Underwater In Situ Local Heat Treatment by Additional Stitches for Improving the Weldability of Steel


Abstract
:1. Introduction
- dry welding (hyperbaric and isobaric)—the welding area and welder are isolated from the environment by a special chamber;
- local dry cavity welding—the welding area is in situ isolated from environment, the steel plates and welder are in direct contact with environment;
- wet welding—the welding area and welder are in direct contact with the water environment.
2. Materials and Methods
2.1. Used Materials
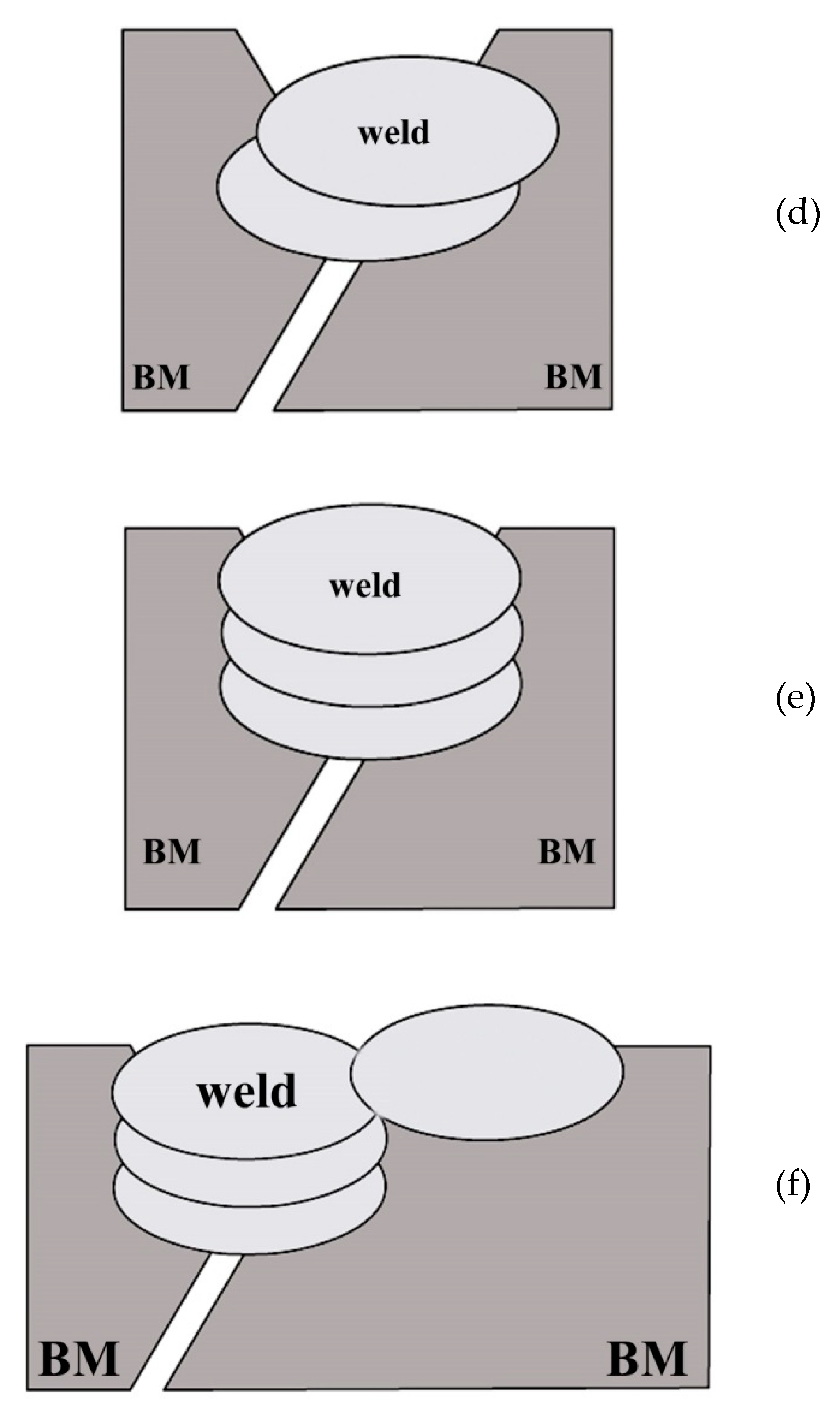
2.2. Welding Procedure
2.3. Methodology of the Tests
3. Results and Discussion
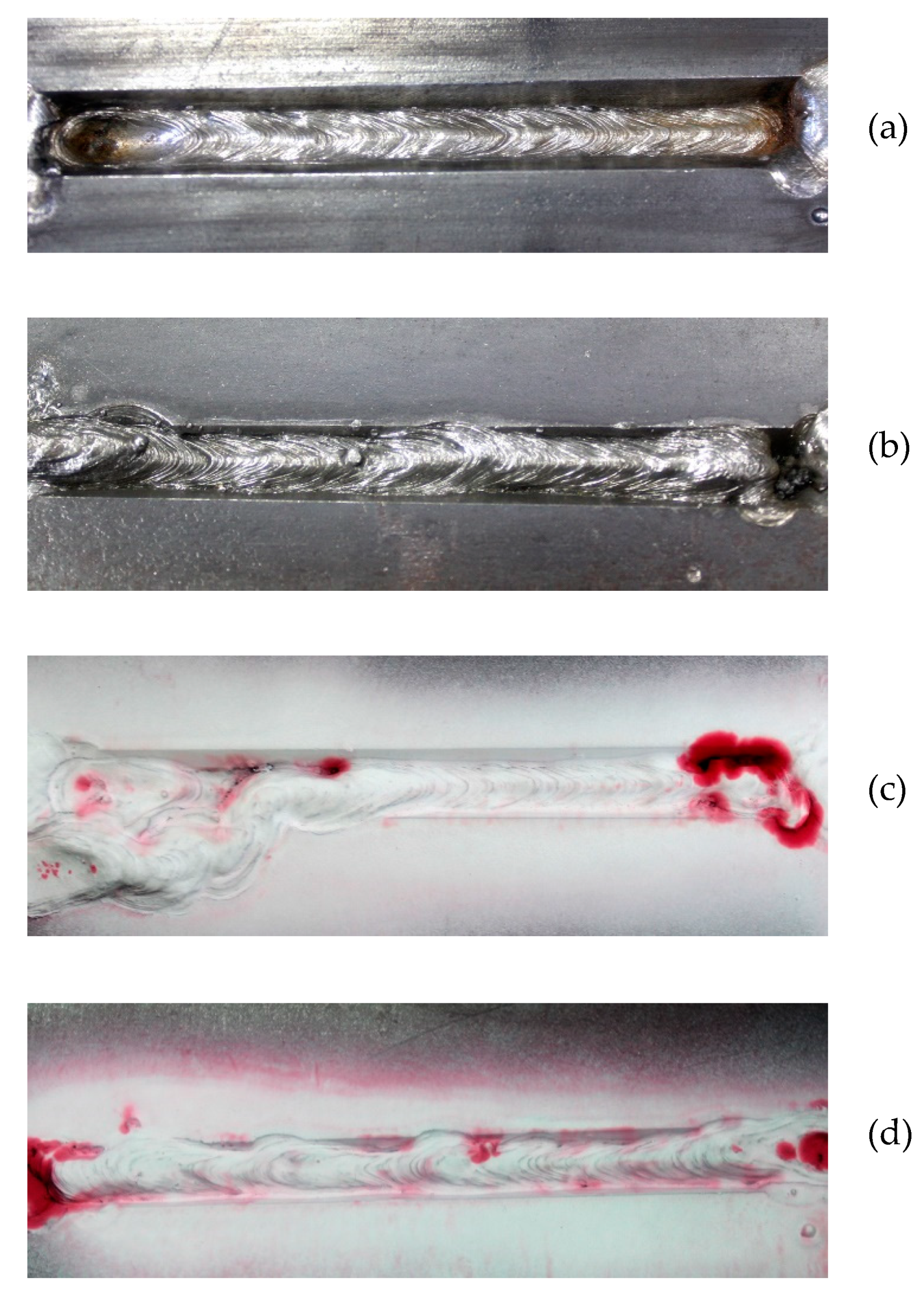
3.1. Non-Destructive Testing (NDT)
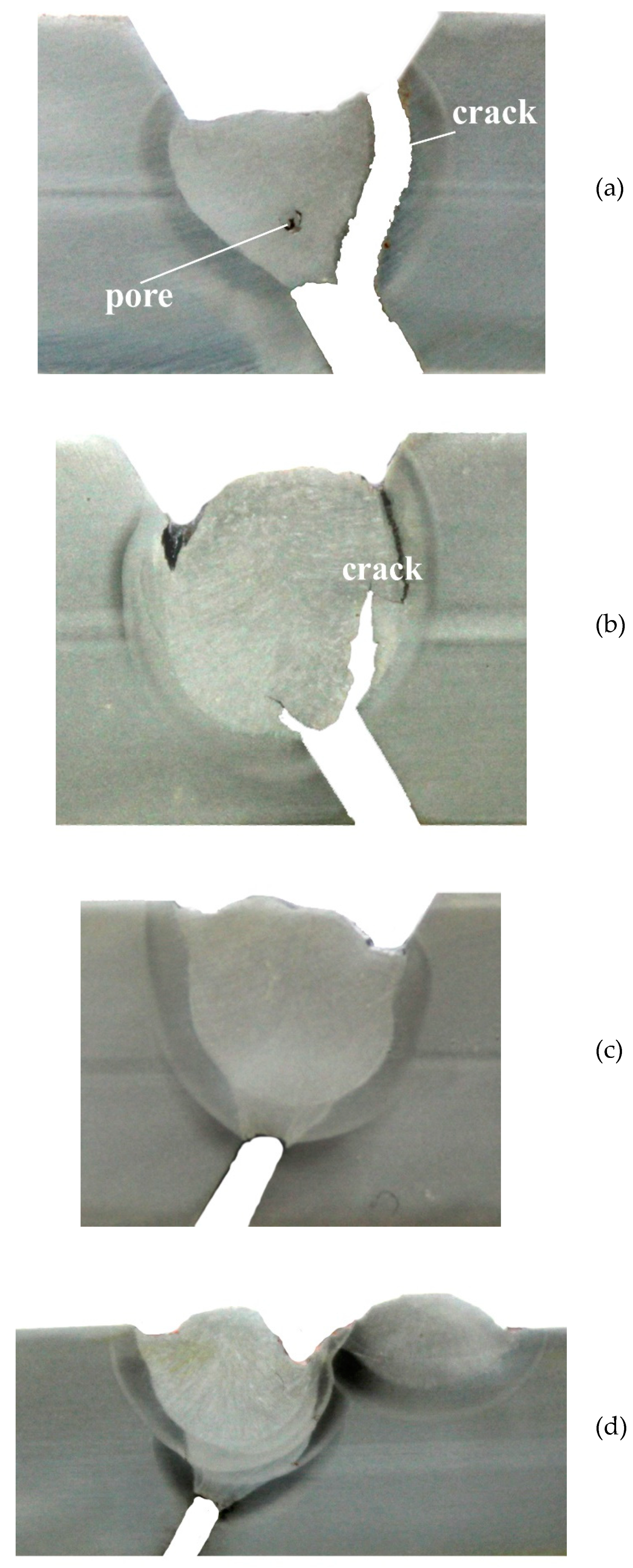
