
Production of Bio-Based Chemicals, Acetic Acid and Furfural, through Low-Acid Hydrothermal Fractionation of Pine Wood (Pinus densiflora) and Combustion Characteristics of the Residual Solid Fuel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstock Preparation
2.2. Compositional Analysis of Raw and Fractionated Pine Wood
2.3. Low-Acid-Catalyzed Hydrothermal Fractionation
2.4. Procedures for Converting Xylose into Furfural
2.5. Liquid–Liquid Extraction (LLE) Experiments for Acetic Acid Recovery
2.6. Evaluation of the Combustion Reactivity of the Residual Solid Biofuel
3. Results
3.1. Chemical Compositions of Pine Wood Based on Oven-Dry Biomass
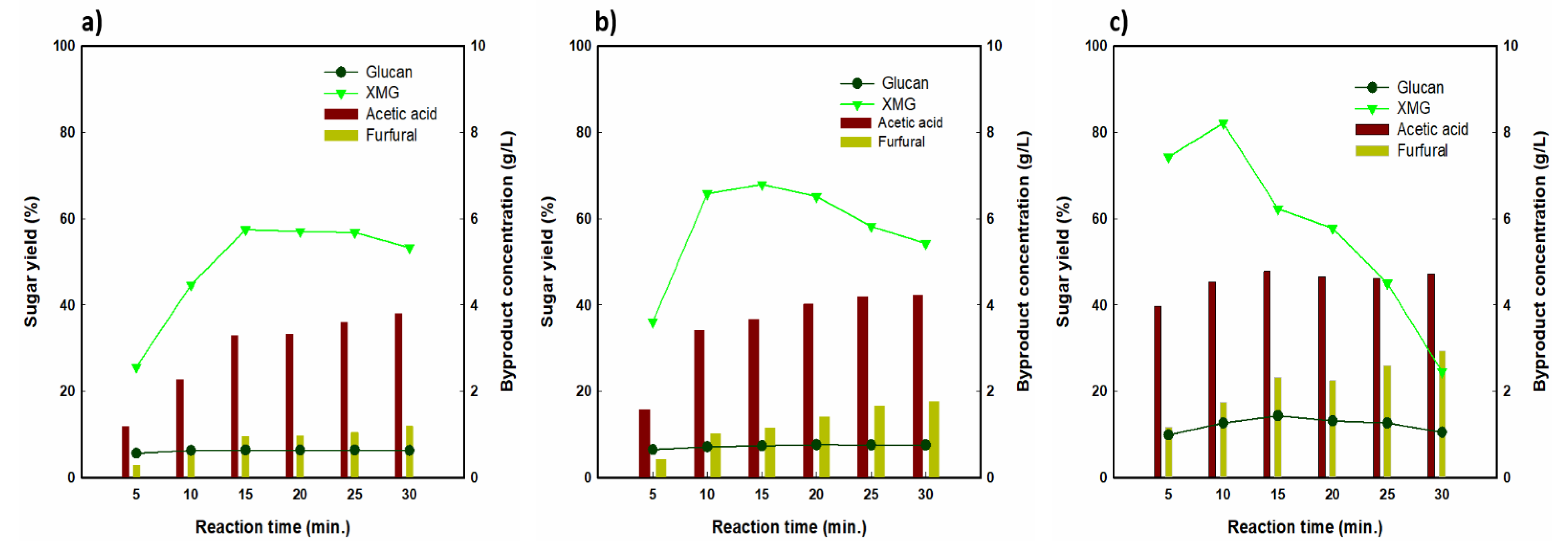
3.2. Low-Acid-Catalyzed Hydrothermal Fractionation of Pine Wood
3.3. Mass Balance of Glucose and Xmg through LAH Fractionation
3.4. Furfural Production with the Fractionated Hydrolysate at Optimized Conditions
3.5. Acetic Acid Recovery from Fractionated Hydrolysate by Liquid–Liquid Extraction
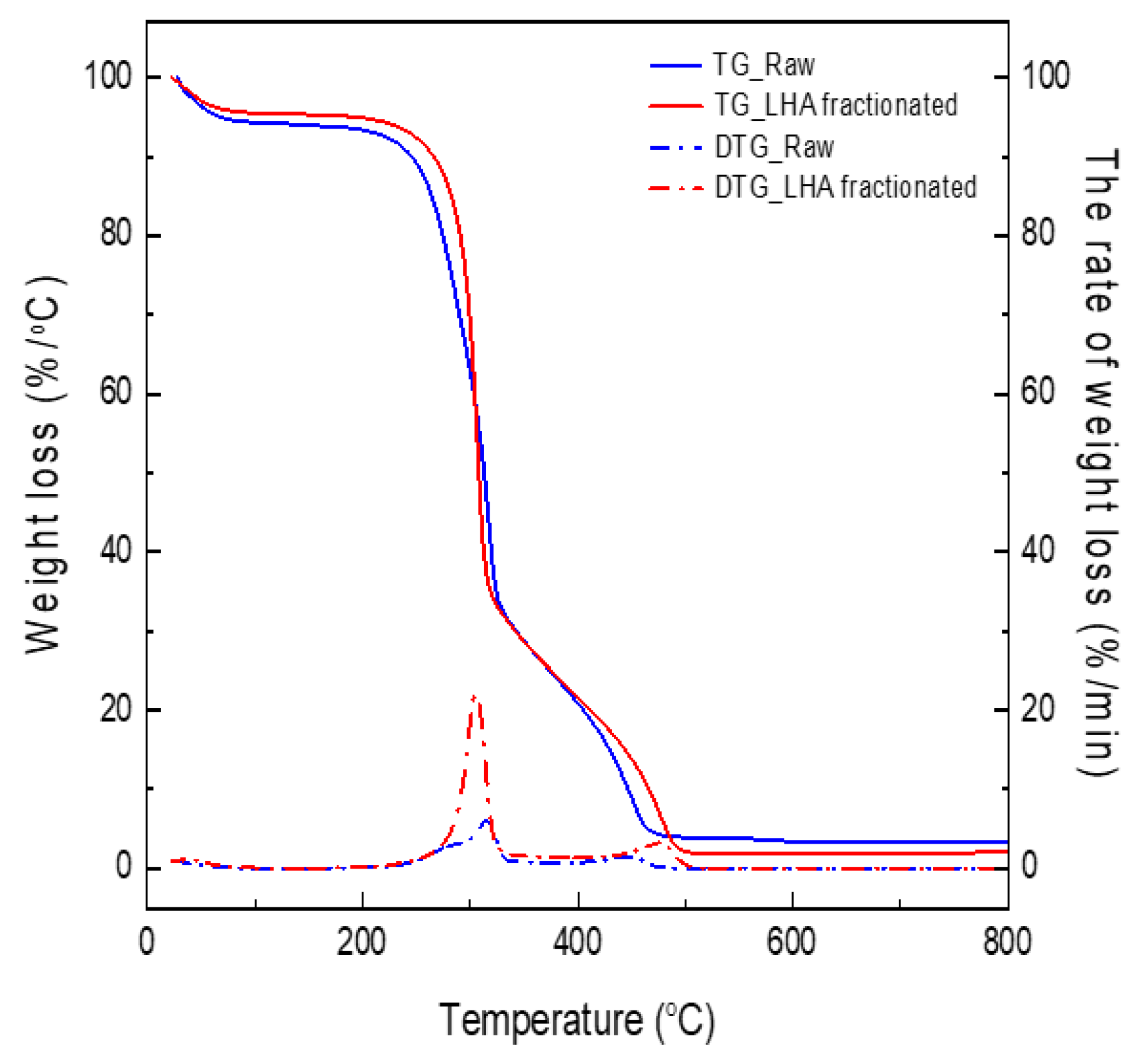
3.6. Combustion Reactivity Evaluation with Fractionated Residual Solid
3.7. Overall Mass Balance for Valorization of LAH Fractionated Pine Wood
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Nian, V. The carbon neutrality of electricity generation from woody biomass and coal, a critical comparative evaluation. Appl. Energy 2016, 179, 1069–1080. [Google Scholar] [CrossRef]
- Lee, Y.-J.; Park, J.-H.; Song, G.-S.; Namkung, H.; Park, S.-J.; Kim, J.-G.; Choi, Y.-C.; Jeon, C.-H.; Choi, J.W. Characterization of PM 2.5 and gaseous emissions during combustion of ultra-clean biomass via dual-stage treatment. Atmos. Environ. 2018, 193, 168–176. [Google Scholar] [CrossRef]
- Balat, M.; Balat, H. Recent trends in global production and utilization of bio-ethanol fuel. Appl. Energy 2009, 86, 2273–2282. [Google Scholar] [CrossRef]
- Tabatabaei, M.; Aghbashlo, M.; Dehhaghi, M.; Panahi, H.K.S.; Mollahosseini, A.; Hosseini, M.; Soufiyan, M.M. Reactor technologies for biodiesel production and processing: A review. Prog. Energy Combust. Sci. 2019, 74, 239–303. [Google Scholar] [CrossRef]
- Miedema, J.H.; Benders, R.M.; Moll, H.C.; Pierie, F. Renew, reduce or become more efficient? The climate contribution of biomass co-combustion in a coal-fired power plant. Appl. Energy 2017, 187, 873–885. [Google Scholar] [CrossRef] [Green Version]
