
Texture Evolution and Control of 2524 Aluminum Alloy and Its Effect on Fatigue Crack Propagation Behavior

 ,
,
Abstract
:1. Introduction
2. Experimental Work
2.1. Materials
2.2. Cold Rolling and Heat Treatment
2.3. Microstructural Analysis
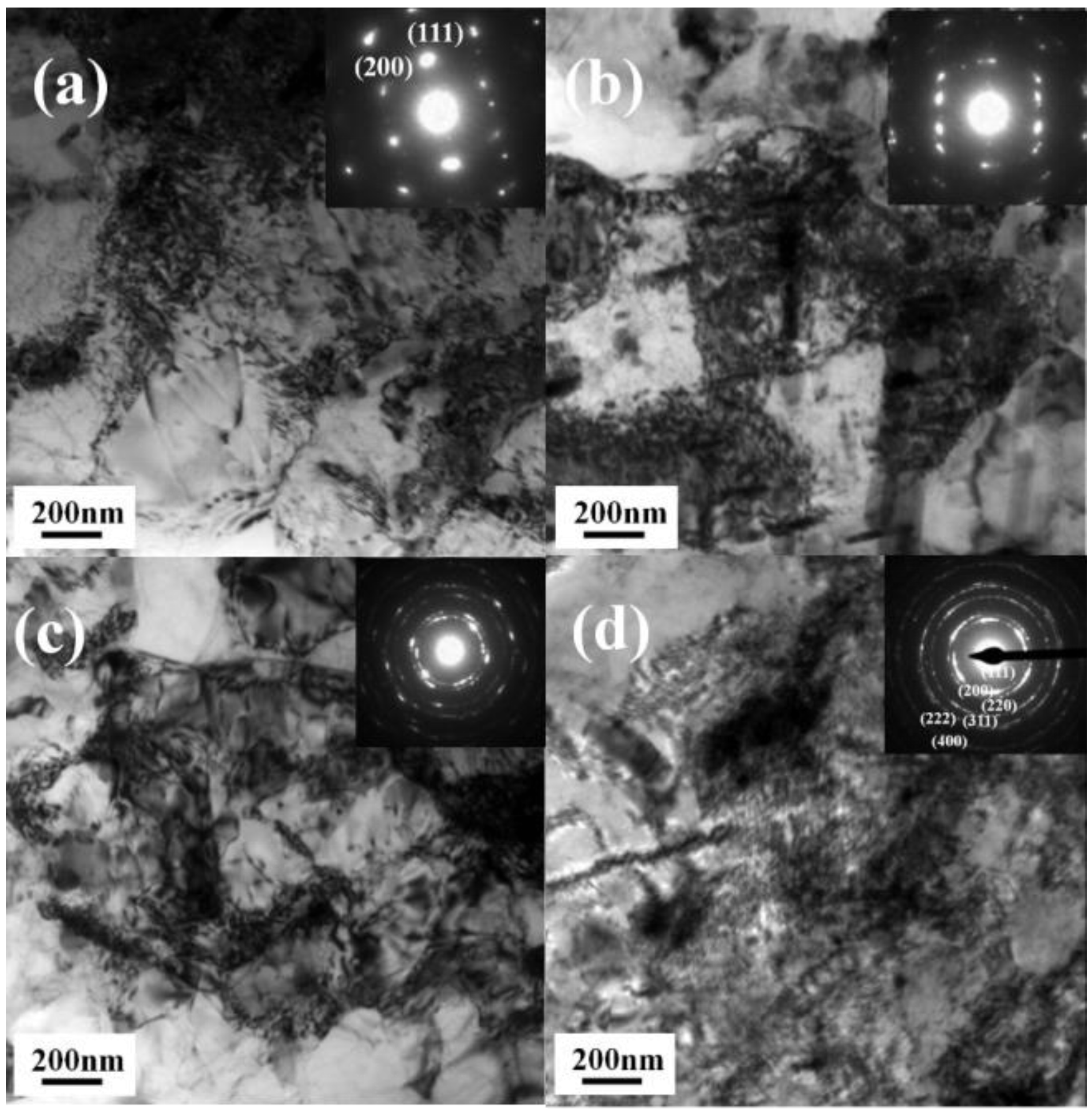
3. Results and Discussion
