Comprehensive Analysis of the Microstructure and Mechanical Properties of Friction-Stir-Welded Low-Carbon High-Strength Steels with Tensile Strengths Ranging from 590 MPa to 1.5 GPa


Abstract
:1. Introduction
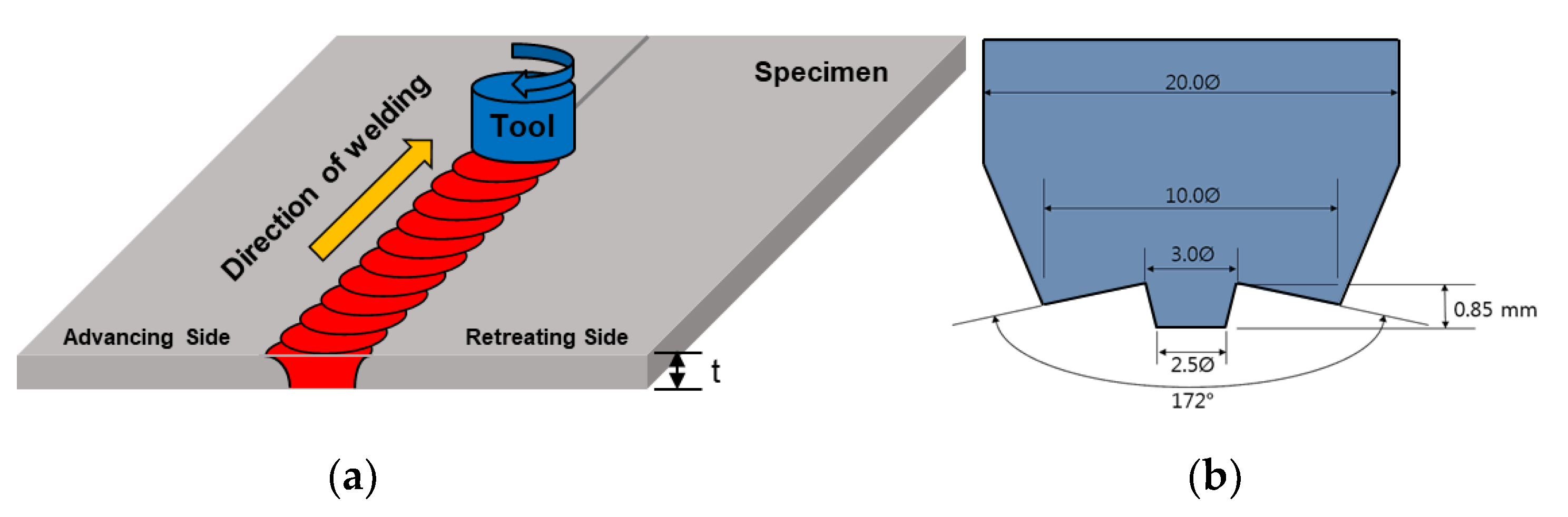
2. Experimental Setup
3. Results and Discussion
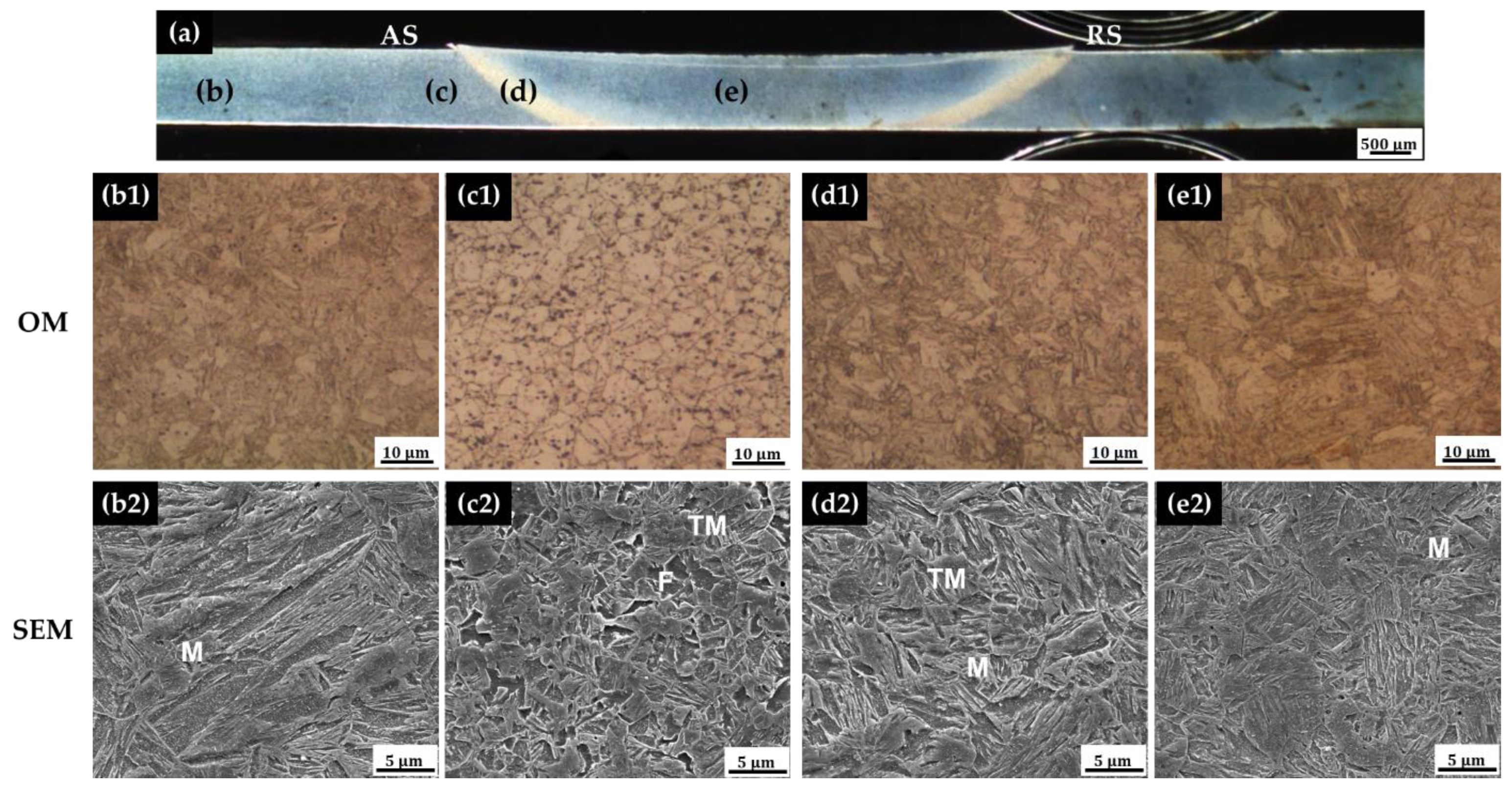
3.1. DP590, 780, and 980 Steels
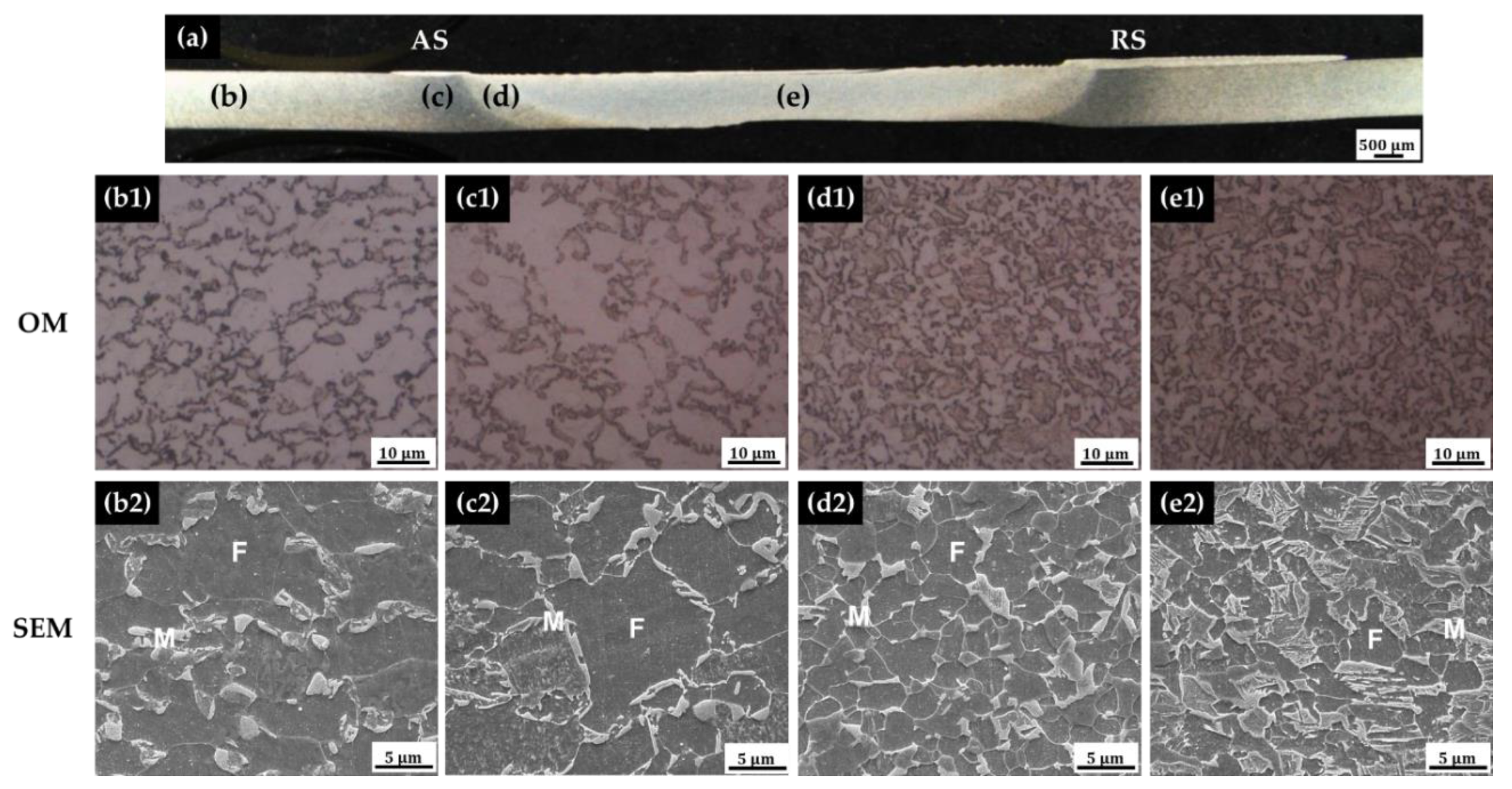
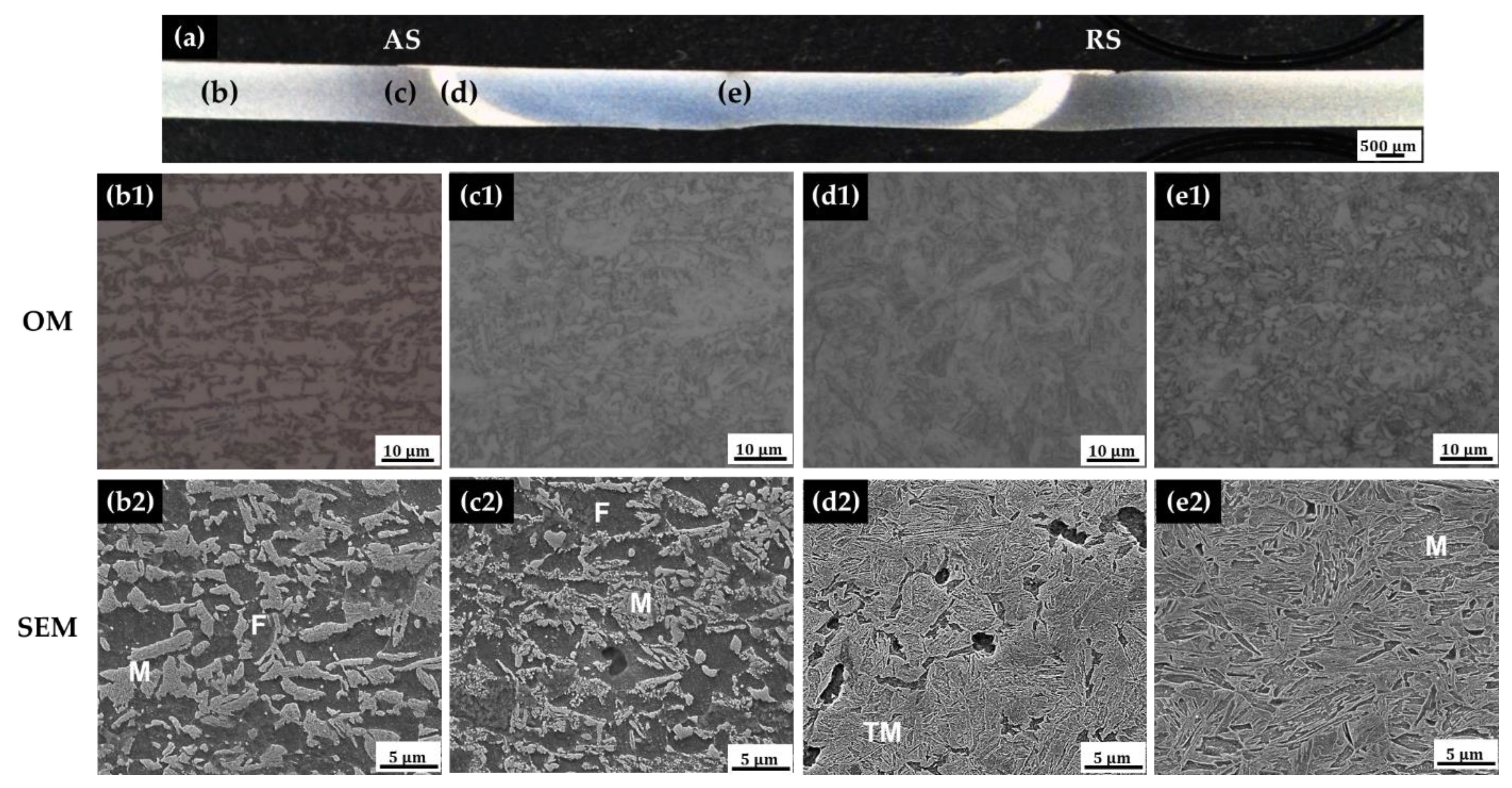
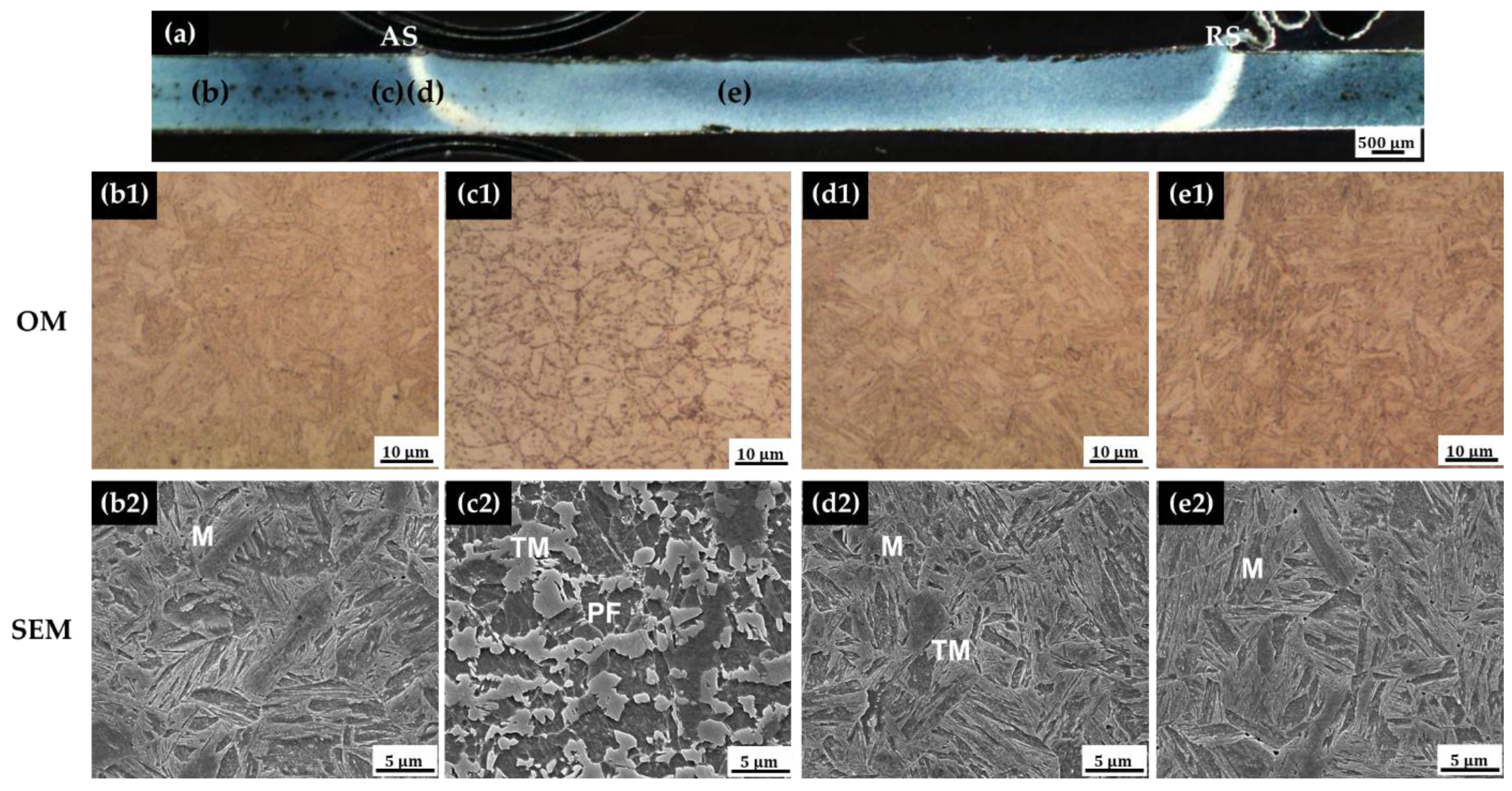
3.2. TRIP1180, MS1300, and HPF1500 Steels
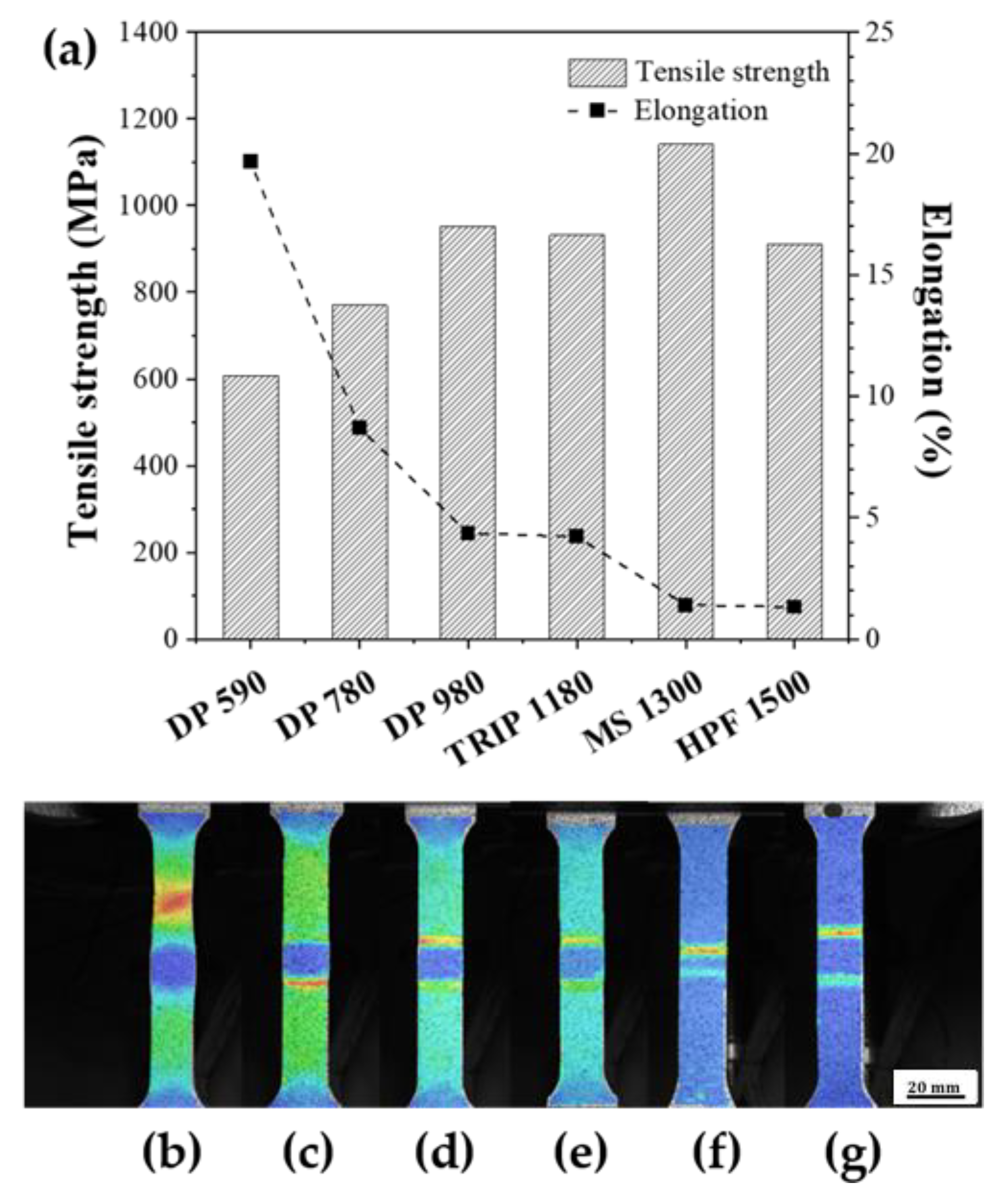
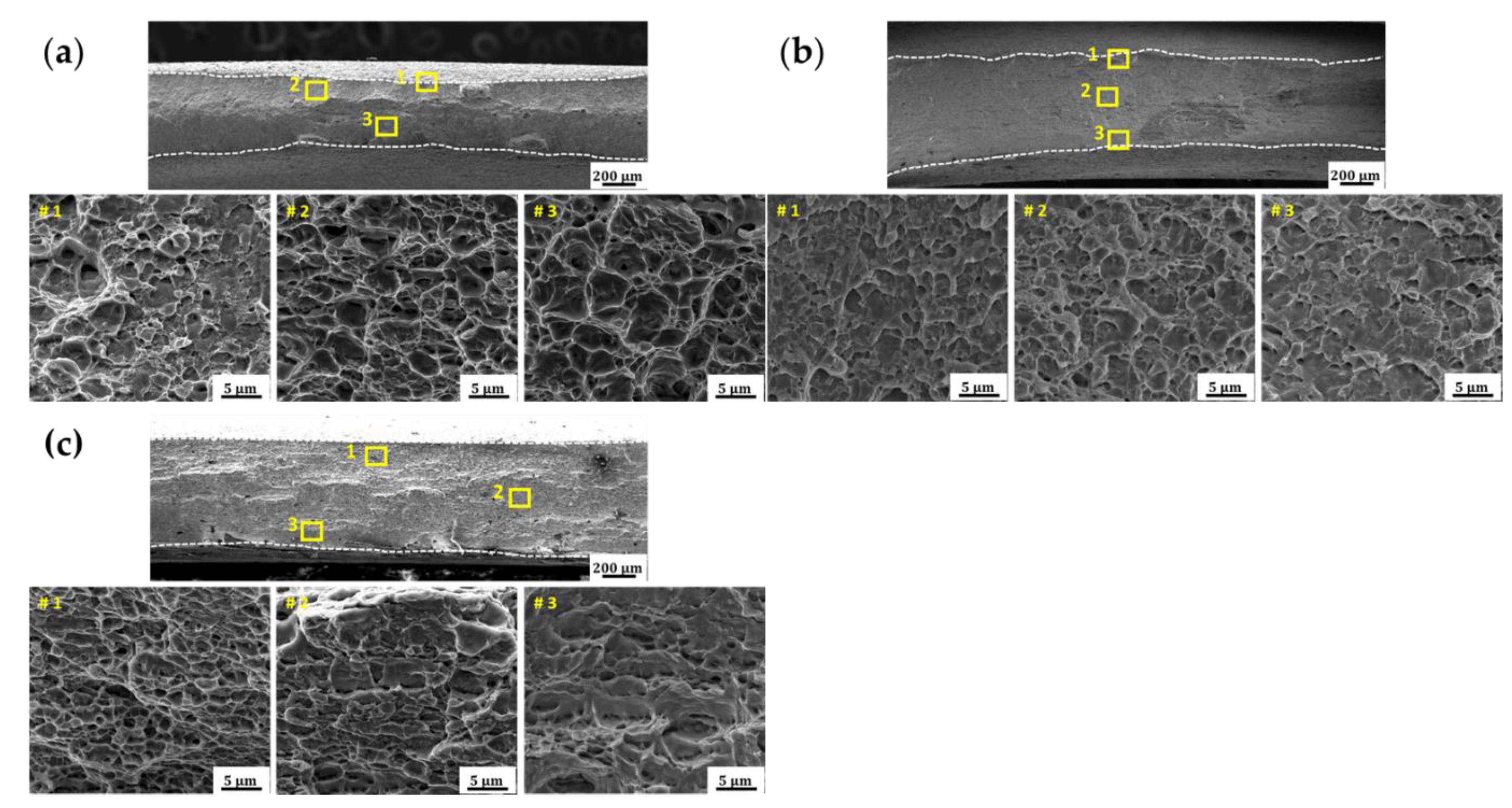
3.3. Tensile Test Results
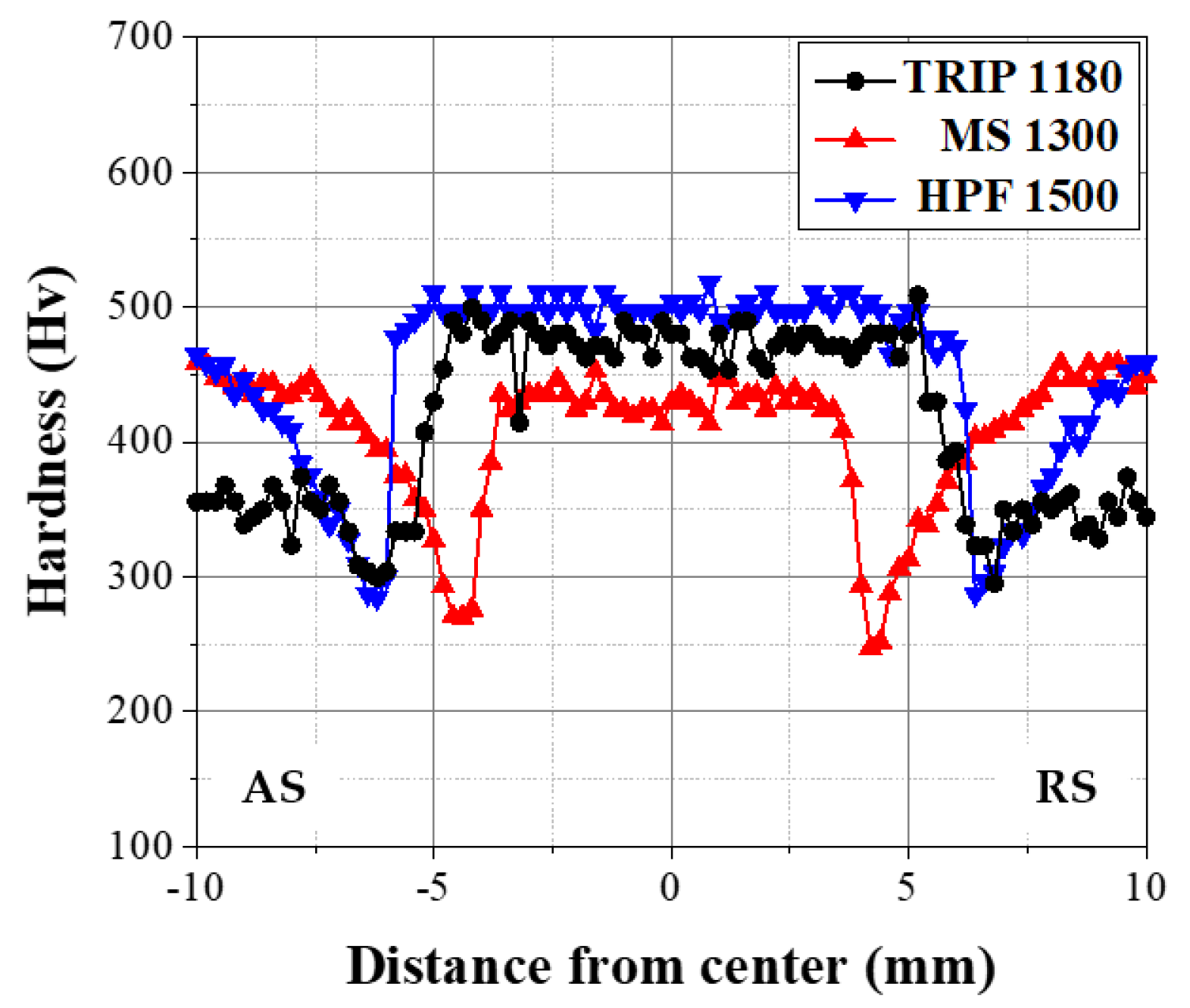
3.4. Comparison of Hardness Profiles by Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thomas, W.M.; Threadgill, P.L.; Nicholas, E.D. Feasibility of friction stir welding steel. Sci. Technol. Weld. Join. 1999, 4, 365–372. [Google Scholar] [CrossRef]
- Rai, R.; De, A.; Bhadeshia, H.K.D.H.; DebRoy, T. Review: Friction stir welding tools. Sci. Technol. Weld. Join. 2013, 16, 325–342. [Google Scholar] [CrossRef]