- Idris, M.N.M.; Hashim, H.; Razak, N.H. Spatial optimisation of oil palm biomass co-firing for emissions reduction in coal-fired power plant. J. Clean. Prod. 2018, 172, 3428–3447. [Google Scholar] [CrossRef]
- Tao, J.; Hou, L.; Li, J.; Yan, B.; Chen, G.; Cheng, Z.; Lin, F.; Ma, W.; Crittenden, J.C. Biomass combustion: Environmental impact of various precombustion processes. J. Clean. Prod. 2020, 261, 121217. [Google Scholar] [CrossRef]
- Han, J.; Luterbacher, J.; Alonso, D.M.; Dumesic, J.A.; Maravelias, C.T. A lignocellulosic ethanol strategy via nonenzymatic sugar production: Process synthesis and analysis. Bioresour. Technol. 2015, 182, 258–266. [Google Scholar] [CrossRef] [Green Version]
- Luterbacher, J.S.; Rand, J.M.; Alonso, D.M.; Han, J.; Youngquist, J.T.; Maravelias, C.T.; Pfleger, B.F.; Dumesic, J.A. Nonenzymatic sugar production from biomass using biomass-derived γ-Valerolactone. Science 2014, 343, 277–280. [Google Scholar] [CrossRef]
- Gürbüz, E.I.; Gallo, J.M.; Alonso, D.M.; Wettstein, S.G.; Lim, W.Y.; Dumesic, J.A. Conversion of hemicellulose into furfural using solid acid catalysts ingevalerolactone. Angew. Chem. Int. Ed. 2013, 52, 1270–1274. [Google Scholar] [CrossRef]
- Thoresen, P.P.; Matsakas, L.; Rova, U.; Christakopoulos, P. Recent advances in organosolv fractionation: Towards biomass fractionation. Bioresour. Technol. 2020, 306, 123189. [Google Scholar] [CrossRef]
- Lynd, L.R.; Weimer, P.J.; van Zyl, W.H.; Pretorius, I.S. Microbial cellulose utilization: Fundamentals and biotechnology. Microbiol. Mol. Biol. Rev. 2002, 66, 506–577. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.-H.P.; Ding, S.-Y.; Mielenz, J.R.; Cui, J.-B.; Elander, R.T.; Laser, M.; Himmel, M.E.; McMillan, J.R.; Lynd, L. Fractionating recalcitrant lignocellulose at modest reaction conditions. Biotechnol. Bioeng. 2007, 97, 214–223. [Google Scholar] [CrossRef] [PubMed]
- Alonso, D.M.; Hakim, S.H.; Zhou, S.; Won, W.; Hosseinaei, O.; Tao, J.; Garcia-Negron, V.; Motagamwala, A.H.; Mellmer, M.A.; Huang, K.; et al. Increasing the revenue from lignocellulosic biomass: Maximizing feedstock utilization. Sci. Adv. 2017, 3, e1603301. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rezania, S.; Oryani, B.; Cho, J.; Talaiekhozani, A.; Sabbagh, F.; Hashemi, B.; Rupani, P.F.; Mohammadi, A.A. Different pretreatment technologies of lignocellulosic biomass for bioethanol production: An overview. Energy 2020, 199, 117457. [Google Scholar] [CrossRef]
