
Effect of Wood Vinegar Substitutes on Acetic Acid for Coagulating Natural Para Rubber Sheets during the Drying Process

Abstract
:1. Introduction
2. Materials and Methods
2.1. Wood Vinegars and Acetic Acid
2.2. The Raw NR Sheets
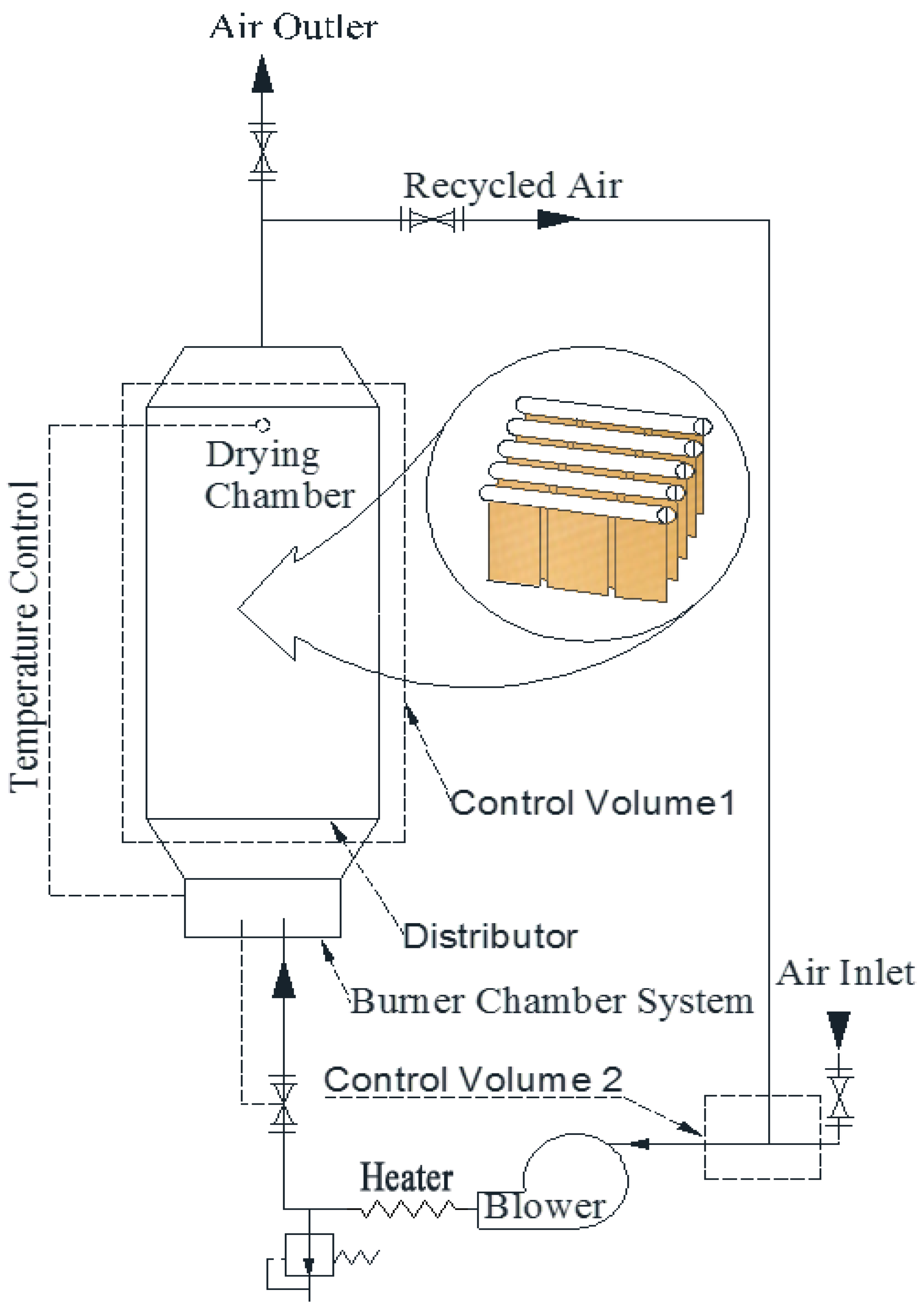
2.3. Drying Chamber
2.4. Sampling Methods
2.5. Chemical and Physical Properties Analysis
2.6. Color Analysis
2.7. Color Kinetic Expression
2.8. Statistical Analysis