- Gibson, B.T.; Lammlein, D.H.; Prater, T.J.; Longhurst, W.R.; Cox, C.D.; Ballun, M.C.; Dharmaraj, K.J.; Cook, G.E.; Strauss, A.M. Friction stir welding: Process, automation, and control. J. Manuf. Process. 2014, 16, 56–73. [Google Scholar] [CrossRef]
- Mendes, N.; Neto, P.; Loureiro, A.; Moreira, A.P. Machines and control systems for friction stir welding: A review. Mater. Des. 2016, 90, 256–265. [Google Scholar] [CrossRef]
- Smith, C.B. Robotic friction stir welding using a standard industrial robot. In Proceedings of the Second Friction Stir Welding International Symposium, Gothenburg, Sweden, 27–28 June 2000. [Google Scholar]
- Cook, G.E.; Crawford, R.; Clark, D.E.; Strauss, A.M. Robotic friction stir welding. Ind. Robot Int. J. 2004, 31, 55–63. [Google Scholar] [CrossRef]
- Yoon, J.; Kim, C.; Rhee, S. Compensation of vertical position error using a force-deflection model in friction stir spot welding. Metals 2018, 8, 1049. [Google Scholar] [CrossRef] [Green Version]
- Yoon, J.; Kim, C.; Rhee, S. Performance of plunge depth control methods during friction stir welding. Metals 2019, 9, 283. [Google Scholar] [CrossRef] [Green Version]
- Kohn, G.; Greenberg, Y.; Makover, I.; Munitz, A. Laser-assisted friction stir welding. Weld. J. 2002, 81, 46–48. [Google Scholar]
- Bang, H.; Bang, H.; Jeon, G.; Oh, I.; Ro, C. Gas tungsten arc welding assisted hybrid friction stir welding of dissimilar materials Al6061-T6 aluminum alloy and STS304 stainless steel. Mater. Des. 2012, 37, 48–55. [Google Scholar] [CrossRef]
- Cheon, J.; Park, T.; Yoon, J.-Y.; Kim, C. Evaluation of a high-frequency induction heating assisted friction stir welding process on carbon steel sheets. J. Weld. Join. 2019, 37, 501–507. [Google Scholar] [CrossRef] [Green Version]
- Yoon, J.-Y.; Cheon, J.; Kim, C. Characteristic evaluation of coaxial high-frequency induction heating hybrid friction stir welding process on high strength carbon steel sheets. J. Weld. Join. 2019. [Google Scholar] [CrossRef]
- Cui, L.; Fujii, H.; Tsuji, N.; Nogi, K. Friction stir welding of a high carbon steel. Scr. Mater. 2007, 56, 637–640. [Google Scholar] [CrossRef]