- Chen, H.; Liu, J.; Chang, X.; Chen, D.; Xue, Y.; Liu, P.; Lin, H.; Han, S. A review on the pretreatment of lignocellulose for high-value chemicals. Fuel Process. Technol. 2017, 160, 196–206. [Google Scholar] [CrossRef]
- Arevalo-Gallegos, A.; Ahmad, Z.; Asgher, M.; Parra, R.; Iqbal, H.M. Lignocellulose: A sustainable material to produce value-added products with a zero waste approach—A review. Int. J. Biol. Macromol. 2017, 99, 308–318. [Google Scholar] [CrossRef]
- Gottumukkala, L.D.; Haigh, K.; Collard, F.-X.; van Rensburg, E.; Görgens, J. Opportunities and prospects of biorefinery-based valorisation of pulp and paper sludge. Bioresour. Technol. 2016, 215, 37–49. [Google Scholar] [CrossRef]
- Gao, D.; Uppugundla, N.; Chundawat, S.P.; Yu, X.; Hermanson, S.; Gowda, K.; Brumm, P.; Mead, D.; Balan, V.; Dale, B.E. Hemicellulases and auxiliary enzymes for improved conversion of lignocellulosic biomass to monosaccharides. Biotechnol. Biofuels 2011, 4, 5. [Google Scholar] [CrossRef] [Green Version]
- Li, H.-Q.; Jiang, W.; Jia, J.-X.; Xu, J. pH pre-corrected liquid hot water pretreatment on corn stover with high hemicellulose recovery and low inhibitors formation. Bioresour. Technol. 2014, 153, 292–299. [Google Scholar] [CrossRef]
- Qin, L.; Liu, Z.-H.; Li, B.-Z.; Dale, B.E.; Yuan, Y.-J. Mass balance and transformation of corn stover by pretreatment with different dilute organic acids. Bioresour. Technol. 2012, 112, 319–326. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Keshwani, D.R.; Xu, Y.; Hanna, M.A. Alkali combined extrusion pretreatment of corn stover to enhance enzyme saccharification. Ind. Crop. Prod. 2012, 37, 352–357. [Google Scholar] [CrossRef]
- Tunc, M.S.; van Heiningen, A.R.P. Hemicellulose extraction of mixed southern hardwood with water at 150 °C: Effect of time. Ind. Eng. Chem. Res. 2008, 47, 7031–7037. [Google Scholar] [CrossRef]
- Yang, G.; Jahan, M.S.; Ahsan, L.; Zheng, L.; Ni, Y. Recovery of acetic acid from pre-hydrolysis liquor of hardwood kraft-based dissolving pulp production process by reactive extraction with triisooctylamine. Bioresour. Technol. 2013, 138, 253–258. [Google Scholar] [CrossRef]
