1. Introduction
In a conventional welding process, the joining of dissimilar materials, such as different grades of aluminum (Al) and copper (Cu), is considered to be a major challenge. This is due to the variations in the mechanical, chemical, and thermal properties of Al and Cu. However, FSW is one of the most promising solid-state joining processes, which can join the same or different base materials [
1]. During this welding process, the generated temperature is below the melting point of the base materials, which helps the base materials to attain an elastic phase and be fused to each other [
2]. The formation of a joint without using additional filler materials, alloying elements, and arc, reduces the chances of welding defects that occur in fusion welding. Moreover, during the FSW process, the energy consumption is low and there are no hazards related to radiation and fumes. Thus, the FSW process is superior to all conventional fusion welding processes [
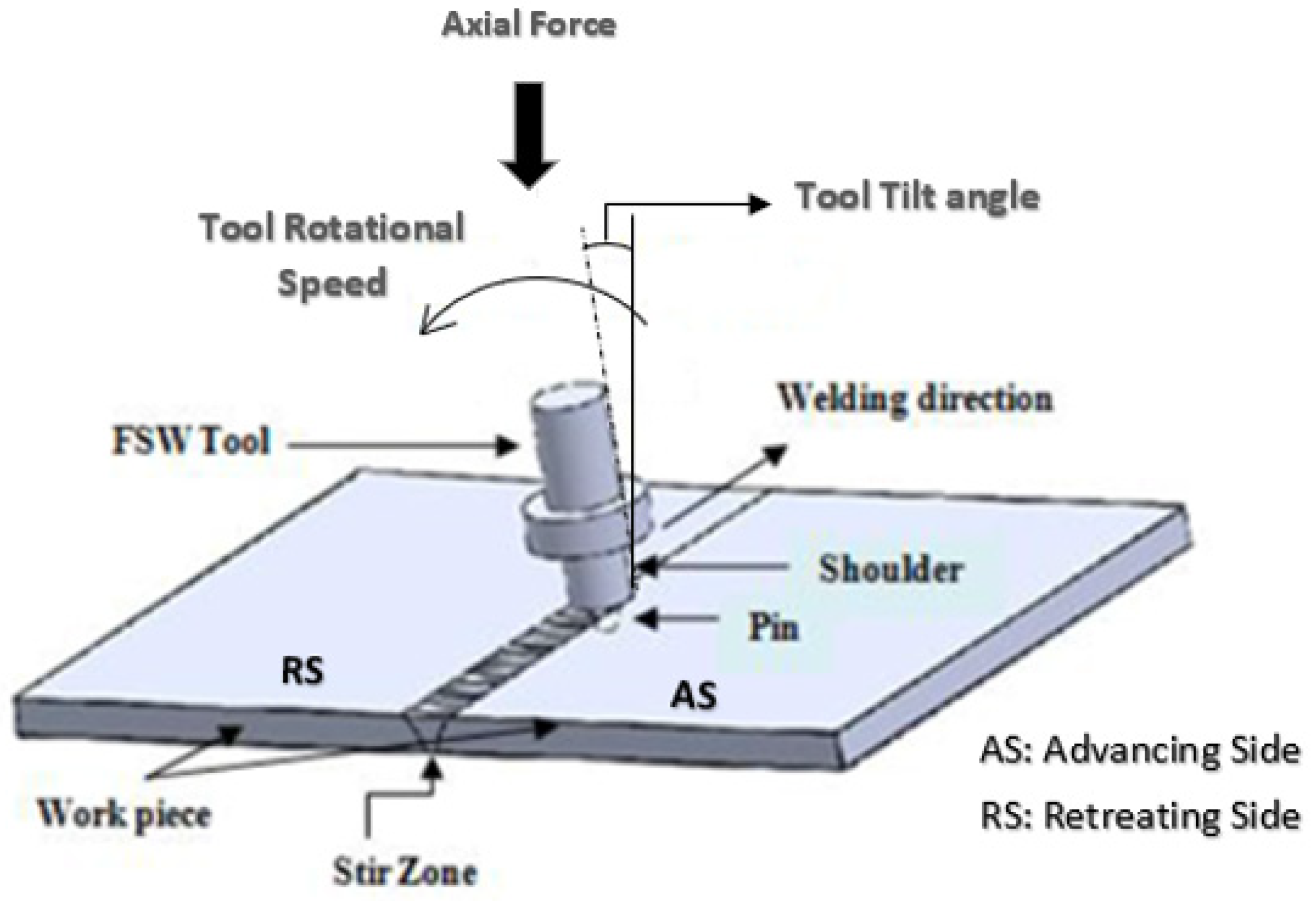
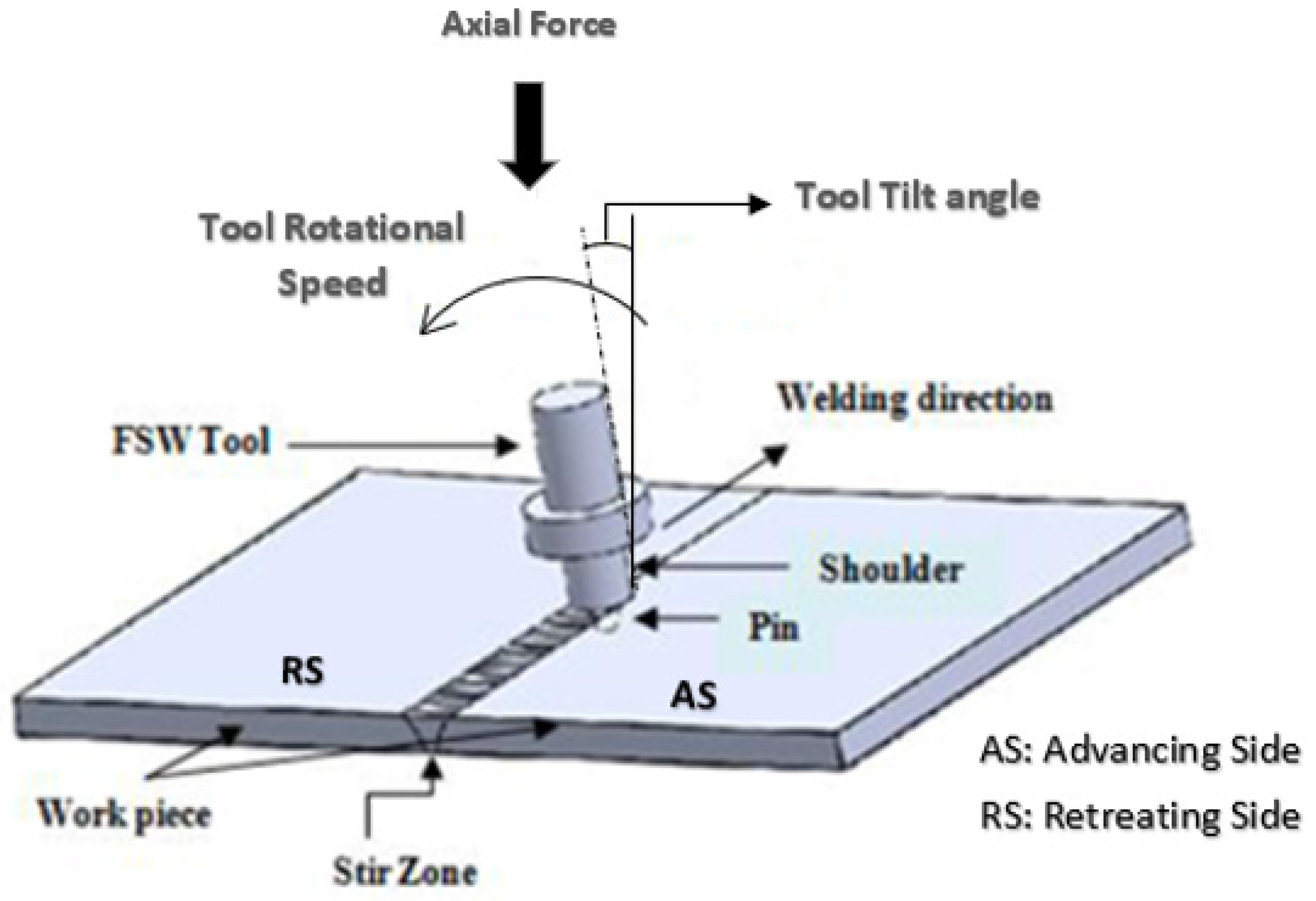
3]. A schematic diagram of the FSW process is presented in
Figure 1.