- Sarkar, R.; Pal, T.K.; Shome, M. Microstructures and properties of friction stir spot welded DP590 dual phase steel sheets. Sci. Technol. Weld. Join. 2014, 19, 436–442. [Google Scholar] [CrossRef]
- Santella, M.; Hovanski, Y.; Pan, T.-Y. Friction stir spot welding (FSSW) of advanced high strength steel (AHSS). SAE Int. J. Mater. Manuf. 2012, 5, 382–387. [Google Scholar] [CrossRef]
- Lee, H.; Kim, C.; Song, J.H. An evaluation of global and local tensile properties of friction-stir welded DP980 dual-phase steel joints using a digital image correlation method. Materials 2015, 8, 8424–8436. [Google Scholar] [CrossRef]
- Hovanski, Y.; Santella, M.L.; Grant, G.J. Friction stir spot welding of hot-stamped boron steel. Scr. Mater. 2007, 57, 873–876. [Google Scholar] [CrossRef]
- Curtis, T.; Widener, C.; West, M.; Jasthi, B.; Hovanski, Y.; Carlson, B.; Szymanski, R.; Bane, W. Friction stir scribe welding of dissimilar aluminum to steel lap joints. In Friction Stir Welding and Processing VIII; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; pp. 163–169. [Google Scholar] [CrossRef]