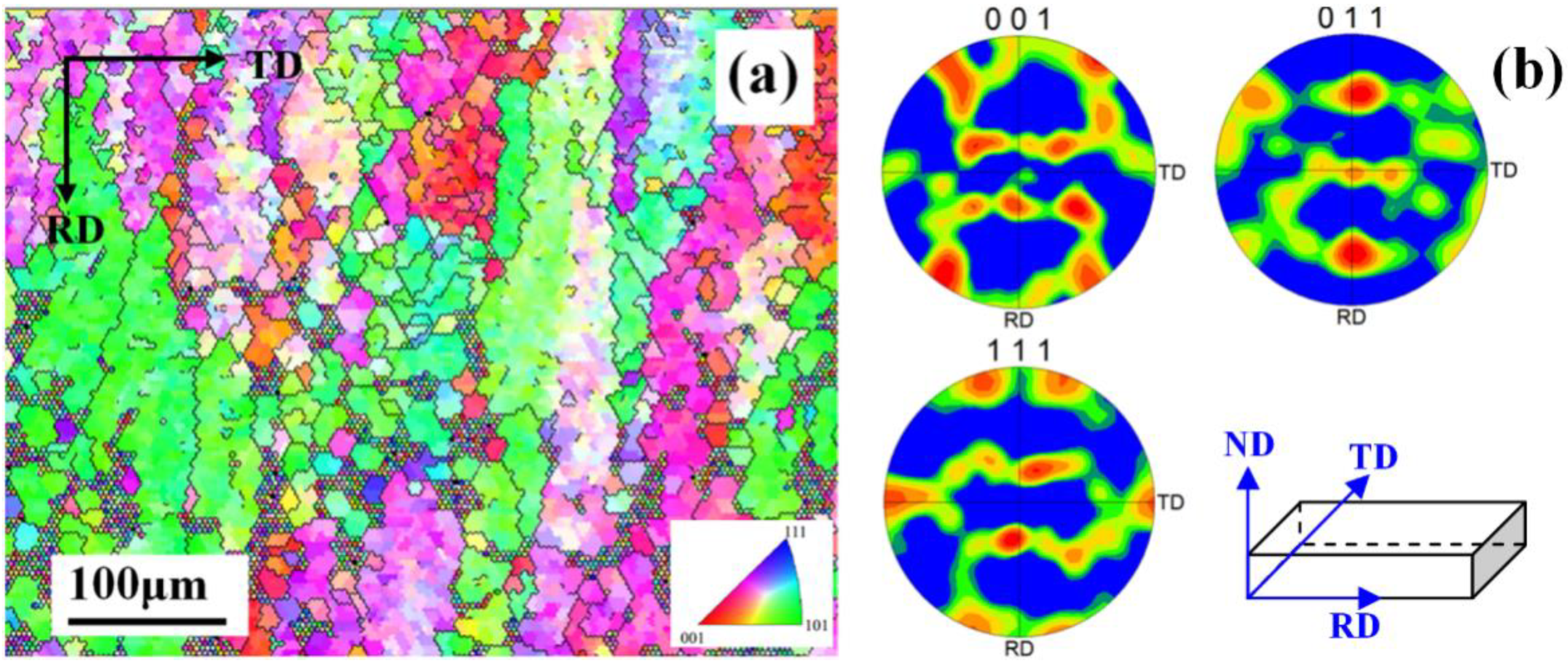
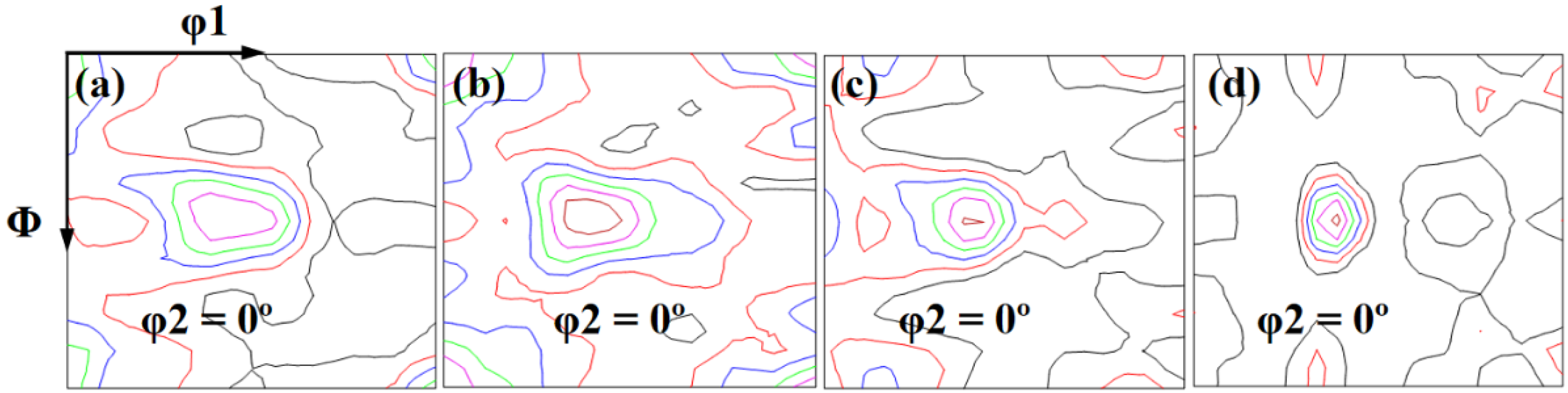
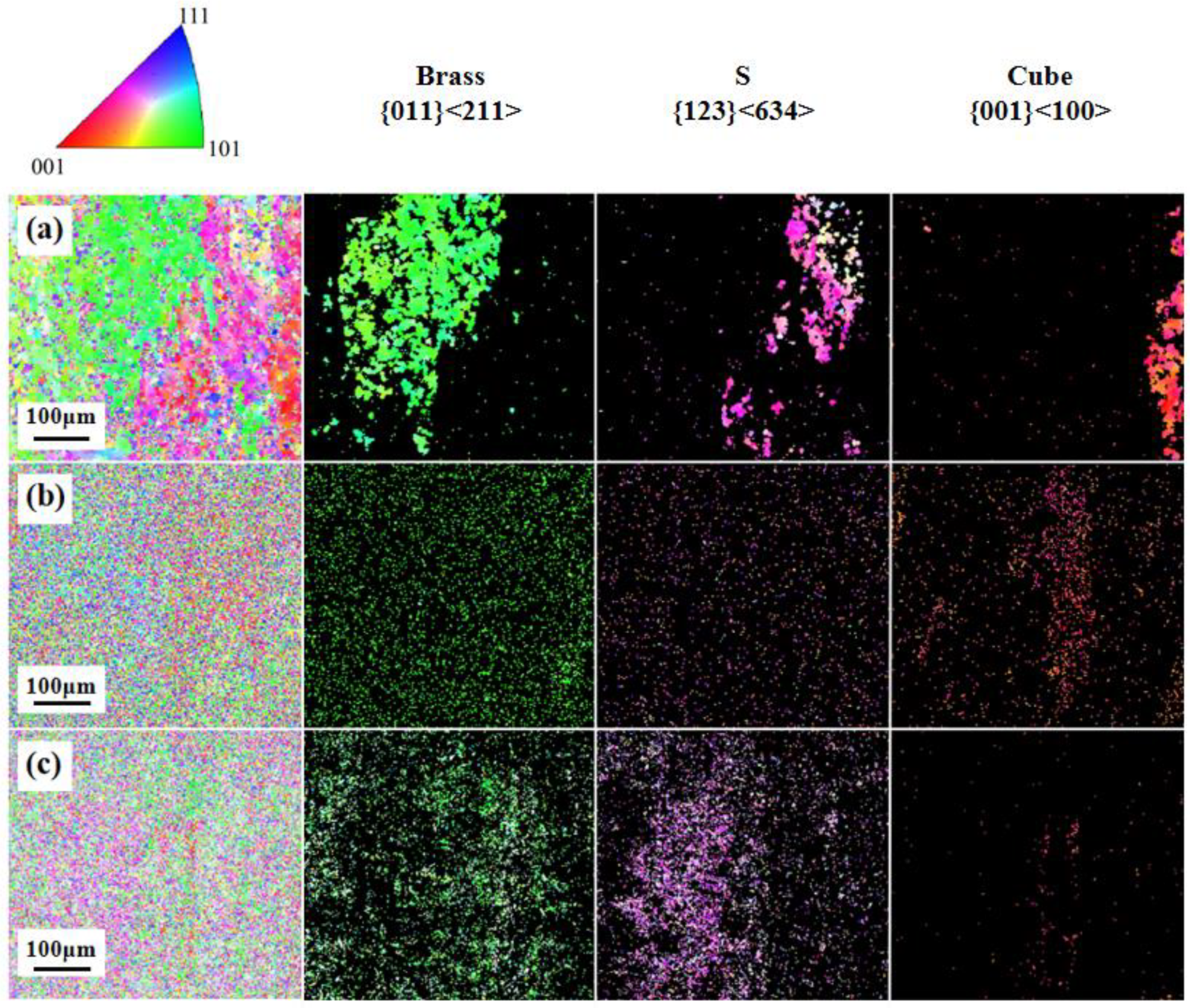
3.1. Texture Evolution of Alloy during Cold Rolling
3.1.1. The Deformation Effect
3.1.2. CSP Effects
3.2. Texture Evolution of Alloy during Annealing
3.2.1. CSP Effects
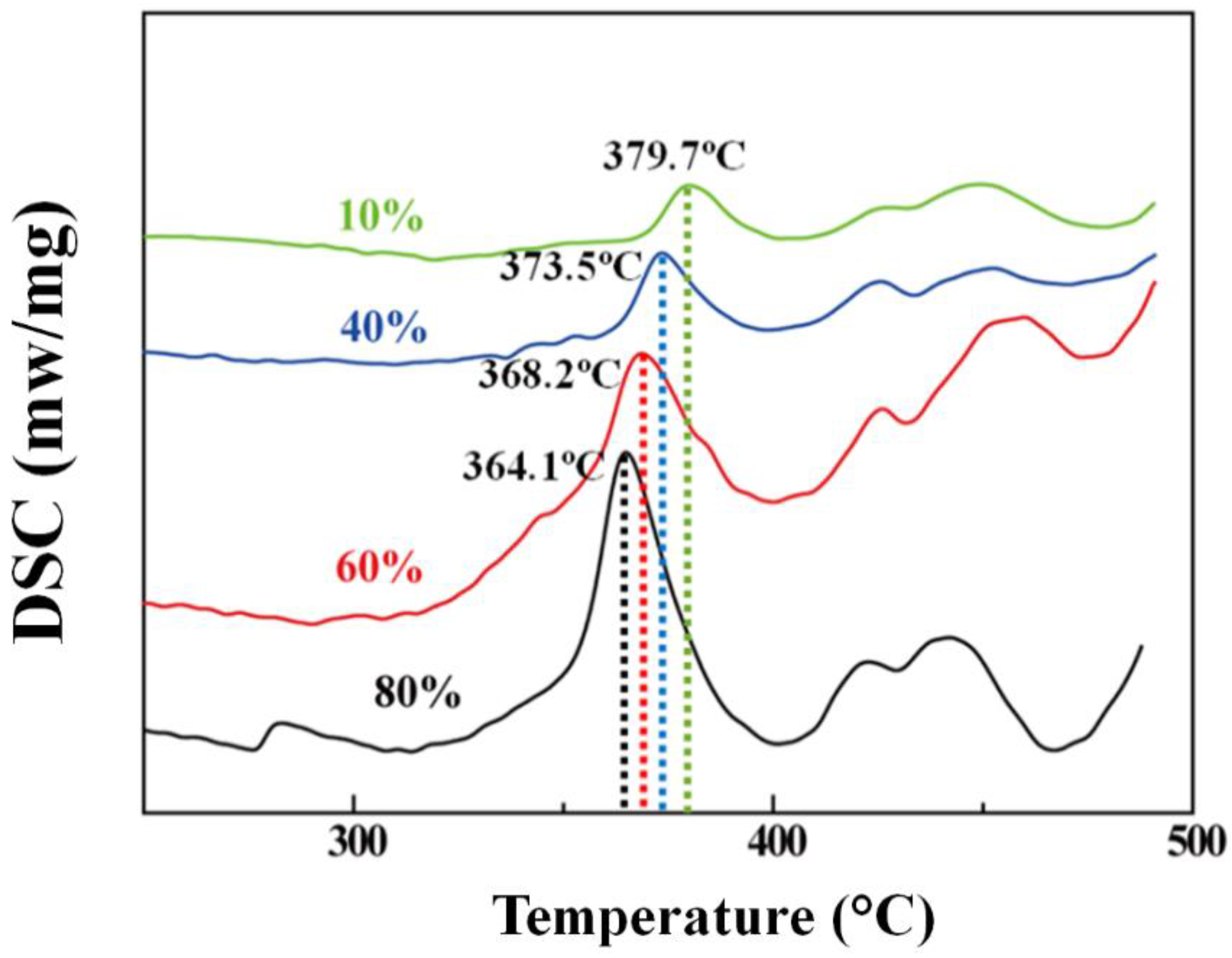
