Abstract
This study evaluated the mechanical and hydrophobic properties of wood plastic composites (WPC) prepared by the hot molding approach incorporating five different recycled plastics and poplar flour. The WPC showed excellent tensile strength (36.9 MPa) and flexural strength (44.7 MPa) associated with good hydrophobicity, and the excellent properties of WPC could be due to the application of hot pressing which improved the amount of hydroxyl groups and reduced the crystallinity of WPC. The WPC also revealed a strong and hydrostable structure and negligible emission of formaldehyde during the preparation process. Overall, the WPC could be used to substitute traditional wood-based panels as potential furniture material, hence achieving sustainable utilization of plastic wastes.
1. Introduction
About 6.5 billion tons of plastic and rubber wastes [1], which constitute mainly plastic bags, masks and water bottles, are constantly produced [2] and disposed of around the world every year [3]. Consequently, the food chain of marine life and terrestrial animals have been interrupted due to the difficulty of degrading these wastes in nature [4,5]. At present, there are several conventional attempts to solve plastic pollution, including unsupervised landfill and incineration or development of degradable plastic as a substitute for use in daily life [6,7,8,9]. However, these methods would probably cause secondary pollution or waste residues during the production of degradable plastics [10,11]. Hence, the transformation of plastic wastes into wood plastic composites (WPC) could be one of the promising alternatives to avoid secondary pollution [12].
WPC represents a kind of biocomposite with high hydrostability that is prepared by the combination of wood fiber and plastic wastes. The production process of WPC includes injection molding, extrusion molding, compression molding and hot pressing molding [13]. Compared with the traditional adhesive-bonded biocomposites, WPC demonstrates the advantages of being glue-free and having zero formaldehyde emission during the preparation process [14,15]. As early as the 1990s, many countries have begun to use waste plastics in daily life to manufacture WPC [16]. In recent years, numerous studies were reported on the properties of wood flour-based WPC prepared with a different proportion of wood flour and plastic wastes. Ayrilmis, N. et al. studied the mechanical properties of WPC prepared with different proportions of Paulownia elongata wood and polypropylene [17]; Ge Shengbo et al. studied the possibility of using decayed wood and polyvinyl chloride to prepare wood plastic composites with excellent properties [18]. However, the performance comparison of WPC prepared with several plastic wastes (i.e., PE, PP, PVC, ABS, HDPE) under different proportions of wood flour and plastic wastes are limited. Hence, it was innovative to compare the properties of WPCs prepared by different plastics combined with different proportions to formulate the optimum WPC with the best performance.
The objective of this study was to prepare wood plastic composites with different types of plastic waste as raw materials and different ratios, and to study the effect of the ratio on the properties of the materials, so as to find out the nonadhesive composite which is suitable to replace MDF and HDF. The prepared WPCs were first characterized by thermogravimetry (TG), X-ray diffraction (XRD), Fourier transform infrared spectroscopy (FTIR) and scanning electron microscopy (SEM). Then, the WPCs were further analyzed on the mechanical properties using a mechanical testing machine to study its water stability and other properties by hot molding (Figure 1a,b). WPC with desirable characteristics such as high mechanical properties, good hydrophobicity and environmental friendliness was successfully prepared at a lower cost (Figure 1c) than the medium-density fiberboard (MDF) and high-density fiberboard (HDF).
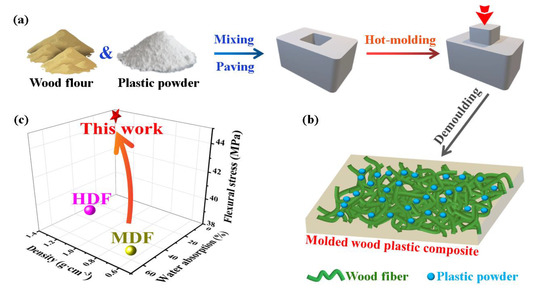
Figure 1.
(a) Production process of WPC. (b) The schematic illustration of moulded wood plastic composite. (c) The mechanical and hydrophobic properties of WPC compared with those of MDF and HDF.