- Kang, M.; Yoon, J.; Kim, C. Hook formation and joint strength in friction stir spot welding of Al alloy and Al-Si-coated hot-press forming steel. Int. J. Adv. Manuf. Technol. 2020, 106, 1671–1681. [Google Scholar] [CrossRef]
- Matsushita, M.; Kitani, Y.; Ikeda, R.; Ono, M.; Fujii, H.; Chung, Y.D. Development of friction stir welding of high strength steel sheet. Sci. Technol. Weld. Join. 2013, 16, 181–187. [Google Scholar] [CrossRef]
- Kang, M.; Kim, C. Corrosion assessment for boron steel weldments prepared by overlap welding and successive hot press forming processes. J. Weld. Join. 2017, 35. [Google Scholar] [CrossRef] [Green Version]
- Kang, M.; Jeon, I.-H.; Han, H.; Kim, C. Tensile-shear fracture behavior prediction of high-strength steel laser overlap welds. Metals 2018, 8, 365. [Google Scholar] [CrossRef] [Green Version]
- Xia, M.; Tian, Z.; Zhao, L.; Zhou, Y.N. Metallurgical and mechanical properties of fusion zones of TRIP steels in laser welding. ISIJ Int. 2008, 48, 483–488. [Google Scholar] [CrossRef] [Green Version]
