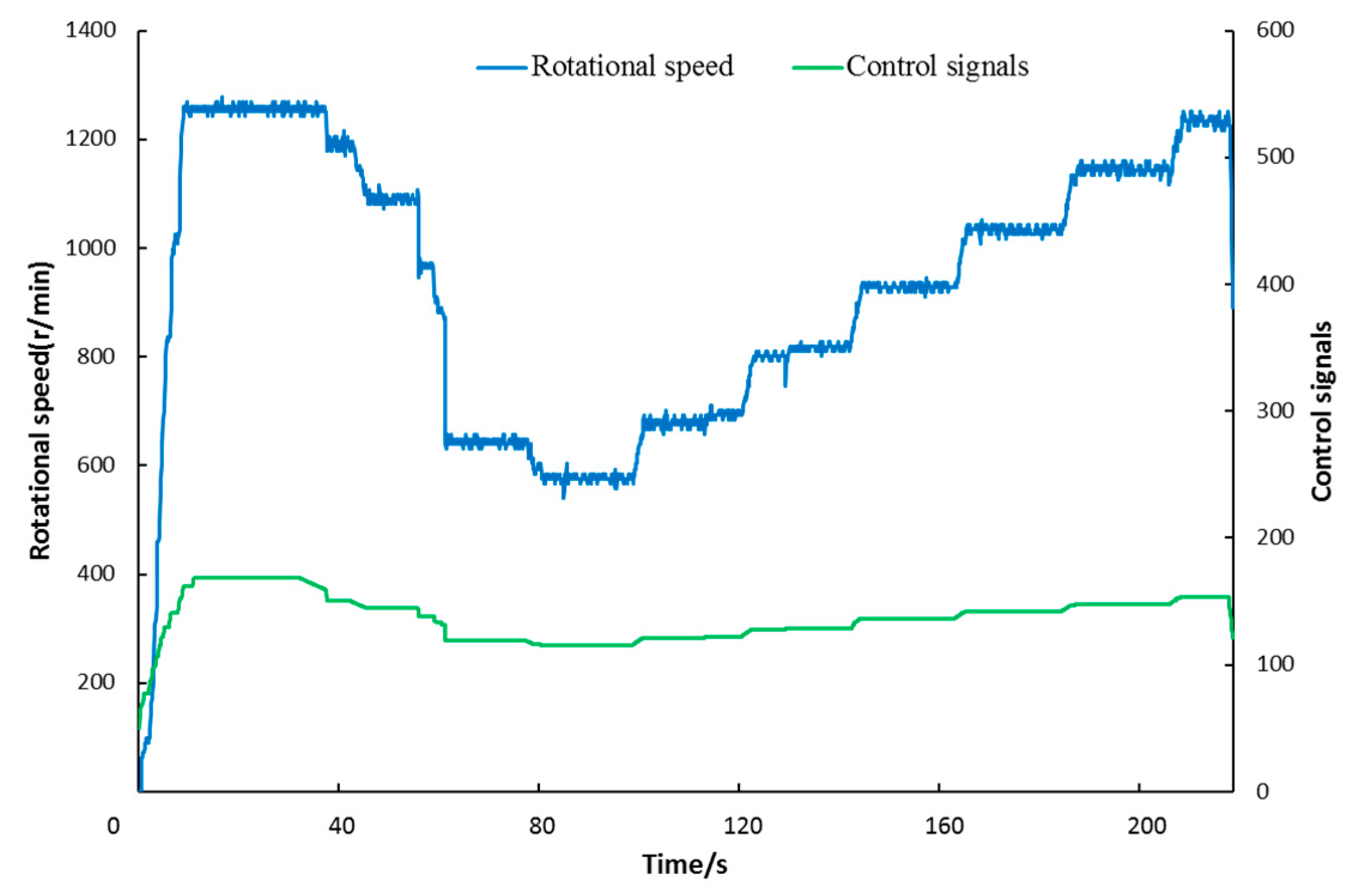
3.2.1. Adjustment Test of Working Parts
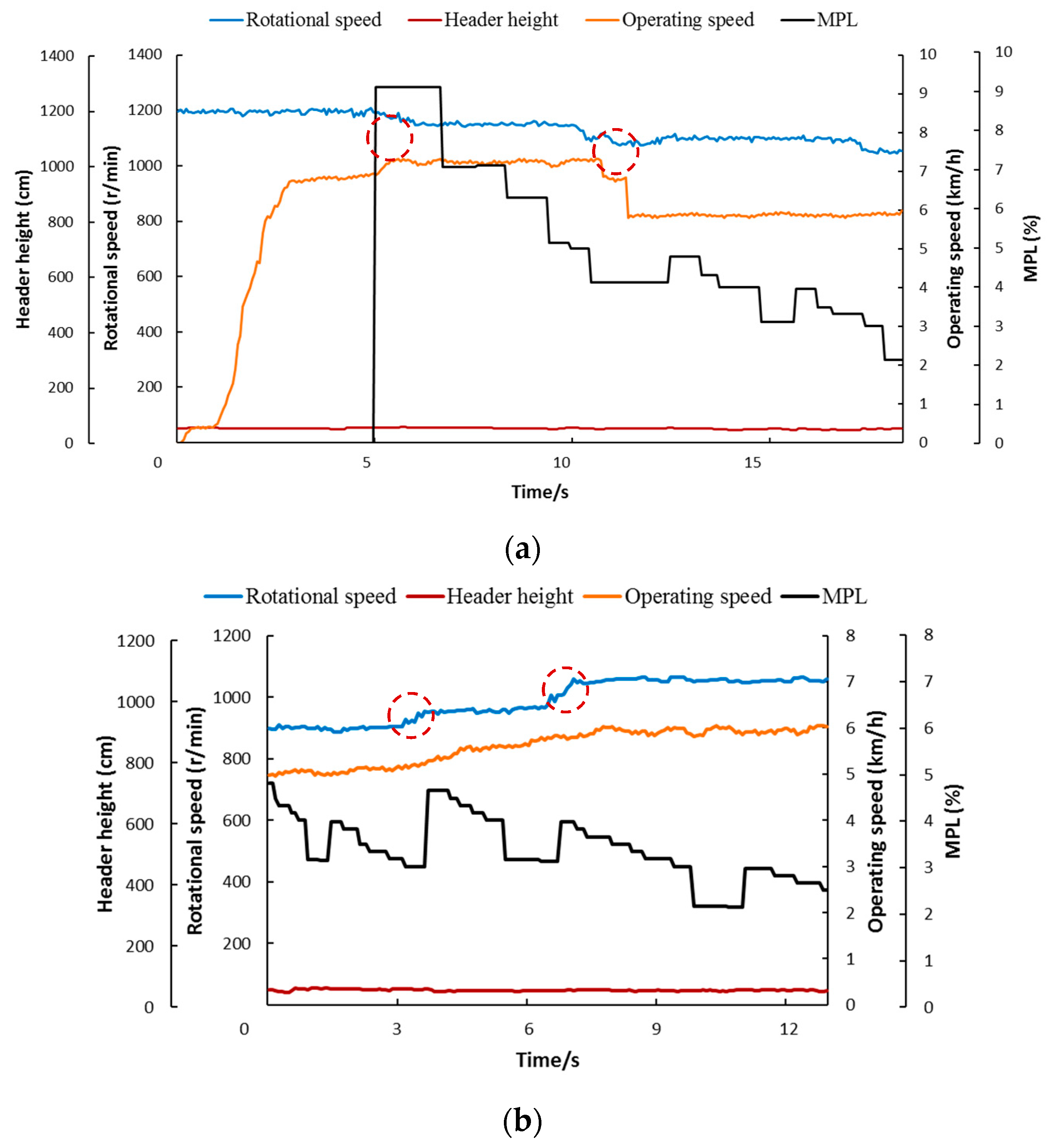
3.2.2. Field Experiment of System
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Craessaerts, G.; Baerdemaeker, J.D.; Missotten, B.; Saeys, W. Fuzzy control of the cleaning process on a combine harvester. Biosyst. Eng. 2010, 106, 103–111. [Google Scholar] [CrossRef]
- Craessaerts, G.; Baerdemaeker, J.D.; Saeys, W. Fault diagnostic systems for agricultural machinery. Biosyst. Eng. 2010, 106, 26–36. [Google Scholar] [CrossRef]
- Li, Y.; Tao, C.; Zhe, Q.; Ke, L.; Xiao, Y.; Dan, H.; Bing, Y.; Dong, Z.; Dong, Z. Development and application of mechanized maize harvesters. Int. J. Agric. Biol. Eng. 2016, 9, 15–28. [Google Scholar] [CrossRef]
- Huimin, F.; Mengmeng, N.; Song, S.; Hu, L.; Jin, Z. Effect of harvesting methods and grain moisture content on maize harvesting quality. Chin. Soc. Agric. Eng. Trans. 2019, 35, 11–18. [Google Scholar] [CrossRef]
- Duan, G.; Dao, Z.; Q, L.; Pei, D. Experimental study on technical parameters of raking and conveying device of corn harvester. Trans. Chin. Soc. Agric. Eng. 2012, 28, 45–49. [Google Scholar] [CrossRef]
- Tao, C.; Jia, L.; Dong, Z.; Li, Y. Design and experiment of cob-picking and stalk-chopping united mechanism. Trans. Chin. Soc. Agric. Mach. 2012, 10, 95–100. [Google Scholar] [CrossRef]
- Hong, J.; Gang, W.; Jia, Z.; Chang, L.; Yu, W.; Hui, G. Design and experiment of Spacing-adaptive differential snapping rollers for corn harvester. Trans. Chin. Soc. Agric. Mach. 2015, 46, 97–102. [Google Scholar] [CrossRef]
- Chinese Academy of Agricultural Mechanization Sciences. Agricultural Machinery Design Manual; Machinery Industry Press: Beijing, China, 2007; Volume 2, pp. 1018–1019. [Google Scholar]
- Tulpule, P.; Kelkar, A. Integrated robust optimal design (IROD) of header height control system for combine harvester. In Proceedings of the American Control Conference, Portland, OR, USA, 4–6 December 2014; pp. 2699–2704. [Google Scholar] [CrossRef]
- Xie, Y.; Alleyne, A.; Greer, A.; Deneault, D. Header height control of a combine harvester system. In Proceedings of the ASME 2010 Dynamic Systems and Control Conference, Cambridge, MA, USA, 12–15 September 2015. [Google Scholar] [CrossRef]