2. Materials and Methods
2.1. Materials Preparation
The black poplar purchased from Lianyungang timber wholesale market in North Jiangsu, China was crushed into 60–80 mesh powder (density 0.386 g/cm3). The powder was dried in an oven (DHG-9420A, Shanghai Yiheng Scientific Instrument Co., Ltd. Shanghai, China) at 60 °C. The wood flour was mixed with five different plastics with the size of 150 mesh in different proportions (plastic/wood flour = 9:1, 8:2, 7:3 by weight). The five different plastics were PP (density 0.910 g/cm3), PE (density 0.947 g/cm3), PVC (SG5, density 1.380 g/cm3), ABS (density 1.050 g/cm3) and HDPE (density 0.965 g/cm3). The waste plastic powder used was produced by Huachuang Plastics Co., Ltd. Subsequently, the resulted mixture was hot-pressed for 1 h at 180 °C under a pressure of 65 MPa (2.6 MPa/cm2) with a Hot-press (ZG-50TSD, Zhenggong Electromechanical Equipment Technology Co., Ltd., China) and then naturally cooled to room temperature to produce WPC (length: 50 mm, width: 50 mm, thickness: about 3.5 mm) (Figure 1a,b). The selection of press duration was required to make the heat fully transferred to the mixture and make the plastic fully flow, so as to better cover the fiber. Similarly, the choice of temperature was made to make plastic and lignin of fiber into viscous state. The relatively high pressure was aimed at squashing the cracks between the fibers. In addition, only one parameter was selected in the whole study because the optimization of hot pressing parameters was not the objective of this study.
2.2. Physical Properties Measurement
The density, tensile strength, flexural strength, water absorption and thickness swelling of WPC were tested according to Chinese national standard GB/T 17657-2013. The values of each sample were taken as the average of the values measured by five similar samples. The edge density of WPCs are consistent with other parts, so it is not necessary to treat the edge of samples because WPCs were hot-molded. The prepared WPCs were cut into 10 mm wide pieces, and then its mechanical properties were tested. The water absorption and thickness swelling of the WPC were tested using complete panels. A contact angle tester (DSA100S, KRÜSS, Milford, MA, Germany) was used to analyze the contact angles of the WPC at 0, 5 and 10 s. The surface color of the WPC was analyzed using a color detector (rm200qc type, Shanghai Jintian Instrument Co., Ltd., Shanghai, China). Thermogravimetric analysis (TGA55, TA Instruments, USA) was used to study the thermal stability of the sample. Ten milligrams of WPC powder was heated from 20 to 800 °C at a heating rate of 30 °C/min in nitrogen at a flow rate of 50 ± 0.2 mL/min. SEM (quanta 200, Fei, China) was used to examine the surface and cross-section morphology of WPC.
2.3. Chemical Properties and Composition Determination
Attenuated total reflection Fourier transform infrared spectroscopy (ATR FT-IR, Nicolet IS50, Thermo Fisher technologies, Waltham, MA, USA) was used to measure the surface chemical bonds of WPC under the wavelength range of 4000–400 cm−1. The crystallinity of WPC was measured by X-ray diffraction (XD-2, Beijing Puwei General Instruments Co., Ltd., Beijing, China).