Al and Cu joints are widely used for various applications, such as for electric conductors and the tubes of heat exchangers, a transformer’s foil conductor, and so on, due to their extensive properties, such as their high thermal and electrical conductivity, excellent corrosion resistance, and mechanical properties [
5]. Therefore, many researchers have investigated the feasibility of using FSW to join Al-alloy and Cu-alloy. These researchers analyzed the dissimilar weld joints of aluminum and cooper and achieved flawless joints and they also observed defect free joints at low weld speeds and with high rotational speeds [
6,
7,
8,
9,
10]. Experimental design tools play a key role in the engineering world for improving the manufacturing processes and decreasing variability. The design of experiments (DoE) is an efficient procedure for planning and designing experiments and for analyzing obtained experimental results. Based on the results, a statistical model for the experimental work can be established. This model helps in building a connection between the process variables and outcomes [
11]. In some of studies, researchers used several DoE techniques, such as the Taguchi methodology, RSM, factorial design, ‘R’ programming, etc., to conduct experiments. Researchers have used the Taguchi method and ANOVA for their analyses and they developed mathematical models from the statistical analyses and noted that the weld speed had a more significant effect compared to other process parameters. From ANOVA analysis, they found that the probe offset had a notable effect on YS and UTS [
12,
13,
14,
15].
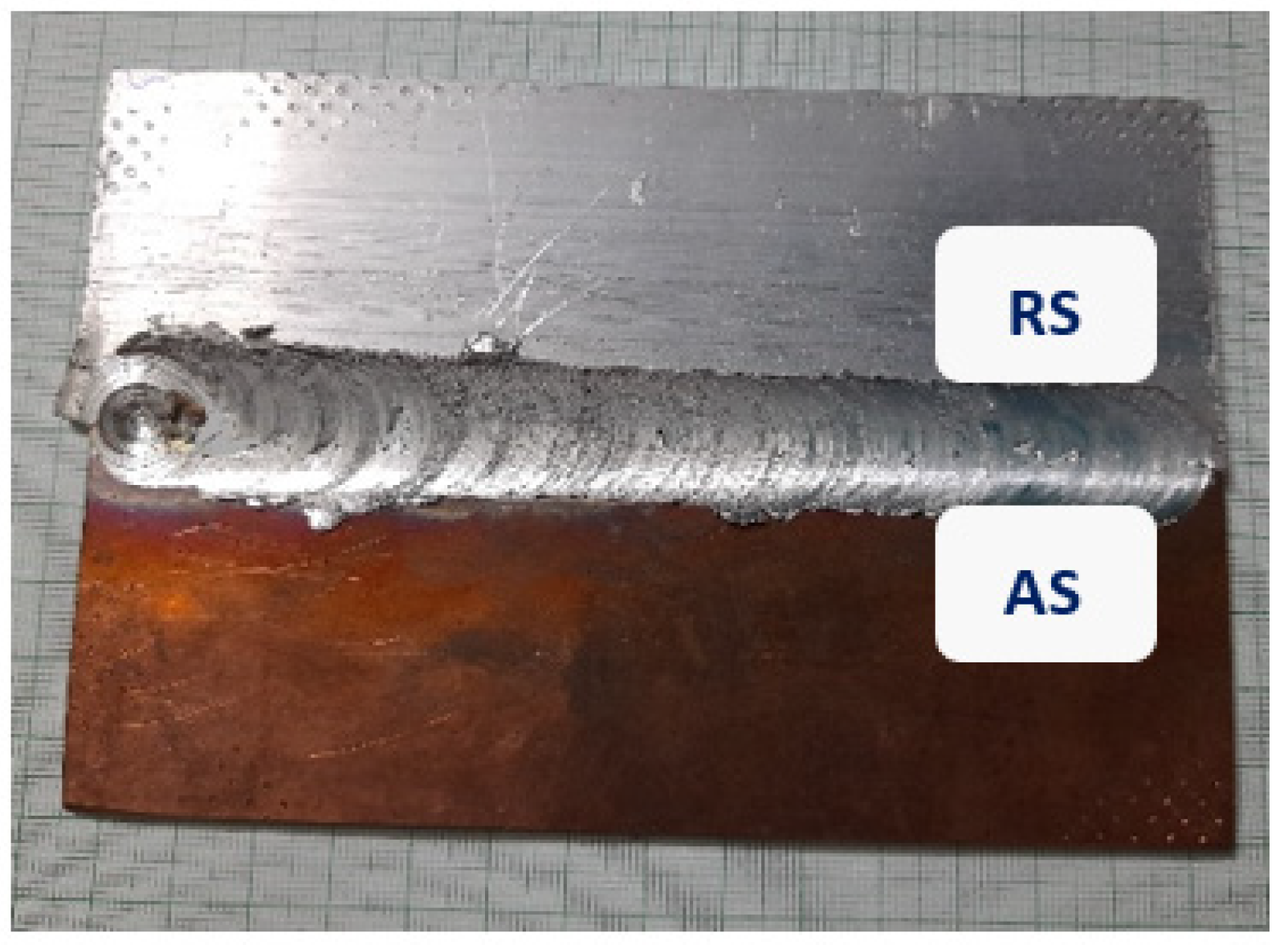
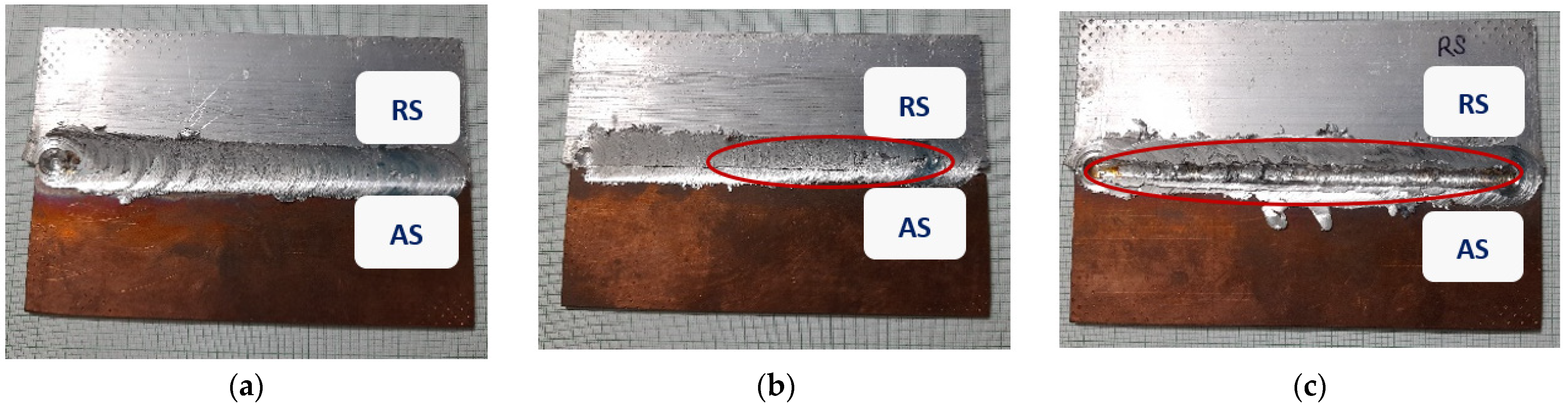
Apart from process variables such as tool rotation speed and weld speed, the position of the welded base plates (advancing side (AS) and retreating side (RS)) and probe offset (tool offset) also play important roles in achieving a sound defect-free joint and weld surface for the friction stir welding of joints of dissimilar materials [
16]. Researchers found satisfactory results by maintaining Cu on the AS and soft materials on the RS [
7,
17]. Many researchers have investigated the effect of tool offset on the weld quality of the FSW of dissimilar materials. They performed FSW on Al alloy and Cu with varying tool offset of 0–2 mm and found the limiting value of the tool offset to be 1.2 mm on Cu side, beyond which irregular joints were observed [
16,
18]. In addition, the tilt angle of a tool plays a significant role in the friction stir welding of dissimilar materials. Many researchers have studied the effect of the tilt angle of a tool on the weld quality of the FSW of various dissimilar materials. They observed that a proper tool tilt angle helps in achieving (i) a defect-free joint and proper fusion of the base material, (ii) a better material flow during the FSW process, and (iii) good plastic deformation at the weld zone. However, a lower tool tilt angle will reduce the flow of materials and a higher tool tilt angle will produce flashes; thus, an optimal tool tilt angle is required for a smooth weld surface [
19,
20].