3.2. Metallographic Macroscopic Testing
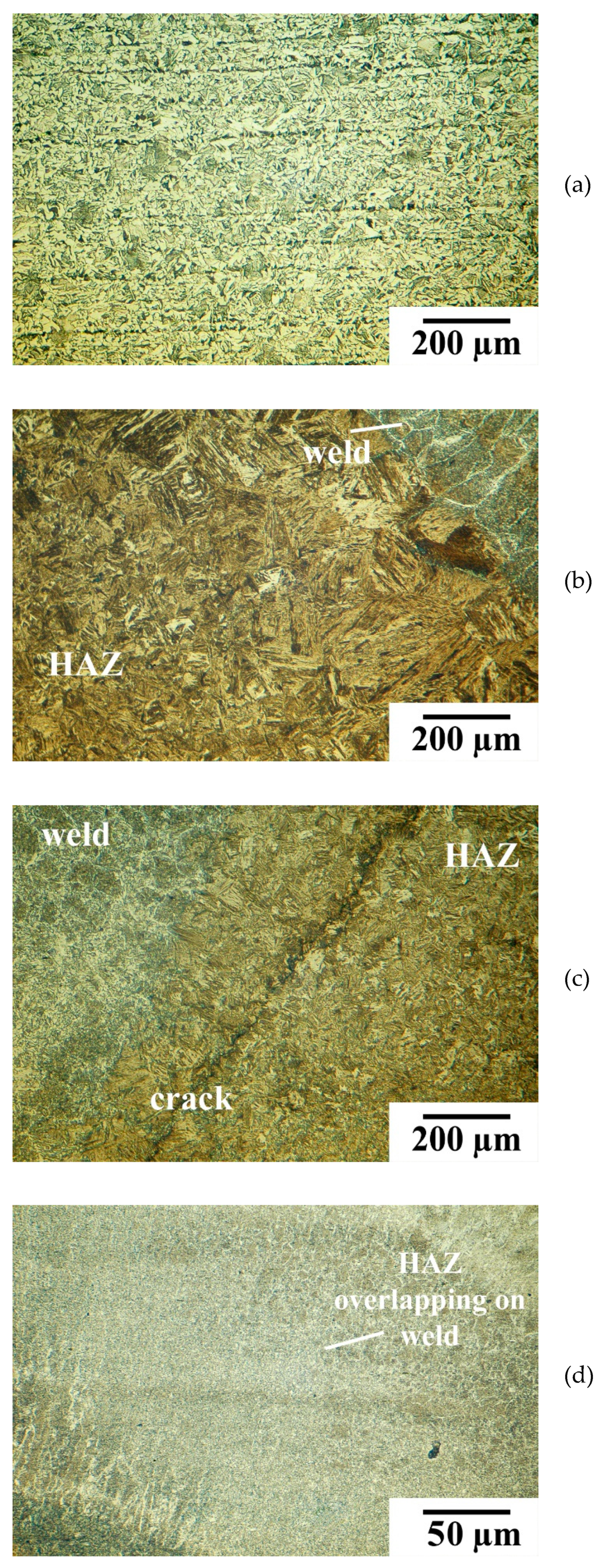
3.3. Metallographic Microscopic Testing
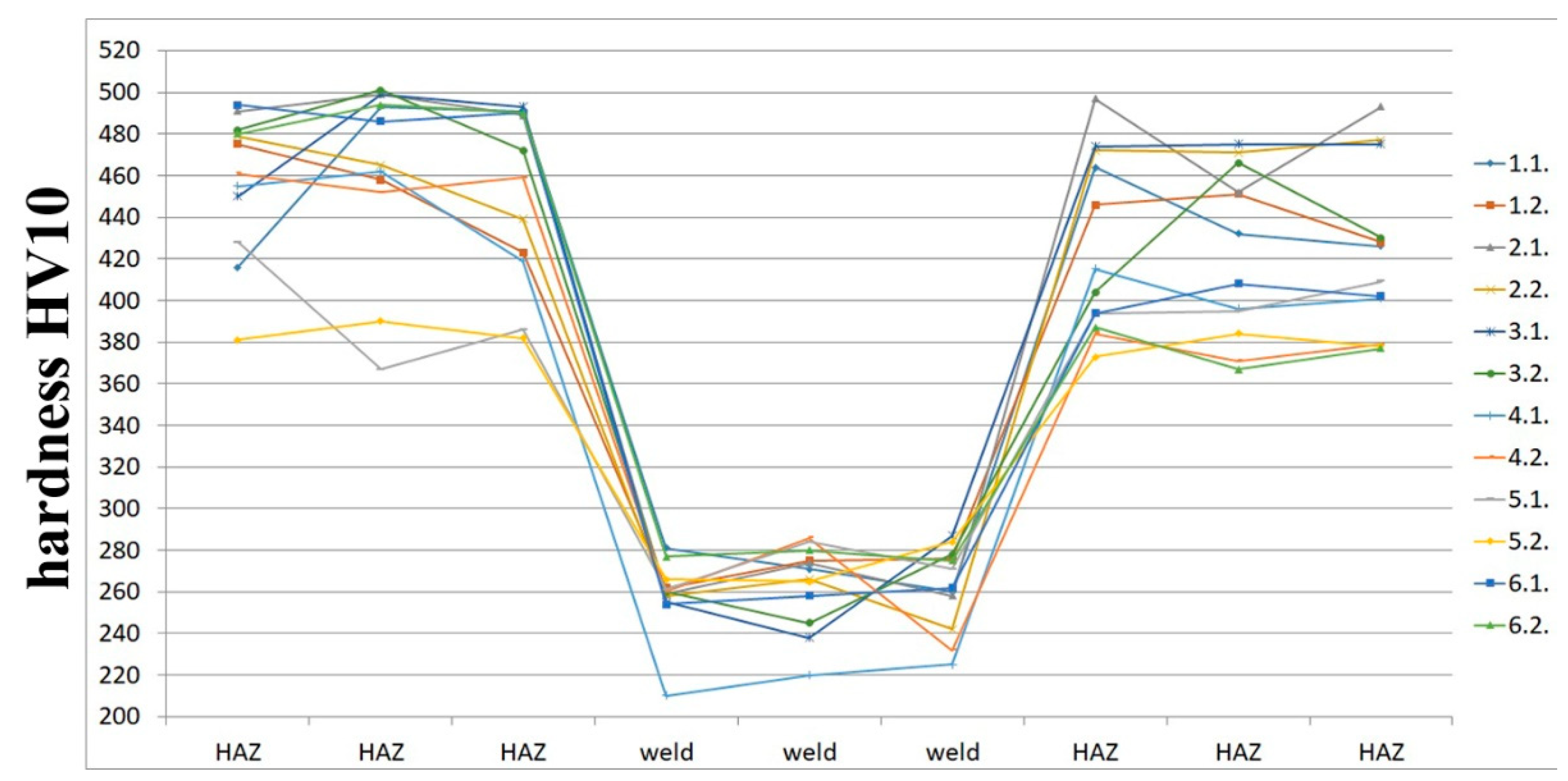
3.4. Hardness HV10 Measurements
4. Conclusions
- The investigated S355J2C+N steel is characterized by poor weldability in wet welding conditions. The way to improve the weldability in the water environment is in situ local heat treatment provided by additional welded stitches. During non-destructive testing it was observed that these stitches do not cause imperfections on the surface.
- The additional stitch laid on the face of welded joint contributed to tempering of brittle structures in heat-affected zones which generated lower values of HV10 hardness. The tempered martensite and normalized structures were observed during microscopic testing.