- Ding, K.; Le, Y.; Yao, G.; Ma, Z.; Jin, B.; Wang, J.; Jin, F. A rapid and efficient hydrothermal conversion of coconut husk into formic acid and acetic acid. Process. Biochem. 2018, 68, 131–135. [Google Scholar] [CrossRef]
- Jin, F.; Zhou, Z.; Kishita, A.; Enomoto, H.; Kishida, H.; Moriya, T. A new hydrothermal process for producing acetic acid from biomass waste. Chem. Eng. Res. Des. 2007, 85, 201–206. [Google Scholar] [CrossRef]
- Vidra, A.; Németh, Á. Bio-produced acetic acid: A review. Period. Polytech. Chem. Eng. 2017, 62, 245–256. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Jia, P.; Wang, T. Furfural: A promising platform compound for sustainable production of C4and C5 chemicals. ACS Catal. 2016, 6, 7621–7640. [Google Scholar] [CrossRef]
- Bu, L.; Tang, Y.; Gao, Y.; Jian, H.; Jiang, J. Comparative characterization of milled wood lignin from furfural residues and corncob. Chem. Eng. J. 2011, 175, 176–184. [Google Scholar] [CrossRef]
- Girisuta, B.; Janssen, L.; Heeres, H. Green chemicals. Chem. Eng. Res. Des. 2006, 84, 339–349. [Google Scholar] [CrossRef]
- Ferreira, L.R.; Lima, S.; Neves, P.; Antunes, M.M.; Rocha, S.; Pillinger, M.; Portugal, I.; Valente, A.A. Aqueous phase reactions of pentoses in the presence of nanocrystalline zeolite beta: Identification of by-products and kinetic modelling. Chem. Eng. J. 2012, 215–216, 772–783. [Google Scholar] [CrossRef]
- Mamman, A.S.; Lee, J.-M.; Kim, Y.-C.; Hwang, I.T.; Park, N.-J.; Hwang, Y.K.; Chang, J.-S.; Hwang, J.-S. Furfural: Hemicellulose/xylosederived biochemical. Biofuels Bioprod. Biorefin. 2008, 2, 438–454. [Google Scholar] [CrossRef]
- Mazar, A.; Jemaa, N.; Al Dajani, W.W.; Marinova, M.; Perrier, M. Furfural production from a pre-hydrolysate generated using aspen and maple chips. Biomass Bioenergy 2017, 104, 8–16. [Google Scholar] [CrossRef]
- Dhepe, P.L.; Sahu, R. A solid-acid-based process for the conversion of hemicellulose. Green Chem. 2010, 12, 2153–2156. [Google Scholar] [CrossRef]
- Li, H.; Deng, A.; Ren, J.; Liu, C.; Lu, Q.; Zhong, L.; Peng, F.; Sun, R. Catalytic hydrothermal pretreatment of corncob into xylose and furfural via solid acid catalyst. Bioresour. Technol. 2014, 158, 313–320. [Google Scholar] [CrossRef] [PubMed]