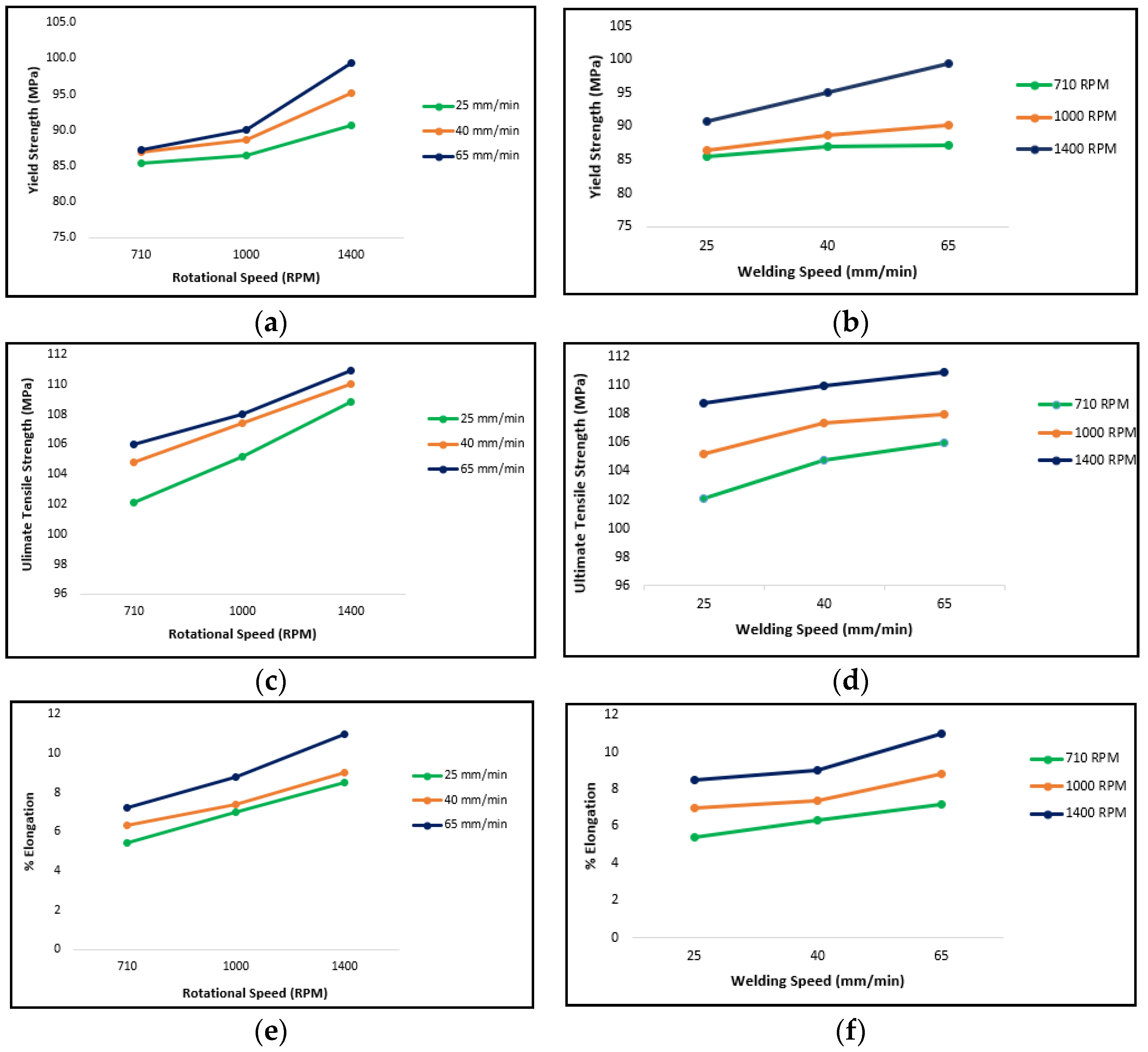
Various welding parameters have a remarkable impact on YS, UTS, and % E. Researchers have analyzed the mechanical behaviors of dissimilar FSW joints of Al and Cu. They concluded that the tensile properties of welded joints increase up to a maximum value with an increase in weld speed, but that further increase in weld speed beyond the optimal value decreases the tensile properties. Tensile properties were also investigated at various pin offsets and rotational speeds. They concluded that the UTS increases with tool rotational speed and with the decrease in the probe offset [
16,
18,
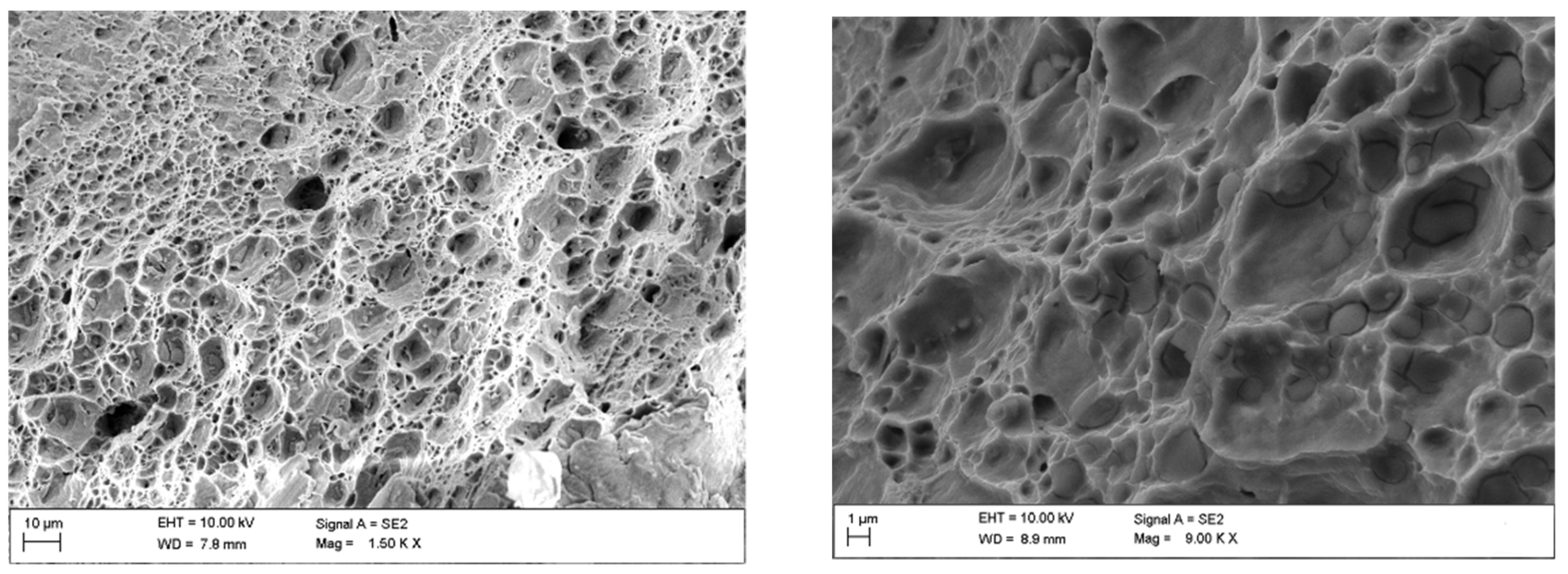
21]. Some researchers have investigated tensile-tested specimens to understand the failure behavior of fractured surfaces. Fractured surfaces have been studied using SEM by some researchers; they observed cavities and large dimples on the fractured surface. Under SEM they found cleavage fractures and layered fracture surfaces and they also reported that the failure mode was brittle in nature. Some researchers used FESEM for a more detailed study of fracture surfaces and they found microscopic voids and dimples on fractured surface. They also concluded that the fracture mode was not purely ductile [
7,
17,
22,
23,
24].
Many researchers have worked on dissimilar FSW joints of aluminum and steel. They successfully joined aluminum to steel using the FSW process. Sorger et al. developed an innovative overlap joint concept for single pass and multi pass configurations of the joining of Al with steel using the FSW process. They concluded that with a two-pass weld, the mechanical properties of the joints were improved. Researchers have also investigated important properties, e.g., high cycle fatigue in FSW joints. Lukacs et al. investigated the fatigue properties of dissimilar FSW joints of aluminum alloys and found a good correspondence in fatigue properties in a comparative analysis of base materials and welded joints [
25,
26].