3. Results and Discussion
3.1. The pH and Principal Compositions of the Wood Vinegars
3.2. NR Latex Coagulation
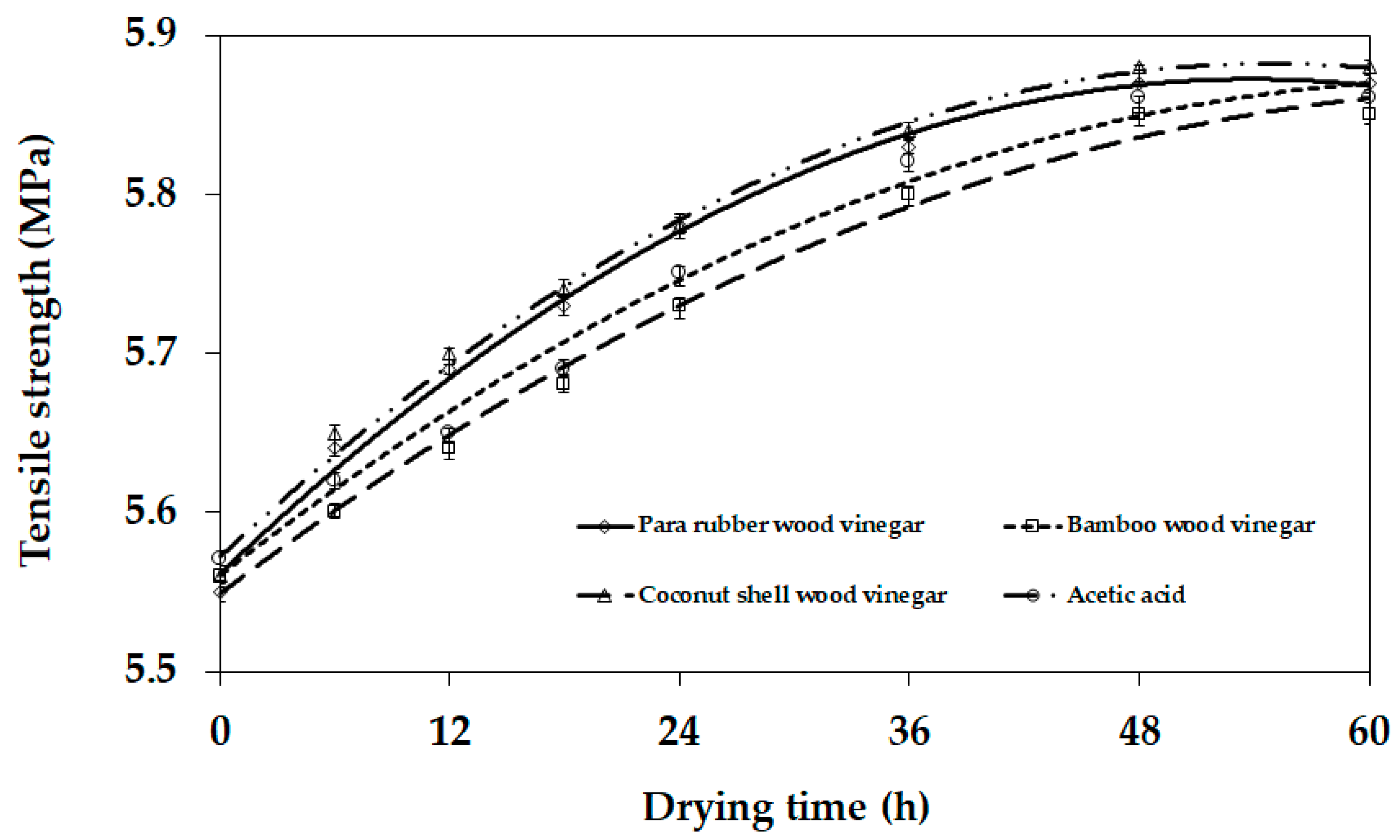
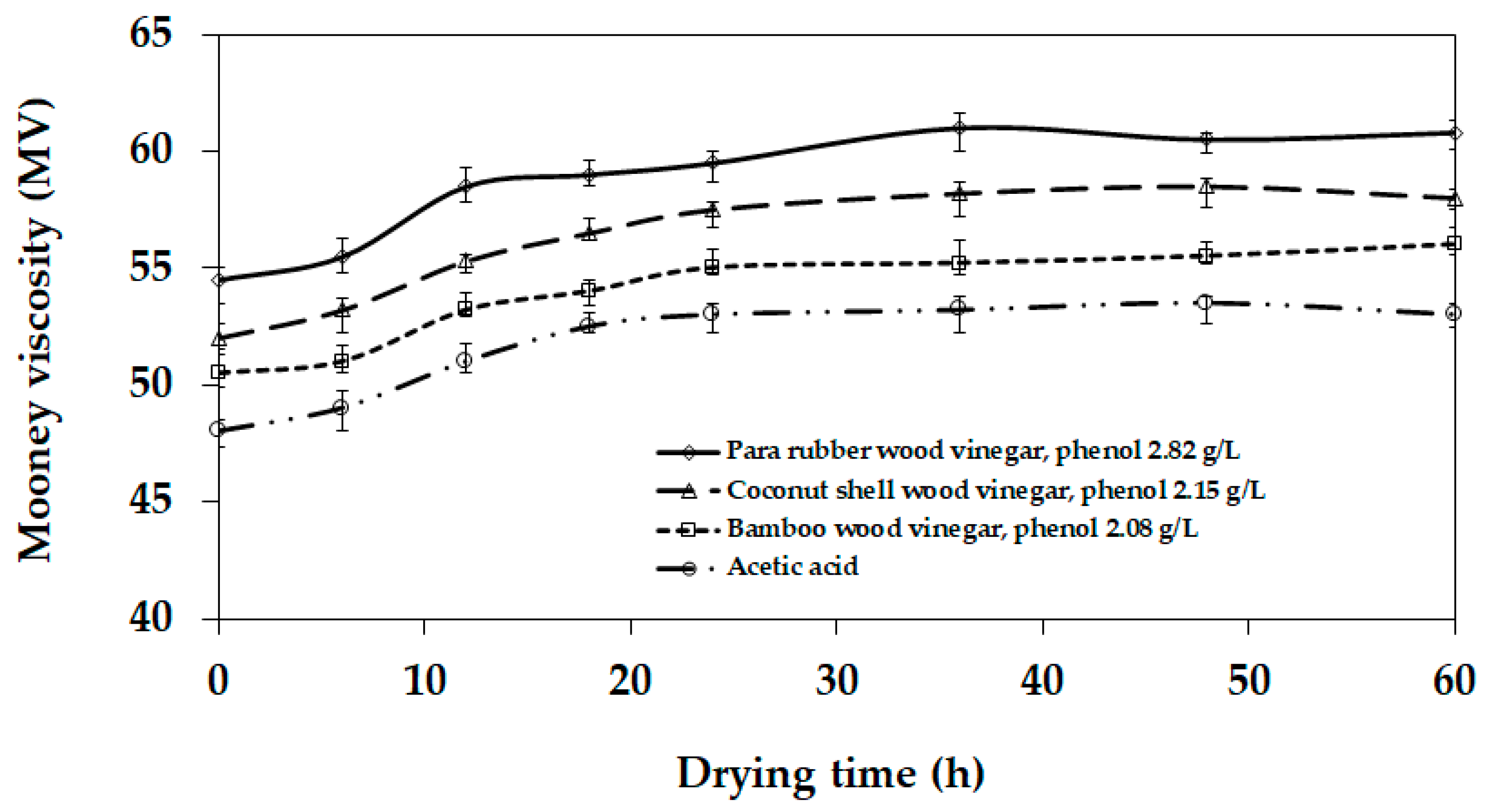
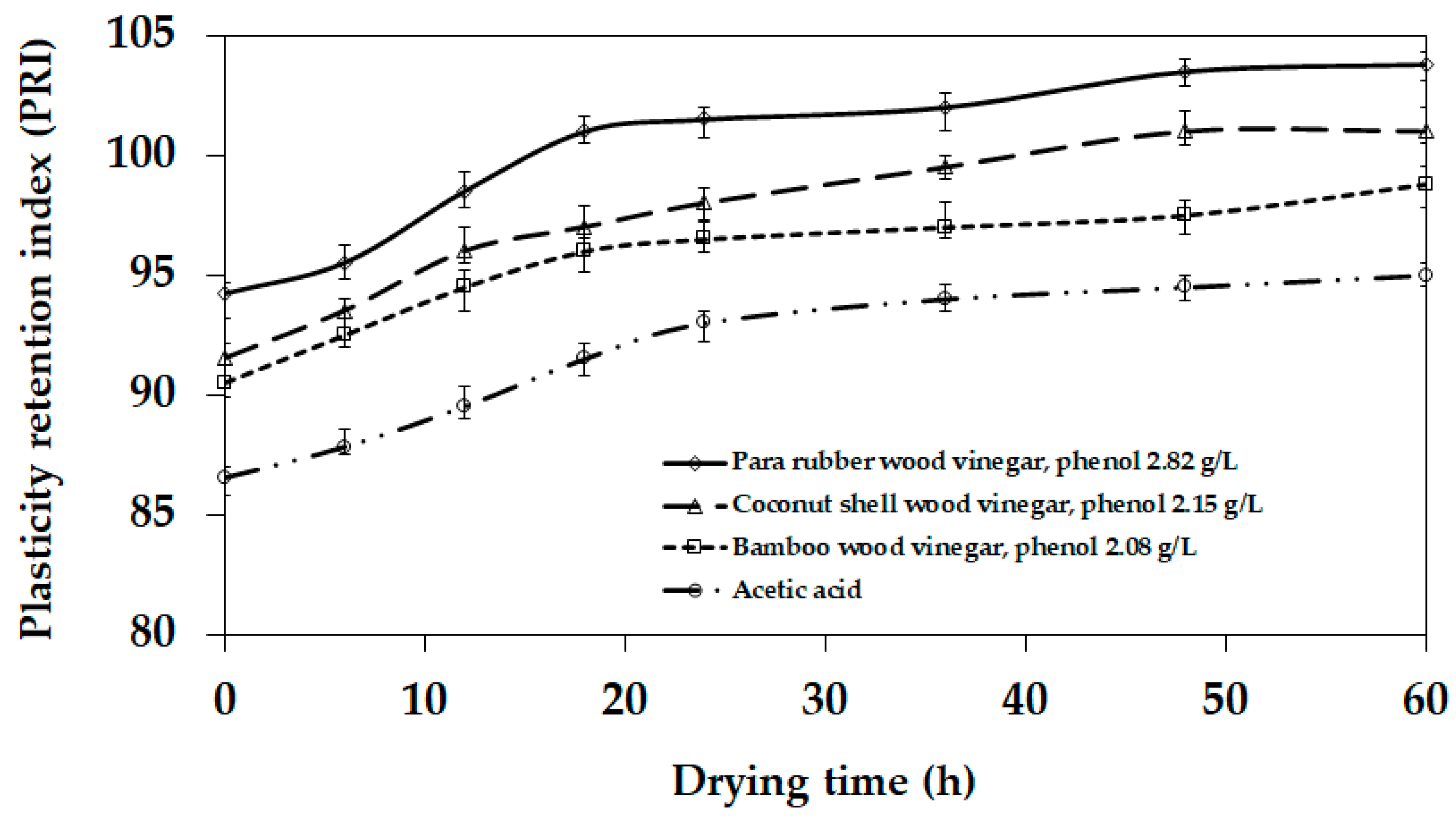
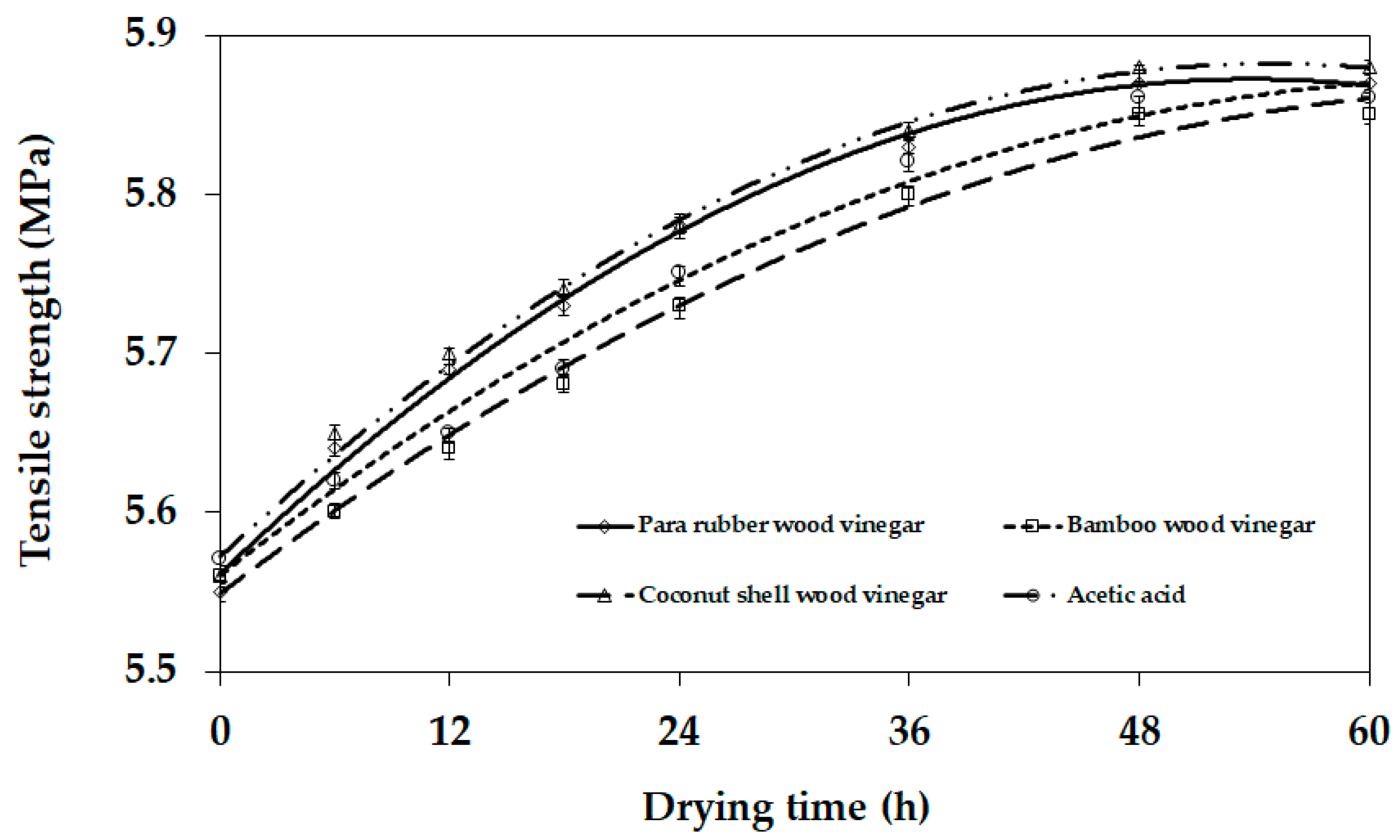
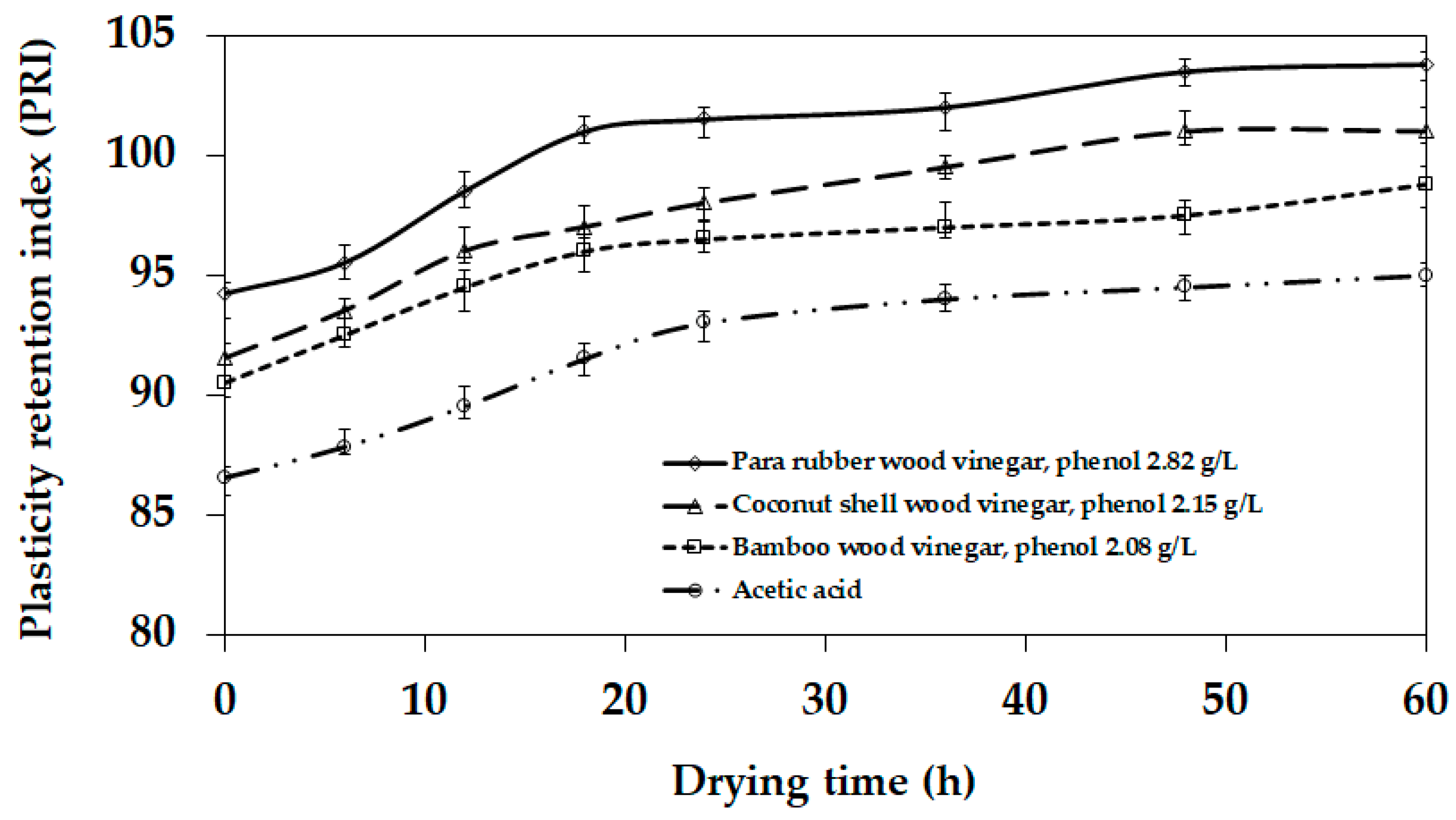
3.3. Chemical and Physical Properties of the NR Sheets
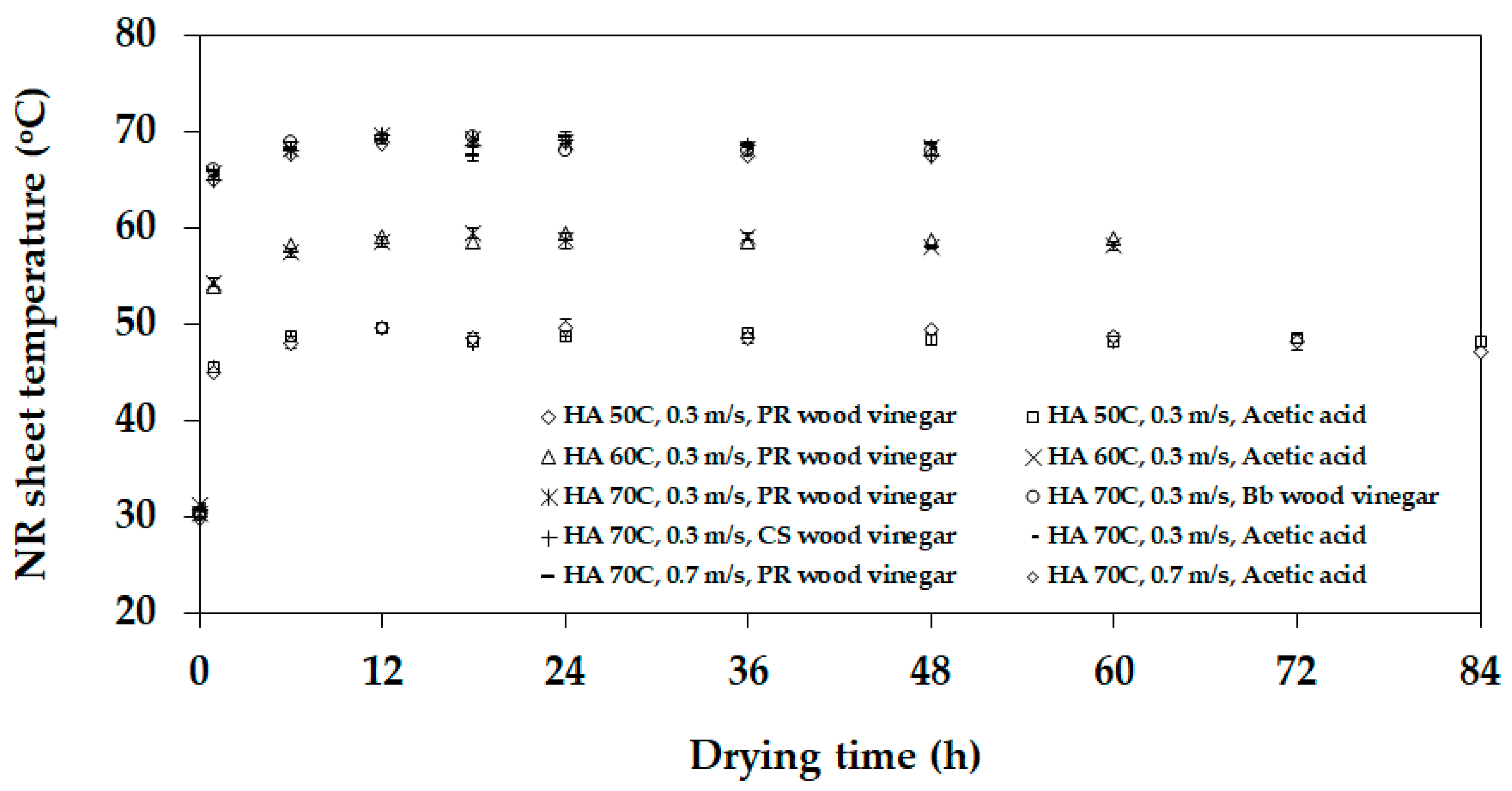
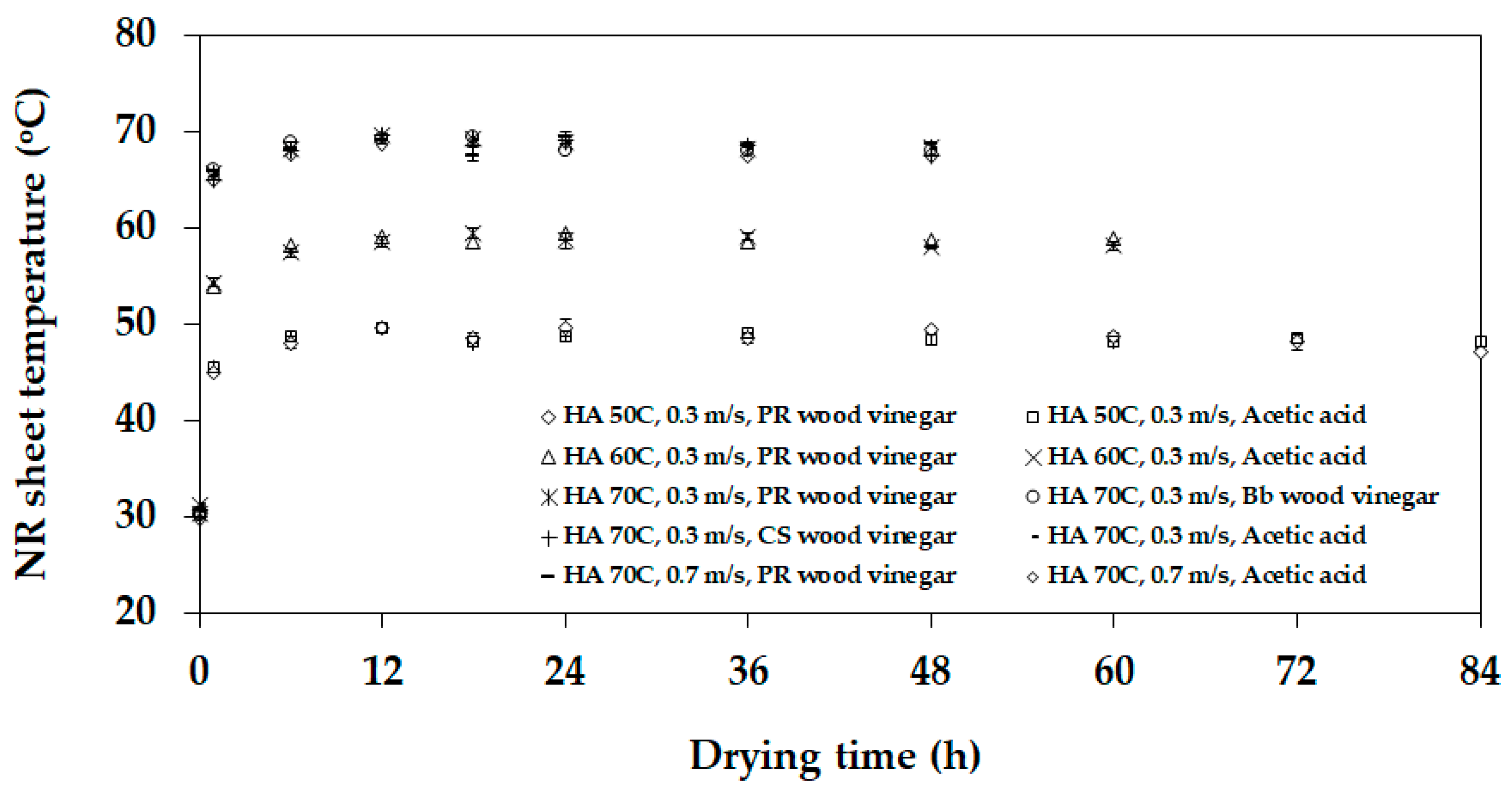