- For improvement of the weldability of S355J2C+N steel in a water environment, two additional stitches with 100% overlapping should be laid. This technique generated normalized structures with fine pearlite and fine ferrite in the HAZ, which decrease hardness in this area by 70–90 HV10. The higher number of additional stitches provided microstructure changes in the welded joint, which may result from increasing the crucial t8/5 time.
- The positive effect can also be achieved by bead-on plate welding with the one stitch with overlapping lower then 80%. Welding with higher values increased the hardness and did not affect the tempering of HAZ.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Aleksić, V.; Milović, L.; Blacić, I.; Vuherer, T.; Bulatović, S. Effect of LCF on behavior and microstructure of microalloyed HSLA steel and its simulated CGHAZ. Eng. Fail. Anal. 2019, 104, 1094–1106. [Google Scholar] [CrossRef]
- Den Besten, H. Fatigue criteria classification, modeling, developments and trends for welded joints in marine structures. Ships Offshore Struct. 2018, 13, 787–808. [Google Scholar] [CrossRef]
- Hu, J. Application of long-distance microscope in crack detection in bridge construction. Acta Microsc. 2019, 28, 1151–1158. [Google Scholar]
- Park, J.H.; Moon, H.S. Advanced automatic welding system for offshore pipeline system with seam tracking function. Appl. Sci. 2020, 10, 324. [Google Scholar] [CrossRef] [Green Version]
- Bunaziv, I.; Olden, V.; Akselsen, O.M. Metallurgical aspects in the welding of clad pipelines–A global outlook. Appl. Sci. 2019, 9, 3118. [Google Scholar] [CrossRef] [Green Version]
- Dirisu, P.; Ganguly, S.; Mehmanparast, A.; Martina, F.; Williams, S. Analysis of fracture toughness properties of wire + arc additive manufactured high strength low alloy structural steel components. Mater. Sci. Eng. A 2019, 765, 138285. [Google Scholar] [CrossRef]
- Zhu, L.; Wang, Y.; Wang, S.; Zhang, Q.; Zhang, C. Research of microalloy elements to induce intragranular acicular ferrite in shipbuilding steel. Ironmak. Steelmak. 2019, 46, 499–507. [Google Scholar] [CrossRef]
- Law, D.W.; Nicholls, P.; Christodoulou, C. Residual protection of steel following suspension om Impressed Current Cathodic Protection system on a wharf structure. Constr. Build. Mater. 2019, 210, 48–55. [Google Scholar] [CrossRef]
- Dehghani, A.; Aslani, F. A review on defects in steel offshore structures and developed strengthening techniques. Structures 2019, 20, 635–657. [Google Scholar] [CrossRef]
- Chmielewski, T.; Hudycz, M.; Krajewski, A.; Sałaciński, T.; Skowrońska, B.; Świercz, R. Structure investigation of titanium metallization coating deposited onto AlN ceramics substrate by means of friction surfacing process. Coatings 2019, 9, 845. [Google Scholar] [CrossRef] [Green Version]
- Adamiak, M.; Czupryński, A.; Kopyść, A.; Monica, Z.; Olender, M.; Gwiazda, A. The properties of arc-sprayed aluminum coatings on armor-grade steel. Metals 2018, 8, 142. [Google Scholar] [CrossRef] [Green Version]
- Sałaciński, T.; Chmielewski, T.; Winiarski, M.; Cacko, R.; Świercz, R. Roughness of metal surface after finishing using ceramic brush tools. Adv. Mater. Sci. 2018, 18, 20–27. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Dong, S.; Wang, T.; Xu, W.; Zhou, X. Numerical investigation on ultimate compressive strength of welded stiffened plates built by steel grades of S235-S390. Appl. Sci. 2019, 9, 2088. [Google Scholar] [CrossRef] [Green Version]
- Kik, T.; Moravec, J.; Nováková, I. Numerical simulations of X22CrMoV12-1 steel multilayer welding. Arch. Metall. Mater. 2019, 64, 1441–1448. [Google Scholar] [CrossRef]
- Winczek, J. Modeling of temperature field during multi-pass GMAW surfacing or rebuilding of steel elements taking into account the heat of the deposit metal. Appl. Sci. 2016, 7, 6. [Google Scholar] [CrossRef] [Green Version]
- Sajek, A.; Nowacki, J. Comparative evaluation of various experimental and numerical simulation methods for determination of t(8/5) cooling times in HPAW process weldments. Arch. Civ. Mech. Eng. 2018, 18, 583–591. [Google Scholar] [CrossRef]
- Fu, H.; Xu, B.; Xiao, Q.; Li, S.; Zhang, X.; Bian, S.; Kang, T. Effect of preheating temperature on post-weld residual stress of dissimilar steel plates. Metalurgija 2020, 59, 150–152. Available online: https://hrcak.srce.hr/232360 (accessed on 6 March 2020).