- Pholjaroen, B.; Li, N.; Wang, Z.; Wang, A.; Zhang, T. Dehydration of xylose to furfural over niobium phosphate catalyst in biphasic solvent system. J. Energy Chem. 2013, 22, 826–832. [Google Scholar] [CrossRef]
- Lee, J.Y.; Kim, Y.S.; Um, B.H.; Oh, K. Pretreatment of laminaria japonica for bioethanol production with extremely low acid concentration. Renew. Energy 2013, 54, 196–200. [Google Scholar] [CrossRef]
- Lee, J.Y.; Ryu, H.J.; Oh, K.K. Acid-catalyzed hydrothermal severity on the fractionation of agricultural residues for xylose-rich hydrolyzates. Bioresour. Technol. 2013, 132, 84–90. [Google Scholar] [CrossRef]
- Kim, T.H.; Ryu, H.J.; Oh, K.K. Low acid hydrothermal fractionation of giant miscanthus for production of xylose-rich hydrolysate and furfural. Bioresour. Technol. 2016, 218, 367–372. [Google Scholar] [CrossRef]
- Kim, N.Y.; Um, B.H.; Oh, K.K. Acetic acid-assisted hydrothermal fractionation of empty fruit bunches for high hemicellulosic sugar recovery with low byproducts. Appl. Biochem. Biotechnol. 2015, 176, 1445–1458. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.Y.; Kim, Y.S.; Kim, T.H.; Oh, K.K. Two-stage, acetic acid-aqueous ammonia, fractionation of empty fruit bunches for increased lignocellulosic biomass utilization. Bioresour. Technol. 2016, 199, 121–127. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; National Renewable Energy Laboratory: Golden, CO, USA, 2011. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Tmpleton, D. Determination of Sugars, Byproducts and Degradation Products in Liquid Fraction Process Samples; National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- Kim, T.H.; Jeon, Y.J.; Oh, K.K. Production of furfural and cellulose from barley straw using acidified zinc chloride. Korean J. Chem. Eng. 2013, 30, 1339–1346. [Google Scholar] [CrossRef]
- Kim, T.H.; Oh, K.K.; Ryu, H.J.; Lee, K.-H. Hydrolysis of hemicellulose from barley straw and enhanced enzymatic saccharification of cellulose using acidified zinc chloride. Renew. Energy 2014, 65, 56–63. [Google Scholar] [CrossRef]
- Park, S.-J.; Moon, J.-K.; Um, B.-H. Evaluation of the efficiency of solvent systems to remove acetic acid derived from pre-pulping extraction. J. Korean Wood Sci. Technol. 2013, 41, 447–455. [Google Scholar] [CrossRef]