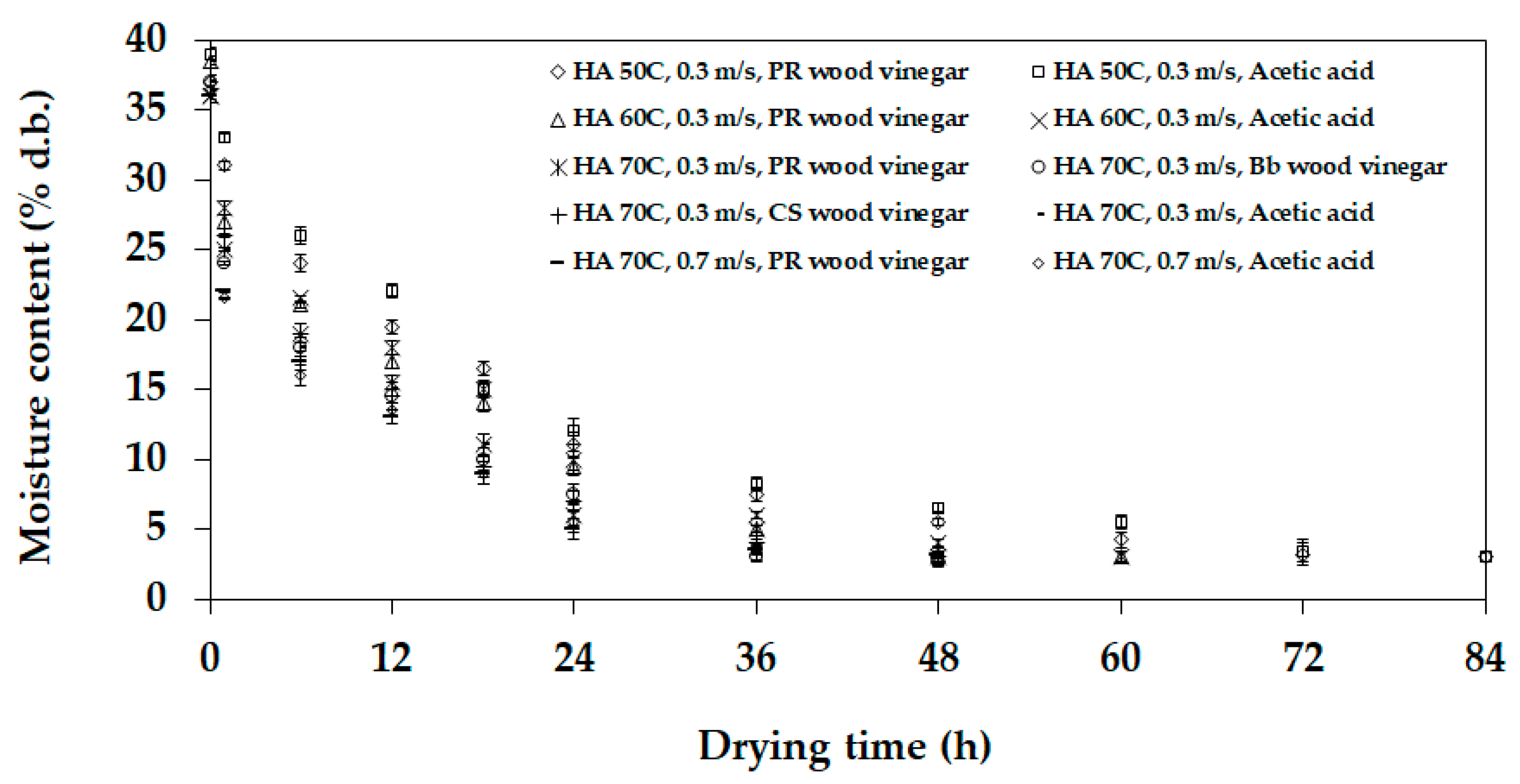
3.4. Drying Kinetics of the NR Sheets
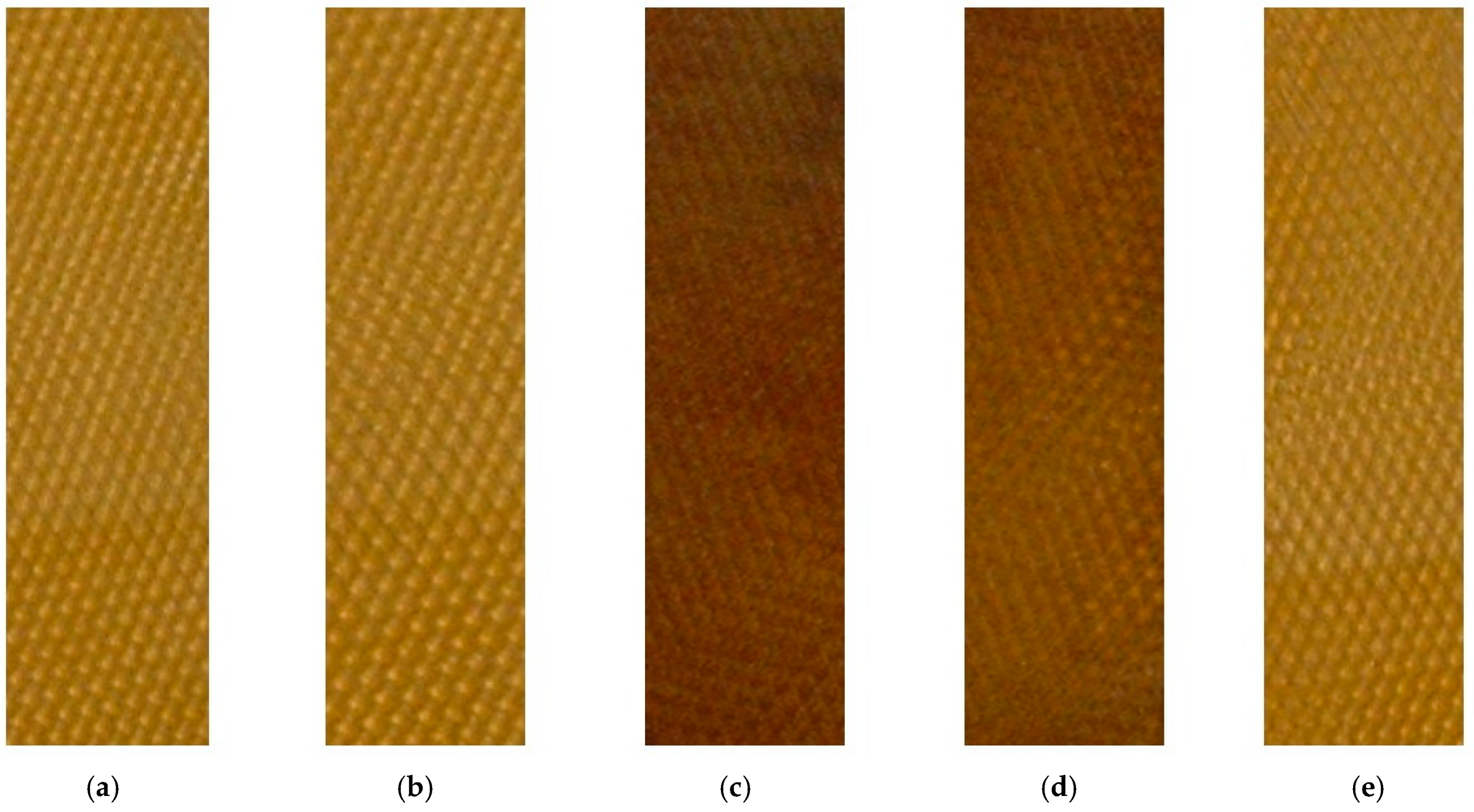
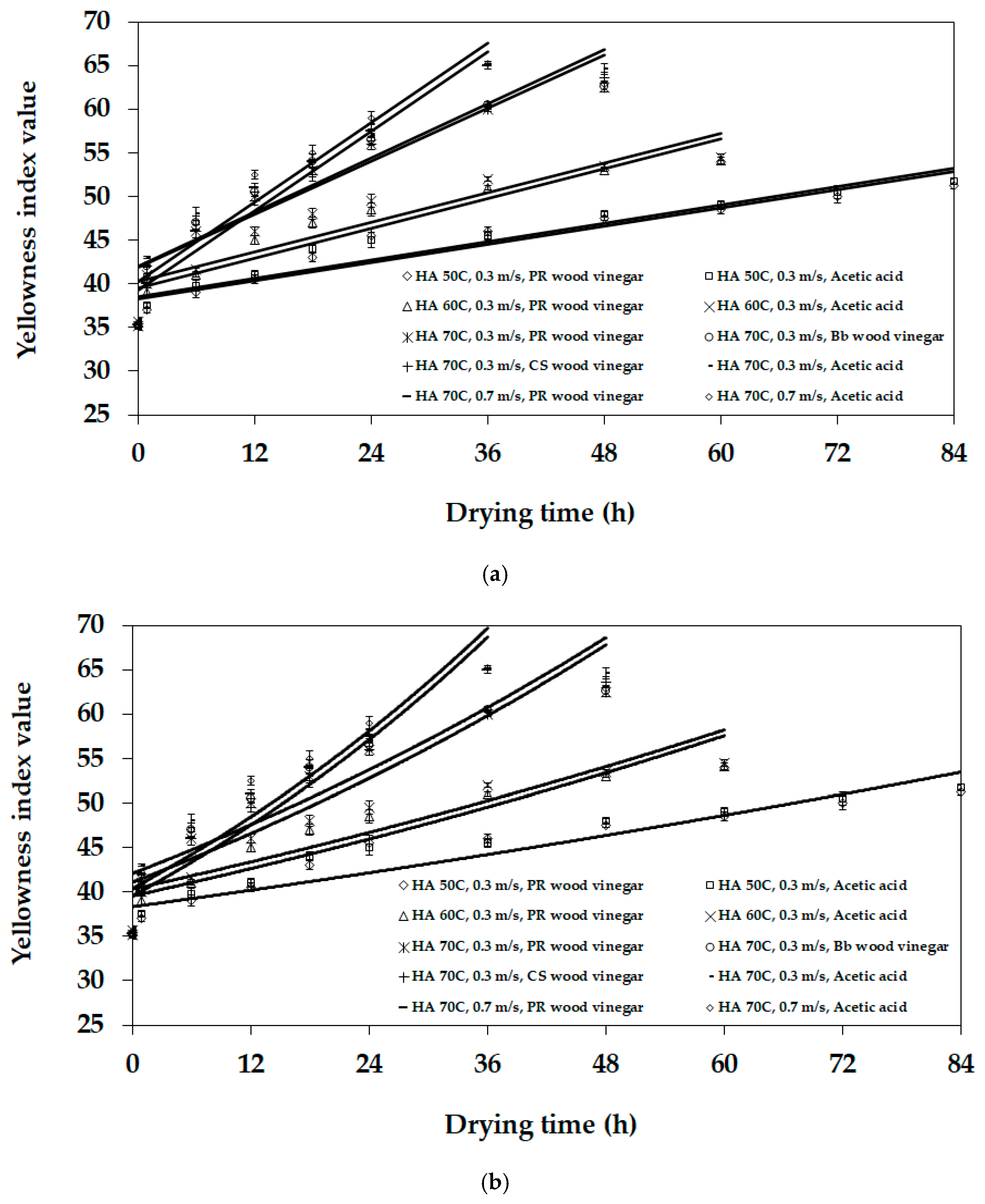
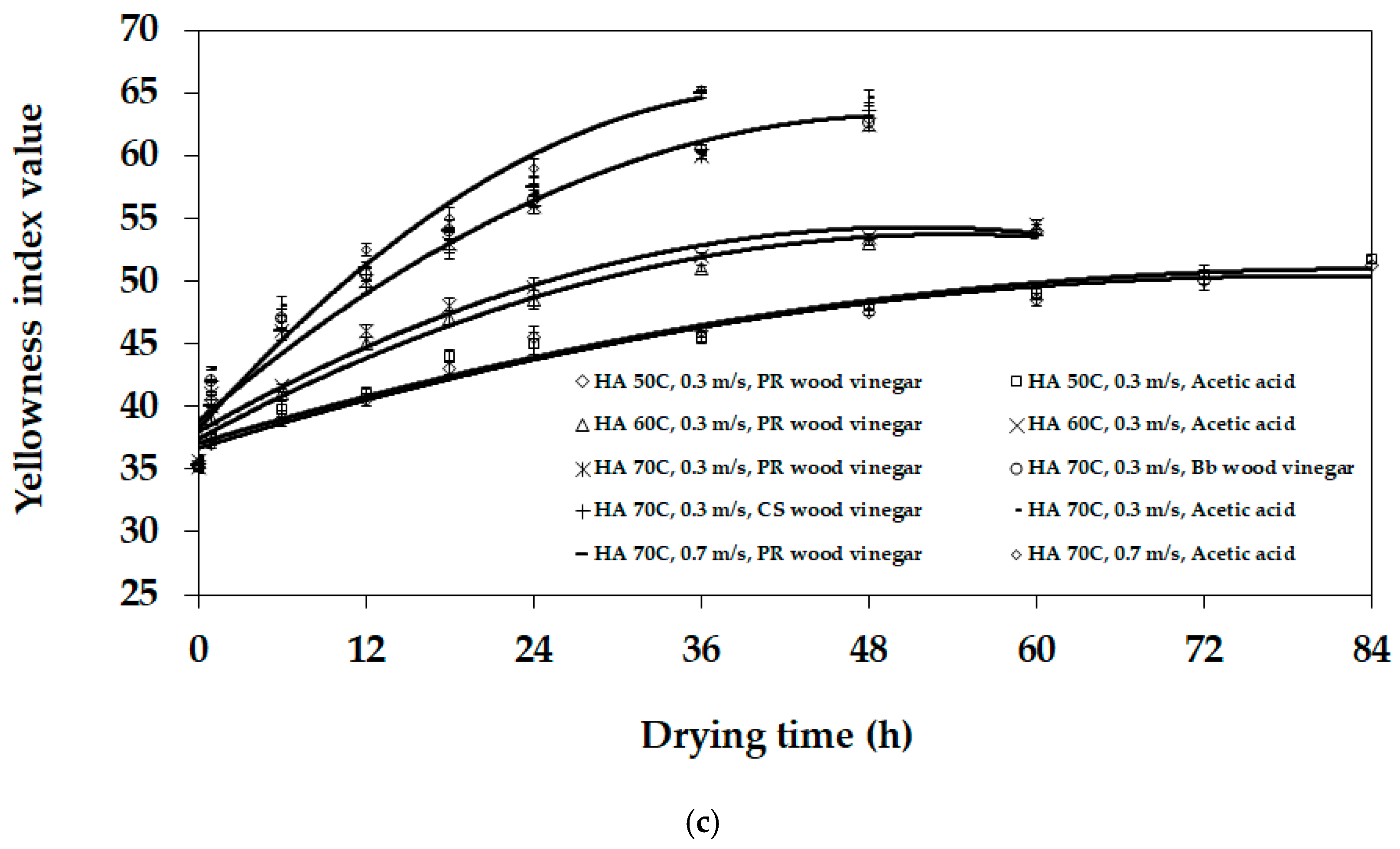
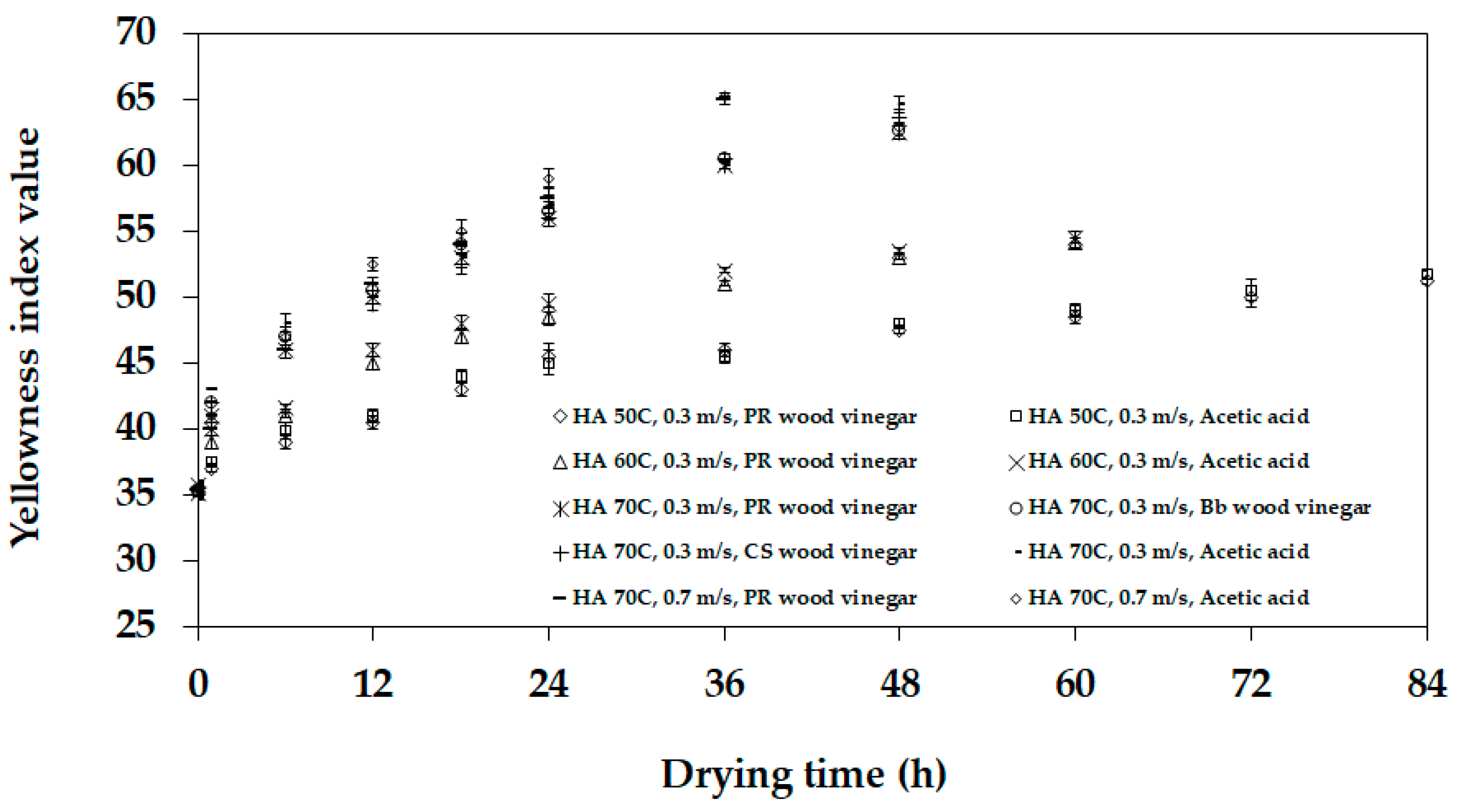
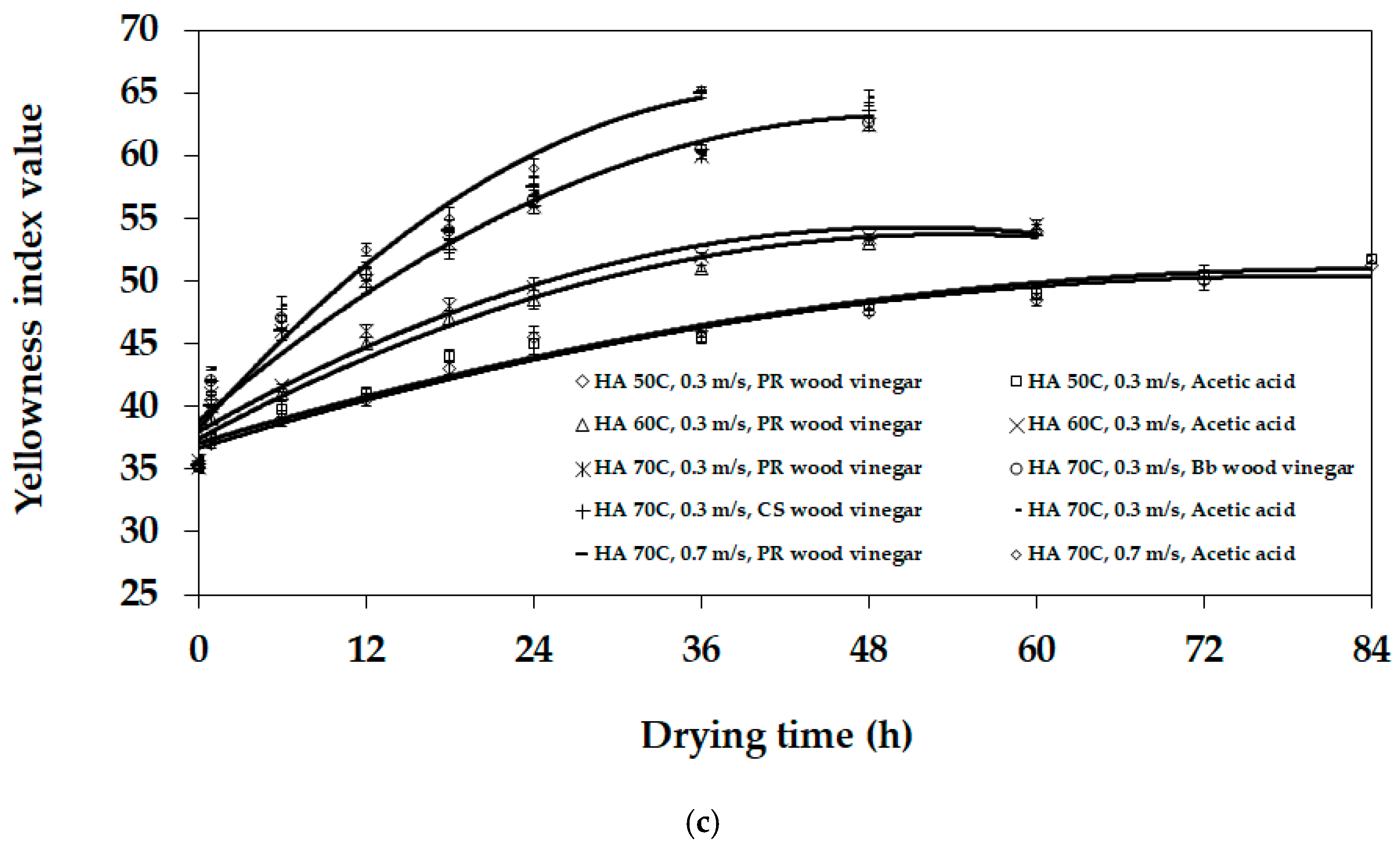
3.5. Color Kinetics of the NR Sheets
3.6. The Rate of Constant Determination
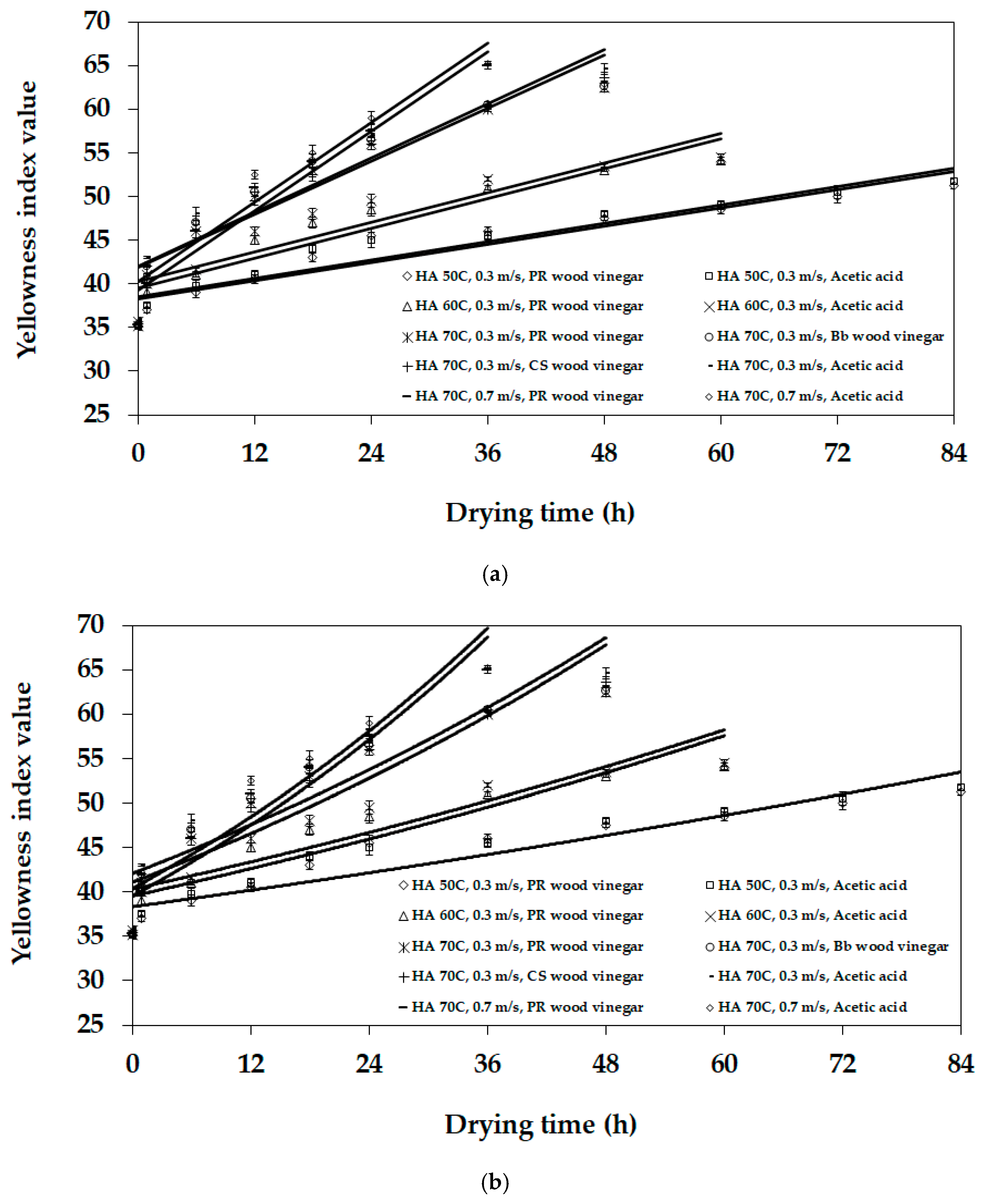
3.7. YI Value Prediction
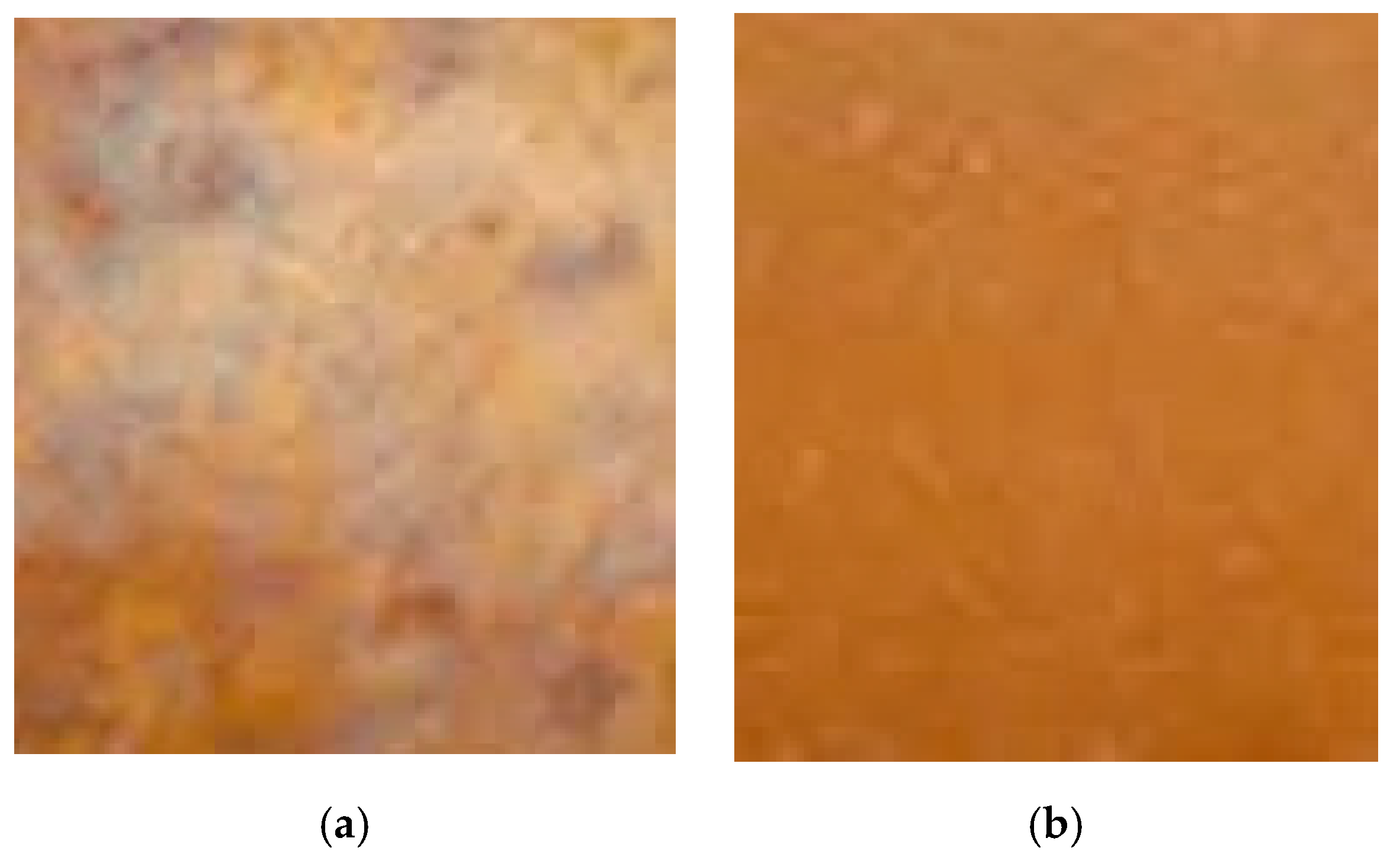