3. Results and Discussion
3.1. Physical Properties of WPC
Figure 2a shows that the density of all WPCs (>1.0 g·cm−3) was higher than that of poplar, MDF and HDF, which was also higher than the same type of WPC (tensile strength of 12.3 MPa and flexural strength of 21.3 MPa) [19]. This finding could be attributed to the application of high pressure to compress and flatten the wood cells which resulted in the porosity decreasing significantly (Figure 2b,c). The decrease of porosity increased the mass per unit volume of fibers, which improved the density of WPC. With the increase of contact area between fibers, the number of hydrogen bonds between fibers was increased due to the high density of WPC, which improved the mechanical properties of WPC. It was revealed that WPC with mechanical properties better than those of MDF and HDF could be prepared using the proposed method as shown in Figure 3b,c and Figure 4b,c. The WPC made of ABS powder and poplar flour showed the best mechanical properties in terms of tensile strength (36.9 MPa) and flexural strength (44.7 MPa) (Figure 3b and Figure 4b) compared with those of MDF (tensile strength of 16.9 MPa and flexural strength of 18.6 MPa) (Figure 3a and Figure 4a) and HDF (tensile strength of 38.8 MPa and flexural strength of 41.7 MPa) (Figure 3a and Figure 4a) [20,21]. As such, both tensile strength and flexural strength of WPC that were made of five different plastics (i.e., PE, PP, PVC, ABS, HDPE) were compared. In general, the higher the mass ratio of wood powder, the higher the tensile strength and flexural strength (except ABS), which was also basically confirmed by ANOVA (α = 0.05, Table 1 and Table 2). When a higher plastic mass proportion was adopted, there could be less hydrogen bonding and other chemical bonding presence within the cellulose, hence the mechanical properties of the resulted WPC would be weakened. Since ABS possesses better mechanical properties (tensile strength of 50 MPa and flexural strength of 65 MPa) as an engineering plastic [22] than HDF, it is expected that the WPC prepared with ABS powder (WF/ABS-8) (wood flour/ABS powder = 80:20 by weight) would demonstrate excellent mechanical properties.
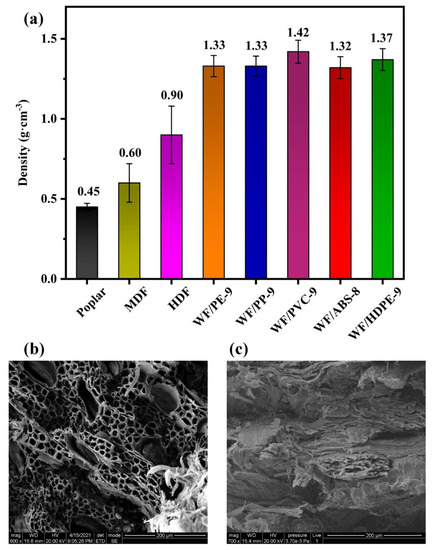
Figure 2.
(a) Density of poplar, MDF, HDF and WPC. (b) Microscopic image of the cross-section of poplar. (c) Microscopic image of the cross-section of WF/ABS-8.
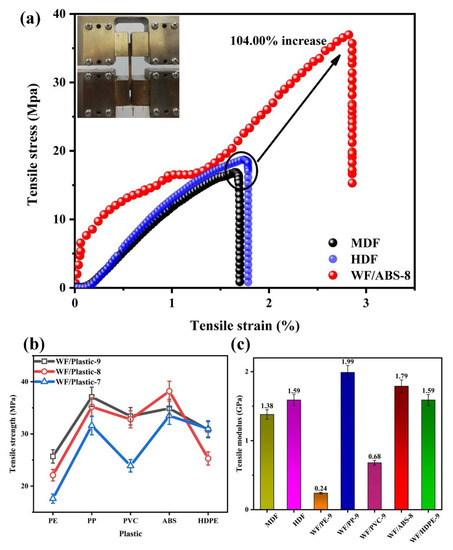
Figure 3.
(a) Tensile stress–strain curves of WPC, MDF and HDF. (b) Tensile strength of WPC. (c) Tensile modulus of WPC.
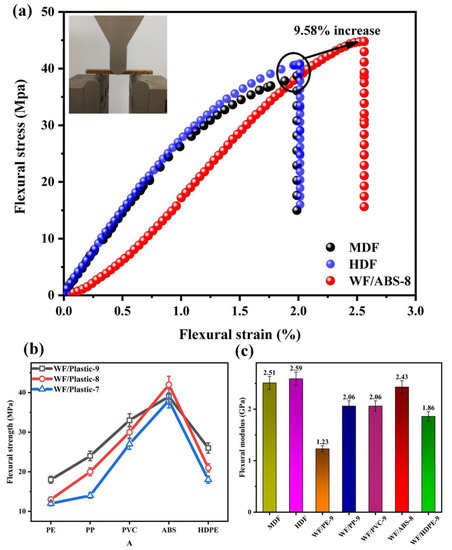
Figure 4.