- Landowski, M. Influence of parameters of laser beam welding on structure of 2205 duplex stainless steel. Adv. Mater. Sci. 2019, 19, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Świerczyńska, A. Effect of storage conditions of rutile flux cored welding wires on properties of welds. Adv. Mater. Sci. 2019, 19, 46–56. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Shi, Y.; Sun, K.; Shen, X. Effect of filler Si content on the microstructure and properties of underwater hyperbaric welded duplex stainless steel. J. Mater. Process. Technol. 2020, 279, 116548. [Google Scholar] [CrossRef]
- Hu, Y.; Shi, Y.; Shen, X.; Wang, Z. Microstructure evolution and selective corrosion resistance in underwater multi-pass 2101 duplex stainless steel welding joints. Metall. Mater. Trans. A 2018, 49, 3306–3320. [Google Scholar] [CrossRef]
- Guo, N.; Fu, Y.; Xing, X.; Liu, Y.; Zhao, S.; Feng, J. Underwater local dry cavity laser welding of 304 stainless steel. J. Mater. Process. Technol. 2018, 260, 146–155. [Google Scholar] [CrossRef]
- Rogalski, G.; Fydrych, D.; Łabanowski, J. Underwater wet repair welding of API 5L X65M pipeline steel. Pol. Marit. Res. 2017, 24, 188–194. [Google Scholar] [CrossRef] [Green Version]
- Yang, Q.; Han, Y.; Chen, J.; Dong, S.; Wu, C.; Jia, C. Visual investigation on the arc burning behaviors and features in underwater wet FCAW. J. Offshore Mech. Arct. Eng. 2020, 1–22. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G.; Łabanowski, J. Temper bead welding of S460N steel in wet welding conditions. Adv. Mater. Sci. 2018, 18, 5–14. [Google Scholar] [CrossRef] [Green Version]
- Tomków, J.; Czupryński, A.; Fydrych, D. The abrasive wear resistance of coatings manufactured on high-strength low-alloy (HSLA) offshore steel in wet welding conditions. Coatings 2020, 10, 219. [Google Scholar] [CrossRef] [Green Version]
- Tomków, J.; Fydrych, D.; Rogalski, G.; Łabanowski, J. Effect of the welding environment and storage time of electrodes on the diffusible hydrogen content in deposited metal. Rev. Metal. 2019, 55, e140. [Google Scholar] [CrossRef] [Green Version]
- Wasim, M.; Djukic, M.B. Hydrogen embrittlement of low carbon structural steel at macro-, micro-, and nano-levels. Int. J. Hydrog. Energy 2020, 45, 2145–2156. [Google Scholar] [CrossRef]
- Rhode, M.; Richter, T.; Mayr, M.; Nitsche, A.; Mente, T.; Böllinghaus, T. Hydrogen diffusion in creep-resistance 9% Cr P91-multi-layer weld metal. Weld. World 2020, 64, 267–281. [Google Scholar] [CrossRef] [Green Version]
- Świerczyńska, A.; Fydrych, D.; Landowski, M.; Rogalski, G.; Łabanowski, J. Hydrogen embrittlement of X2CrNiMoCuN25-6-3 super duplex stainless steel welded joints under cathodic protection. Constr. Build. Mater. 2019, 238, 117697. [Google Scholar] [CrossRef]
- Wu, W.; Wang, Y.; Tao, P.; Li, X.; Gong, J. Cohesive zone modeling of hydrogen-inducted delayed intergranular fracture in high strength steels. Results Phys. 2018, 11, 591–598. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Zhang, T.; Tao, X.; Jin, P.; Feng, J. Arc stability indexes evaluation of ultrasonic wave-assisted underwater FCAW using electrical signal analysis. Int. J. Adv. Manuf. Technol. 2019, 103, 5–8. [Google Scholar] [CrossRef]
- Xu, C.; Guo, N.; Zhang, X.; Chen, H.; Fu, Y.; Zhou, L. Internal characteristic of droplet and its influence on the underwater wet welding process stability. J. Mater. Process. Technol. 2020, 280, 116593. [Google Scholar] [CrossRef]
- Chen, H.; Guo, N.; Xu, K.; Xu, C.; Zhou, L.; Wang, G. In-situ observations of melt degassing and hydrogen removal enhanced by ultrasonics in underwater wet welding. Mater. Des. 2020, 188, 108482. [Google Scholar] [CrossRef]