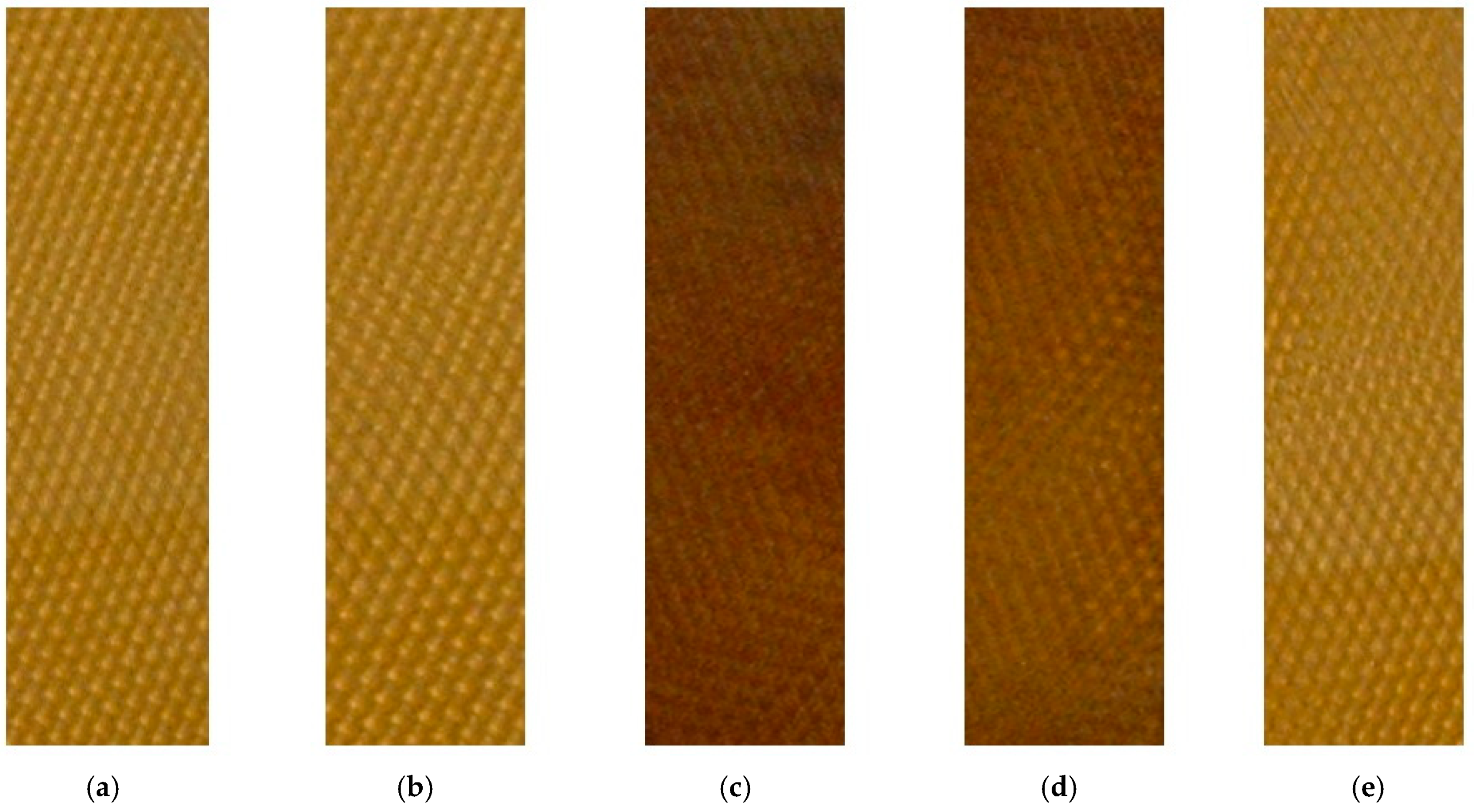
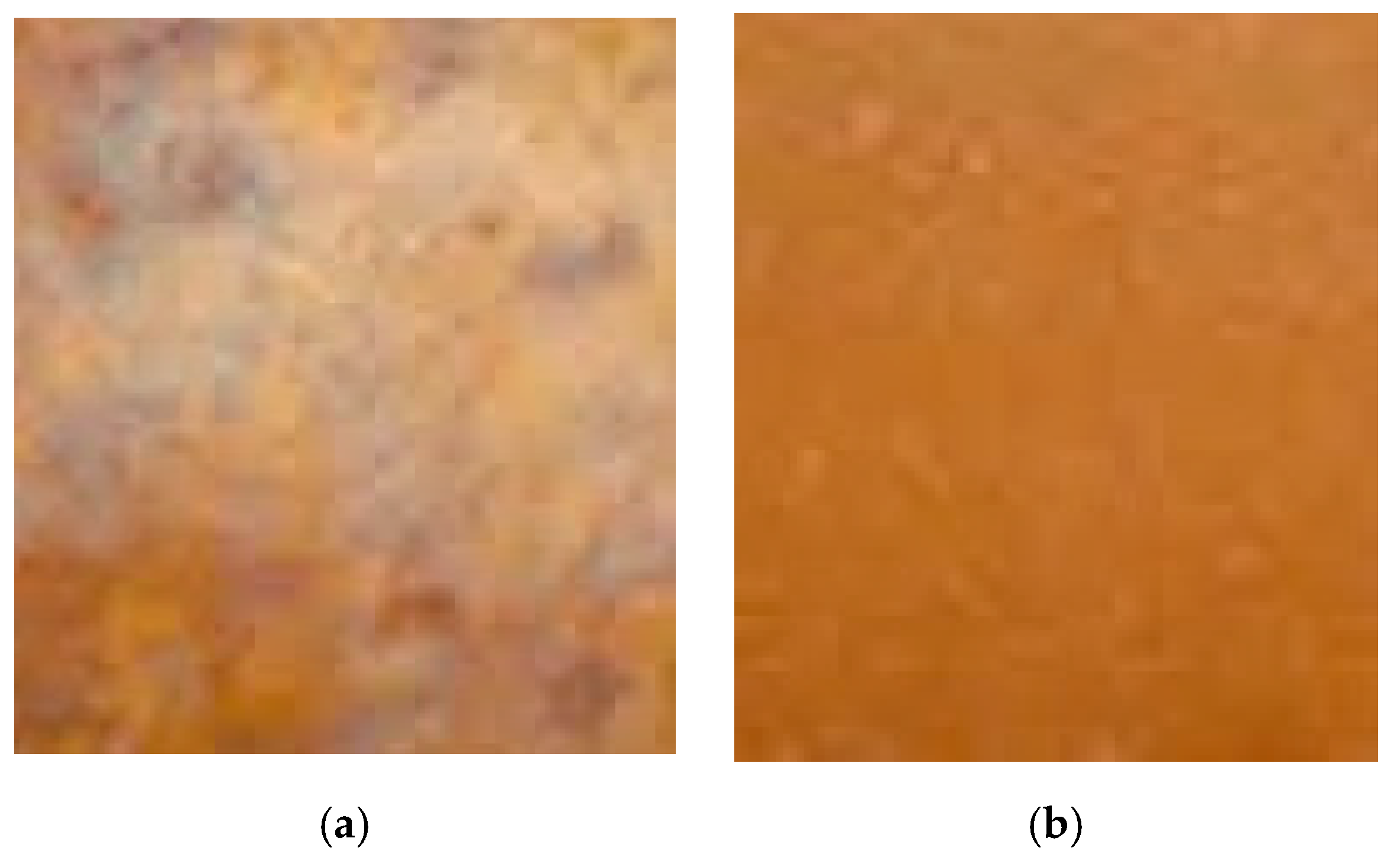
3.8. Fungi Growth on the Dried Rubber Sheet Product’s Surface after Storage
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kalasee, W.; Dangwilailux, P. Prediction of size distribution and mass concentration of smoke particles on moisture content and combustion period from para rubber wood burning. Appl. Sci. 2021, 11, 5649. [Google Scholar] [CrossRef]