(a) Flexural stress–strain curves of WPC, MDF and HDF. (b) Flexural strength of WPC. (c) Flexural modulus of WPC.

Table 1.
ANOVA of tensile strength of WPCs.
Table 2.
ANOVA of flexural strength of WPCs.
3.2. Dimensional Stability and Thermal Stability
Five WPC materials with the best mechanical properties (WF/PE-9, WF/PP-9, WF/PVC-9, WF/ABS-8, WF/HDPE-9) were selected to compare their dimensional stability and thermal stability. As shown in Figure 5a,b, the hydrostability of all WPCs was better than that of MDF and HDF [23] where the WF/ABS-8 showed the lowest hydrostability in terms of water absorption (6.36%) and thickness swelling (6.17%), which was also lower than in the same type of WPC (water absorption after 24 h of 42.2%) [19]. On the one hand, the space for absorbing water was reduced due to the lower porosity, on the other hand, the added plastic in the viscous state [24] flowed through and covered the surface of the fiber and reduced the hydroxyl groups which could be combined with water molecules. In Figure 5c, the hydrophobicity of WPC was significantly higher than that of poplar in which the WF/PP-9 possessed the worst hydrophilicity; the finding was consistent with the surface lightness test (Figure 5d). During the hot-moulding process, part of the lignin in the wood flour would infiltrate to the surface after it reached the glass transition temperature [25,26]. As the temperature cooled down, the lignin that had been infiltrated to the surface would be solidified, which improved the hydrophobicity of the surface because of the hydrophobicity of lignin. Therefore, this explains why the surface lightness and hydrophilicity of all WPCs were lower than those of poplar.
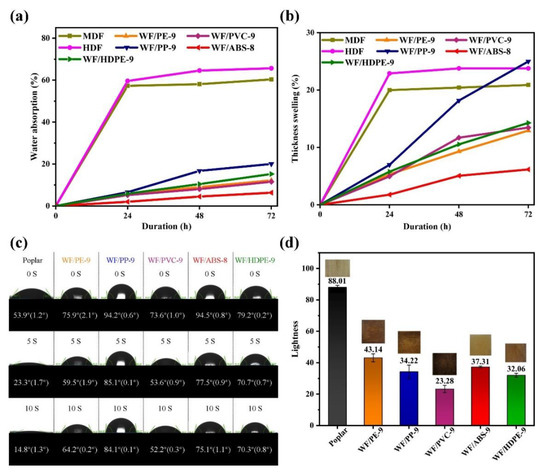
Figure 5.
(a) Water absorption of WPC, MDF and HDF. (b) Thickness swelling of WPC, MDF and HDF. (c) Contact angle of WPC and poplar at 0 s, 5 s and 10 s. (d) Lightness contrast of WPC and poplar.
The thermal stability of poplar and WPC were investigated. It was found that the mass loss (340 to 600 °C) of WPC was lower than that of poplar (Figure 6a). Figure 6b shows that the temperature of the maximum degradation rate of all WPCs was lower than that of poplar, where the highest temperature was achieved by WF/ABS-8. This finding could be attributed to the low decomposition temperature of ABS (250 °C) [27], and the decomposition temperature of other plastics is lower than that of ABS. Overall, WF/ABS-8 had better thermal stability than other WPCs in thermal reaction.
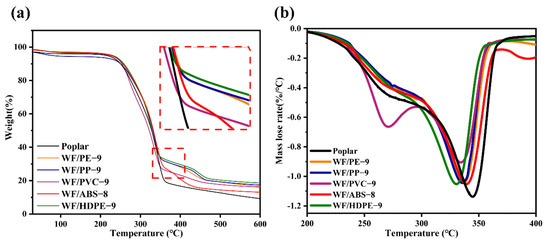
Figure 6.
(a,b) Thermogravimetric analysis of WPC and poplar.