- Guzman-Aguilera, J.J.; Martinez-Gonzalez, C.J.; Baltazar-Hernandez, V.H.; Basak, S.; Panda, S.K.; Razmpoosh, M.H.; Gerlich, A.; Zhou, Y. Influence of SC-HAZ microstructure on the mechanical behavior of Si-TRIP steel welds. Mater. Sci. Eng. A 2018, 718, 216–227. [Google Scholar] [CrossRef]
- Kim, C.-H.; Choi, J.-K.; Kang, M.-J.; Park, Y.-D. A study on the CO2 laser welding characteristics of high strength steel up to 1500 MPa for automotive application. J. Achiev. Mater. Manuf. Eng. 2010, 39, 79–86. [Google Scholar]
- Ahn, Y.N.; Kang, M.J.; Kim, C.H. Analysis of laser weldments for dual-phase and martensitic steel sheets for automotive applications. Defect Diffus. Forum 2014, 353, 8–12. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Materials (Thickness) | C | Si | Mn | Cr | S | P | Al | Nb | Ti |
|---|---|---|---|---|---|---|---|---|---|
| DP590 (1.0 mm) | 0.07 | 0.36 | 1.81 | - | - | - | - | - | - |
| DP780 (1.0 mm) | 0.06 | 0.97 | 2.25 | - | - | - | - | - | - |
