Effect of Paper Sludge and Dendromass on Properties of Phytomass Pellets






Abstract
1. Introduction
2. Materials and Methods
2.1. Ultimate and Proximate Analysis of Samples
2.2. Analysis of Samples
2.3. Calorific Values
2.4. The Ash Melting Temperatures of Samples
3. Experimental Research and Results
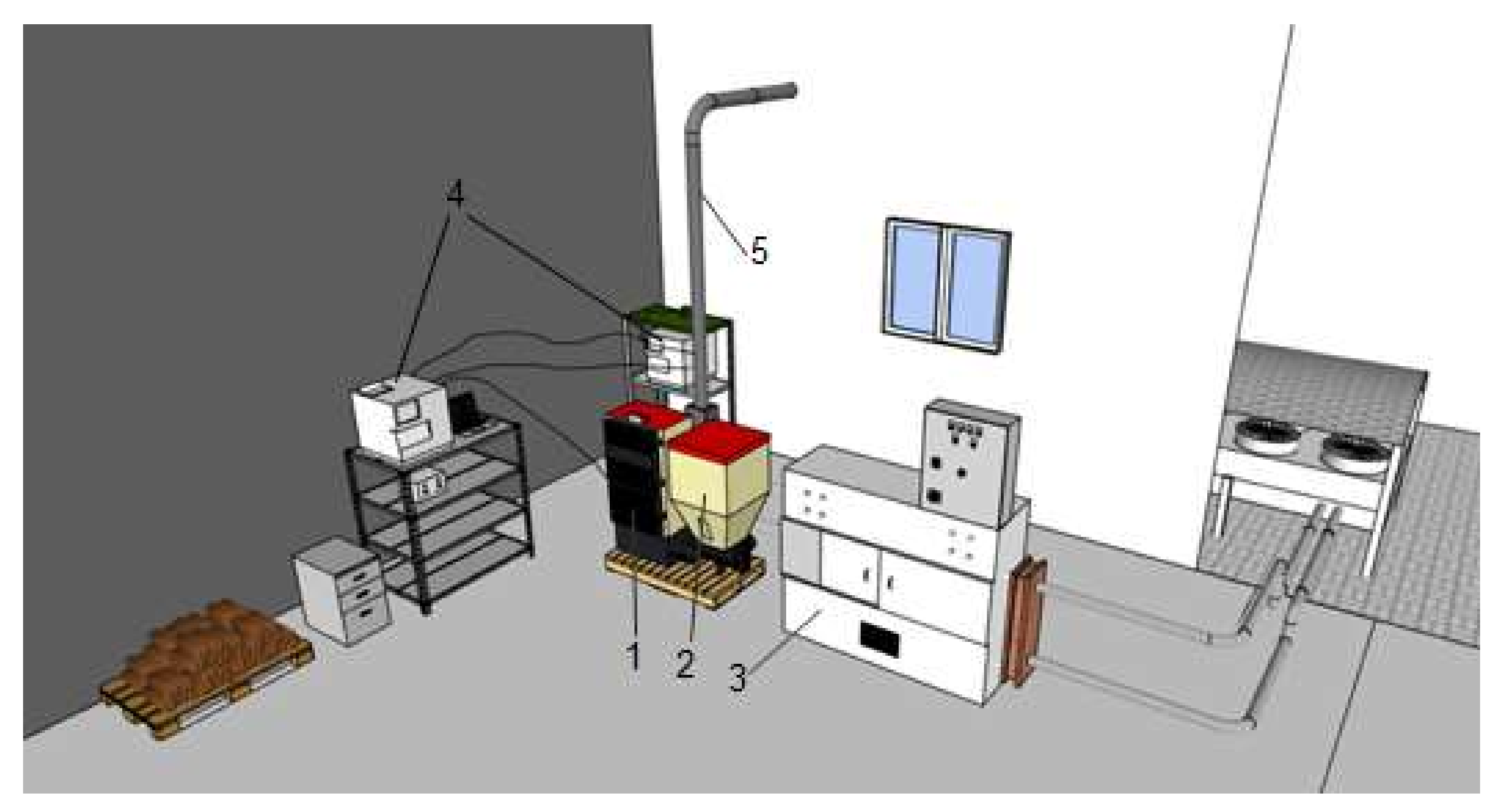
3.1. Experimental Combustion in the Boiler
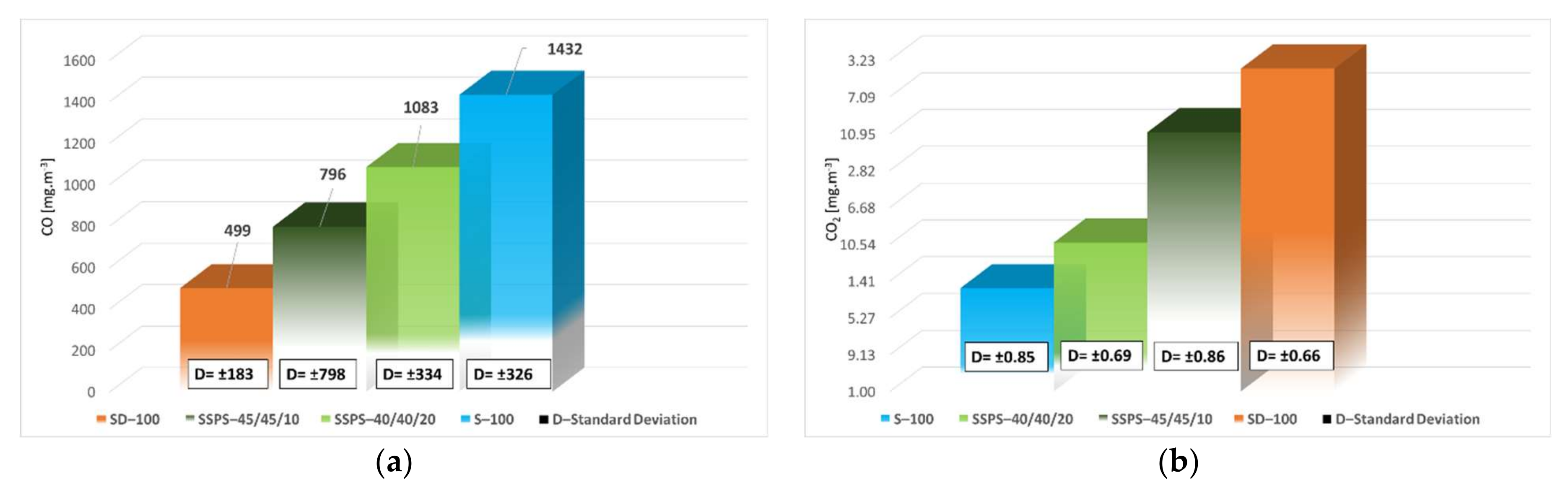
3.2. The Analyses of Results
4. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Van Loo, S.; Koppejan, J. The Handbook of Biomass Combustion and CO–Firing, 1st ed.; Routledge: London, UK, 2008; ISBN 978–1849711043. [Google Scholar]
- Fournel, S.; Palacios, J.H.; Godbout, S.; Heitz, M. Effect of additives and fuel blending on emissions and ash–related problems from small–scale combustion of reed canary grass. Agriculture 2015, 5, 561–576. [Google Scholar] [CrossRef]
- Wang, L.; Hustad, J.E.; Skreiberg, Ø.; Skjevrak, G.; Grønli, M. A Critical Review on Additives to Reduce Ash Related Operation Problems in Biomass Combustion Applications. Energy Procedia 2012, 20, 20–29. [Google Scholar] [CrossRef]
- Steenari, B.M.; Lundberg, A.; Pettersson, H.; Wilewska–Bien, M.; Andersson, D. Investigation of ash sintering during combustion of agricultural residues and the effect of additives. Energy Fuels 2009, 23, 5655–5662. [Google Scholar] [CrossRef]
- Nordgren, D.; Hedman, H.; Padban, N.; Boström, D.; Öhman, M. Ash transformations in pulverised fuel co–combustion of straw and woody biomass. Fuel Process. Technol. 2013, 105, 52–58. [Google Scholar] [CrossRef]
- Overgaard, P.; Larsen, E.; Fribord, K.; Hille, T.; Jensen, P.A.; Kaer, S.K. Full–Scale Tests on Co–Firing of Straw in a Natural Gas–Fired Boiler. 2005. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.561.1803&rep=rep1&type=pdf (accessed on 30 March 2018).