3.3. Micromorphological Analysis
SEM results showed that the surface morphology of WPC (Figure 7b and Figure S1b,c) was compact and smooth, while the surface of poplar (Figure 7a) was loose and rough. This could have resulted under the influence of relatively high temperature and pressure (180 °C and 65 MPa) applied, which subsequently squashed the cracks between these fibers. On the other hand, the smoothness and hydrophobicity of the material surfaces could be increased when the plastic in the viscous state [24] flowed through and covered the surface of the fiber or occupied the cracks. As a result, the diffusion of water into WPC was hindered. In addition, the surface of WF/ABS-8 was smoother than that of other WPCs, as shown in Figure 7b and Figure S1b,c, suggesting the complete merging of ABS and fiber [28], which was also illustrated by WPCs produced by other researchers [29]. This finding was corroborated by its excellent mechanical properties and hydrophobicity.
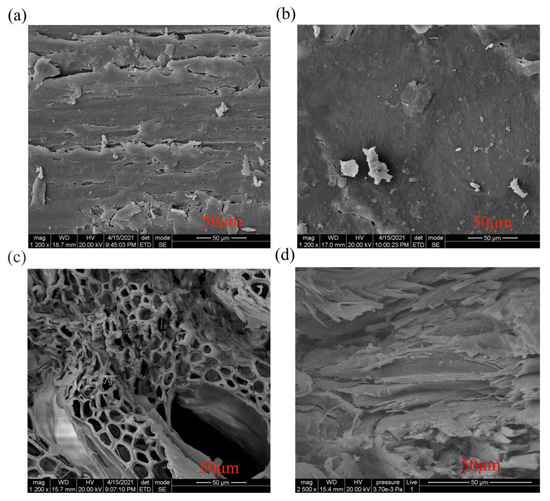
Figure 7.
Microscopic images of the cross-section of (a) poplar and (b) WPC. Microscopic images of the surface of (c) poplar and (d) WPC.
As observed from the cross-section surface, the WPC (Figure 7d and Figure S1e–h) showed smaller pores and smoother fiber than those of poplar (Figure 7c). The cellulose, hemicellulose and lignin would have recombined under the influence of temperature and pressure to form more hydrogen bonds within the resulted product. Subsequently, the mechanical and hydrophobic properties of the materials were due to the reduction of hydroxyl groups that can bind with water molecules [30]. In addition, WF/ABS-8 showed the smoothest cross-section surface compared with those of the other four materials (Figure 7d and Figure S1e–h). In short, WF/ABS-8 represented the most suitable combination to produce desirable WPC due to its good combination between ABS and fiber, denser pressing, smoother surface and better mechanical and hydrophobic properties.
3.4. Chemical Properties of WPC
The chemical structures of WPC and poplar were analyzed by ATR FT-IR and XRD. As shown in Figure 8a, the absorption peak at 1035 cm−1 was ascribed to C-O symmetric stretching in cellulose and hemicellulose [31]. The bending deformation absorption peak of C-H in methyl and methylene appeared at 1456 cm−1, and the stretching of C-H in methyl and methylene appeared at 2924 cm−1 [32]. The broad peak near 3339 cm−1 belongs to the O-H stretching of the hydroxyl groups of lignocellulose [31]. It was noticed that the peak intensity at 3339 cm−1 decreased to a different extent in WPC, hence indicating that the amount of hydroxyl groups decreased significantly after the combination of wood flour and plastic powder.
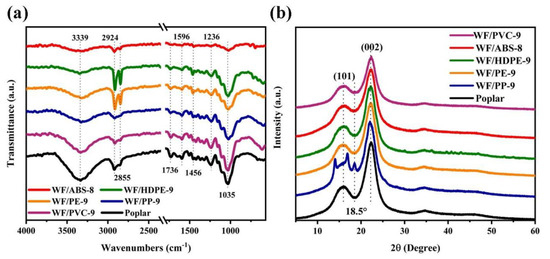
Figure 8.
(a) ATR FT-IR spectra of WPS and poplar. (b) XRD patterns of WPS and poplar.