| DP980 (1.0 mm) | 0.17 | 1.34 | 2.00 | - | 0.001 | 0.016 | - | - | - |
| TRIP1180 (1.2 mm) | 0.16 | 1.70 | 2.31 | 0.52 | 0.003 | 0.018 | |||
| MS1300 (1.0 mm) | 0.20 | 0.20 | 1.50 | - | 0.002 | 0.01 | 0.040 | 0.015 | 0.025 |
| HPF1500 (1.2 mm) | 0.24 | 0.30 | 1.21 | 0.20 | 0.003 | 0.014 | - | - | - |
| Tool Rotation Speed (rev/min) | Welding Speed (mm/s) | Head Tilting Angle (°) | Tool Geometry | ||
|---|---|---|---|---|---|
| Shoulder Diameter (mm) | Probe Diameter (mm) | Probe Height (mm) | |||
| 600 | 4 | 2 | 10 | 2.5 | 0.85 |
| DP590 | DP780 | DP980 | TRIP1180 | MS1300 | HPF1500 | |
|---|---|---|---|---|---|---|
| Joint efficiency (%) | 100 | 98.7 | 97.1 | 78.8 | 87.8 | 60.7 |
| Elongation (%) | 19.6 | 8.7 | 4.4 | 4.2 | 1.4 | 1.3 |
| Hardness (Hv) | Average Hardness in Recrystallized Zone | Minimum Hardness in Partial Recrystallized Zone and Tempered Zone | |||
|---|---|---|---|---|---|
| Base Materials | FSW | Laser | FSW | Laser | |
| DP590 | 310 | 374 | 230 | 225 | |
| DP780 | 332 | 389 | 265 | 252 | |
| DP980 | 494 | 480 | 257 | 287 | |
| TRIP1180 | 475 | 497 | 295 | 348 | |