3.2.2. Annealing Temperature Effect
3.3. Preparation and Fatigue Crack Propagation Behavior of 2524-T3 Aluminum Alloy with a Strong Brass Texture
4. Conclusions
- (1)
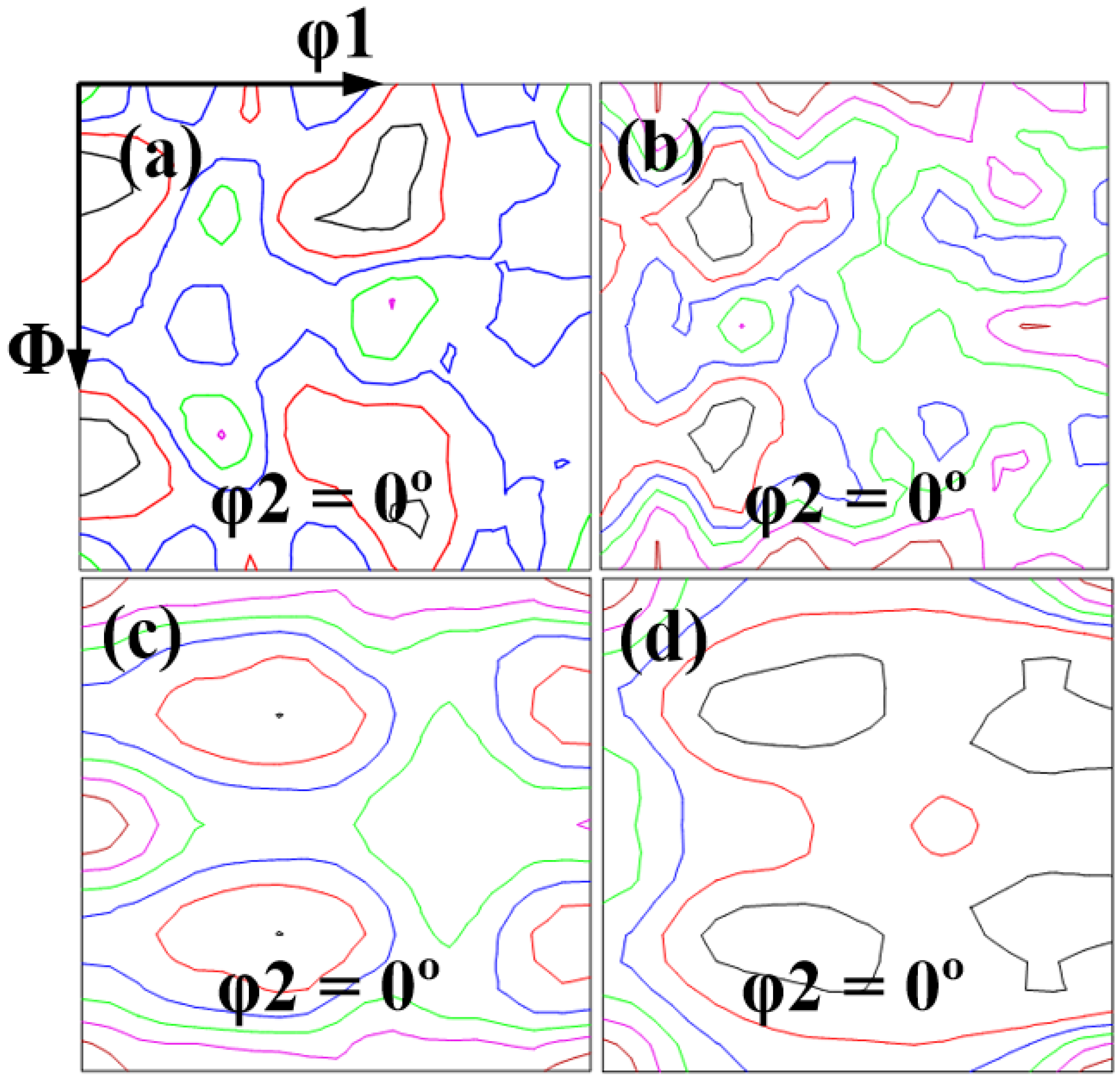
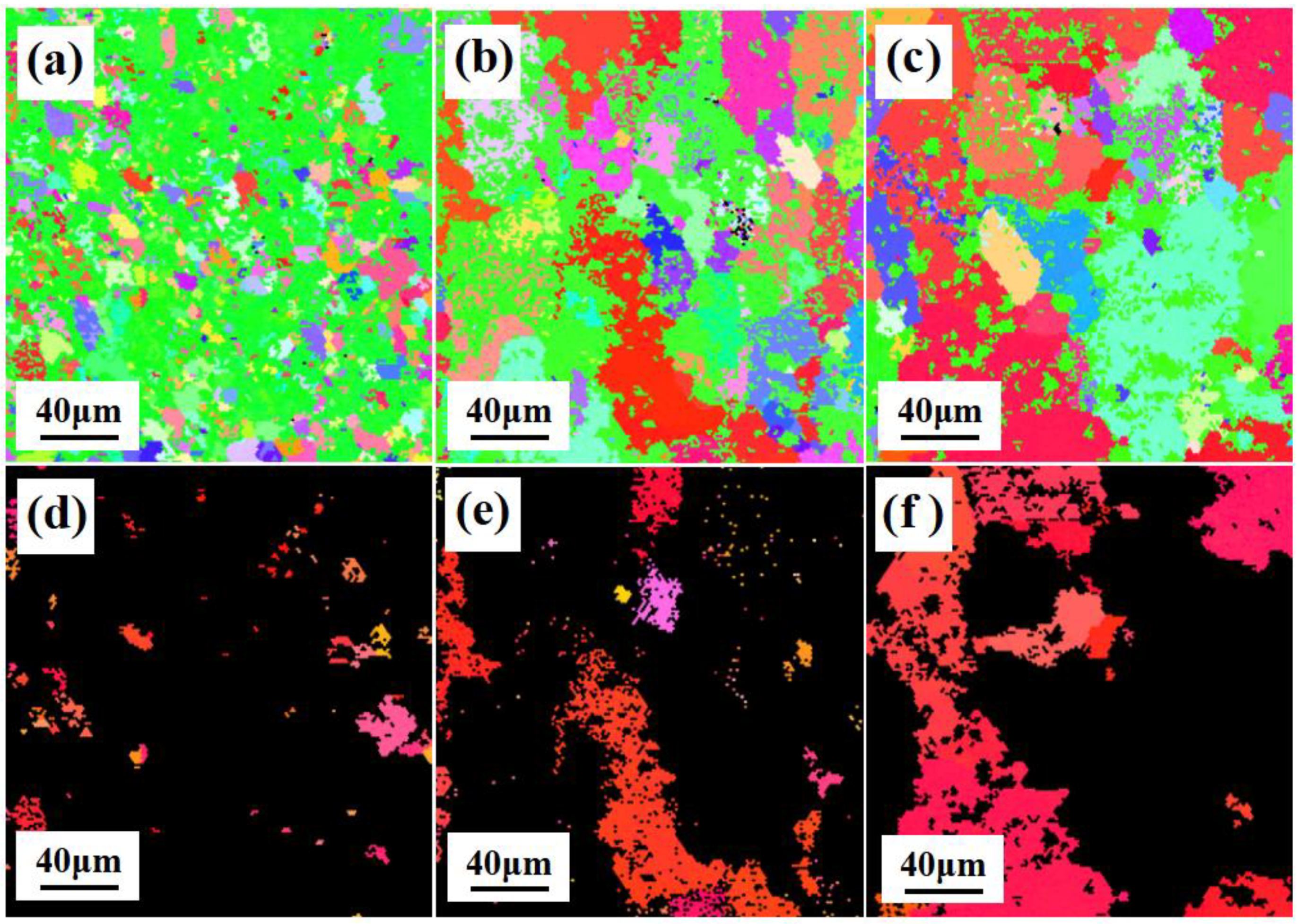
- With the increase in cold rolling from 0% to 80%, the volume fractions of Brass, copper, and S textures increase significantly, especially for the Brass texture, while those of cube and Goss textures decrease.
- (2)
- Reducing CSPs is conducive to the formation of strong deformation texture during cold rolling because of the minimization of local deformation discontinuity.