Due to the crystalline structure of cellulose (Figure 8b), two obvious diffraction peaks of WPC and poplar were observed near the 2θ values of 15.6° and 22.4° that represent (101) and (002) crystal faces, respectively [9,18]. The CrI = (1 − Iam/I002) × 100% was used to calculate the relative crystallinity [18]. The obtained relative crystallinities of WF/PVC-9, WF/ABS-8, WF/HDPE-9, WF/PE-9 and WF/PP-9 were 62.54%, 55.53%, 63.37%, 64.23% and 58.41%, respectively, which were lower than the relative crystallinity of poplar (68.31%).
4. Conclusions
WPC with high mechanical properties and hydrophobicity was successfully prepared by one-step hot moulding using different plastic wastes and wood flour. The properties of WPC prepared by different plastics combined with different proportion were compared, which was also the innovation of this research. The WPC produced with wood flour to ABS weight ratio of 80:20 showed the best mechanical strength and hydrophobicity. On the one hand, the excellent properties of WPC were related to the collapse of the cell wall during the hot-moulding process combined with the good physical strength and desirable chemical bonding presence between the fibers. On the other hand, the viscous state of plastic covered the surface of the fiber or occupied part of the cracks, which further reduced the amount of hygroscopic hydroxyl groups exposed and hence improved the hydrophobicity of the material. In addition, more pressing regimes can be researched to reduce the preparation cost of materials. Overall, the proposed hot moulding approach represents an effective method to recycle plastic wastes by transforming them into promising WPC that could replace the traditional fiberboard for use in furniture production.
Supplementary Materials
The following are available online at https://www.mdpi.com/article/10.3390/app11156838/s1.
Author Contributions
Conceptualization, Q.Y.; Data curation, H.Y.; Formal analysis, Y.S. (Yang Shi) and R.Y.; Funding acquisition, Q.Y.; Investigation, Y.S. (Yequan Sheng); Methodology, Y.W.; Resources, Y.W. and W.F.; Software, H.Y. and C.X.; Writing—original draft, Q.Y.; Writing—review & editing, M.Z. and S.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the China Postdoctoral Science Foundation (2021M690847), Natural Science Foundation of Jiangsu Province (BK20200775), “Nan Taihu Lake Elite Plan” Project ([2018] No.2, Huzhou, Zhejiang Province), Scientific Research Project of Hunan Provincial Department of Education (20C1903) and Advanced Analysis and Test Center of Nanjing Forestry University.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request.
Acknowledgments
The authors thank the China Postdoctoral Science Foundation (2021M690847), Natural Science Foundation of Jiangsu Province (BK20200775), “Nan Taihu Lake Elite Plan” Project ([2018] No.2, Huzhou, Zhejiang Province), Scientific Research Project of Hunan Provincial Department of Education (20C1903) and Advanced Analysis and Test Center of Nanjing Forestry University.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Li, X.; Ling, T.-C.; Mo, K.H. Functions and impacts of plastic/rubber wastes as eco-friendly aggregate in concrete—A review. Constr. Build. Mater. 2020, 240, 117869. [Google Scholar] [CrossRef]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef]
- Almeshal, I.; Tayeh, B.A.; Alyousef, R.; Alabduljabbar, H.; Mohamed, A.M. Eco-friendly concrete containing recycled plastic as partial replacement for sand. J. Mater. Res. Technol. 2020, 9, 4631–4643. [Google Scholar] [CrossRef]