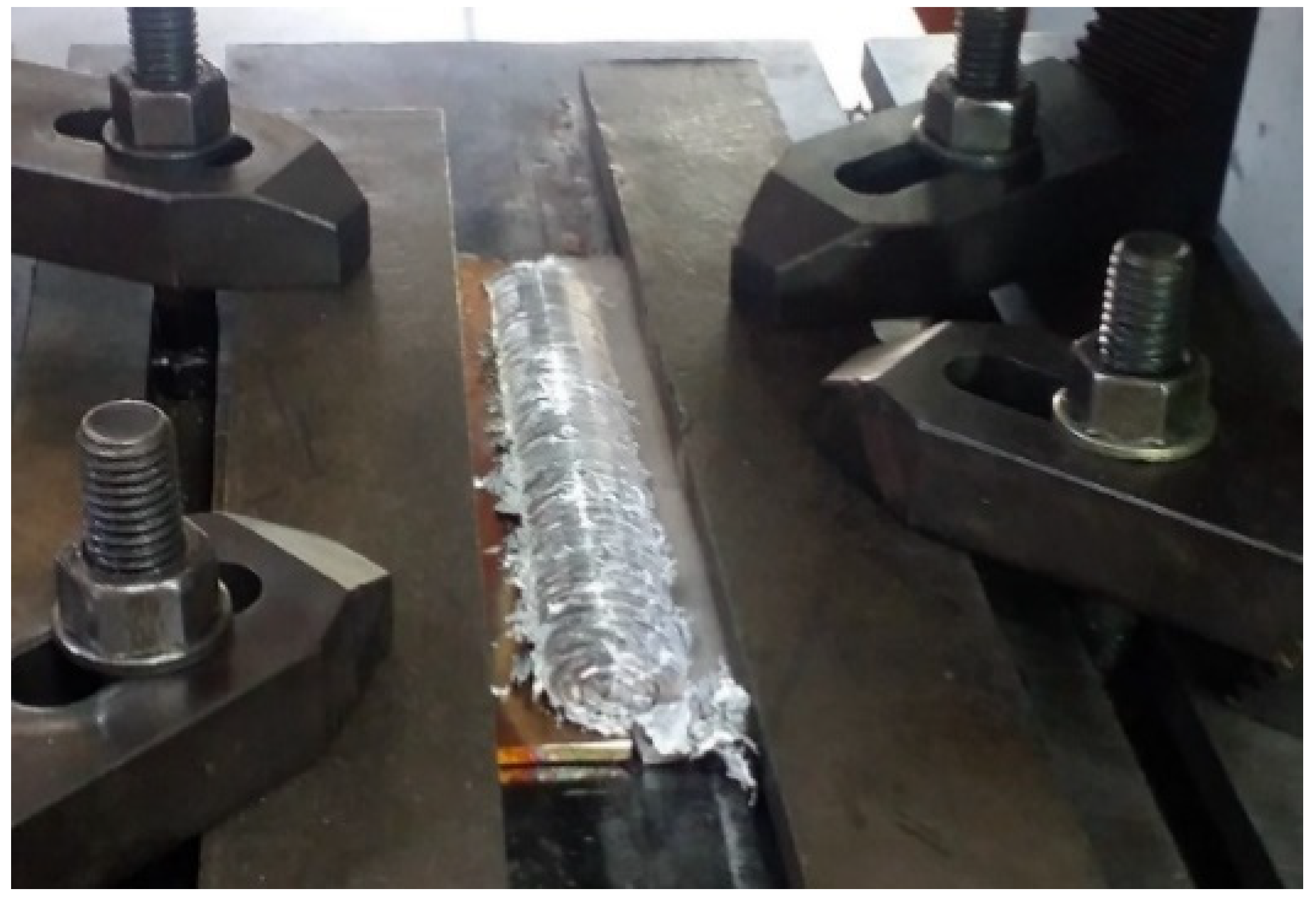
In this experimental work, FSW of dissimilar materials, Al and Cu alloys, was successfully carried out. A superior weld joint was obtained by maintaining the harder Cu base plate at the advancing side and a probe offset of 2.0 mm towards the softer Al base plate was used. The objectives of this research work are: (i) to conduct experiments on the FSW of Al-alloy and Cu-alloy using a full factorial design of the experiment; (ii) to establish a statistical model that will help in understanding the connections between the process variables and outcomes; (iii) to investigate the impact of process variables on tensile properties; and (iv) to analyze the fracture surface of the tensile specimens.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