- Fydrych, D.; Łabanowski, J.; Tomków, J.; Rogalski, G. Cold cracking of underwater wet welded S355G10+N high strength steel. Adv. Mater. Sci. 2015, 15, 48–56. [Google Scholar] [CrossRef] [Green Version]
- Tomków, J.; Fydrych, D.; Rogalski, G. Role of bead sequence in underwater welding. Materials 2019, 12, 3372. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Han, Y.; Dong, S.; Zhang, M.; Jia, C.; Zhang, M.; Wu, C. A novel underwater submerged-arc welding acquires sound quality joints for high strength marine steel. Mater. Lett. 2020, 261, 127075. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Zhang, T.; Xu, P.; Feng, J. Experimental study of arc bubble growth and detachment from underwater wet FCAW. Weld. World 2019, 63, 1147–1759. [Google Scholar] [CrossRef]
- Menezes, P.; Pessoa, E.; Bracarense, A.Q. Comparison of underwater wet welding performed with silicate and polymer agglomerated electrodes. J. Mater. Process. Technol. 2019, 266, 63–72. [Google Scholar] [CrossRef]
- Zhang, T.; Dai, X.; Feng, J.; Hu, L. Preliminary investigation on real-time induction heating-assisted underwater wet welding. Weld. J. 2015, 94, 8–15. [Google Scholar]
- Rathod, D.W.; Sun, Y.; Obasi, G.C.; Roy, M.J. Effect of multiple passes on Lüders/yield plateaus, microstructure and tensile behavior of narrow-gap thick-section weld plates. J. Mater. Sci. 2019, 54, 12833–12850. [Google Scholar] [CrossRef]
- Górka, J. Assessment of the weldability of T-welded joints in 10 mm thick TMCP steel using laser beam. Materials 2018, 11, 1192. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Skowrońska, B.; Chmielewski, T.; Golański, D.; Szulc, J. Weldability of S700MC steel welded with the hybrid plasma + MAG method. Manuf. Rev. 2020, 7, 4. [Google Scholar] [CrossRef] [Green Version]
- Tomków, J.; Janeczek, A. The influence of the welding environment on the properties of Tekken joints made from S355J2C+N steel. Weld. Technol. Rev. 2019, 91, 8–12. [Google Scholar] [CrossRef]
- A Classification of Coated Rod Electrodes for Arc Welding of Unalloyed Steel and Fine-Grained Steel; ISO 2560; ISO: Geneva, Switzerland, 1908.
- Destructive Tests on Welds in Metallic Materials—Cold Cracking Tests for Weldments—Arc Welding Processes; EN ISO 17642; ISO: Geneva, Switzerland, 2015.
- Non-Destructive Testing of Welds—Visual Testing of Fusion-Welded Joints; EN ISO 17637; ISO: Geneva, Switzerland, 2017.
- Non-Destructive Testing—Penetrant Testing—Part 1: General Principles; EN ISO 3452-1; ISO: Geneva, Switzerland, 2013.
- Destructive Tests on Welds in Metallic Materials. Macroscopic and Microscopic Examination of Welds; EN ISO 17639; ISO: Geneva, Switzerland, 2013.
- Destructive Tests on Welds in Metallic Materials. Hardness Testing. Hardness Test on Arc Welded Joint; EN ISO 9015-1; ISO: Geneva, Switzerland, 2011.
- Tasak, E.; Ziewiec, A.; Zielińska-Lipiec, A.; Ziewiec, K. Problems of pad welding structural steels with martensitic filler material. Adv. Mater. Sci. 2019, 19, 5–14. [Google Scholar] [CrossRef] [Green Version]
- Tomków, J.; Rogalski, G.; Fydrych, D.; Łabanowski, J. Improvement of S355G10+N steel weldability in water environment by temper bead welding. J. Mater. Process. Technol. 2018, 262, 372–381. [Google Scholar] [CrossRef]
- Sun, S.D.; Fabijanic, D.; Barr, C.; Liu, Q.; Walker, K.; Matthews, N.; Orchowski, N.; Easton, M.; Brandt, M. In-situ quench and tempering for microstructure control and enhanced mechanical properties of laser cladded AISI 420 stainless steel powder on 300M steel substrates. Surf. Coat. Technol. 2018, 333, 210–219. [Google Scholar] [CrossRef]
- Jorge, J.C.F.; Monteiro, J.L.D.; de Carvalho Gomes, A.J.; de Souza Bott, I.; de Souza, L.F.G.; Mendes, M.C.; Araújo, L.S. Influence of welding procedure and PWHT on HSLA steel weld metals. J. Mater. Res. Technol. 2018, 8, 561–571. [Google Scholar] [CrossRef]