- Lin, T.A.; Lin, J.-H.; Bao, L. Polypropylene/thermoplastic polyurethane blends: Mechanical characterizations, recyclability and sustainable development of thermoplastic materials. J. Mater. Res. Technol. 2020, 9, 5304–5312. [Google Scholar] [CrossRef]
- Wu, Y.; Ge, S.; Xia, C.; Mei, C.; Kim, K.-H.; Cai, L.; Smith, L.M.; Lee, J.; Shi, S.Q. Application of intermittent ball milling to enzymatic hydrolysis for efficient conversion of lignocellulosic biomass into glucose. Renew. Sustain. Energy Rev. 2021, 136, 110442. [Google Scholar] [CrossRef]
- Nampoothiri, K.M.; Nair, N.R.; John, R.P. An overview of the recent developments in polylactide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef]
- Wu, Y.; Xia, C.; Cai, L.; Garcia, A.C.; Shi, S.Q. Development of natural fiber-reinforced composite with comparable mechanical properties and reduced energy consumption and environmental impacts for replacing automotive glass-fiber sheet molding compound. J. Clean. Prod. 2018, 184, 92–100. [Google Scholar] [CrossRef]
- Wu, Y.; Xia, C.; Cai, L.; Shi, S.Q.; Cheng, J. Water-resistant hemp fiber-reinforced composites: In-situ surface protection by polyethylene film. Ind. Crop. Prod. 2018, 112, 210–216. [Google Scholar] [CrossRef]
- Xia, C.; Wu, Y.; Qiu, Y.; Cai, L.; Smith, L.M.; Tu, M.; Zhao, W.; Shao, D.; Mei, C.; Nie, X.; et al. Processing high-performance woody materials by means of vacuum-assisted resin infusion technology. J. Clean. Prod. 2019, 241, 118340. [Google Scholar] [CrossRef]
- Ge, S.; Foong, S.Y.; Ma, N.L.; Liew, R.K.; Mahari, W.A.W.; Xia, C.; Yek, P.N.Y.; Peng, W.; Nam, W.L.; Lim, X.Y.; et al. Vacuum pyrolysis incorporating microwave heating and base mixture modification: An integrated approach to transform biowaste into eco-friendly bioenergy products. Renew. Sustain. Energy Rev. 2020, 127, 109871. [Google Scholar] [CrossRef]
- Ge, S.; Wu, Y.; Peng, W.; Xia, C.; Mei, C.; Cai, L.; Shi, S.; Sonne, C.; Lam, S.S.; Tsang, Y.F. High-pressure CO2 hydrothermal pretreatment of peanut shells for enzymatic hydrolysis conversion into glucose. Chem. Eng. J. 2020, 385, 123949. [Google Scholar] [CrossRef]
- Adhikary, K.B.; Pang, S.; Staiger, M. Dimensional stability and mechanical behaviour of wood–plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos. Part B Eng. 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Gardner, D.J.; Han, Y.; Wang, L. Wood–Plastic Composite Technology. Curr. For. Rep. 2015, 1, 139–150. [Google Scholar] [CrossRef]
- Ge, S.; Yek, P.N.Y.; Cheng, Y.W.; Xia, C.; Mahari, W.A.W.; Liew, R.K.; Peng, W.; Yuan, T.-Q.; Tabatabaei, M.; Aghbashlo, M.; et al. Progress in microwave pyrolysis conversion of agricultural waste to value-added biofuels: A batch to continuous approach. Renew. Sustain. Energy Rev. 2021, 135, 110148. [Google Scholar] [CrossRef]
- Xia, C.; Garcia, A.C.; Shi, S.Q.; Qiu, Y.; Warner, N.; Wu, Y.; Cai, L.; Rizvi, H.R.; D’Souza, N.A.; Nie, X. Hybrid boron nitride-natural fiber composites for enhanced thermal conductivity. Sci. Rep. 2016, 6, 1–8. [Google Scholar] [CrossRef]
- Najafi, S.K. Use of recycled plastics in wood plastic composites—A review. Waste Manag. 2013, 33, 1898–1905. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Kaymakci, A. Fast growing biomass as reinforcing filler in thermoplastic composites: Paulownia elongata wood. Ind. Crop. Prod. 2013, 43, 457–464. [Google Scholar] [CrossRef]