- (3)
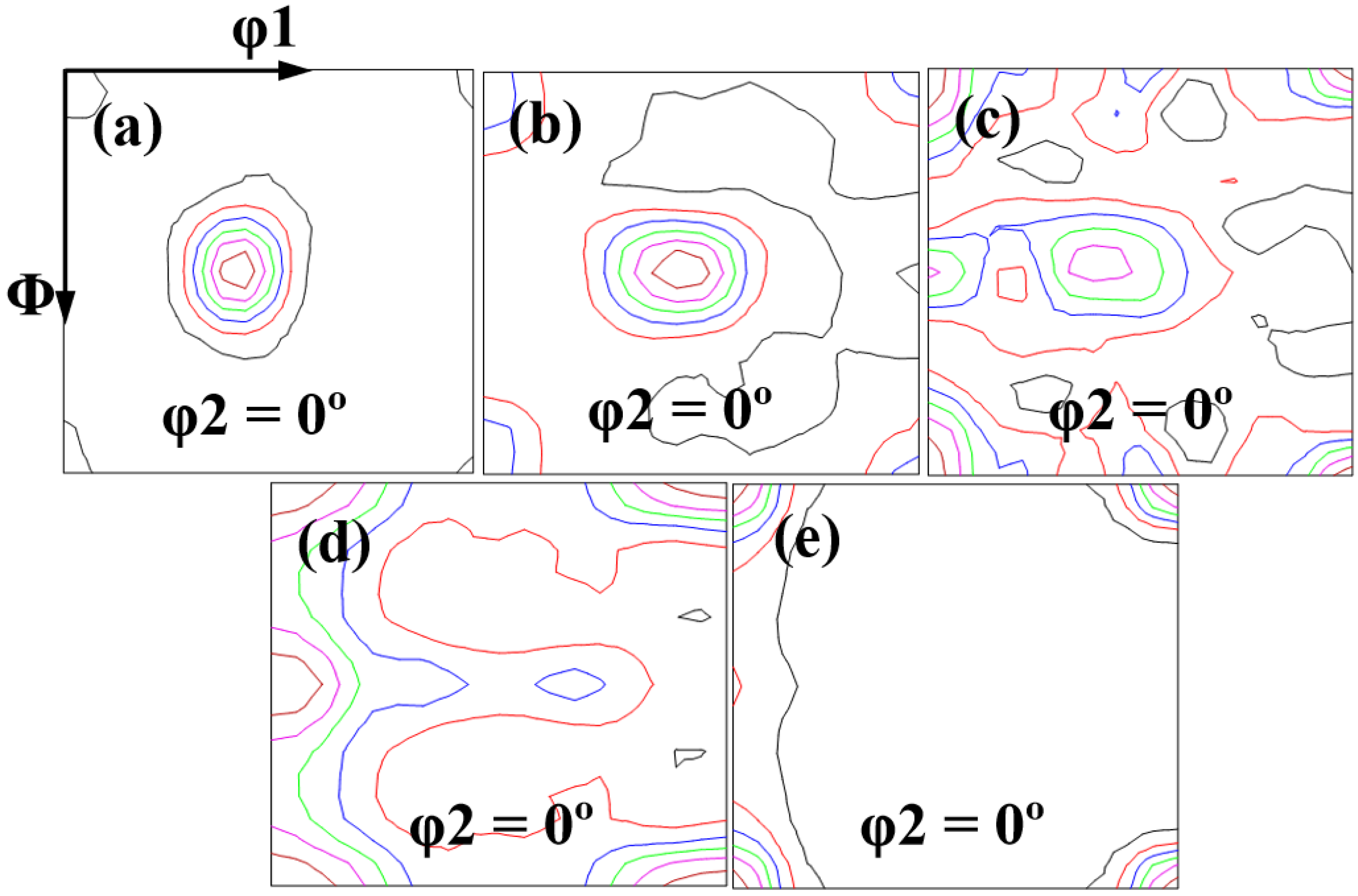
- A large cold deformation combined with subsequent high-temperature annealing can lead to the formation of a strong cube-like texture. With the increase in annealing temperature from 330 °C to 470 °C, the volume fraction of the cube texture in 80% cold-rolled samples increases from 2.82% to 36.53%.
- (4)
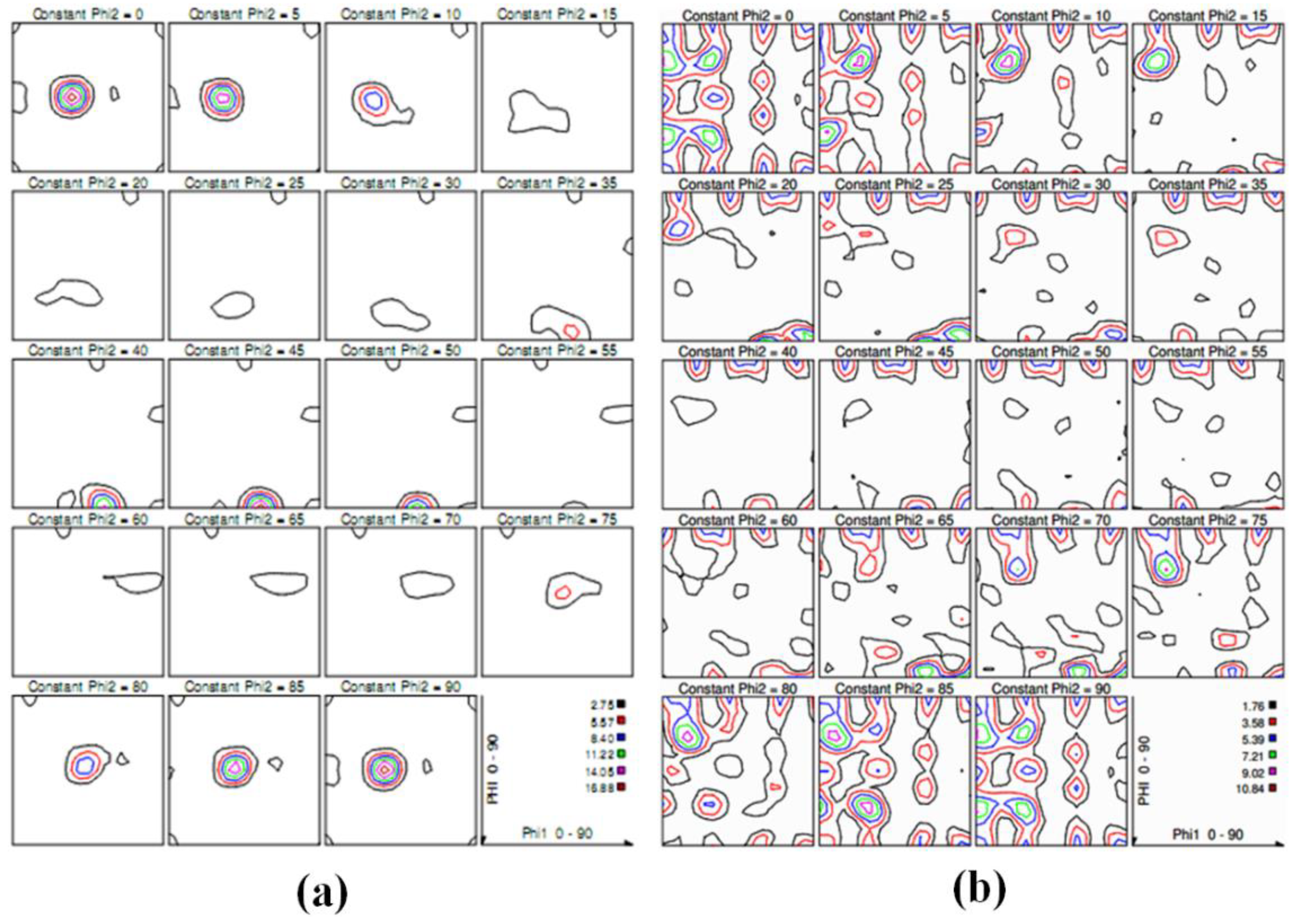
- A strong Brass texture can be produced by eight passes, each of 10%, of cold rolling, followed by staged annealing at 330 °C/0.5 h + 380 °C/0.5 h + 420 °C/0.5 h after each rolling of the pre-annealed sample, even after solution treatment.