| MS1300 | 430 | 417 | 247 | 270 | |
| HPF1500 | 500 | 493 | 284 | 316 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
You, H.; Kang, M.; Yi, S.; Hyun, S.; Kim, C. Comprehensive Analysis of the Microstructure and Mechanical Properties of Friction-Stir-Welded Low-Carbon High-Strength Steels with Tensile Strengths Ranging from 590 MPa to 1.5 GPa. Appl. Sci. 2021, 11, 5728. https://doi.org/10.3390/app11125728
You H, Kang M, Yi S, Hyun S, Kim C. Comprehensive Analysis of the Microstructure and Mechanical Properties of Friction-Stir-Welded Low-Carbon High-Strength Steels with Tensile Strengths Ranging from 590 MPa to 1.5 GPa. Applied Sciences. 2021; 11(12):5728. https://doi.org/10.3390/app11125728
Chicago/Turabian StyleYou, HyeonJeong, Minjung Kang, Sung Yi, Soongkeun Hyun, and Cheolhee Kim. 2021. "Comprehensive Analysis of the Microstructure and Mechanical Properties of Friction-Stir-Welded Low-Carbon High-Strength Steels with Tensile Strengths Ranging from 590 MPa to 1.5 GPa" Applied Sciences 11, no. 12: 5728. https://doi.org/10.3390/app11125728