- Ge, S.; Zuo, S.; Zhang, M.; Luo, Y.; Yang, R.; Wu, Y.; Zhang, Y.; Li, J.; Xia, C. Utilization of decayed wood for polyvinyl chloride/wood flour composites. J. Mater. Res. Technol. 2021, 12, 862–869. [Google Scholar] [CrossRef]
- Nourbakhsh, A.; Ashori, A. Preparation and Properties of Wood Plastic Composites Made of Recycled High-density Polyethylene. J. Compos. Mater. 2009, 43, 877–883. [Google Scholar] [CrossRef]
- Camlibel, O. Effect of calcite addition on technical properties and reduction of formaldehyde emissions of medium density fiberboard. BioResources 2021, 16, 3718–3733. [Google Scholar] [CrossRef]
- Yang, Y.S.; Shen, H.J.; Wang, X.; Qiu, J. Preparation of Nanolignocellulose/Chitin Composites with Superior Mechanical Property and Thermal Stability. J. Bioresour. Bioprod. 2019, 4, 251–259. [Google Scholar] [CrossRef]
- Ez-Zahraoui, S.; Kassab, Z.; Ablouh, E.; Sehaqui, H.; Bouhfid, R.; Alami, J.; El Achaby, M.; Qaiss, A.E.K. Effect of fly ash and coupling agent on the structural, morphological, thermal, and mechanical properties of polyamide 6/ acrylonitrile-butadiene-styrene blend. Polym. Compos. 2021, 1–21. [Google Scholar] [CrossRef]
- Gürgen, A.; Ustaömer, D.; Yildiz, S. Application of artificial neural network to predict the effect of paraffin addition on water absorption and thickness swelling of MDF. Drv. Ind. 2019, 70, 247–255. [Google Scholar] [CrossRef]
- Akdeniz, G.; Yahsi, U.; Tav, C. Viscous behavior of PS, PP, and ABS in terms of temperature and pressure-dependent hole fraction. J. Appl. Polym. Sci. 2010, 117, 110–113. [Google Scholar] [CrossRef]
- Vural, D.; Smith, J.C.J.C.; Petridis, L. Dynamics of the lignin glass transition. Phys. Chem. Chem. Phys. 2018, 20, 20504–20512. [Google Scholar] [CrossRef]
- Ewulonu, C.M.; Liu, X.; Wu, M.; Yong, H. Lignin-Containing Cellulose Nanomaterials: A Promising New Nanomaterial for Numerous Applications. J. Bioresour. Bioprod. 2019, 4, 3–10. [Google Scholar] [CrossRef]
- Yoo, J.J.; Yong, D.K.; Lee, H.K.; Kim, D.S.; Lee, H.I.; Kim, S.H.; Lee, K.Y.; Lee, S.G. Thermal Decomposition and Mechanical Properties of Polycarbonate/ABS Blends Prepared by High Shear Rate Processing. Polym. Korea 2014, 38, 471–476. [Google Scholar] [CrossRef][Green Version]
- Fernandes, E.M.; Correlo, V.M.; Chagas, J.A.; Mano, J.F.; Reis, R.L. Properties of new cork–polymer composites: Advantages and drawbacks as compared with commercially available fibreboard materials. Compos. Struct. 2011, 93, 3120–3129. [Google Scholar] [CrossRef]
- Medved, S.; Tomec, D.K.; Balzano, A.; Merela, M. Alien Wood Species as a Resource for Wood-Plastic Composites. Appl. Sci. 2020, 11, 44. [Google Scholar] [CrossRef]
- Ge, S.; Ma, N.L.; Jiang, S.; Ok, Y.S.; Lam, S.S.; Li, C.; Shi, S.Q.; Nie, X.; Qiu, Y.; Li, D.; et al. Processed Bamboo as a Novel Formaldehyde-Free High-Performance Furniture Biocomposite. ACS Appl. Mater. Interfaces 2020, 12, 30824–30832. [Google Scholar] [CrossRef]
- Kartal, S.N.; Aysal, S.; Terzi, E.; Yilgör, N.; Yoshimura, T.; Tsunoda, K. Wood and Bamboo-PP Composites: Fungal and Termite Resistance, Water Absorption, and FT-IR Analyses. Bioresources 2012, 8, 1222–1244. [Google Scholar] [CrossRef]
- Burgada, F.; Fages, E.; Quiles-Carrillo, L.; Lascano, D.; Ivorra-Martinez, J.; Arrieta, M.; Fenollar, O. Upgrading Recycled Polypropylene from Textile Wastes in Wood Plastic Composites with Short Hemp Fiber. Polymers 2021, 13, 1248. [Google Scholar] [CrossRef] [PubMed]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).