- Leckner, B. Co–combustion—A summary of technology. Therm. Sci. 2007, 11, 5–40. [Google Scholar] [CrossRef]
- Krause, H.H. High–Temperature Corrosion Problems in Waste Incineration Systems. J. Mater. Energy Syst. 1986, 7, 322–332. [Google Scholar] [CrossRef]
- Pedersen, L.S.; Nielsen, H.P.; Kiil, S.; Hansen, L.A.; Dam–Johansen, K.; Kildsig, F.; Christensen, J.; Jespersen, P. Full–scale co–firing of straw and coal. Fuel 1996, 75, 1584–1590. [Google Scholar] [CrossRef]
- Wang, Q.; Han, K.; Wang, J.; Gao, J.; Lu, C. Influence of phosphorous based additives on ash melting characteristics during combustion of biomass briquette fuel. Renew. Energy 2017, 113, 428–437. [Google Scholar] [CrossRef]
- Steenari, B.M.; Lindqvist, O. High temperature reactions of straw ash and the anti–sintering additives kaolin and dolomite. Biomass Bioenergy 1998, 14, 67–76. [Google Scholar] [CrossRef]
- Wang, L.; Skreiberg, O.; Becidan, M.; Li, H. Investigation of rye straw ash sintering characteristics and the effect of additives. Appl. Energy 2016, 162, 1195–1204. [Google Scholar] [CrossRef]
- Matúš, M.; Križan, P.; Šooš, L.; Beniak, J. The effect of papermaking sludge as an additive to biomass pellets on the final quality of the fuel. Fuel 2018, 219, 196–204. [Google Scholar] [CrossRef]
- Öhman, M.; Gilbe, R.; Lindstrom, E.; Bostrom, D. Slagging characteristics during residential combustion of biomass pellets. In Proceedings of the 2nd World Conference on Pellets in Jönköping, Jönköping, Sweden, 30 May–1 June 2006; Swedish Bioenergy Association: Stockholm, Sweden, 2006; pp. 93–100. [Google Scholar]
- Wang, L.; Skjevrak, G.; Hustad, J.E.; Grønli, M.G.; Skreiberg, O. Effects of additives on barley straw and husk ashes sintering characteristics. Energy Procedia 2012, 20, 30–39. [Google Scholar] [CrossRef]
- Ondruska, J.; Čačko, V.; Biath, P. Energy recovery of solid noble biofuels from phytomass. In Energy from Biomass (in Czech Language); VUT v Brně: Antonínská, Brno, Czech Republic, 2012; ISBN 978–80–214–4685–4. [Google Scholar]
- Čaja, A.; Papučík, Š.; Patsch, M.; Kantová, N. The Visualization of Combustion Air Flow that Flows into the Dendromass Combustion Process Using CFD Simulations. Renew. Energy Sources Eng. Technol. Innov. 2018, 25–31. [Google Scholar] [CrossRef]
- Nosek, R.; Werle, S.; Borsukiewicz, A.; Żelazna, A.; Łagód, G. Investigation of pellet properties produced from a mix of straw and paper sludge. Appl. Sci. 2020, 10, 5450. [Google Scholar] [CrossRef]
- Vamvuka, D.; Kakaras, E. Ash properties and environmental impact of various biomass and coal fuels and their blends. Fuel Process. Technol. 2011, 92, 570–581. [Google Scholar] [CrossRef]
- Tun, M.M.; Juchelková, D.; Raclavská, H.; Sassmanová, V. Utilization of biodegradable wastes as a clean energy source in the developing countries: A case study in Myanmar. Energies 2018, 11, 3183. [Google Scholar]
- Palacka, M.; Vician, P.; Holubčík, M.; Jandačka, J. The energy characteristics of different parts of the tree. Procedia Eng. 2017, 192, 654–658. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Moisture (%) | Volatile Matter (%) | Ash (%) | Fixed Carbon (%) |
|---|---|---|---|---|
| S–100 | 6.87 | 71.30 | 5.02 | 16.81 |
| SD–100 | 3.86 | 74.99 | 0.49 | 16.31 |
| SSPS—45/45/10 | 5.83 | 70.90 | 6.8 | 16.47 |
| SSPS—40/40/20 | 4.13 | 70.27 | 10.53 | 15.07 |
| PS100 [18] | 5.61 | 55.71 | 42 | 0.93 |
| Standard deviation | ±1.24 | ±0.78 | ±2.53 | ±1.08 |
| Sample | DT (°C) | ST (°C) | HT (°C) | FT (°C) |
|---|---|---|---|---|
| S100 | 1025 | 1081 | 1121 | 1205 |
| SD–100 | 1115 | 1254 | 1313 | 1500 |
| SSPS—45/45/10 | 1328 | >1500 | >1500 | >1500 |
| SSPS—40/40/20 | 1301 | >1500 | >1500 | >1500 |
| PS100 [18] | 1305 | >1500 | >1500 | >1500 |
| Standard deviation | ±0.23 | ±0.15 | ±0.13 | ±0.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nosek, R.; Backa, A.; Ďurčanský, P.; Holubčík, M.; Jandačka, J. Effect of Paper Sludge and Dendromass on Properties of Phytomass Pellets. Appl. Sci. 2021, 11, 65. https://doi.org/10.3390/app11010065
Nosek R, Backa A, Ďurčanský P, Holubčík M, Jandačka J. Effect of Paper Sludge and Dendromass on Properties of Phytomass Pellets. Applied Sciences. 2021; 11(1):65. https://doi.org/10.3390/app11010065
Chicago/Turabian StyleNosek, Radovan, Alexander Backa, Peter Ďurčanský, Michal Holubčík, and Jozef Jandačka. 2021. "Effect of Paper Sludge and Dendromass on Properties of Phytomass Pellets" Applied Sciences 11, no. 1: 65. https://doi.org/10.3390/app11010065
APA StyleNosek, R., Backa, A., Ďurčanský, P., Holubčík, M., & Jandačka, J. (2021). Effect of Paper Sludge and Dendromass on Properties of Phytomass Pellets. Applied Sciences, 11(1), 65. https://doi.org/10.3390/app11010065