- Kalasee, W.; Teekapakvisit, C. A review of air pollution and solutions way management related to Ribbed smoked sheets (RSS) production of community-level rubber cooperatives in Thailand: Smoke, soot and PAHs particles. Pollution 2020, 6, 267–284. [Google Scholar]
- Tekasakul, P.; Furuuchi, M.; Tekasakul, S.; Chomanee, J.; Otani, Y. Characteristics of PAHs in particles in the atmospheric environment of Hat Yai city, Thailand, and relationship with rubber-wood burning in rubber sheet production. Aerosol Air Qual. Res. 2008, 8, 265–278. [Google Scholar] [CrossRef] [Green Version]
- Ekburanawat, J. Biomass pellets electrical power generation system by using gasification technology. RMUTI J. Sci. Technol. 2018, 11, 32–42. [Google Scholar]
- Agricultural Commodities Price Report of Thailand. 2020. Available online: https://www.bot.or.th (accessed on 27 January 2021).
- Office of Industrial Economics. 2020. Available online: http://rubber.oie.go.th (accessed on 15 January 2021).
- Kalasee, W. Improvement soot particles separation equipments for rubber smoking chamber. Aerosol Air Qual. Res. 2009, 9, 333–341. [Google Scholar] [CrossRef] [Green Version]
- Thailand Rubber Research Institute. Ministry of Agriculture and Cooperatives. 2018. Available online: http:///www.rubberthai.com (accessed on 12 June 2020).