- Rahman Rashid, R.A.; Abaspour, S.; Palanisamy, S.; Matthews, N.; Dargusch, M.S. Metallurgical and geometrical characterisation of the 316L stainless steel clad deposited on a mild steel substrate. Surf. Coat. Technol. 2017, 327, 174–184. [Google Scholar] [CrossRef]
- Rahman Rashid, R.A.; Nazari, K.A.; Barr, C.; Palanisamy, S.; Orchowski, N.; Matthews, N.; Dargusch, M.S. Effect of laser reheat post-treatment on the microstructural characteristics of laser-cladded ultra-high strength steel. Surf. Coat. Technol. 2019, 372, 93–102. [Google Scholar] [CrossRef]
- Lisiecki, A.; Ślizak, D. Hybrid laser deposition of Fe-based metallic powder under cryogenic conditions. Metals 2020, 10, 190. [Google Scholar] [CrossRef] [Green Version]
- Alipooramirabad, H.; Paradowska, A.; Ghomashchi, R.; Reid, M. Investigating the effects of welding process on residual stresses, microstructure and mechanical properties in HSLA steel welds. J. Manuf. Process. 2017, 28, 70–81. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | Cr | Mo | Ni | Cu | V | CeIIW 1 |
|---|---|---|---|---|---|---|---|---|---|---|
| S355J2C+N in accordance to control analysis | 0.20 | 0.50 | 1.10 | 0.02 | 0.02 | 0.001 | 0.001 | 0.02 | 0.005 | 0.386 |
| E 38 0 R 11 electrodes deposit in accordance to manufacturer data | 0.07 | 0.44 | 0.55 | 0.01 | 0.04 | - | - | 0.05 | - | - |
| Material | Yield Point, Re (MPa) | Tensile Strength, Rm (MPa) | Elongation, A5 (%) |
|---|---|---|---|
| S355J2C+N | min. 355 | 470–630 | 17–22 |
| E 38 0 R 11 electrodes deposit | 503 | 538 | 26 |
| Specimen No. | Stitch No. | Overlapping (%) | I (A) | U (V) | ql (kJ/mm) |
|---|---|---|---|---|---|
| 1 | 1 | - | 180 | 26.3 | 0.60 |
| 2 | 1 | - | 184 | 26.0 | 0.92 |
| 2 | 100 | 200 | 28.0 | 0.91 | |
| 3 | 1 | - | 184 | 27.3 | 0.76 |
| 2 | 90 | 200 | 27.0 | 0.86 | |
| 4 | 1 | - | 188 | 25.0 | 0.80 |
| 2 | 80 | 196 | 30.0 | 0.95 | |
| 5 | 1 | - | 180 | 25.0 | 0.68 |
| 2 | 100 | 200 | 29.0 | 0.65 | |
| 3 | 100 | 200 | 28.8 | 0.64 | |
| 6 | 1 | - | 180 | 27.3 | 0.59 |
| 2 | 100 | 200 | 27.5 | 0.81 | |
| 3 | 100 | 200 | 27.8 | 0.97 | |
| 4 | 10 | 204 | 28.0 | 0.90 |
| Specimen No. | Heat Affected Zone (HAZ) | Base Material (BM) | HAZ | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 1.1. | 416 | 493 | 491 | 281 | 271 | 260 | 464 | 432 | 426 |
| 1.2. | 475 | 458 | 423 | 262 | 275 | 276 | 446 | 451 | 428 |
| 2.1. | 491 | 499 | 489 | 259 | 274 | 258 | 497 | 452 | 493 |
| 2.2. | 479 | 465 | 439 | 258 | 266 | 242 | 472 | 471 | 477 |
| 3.1. | 450 | 499 | 493 | 255 | 238 | 287 | 474 | 475 | 475 |
| 3.2. | 482 | 501 | 472 | 260 | 245 | 278 | 404 | 466 | 430 |
| 4.1. | 455 | 462 | 419 | 210 | 220 | 225 | 415 | 396 | 401 |
| 4.2. | 461 | 452 | 459 | 260 | 286 | 232 | 384 | 371 | 379 |
| 5.1. | 428 | 367 | 386 | 261 | 284 | 271 | 394 | 398 | 409 |
| 5.2. | 381 | 390 | 382 | 266 | 265 | 284 | 373 | 384 | 378 |
| 6.1. | 494 | 486 | 490 | 254 | 258 | 262 | 394 | 408 | 402 |
| 6.2. | 480 | 494 | 490 | 277 | 280 | 275 | 387 | 367 | 377 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomków, J.; Janeczek, A. Underwater In Situ Local Heat Treatment by Additional Stitches for Improving the Weldability of Steel. Appl. Sci. 2020, 10, 1823. https://doi.org/10.3390/app10051823
Tomków J, Janeczek A. Underwater In Situ Local Heat Treatment by Additional Stitches for Improving the Weldability of Steel. Applied Sciences. 2020; 10(5):1823. https://doi.org/10.3390/app10051823
Chicago/Turabian StyleTomków, Jacek, and Anna Janeczek. 2020. "Underwater In Situ Local Heat Treatment by Additional Stitches for Improving the Weldability of Steel" Applied Sciences 10, no. 5: 1823. https://doi.org/10.3390/app10051823