- (5)
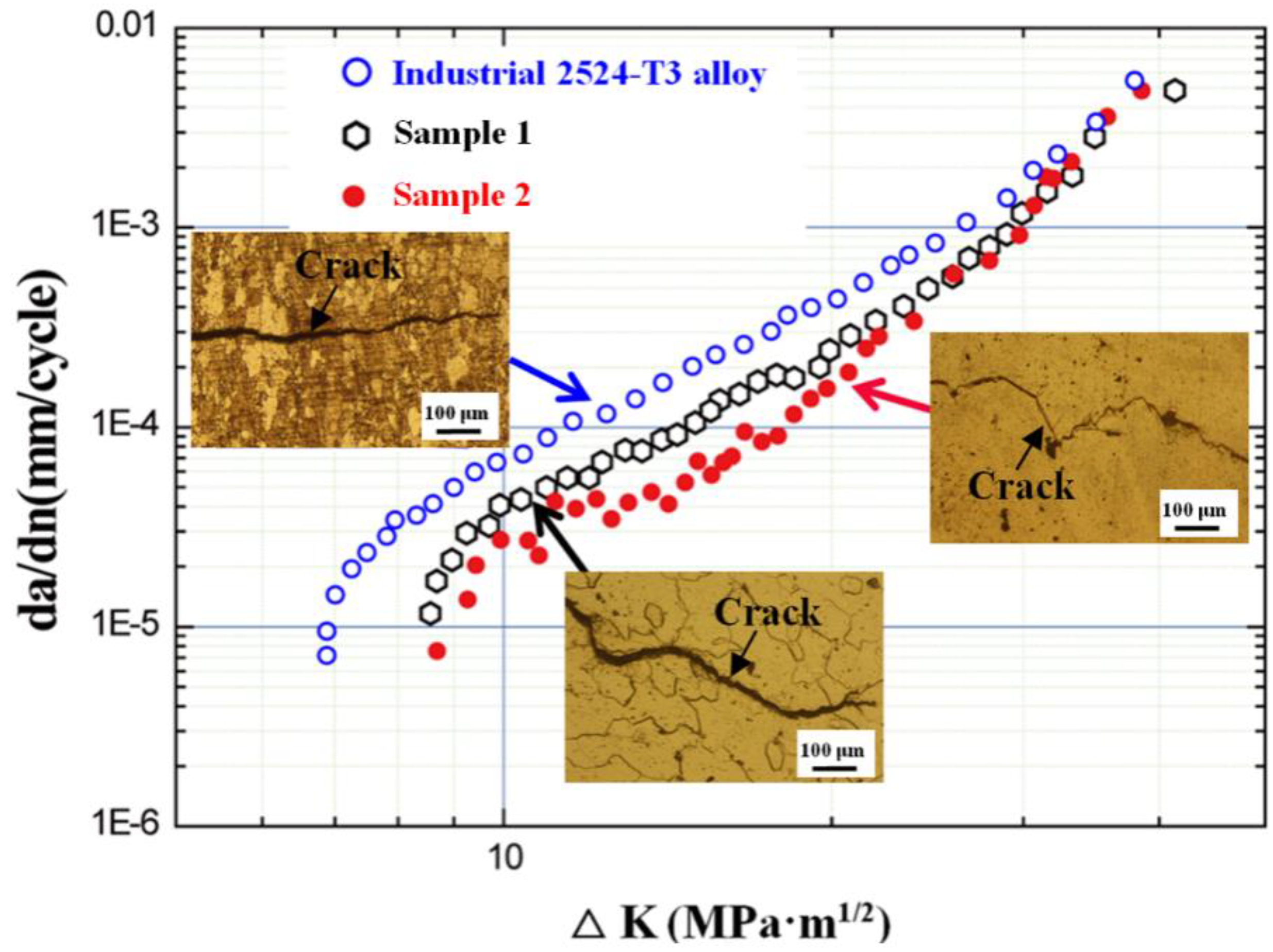
- The Brass texture increases the strength but decreases the fatigue crack growth resistance of this aluminum alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, B.; Peng, C.Q.; Wang, R.C.; Wang, X.F.; Li, T.T. Research Status and Prospect of aluminum alloy for large aircraft. Chin. J. Nonferrous Met. 2010, 20, 1705–1714. [Google Scholar]
- Attia, M.; Ragab, K.A.; Bouazara, M.; Chen, X.G. Fatigue Cycles and Performance Evaluation of Accelerating Aging Heat Treated Aluminum Semi Solid Materials Designed for Automotive Dynamic Components. Appl. Sci. 2020, 10, 3008. [Google Scholar] [CrossRef]
- Feng, K.; Yang, M.; Long, S.L.; Li, B. The Effect of a Composite Nanostructure on the Mechanical Properties of a Novel Al-Cu-Mn Alloy through Multipass Cold Rolling and Aging. Appl. Sci. 2020, 10, 8109. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, T.; He, Y.; Feng, Y.; Du, X.; Ma, B.; Zhang, T. Effect of coastal atmospheric corrosion on fatigue properties of 2024-T4 aluminum alloy structures. J. Alloys Compd. 2019, 802, 511–521. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, C.; Zhou, J.; Wang, F. Effect of alternate corrosion factors on multiaxial low-cycle fatigue life of 2024-T4 aluminum alloy. J. Alloys Compd. 2019, 772, 1–14. [Google Scholar] [CrossRef]
- Rajput, A.; Paul, S.K. Effect of soft and hard inclusions in tensile deformation and damage mechanism of Aluminum: A molecular dynamics study. J. Alloys Compd. 2021, 869, 159213. [Google Scholar] [CrossRef]
- Guérin, M.; Alexis, J.; Andrieu, E.; Blanc, C.; Odemer, G. Corrosion-fatigue lifetime of aluminium-copper-lithium alloy 2050 in chloride solution. Mater. Des. 2015, 87, 681–692. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Pan, S.P.; Zhou, M.Z.; Yi, D.Q.; Xu, D.Z.; Xu, Y.F. Effects of inclusions, grain boundaries and grain orientations on the fatigue crack initiation and propagation behavior of 2524-T3 Al alloy. Mater. Sci. Eng. A 2013, 580, 150–158. [Google Scholar] [CrossRef]
- Lin, L.; Liu, Z.; Liu, W.; Zhou, Y.; Huang, T. Effects of Ag addition on precipitation and fatigue crack propagation behavior of a medium-strength Al–Zn–Mg alloy. J. Mater. Sci. Technol. 2018, 34, 534–540. [Google Scholar] [CrossRef]
- Xue, X.L.; Zheng, Z.Q.; Hu, F.; Zhang, L. Effect of aging system on fatigue crack growth rate of 2A97 Al-Li alloy. Rare. Metall. Mat. Eng. 2016, 45, 3319–3324. [Google Scholar]
- Höppel, H.W.; May, L.; Prell, M.; Göken, M. Influence of grain size and precipitation state on the fatigue lives and deformation mechanisms of CP aluminium and AA6082 in the VHCF-regime. Int. J. Fatigue 2011, 33, 10–18. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Fatigue behaviour of light alloys with ultrafine grain structure produced by severe plastic deformation: An overview. Int. J. Fatigue 2010, 32, 898–907. [Google Scholar] [CrossRef]
- Chowdhury, P.B.; Sehitoglu, H.; Rateick, R.G.; Maier, H.J. Modeling fatigue crack growth resistance of nanocrystalline alloys. Acta Mater. 2013, 61, 2531–2547. [Google Scholar] [CrossRef]
- Gürbüz, R.; Doruk, M.; Schütz, W. Effect of salt-water fog on fatigue crack growth behaviour of 7050 aluminium alloy in different orientations. J. Mater. Sci. 1991, 26, 1032–1038. [Google Scholar] [CrossRef]
- Maduro, L.P.; Baptista, C.A.R.P.; Torres, M.A.S.; Souza, R.C. Modeling the growth of LT and TL-oriented fatigue cracks in longitudinally and transversely pre-strained Al 2524-T3 alloy. Procedia Eng. 2011, 10, 1214–1219. [Google Scholar] [CrossRef] [Green Version]