- Kim, S.J.; Kwon, H.S.; Kim, G.H.; Um, B.H. Green liquor extraction of hemicellulosic fractions and subsequent organic acid recovery from the extracts using liquid–liquid extraction. Ind. Crop. Prod. 2015, 67, 395–402. [Google Scholar] [CrossRef]
- Kim, J.-H.; Lee, Y.-J.; Yu, J.; Jeon, C.-H. Improvement in reactivity and pollutant emission by cofiring of coal and pretreated biomass. Energy Fuels 2019, 33, 4331–4339. [Google Scholar] [CrossRef]
- You, S.J.; Park, E.D. Effects of dealumination and desilication of H-ZSM-5 on xylose dehydration. Microporous Mesoporous Mater. 2014, 186, 121–129. [Google Scholar] [CrossRef]
- Köchermann, J.; Mühlenberg, J.; Klemm, M. Kinetics of hydrothermal furfural production from organosolv hemicellulose and d-Xylose. Ind. Eng. Chem. Res. 2018, 57, 14417–14427. [Google Scholar] [CrossRef]
- Cebreiros, F.; Guigou, M.D.; Cabrera, M.N. Integrated forest biorefineries: Recovery of acetic acid as a by-product from eucalyptus wood hemicellulosic hydrolysates by solvent extraction. Ind. Crops Prod. 2017, 109, 101–108. [Google Scholar] [CrossRef]
- Kim, S.B.; Yoo, H.Y.; Kim, J.S.; Kim, S.W. The hydrolysate of barley straw containing inhibitors can be used to produce cephalosporin C by solvent extraction using ethyl acetate. Process. Biochem. 2014, 49, 2203–2206. [Google Scholar] [CrossRef]
- Abrams, D.S.; Prausnitz, J.M. Statistical thermodynamics of liquid mixtures: A new expression for the excess Gibbs energy of partly or completely miscible systems. AIChE J. 1975, 21, 116–128. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components (%) | Dry Solids (w/w, %) | |
|---|---|---|
| Carbohydrate | Glucan | 41.1 ± 0.28 |
| Xylan | 12.5 ± 0.16 | |
| Mannan | 3.1 ± 0.15 | |
| Galactan | 1.1 ± 0.11 | |
| Arabinan | 0.5 ± 0.09 | |
| Lignin | Acid Soluble | 8.6 ± 0.49 |
| Acid insouble | 23.5 ± 0.38 | |
| Extractives | Water | 5.8 ± 0.13 |
| Ethanol | 1.3 ± 0.09 | |
| Acetyl gr. | 6.0 ± 0.11 | |
| Ash | 0.9 ± 0.11 | |
| Total | 104.4 | |
| Biomass | Fratctionation | Solid Remaining (%) | Solid (%) | Liquid (%) | EMB b (%) | ||||
|---|---|---|---|---|---|---|---|---|---|
| Glucan | XMG | AIL | Gluose | xmg | Glucan | XMG | |||
| Pine wood a | Untreated | 100 | 41.1 | 17.2 | 35.4 | - | - | 94.4 (−5.6) | 97.6 (−2.4) |