- Xie, Y.; Alleyne, A. Two degree of freedom control synthesis with applications to agricultural systems. J. Dyn. Syst. Meas. Control 2014, 136, 051006. [Google Scholar] [CrossRef]
- Yong, L.; Yang, X.; Ming, W.; Da, L.; Yi, C.; Ya, L. Design and test of the adaptive height adjustment system for header of the combine-harvester. J. Hunan Agric. Univ. 2018, 44, 326–329. [Google Scholar] [CrossRef]
- Jin, C.; Shuqing, W.; Yi, L. Design and test of header parameter keys electric control adjusting device for rice and wheat combined harvester. Chin. Soc. Agric. Eng. Trans. 2018, 34, 19–26. [Google Scholar] [CrossRef]
- Jin, C.; Xiaobo, N.; Yaoming, L.; Guangjin, Y.; Pei, W. Fuzzy adaptive control system of forward speed for combine harvester based on model reference. Trans. Chin. Soc. Agric. Mach. 2014, 45, 87–91. [Google Scholar] [CrossRef]
- Yong, C.; Xu, Z.; Deqing, T. Design of automatic speed control system of combine reel. Agric. Mech. Res. 2018, 40, 129–133. [Google Scholar] [CrossRef]
- Omid, M.; Lashgari, M.; Mobli, H.; Alimardani, R.; Mohtasebi, S.; Hesamifard, R. Design of fuzzy logic control system incorporating human expert knowledge for combine harvester. Expert Syst. Appl. 2010, 37, 7080–7085. [Google Scholar] [CrossRef]
- Jun, N.; Han, M.; Xiu, C. Self-adjustment fuzzy control for threshing cylinder and its VLSI implementation. Chin. Soc. Agric. Eng. Trans. 2010, 26, 134–138. [Google Scholar] [CrossRef]
- Craessaerts, G.; Saeys, W.; Missotten, B.; Baerdemaeker, J.D. Identification of the cleaning process on combine harvesters. Part I: A fuzzy model for prediction of the material other than grain (MOG) content in the grain bin. Biosyst. Eng. 2008, 101, 42–49. [Google Scholar] [CrossRef]
- Craessaerts, G.; Saeys, W.; Missotten, B.; Baerdemaeker, J.D. Identification of the cleaning process on combine harvesters, Part II: A fuzzy model for prediction of the sieve losses. Biosyst. Eng. 2010, 106, 97–102. [Google Scholar] [CrossRef]