- Zhai, T.; Jiang, X.P.; Li, J.X.; Garratt, M.D.; Bray, G.H. The grain boundary geometry for optimum resistance to growth of short fatigue cracks in high strength Al-alloys. Int. J. Fatigue 2005, 27, 1202–1209. [Google Scholar] [CrossRef]
- Jian, H.; Jiang, F.; Wei, L.; Zheng, X.; Wen, K. Crystallographic mechanism for crack propagation in the T7451 Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A 2010, 527, 5879–5882. [Google Scholar] [CrossRef]
- Shen, F.H.; Yi, D.Q.; Jiang, Y.; Wang, B.; Liu, H.Q.; Tang, C.; Shou, W.B. Semi-quantitative evaluation of texture components and fatigue properties in 2524 T3 aluminum alloy sheets. Mater. Sci. Eng. A 2016, 157, 15–25. [Google Scholar] [CrossRef]
- Han, J.H.; Seok, H.K.; Chung, Y.H.; Shin, M.C.; Lee, J.C. Texture evolution of the strip cast 1050 Al alloy processed by continuous confined strip shearing and its formability evaluation. Mater. Sci. Eng. A 2002, 323, 342–347. [Google Scholar] [CrossRef]
- Wen, W.; Zhai, T. Quantification of resistance of grain boundaries to short-fatigue crack growth in three dimensions in high-strength Al alloys. Metall. Mater. Trans. A 2012, 43, 2743–2752. [Google Scholar] [CrossRef]
- Zhao, Q.; Liu, Z.; Huang, T.; Xia, P.; Li, F. Enhanced fracture toughness in an annealed Al-Cu-Mg alloy by increasing Goss/Brass texture ratio. Mater. Charact. 2016, 119, 47–54. [Google Scholar] [CrossRef]
- Wu, W.; Liu, Z.; Hu, Y.; Li, F.; Bai, S.; Xia, P.; Wang, A.; Ye, C. Goss texture intensity effect on fatigue crack propagation resistance in an Al-Cu-Mg alloy. J. Alloys Compd. 2018, 730, 318–326. [Google Scholar] [CrossRef]
- Liu, Z.; Li, F.; Xia, P.; Bai, S.; Gu, Y.; Yu, D.; Zeng, S. Mechanisms for Goss-grains induced crack deflection and enhanced fatigue crack propagation resistance in fatigue stage II of an AA2524 alloy. Mater. Sci. Eng. A 2015, 625, 271–277. [Google Scholar] [CrossRef]
- Crumbach, M.; Goerdeler, M.; Gottstein, G. Modelling of recrystallisation textures in aluminium alloys: II. Model performance and experimental validation. Acta Mater. 2006, 54, 3291–3306. [Google Scholar] [CrossRef]
- Shen, F.; Sun, Z.; Li, W.; Zhou, Z.; Zhong, S.; Huang, H.; Guo, J.; Xie, C.; Wang, Y.; Yi, D. Texture evolution in hot-rolled Al–Cu–Mg sheets using orientation streamline approach and texture index. J. Alloys Compd. 2020, 816, 152415. [Google Scholar] [CrossRef]
- Wu, R.R.; Li, Q.S.; Guo, L.; Ma, Y.X. Fabrication and Characterization of Bimodal Size Al2O3p Reinforced 7075 Aluminium Matrix Composites. Mater. Sci. 2017, 23, 317–321. [Google Scholar] [CrossRef]
- Masuda, H.; Tobe, H.; Hara, T.; Sato, E. Three-dimensional characterization of superplastic grain boundary sliding inside Al–Zn–Mg–Cu alloy sheet. Scr. Mater. 2019, 164, 82–85. [Google Scholar] [CrossRef]
- Zhao, Q.; Liu, Z.Y.; Wahab, M.A. Enhanced Brass texture of hot-rolled Al-4Cu-1.6Mg alloy by 0.1% Zr addition. Mater. Charact. 2020, 169, 110643. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Zhang, H.; Pan, S.P.; Zhang, W.T.; Song, Y.F.; Fu, M.Z.; Liu, X.; Liu, W.H. Effect of service environment and pre-deformation on the fatigue behaviour of 2524 aluminium alloy. Arch. Civ. Mech. Eng. 2020, 20, 5. [Google Scholar] [CrossRef]
- Wilsdorf, D.K. Theory of plastic deformation: Properties of low energy dislocation structures. Mater. Sci. Eng. A 1989, 113, 1–41. [Google Scholar] [CrossRef]