| Fractionated | 64.8 | 54.4 | 6.3 | 33.7 | 3.5 | 12.7 | |||
| Fractionatedc | 35.3 | 4.1 | 21.8 | ||||||
| Component Retention (%) | 85.9 | 23.8 | 61.5 | ||||||
| Reaction Conditions | Acetic Acid Conc. (g/L) | Partition Coefficient (Pc) | Extraction Yield (%) | |||
|---|---|---|---|---|---|---|
| Time (min.) a | Temperature (°C) | HS Ratio b | Aq. Phase | Org. Phase | ||
| 30 | 25 | 1:1 | 3.88 ± 0.32 | 0.66 ± 0.03 | 0.17 | 14.54 |
| 1:2 | 2.01 ± 0.18 | 2.53 ± 0.14 | 1.26 | 55.73 | ||
| 1:3 | 1.76 ± 0.06 | 2.78 ± 0.19 | 1.58 | 61.23 | ||
| 1:4 | 1.54 ± 0.06 | 3.00 ± 0.21 | 1.95 | 66.08 | ||
| 50 | 1:1 | 3.56 ± 0.21 | 0.98 ± 0.13 | 0.28 | 21.59 | |
| 1:2 | 1.88 ± 0.13 | 2.66 ± 0.23 | 1.41 | 58.59 | ||
| 1:3 | 1.64 ± 0.08 | 2.90 ± 0.32 | 1.77 | 63.88 | ||
| 1:4 | 1.61 ± 0.06 | 2.93 ± 0.24 | 1.82 | 64.54 | ||
| Sample | (dw/dt)max (% min−1) | (dw/dt)mean (% min−1) | Ti (°C) | Tf (°C) | S (10−7 min−2 °C−3) |
|---|---|---|---|---|---|
| Raw pine wood | 5.99 | 0.51 | 315 | 483 | 0.64 |
| LAH fractionated pine wood | 22.12 | 1.14 | 305 | 507 | 5.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jung, H.J.; Oh, K.K. Production of Bio-Based Chemicals, Acetic Acid and Furfural, through Low-Acid Hydrothermal Fractionation of Pine Wood (Pinus densiflora) and Combustion Characteristics of the Residual Solid Fuel. Appl. Sci. 2021, 11, 7435. https://doi.org/10.3390/app11167435
Jung HJ, Oh KK. Production of Bio-Based Chemicals, Acetic Acid and Furfural, through Low-Acid Hydrothermal Fractionation of Pine Wood (Pinus densiflora) and Combustion Characteristics of the Residual Solid Fuel. Applied Sciences. 2021; 11(16):7435. https://doi.org/10.3390/app11167435
Chicago/Turabian StyleJung, Hyun Jin, and Kyeong Keun Oh. 2021. "Production of Bio-Based Chemicals, Acetic Acid and Furfural, through Low-Acid Hydrothermal Fractionation of Pine Wood (Pinus densiflora) and Combustion Characteristics of the Residual Solid Fuel" Applied Sciences 11, no. 16: 7435. https://doi.org/10.3390/app11167435
APA StyleJung, H. J., & Oh, K. K. (2021). Production of Bio-Based Chemicals, Acetic Acid and Furfural, through Low-Acid Hydrothermal Fractionation of Pine Wood (Pinus densiflora) and Combustion Characteristics of the Residual Solid Fuel. Applied Sciences, 11(16), 7435. https://doi.org/10.3390/app11167435