- Du, C.; Shu, W.; Feng, K.; Qing, Z.; Xiao, L. Mathematical model of feeding rate and processing loss for combine harvester. Chin. Soc. Agric. Eng. Trans. 2011, 27, 18–21. [Google Scholar] [CrossRef]
- Guo, F.; Hui, W.; Jun, J.; Wen, C.; Huan, L.; Jin, H.; De, C.; Zu, Z.; Shi, W. Analysis of influence factor on seed damage rate and loss rate during picking corn-cob. Chin. Soc. Agric. Eng. Trans. 2002, 18, 72–74. [Google Scholar]
- Jin, T.; Jun, H.; Zhi, C.; Xiao, L. Research and development of testing device with snapping rolls for corn harvester. Trans. Chin. Soc. Agric. Mach. 2007, 38, 48–51. [Google Scholar] [CrossRef]
- Jun, H.; Jin, T. Development of no-tillage technology and no-tillage planter. Chin. Soc. Agric. Eng. Trans. 2006, 29–31. [Google Scholar] [CrossRef]
- Qian, W.; Ke, H.; Cheng, J.; Xiu, L.; Duan, G.; Guo, Z. Mechanism analysis and experiment optimization on parameters of maize exciting and picking. Trans. Chin. Soc. Agric. Mach. 2018, 49, 249–257. [Google Scholar] [CrossRef]
- Ai, G.; Ru, L.; Shuang, L.; Ji, Z.; Ke, Z. Performance experiment of corn harvester header. Trans. Chin. Soc. Agric. Mach. 2013, 44, 27–31. [Google Scholar] [CrossRef]
- Ai, G.; Jian, Y.; Ji, Z.; Zhi, Z.; Qi, Y.; Ru, L. Influence factor analysis of mechanical damage on corn ear picking. Chin. Soc. Agric. Eng. Trans. 2016, 32, 56–62. [Google Scholar] [CrossRef]
- Qian, F.; Jun, F.; Zhi, C.; Lu, R. Loss reduction mechanism and experiment on snapping of rigid-flexible coupling corn head. Trans. Chin. Soc. Agric. Mach. 2020, 51, 60–68. [Google Scholar] [CrossRef]
- Cheng, R.; Dean, Z.; Yue, S.; Jiang, H.; Shi, D.; Ji, L. Design and testing of a control system associated with the automatic feeding boat for farming Chinese river crabs. Comput. Electron. Agric. 2018, 150, 14–25. [Google Scholar] [CrossRef]
- Reza, M.; Mortaza, A. Design of an interval type-2 fractional order fuzzy controller for a tractor active suspension system. Comput. Electron. Agric. 2019, 167, 1–10. [Google Scholar] [CrossRef]
- Berk, P.; Belšak, A.; Stajnko, D.; Lakota, M.; Muškinja, N.; Hočevar, M.; Rakun, J. Intelligent automated system based on a fuzzy logic system for plant protection product control in orchards. Int. J. Agric. Biol. Eng. 2019, 12, 92–102. [Google Scholar] [CrossRef]