- Niranjani, V.L.; Hari Kumar, K.C.; Subramanya Sarma, V. Development of high strength Al–Mg–Si AA6061 alloy through cold rolling and ageing. Mater. Sci. Eng. A 2009, 515, 169–174. [Google Scholar] [CrossRef]
- Yin, D.Y.; Liu, H.Q.; Chen, Y.Q.; Yi, D.Q.; Wang, B. Effect of grain size on fatigue-crack growth in 2524 aluminium alloy. Int. J. Fatigue 2016, 84, 9–16. [Google Scholar] [CrossRef]
- Chen, J.J.; Huang, Y.; Dong, L.L.; Li, Y.G. A study on evaluation method of crack tip reverse plastic zone size for the center cracked steel plate model under tension–compression cyclic loading. Eng. Fract. Mech. 2015, 133, 138–151. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deformation (%) | Cube (%) | Goss (%) | Brass (%) | Copper (%) | S (%) |
|---|---|---|---|---|---|
| 0 | 8.57 | 4.44 | 12.56 | 5.87 | 9.68 |
| 10 | 6.51 | 4.13 | 15.39 | 6.35 | 11.26 |
| 40 | 4.60 | 3.81 | 20.63 | 8.41 | 15.55 |
| 80 | 3.65 | 2.54 | 25.65 | 9.36 | 19.36 |
| Deformation (%) | Cube (%) | Goss (%) | Brass (%) | Copper (%) | S (%) |
|---|---|---|---|---|---|
| 10 | 10.70 | 9.47 | 10.87 | 4.56 | 5.79 |
| 40 | 7.37 | 6.14 | 18.59 | 6.84 | 8.77 |
| 60 | 4.39 | 4.21 | 28.59 | 7.54 | 15.61 |
| 80 | 2.81 | 3.16 | 37.54 | 8.60 | 25.78 |
| Deformation (%) | Cube (%) | Goss (%) | Brass (%) | Copper (%) | S (%) |
|---|---|---|---|---|---|
| 10 | 8.24 | 7.74 | 8.71 | 5.49 | 4.84 |
| 40 | 8.71 | 9.03 | 7.10 | 5.81 | 4.52 |
| 60 | 15.80 | 8.71 | 6.61 | 5.48 | 3.87 |
| 80 | 20.83 | 9.68 | 5.81 | 4.99 | 3.39 |
| Heat Treatment | Cube (%) | Goss (%) | Brass (%) | Copper (%) | S (%) |
|---|---|---|---|---|---|
| Before annealing | 2.82 | 3.06 | 35.46 | 8.63 | 25.80 |
| 330 °C/0.5 h | 10.56 | 4.27 | 26.85 | 7.66 | 12.66 |
| 380 °C/0.5 h | 17.65 | 7.67 | 15.64 | 5.56 | 8.47 |
| 420 °C/0.5 h | 20.64 | 15.72 | 11.61 | 4.68 | 4.35 |
| 470 °C/0.5 h | 36.53 | 17.33 | 8.43 | 3.15 | 2.82 |
| Sample | Cube (%) | Goss (%) | Brass (%) | Copper (%) | S (%) |
|---|---|---|---|---|---|
| Sample 1 | 5.24 | 4.52 | 35.0 | 8.10 | 9.17 |
| Sample 2 | 8.64 | 6.51 | 4.56 | 4.09 | 2.35 |
| Sample | Direction | σ0.2 (MPa) | σth (MPa) | δ (%) |
|---|---|---|---|---|
| Sample 1 | RD | 305.5 ± 6.9 | 375.7 ± 5.6 | 20.6 ± 0.6 |
| TD | 284.8 ± 4.3 | 358.6 ± 4.5 | 21.1 ± 0.5 | |
| Sample 2 | RD | 266.5 ± 4.1 | 353.7 ± 6.3 | 23.5 ± 0.7 |
| TD | 253.8 ± 3.5 | 344.6 ± 3.1 | 24.3 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Xiong, C.; Liu, W.; Pan, S.; Song, Y.; Liu, Y.; Zhu, B. Texture Evolution and Control of 2524 Aluminum Alloy and Its Effect on Fatigue Crack Propagation Behavior. Appl. Sci. 2021, 11, 5550. https://doi.org/10.3390/app11125550
Chen Y, Xiong C, Liu W, Pan S, Song Y, Liu Y, Zhu B. Texture Evolution and Control of 2524 Aluminum Alloy and Its Effect on Fatigue Crack Propagation Behavior. Applied Sciences. 2021; 11(12):5550. https://doi.org/10.3390/app11125550
Chicago/Turabian StyleChen, Yuqiang, Chuang Xiong, Wenhui Liu, Suping Pan, Yufeng Song, Yang Liu, and Biwu Zhu. 2021. "Texture Evolution and Control of 2524 Aluminum Alloy and Its Effect on Fatigue Crack Propagation Behavior" Applied Sciences 11, no. 12: 5550. https://doi.org/10.3390/app11125550
APA StyleChen, Y., Xiong, C., Liu, W., Pan, S., Song, Y., Liu, Y., & Zhu, B. (2021). Texture Evolution and Control of 2524 Aluminum Alloy and Its Effect on Fatigue Crack Propagation Behavior. Applied Sciences, 11(12), 5550. https://doi.org/10.3390/app11125550