- Yong, W.; Li, L.; Shuai, L.; Hong, W.; Man, Z.; Hong, S.; Nikolaos, S.; Minzan, L. Optimal control algorithm of fertigation system in greenhouse based on EC model. Int. J. Agric. Biol. Eng. 2019, 12, 118–125. [Google Scholar] [CrossRef] [Green Version]
- Park, S.H.; Im, B.U.; Park, D.K. Model based optimum PID gain design of adaptive front lighting system. Int. J. Automot. Technol. 2018, 19, 923–933. [Google Scholar] [CrossRef]
- Bucz, S.; Kozakova, A.; Vesely, V. Easy tuning of PID controllers for specified performance. IFAC Proc. 2012, 45, 733–738. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NL | NS | ZE | PS | PL | |
|---|---|---|---|---|---|
| NL | PL/NL/PS | PL/NLZE | PL/NL/ZE | PS/NL/ZE | ZE/ZE/PS |
| NS | PL/NL/NL | PS/NS/NL | PS/NS/NS | ZE/ZE/ZE | NL/PS/PS |
| ZE | PS/NS/NL | PS/NS/NL | ZE/ZE/NS | NS/PS/ZE | NL/PS/PS |
| PS | PS/NS/NL | ZE/ZE/NS | NS/PS/NS | NS/PS/ZE | NL/PL/PS |
| PL | ZE/ZE/PS | NS/PS/ZE | NS/PS/ZE | NL/PL/ZE | NL/PL/PS |
| Parameter | Value |
|---|---|
| Engine speed (r/min) | 2200 |
| Reduction ratio of wheel reducer Front axle final drive ratio | 7.727 Operation 7.295 Road 3.638 |
| Speed ratio at header | 2.7 |
| Front wheel diameter (mm) | 1540 |
| Machine weight (kg) | No load 10,000 Full load 12,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Chi, R.; Dong, N.; Du, Y.; Li, X.; Xie, B. Design and Testing of an Intelligent Control System for Maize Picking Harvest. Appl. Sci. 2020, 10, 8888. https://doi.org/10.3390/app10248888
Zhang Z, Chi R, Dong N, Du Y, Li X, Xie B. Design and Testing of an Intelligent Control System for Maize Picking Harvest. Applied Sciences. 2020; 10(24):8888. https://doi.org/10.3390/app10248888
Chicago/Turabian StyleZhang, Zhen, Ruijuan Chi, Naixi Dong, Yuefeng Du, Xiaoyu Li, and Bin Xie. 2020. "Design and Testing of an Intelligent Control System for Maize Picking Harvest" Applied Sciences 10, no. 24: 8888. https://doi.org/10.3390/app10248888
APA StyleZhang, Z., Chi, R., Dong, N., Du, Y., Li, X., & Xie, B. (2020). Design and Testing of an Intelligent Control System for Maize Picking Harvest. Applied Sciences, 10(24), 8888. https://doi.org/10.3390/app10248888