- Rattanamechaiskul, C.; Junka, N.; Potichalung, J.; Wingwon, T.; Boontum, W.; Srisang, N. Whiteness index prediction of para rubber sheet during hot air drying. KKU Eng. J. 2016, 43, 331–333. [Google Scholar]
- Assi, M.; Kassem, E. Evaluation of Adhesion and Hysteresis Friction of Rubber–Pavement System. Appl. Sci. 2017, 7, 1029. [Google Scholar]
- Shaker, R.; Rodrigue, D. Rotomolding of thermoplastic elastomers based on low-density polyethylene and recycled natural rubber. Appl. Sci. 2019, 9, 5430. [Google Scholar] [CrossRef] [Green Version]
- Katarzyna, P.; Izabela, P.; Patrycja, B.; Weronika, K.; Andrzej, T. LCA as a tool for the environmental management of car tire manufacturing. Appl. Sci. 2020, 10, 7015. [Google Scholar] [CrossRef]
- Madsa-ih, Y. Decoloration of natural rubber (Hevea brasiliensis) latex. Master’s Thesis, Prince of Songkla University, Songkhla, Thailand, 2012. [Google Scholar]
- Kos, L.; Michalska, K.; Żylla, R.; Perkowski, J. Effect of acetic acid on pollutant decomposition in textile wastewater treated by the Fenton method. Environ. Prot. Eng. 2012, 38, 29–39. [Google Scholar] [CrossRef]
- Payamara, J. Usage of wood vinegar as new organic substance. Int. J. ChemTech Res. 2011, 3, 1658–1662. [Google Scholar]
- Chalermsan, Y.; Peerapan, S. Wood vinegar: By-product from rural charcoal kiln and its role in plant protection. Asian J. Food Agro-Ind. 2009, 2, S189–S195. [Google Scholar]
- Ratanapisit, J.; Apiraksakul, S.; Rerngnarong, A.; Chungsiriporn, J.; Bunyakarn, C. Preliminary evaluation of production and characterization of wood vinegar from rubber-wood. Songklanakarin J. Sci. Technol. 2009, 31, 343–349. [Google Scholar]
- Yang, J.; Yang, C.; Liang, M.; Gao, Z.; Wu, Y.; Chuang, L. Chemical composition, antioxidant, and antibacterial activity of wood vinegar from Litchi chinensis. Molecules 2016, 21, 1150. [Google Scholar] [CrossRef] [Green Version]
- Nunkaew, T.; Kantachote, D.; Chaiprapat, S.; Nitoda, T.; Kanzaki, H. Use of wood vinegar to enhance 5-aminolevulinic acid production by selected Rhodopseudomonas palustris in rubber sheet wastewater for agricultural use. Saudi J. Biol. Sci. 2018, 25, 642–650. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Namtaku, K. Efficiency of wood vinegar from coconut shell to anti-fungal on para rubber sheet. Prawarun. Agric. J. 2017, 14, 41–49. [Google Scholar]
- Mu, J.; Uehara, T.; Furuno, T. Effect of bamboo vinegar on regulation of germination and radicle growth of seed plants II: Composition of moso bamboo vinegar at different collection temperature and its effects. J. Wood Sci. 2004, 50, 470–476. [Google Scholar] [CrossRef]
- Akinola, A.O. Effect of Temperature on product yield of pyrolysis of Seven selected wood species in south west Nigeria. Int. J. Emerg. Res. Manag. Technol. 2016, 9359, 176–181. [Google Scholar]
- Puttinun, P. Wood vinegar. Nat. Agric. 2011, 9, 928–933. [Google Scholar]
- Kolokolova, O. Biomass Pyrolysis and Optimisation for Bio-Bitumen. Ph.D. Thesis, University of Canterbury, Canterbury, New Zealand, 2013. [Google Scholar]
- Kalasee, W. A wood vinegar machine for sawdust and wood dust. SDU Res. J. 2008, 1, 45–54. [Google Scholar]
- Pimsuta, M.; Sosa, N.; Deekamwong, K.; Keawkumay, C.; Thathong, Y.; Rakmae, S.; Junpirom, S.; Prayoonpokarach, S.; Wittayakun, J. Charcoal and wood vinegar from pyrolysis of lead tree wood and activated carbon from physical activation. Suranaree J. Sci. Technol. 2018, 25, 177–190. [Google Scholar]
- Thailand Rubber Research Institute, Department of Agriculture, Ministry of Agriculture and Cooperative. International Standard of Quality and Packing for Natural Rubber Grades; Thailand Rubber Research Institute, Department of Agriculture, Ministry of Agriculture and Cooperative: Bangkok, Thailand, 2012. [Google Scholar]
- Bornhorst, E.; Tang, J.; Sablani, S.; Canovas, G. Thermal pasteurization process evaluation using mashed potato model food with Maillard reaction products. Food Sci. Technol. 2017, 82, 454–463. [Google Scholar] [CrossRef]
- Nursten, H. The Maillard Reaction: Chemistry, Biochemistry and Implications; Royal Society of Chemistry: Cambridge, UK, 2005. [Google Scholar]
- Hellwig, M.; Henle, T. Baking, ageing, diabetes: A short history of the maillard reaction. Angew. Chem. Int. Ed. 2014, 53, 10316–10329. [Google Scholar] [CrossRef] [PubMed]
- Ameur, L.; Mathieu, O.; Lalanne, V.; Trystram, G.; Aragon, I. Comparison of the effects of sucrose and hexose on furfural formation and browning in cookies baked at different temperatures. Food Chem. 2007, 101, 1407–1416. [Google Scholar] [CrossRef]
- Tekasakul, P.; Promtong, M. Energy efficiency enhancement of natural rubber smoking process by flow improvement using a CFD technique. Appl. Energy 2008, 85, 878–895. [Google Scholar] [CrossRef]
- Tekasakul, P.; Dejchanchaiwong, R.; Tirawanichakul, Y.; Tirawanichakul, S. Three dimensional numerical modeling of heat and moisture transfer in natural rubber sheet drying process. Dry. Technol. 2015, 33, 1124–1137. [Google Scholar] [CrossRef]
- Dejchanchaiwong, R.; Tirawanichakul, Y.; Tirawanichakul, S.; Tekasakul, P. Single-phase and multi-phase models for temperature and relative humidity calculations during forced convection in a rubber-sheet drying chamber. Maejo Int. J. Sci. Technol. 2014, 8, 207–220. [Google Scholar]
- Dejchanchaiwong, R.; Arkasuwan, A.; Kumar, A.; Tekasakul, P. Mathematical modeling and performance investigation of mixed-mode and indirect solar dryers for natural rubber sheet drying. Energy Sustain. Dev. 2016, 34, 44–53. [Google Scholar] [CrossRef]
- Dejchanchaiwong, R.; Tirawanichakul, Y.; Tirawanichakul, S.; Kumar, A.; Tekasakul, P. Conjugate heat and mass transfer modeling of a new rubber smoking room and experimental validation. Appl. Therm. Eng. 2017, 112, 761–770. [Google Scholar] [CrossRef]
- Ninchuewong, T.; Ekphon, A.; Tirawanichakul, S.; Tirawanichakul, Y. Drying of air dried sheet rubber using hot air dryer and 280 solar dryer for small entrepreneurs and small rubber cooperatives. Burapha Sci. J. 2012, 17, 50–59. [Google Scholar]
- Junka, N.; Rattanamechaiskul, C.; Prachayawarakorn, S.; Soponronnarit, S. Drying guideline to control colour quality of para rubber sheet by computation method. Biosyst. Eng. 2018, 176, 151–161. [Google Scholar] [CrossRef]
- Kalasee, W. Improvement of Rubber Smoke Room by Hot Gas Filtration of the Smoke Prior to Direct Heat Transfer with Rubber Sheets. Master’s Thesis, Prince of Songkla University, Songkhla, Thailand, 2005. [Google Scholar]
- Tanwanichkul, B.; Thepa, S.; Rordprapat, W. Thermal modeling of the forced convection sandwich greenhouse drying system for rubber sheets. Energy Convers. Manag. 2013, 74, 511–523. [Google Scholar] [CrossRef]
- Jeentada, W.; Kongboon, P.; Boonyanuwat, S.; Sirirak, C. Thin-layer drying models for para rubber sheet. KKU Eng. J. 2013, 41, 99–108. [Google Scholar]
- Tirawanichakul, Y.; Tirawanichakul, S. Mathematical model of fixed-bed drying and strategies for crumb rubber producing STR20. Dry. Technol. 2008, 26, 1388–1395. [Google Scholar] [CrossRef]
- Rubber Research Institute of Malaysia. RRIM Test Methods for Standard Malaysian Rubbers. SMR Bulletin No. 7 Part B 4. 2018. Available online: https://rios.lgm.gov.my/cms/fedDigiContentDetail.jsp?searchText=&selTab=digiCon&id=vital1:95985&type=eBook (accessed on 12 June 2020).
- ISO 37. Type 1, Rubber, Vulcanized or Thermoplastic-Determination of Tensile Stress–Strain Properties; International Organization for Standardization (ISO): Geneva, Switzerland, 2017. [Google Scholar]
- ASTM D1646:2019. Standard Test Methods for Rubber-Viscosity, Stress Relaxation, and Pre-Vulcanization Characteristics (Mooney Viscometer); ASTM: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM D3194-04. Standard Test Methods for Natural Rubber—Plasticity Retention Index (PRI); ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Zou, Y.; Sun, Y.; Zhang, Y.; He, J.; Tang, Z.; Zhu, L.; Luo, Y.; Liu, F. Antioxidative behavior of a novel samarium complex in styrene-butadiene rubber/silica composites. Polym Degrad. Stab. 2016, 133, 201–210. [Google Scholar] [CrossRef]
- Xiao, H.; Law, C.; Sun, D.; Gao, Z. Color change kinetics of American ginseng (Panax quinquefolium) slices during air impingement drying. Dry. Technol. 2014, 32, 418–427. [Google Scholar] [CrossRef]
- Yang, X.; Deng, L.; Mujumdar, A.; Xiao, H.; Zhang, Q.; Kan, Z. Evolution and modeling of colour changes of red pepper (Capsicum annuum L.) during hot air drying. J. Food Eng. 2018, 231, 101–108. [Google Scholar] [CrossRef]
- Nakazono, T.; Matsumoto, A. Mechanical properties and thermal aging behavior of styrene-butadiene rubbers vulcanized using liquid diene polymers as the plasticizer. J. Appl. Polym. Sci. 2010, 118, 2314–2320. [Google Scholar] [CrossRef]
- Hirata, K.; Moriguchi, M. Bio-based liquid rubber for tire application. Rubber World 2017, 256, 50–55. [Google Scholar]
- Manteghi, A.; Ahmadi, S.; Arabi, H. Enhanced thermo-oxidative stability through covalent attachment of hindered phenolic antioxidant on surface functionalized polypropylene. Polymer 2018, 138, 41–48. [Google Scholar] [CrossRef]
- Rungsanthie, K.; Suwanruji, P.; Tantatherdtam, R.; Chollakup, R. Effect of non-rubber components on viscosity stabilization of natural rubber. Int. Conf. Polym. Process. Soc. 2012, 11, 11–15. [Google Scholar]
- Rattanamechaiskul, C.; Chungcharoen, T.; Srisang, N.; Ruttanadech, N.; Prachayawarakorn, S.; Junka, N. Effective moisture diffusivity determination of para rubber sheet during drying. In Proceedings of the 3rd Asia Pacific Rubber Conference, Surat Thani, Thailand, 16–17 November 2017. [Google Scholar]
- Pupakapanpong, C.; Tirawanichakul, S.; Tirawanichakul, Y. Drying modeling and energy consumption of air dried sheet (ADS) rubber by solar and biomass energy. Appl. Mech. Mater. 2014, 541–542, 1017–1021. [Google Scholar] [CrossRef]
- Promtong, M.; Tekasakul, P. CFD Study of Flow in Rubber Smoking-room: I. Validation with the Present Smoking-room. Appl. Therm. Eng. 2007, 27, 2113–2121. [Google Scholar] [CrossRef]
- Mekkriengkrai, D.; Sakdapipanich, J.T.; Tanaka, Y. Structural characterization of terminal groups in natural rubber: Origin of nitrogenous groups. Rubber Chem. Technol. 2007, 79, 366–379. [Google Scholar] [CrossRef]
- Eng, A.; Tanaka, Y.; Gan, S. FTIR studies on amino groups in purified Hevea rubber. J. Nat. Rubber Res. 1992, 7, 152–155. [Google Scholar]
- Sansatsadeekul, J.; Sakdapipanich, J.; Rojruthai, P. Characterization of associated proteins and phospholipids in natural rubber latex. J. Biosci. Bioeng. 2011, 111, 628–634. [Google Scholar] [CrossRef]
- Tarachiwin, L.; Sakdapipanich, J.; Ute, K.; Kitayama, T.; Bamba, T.; Fukusaki, E.; Kobayashi, A.; Tanaka, Y. Structural characterization of alpha-terminal group of natural rubber. 1. Decomposition of branch-points by lipase and phosphatase treatments. Biomacromolecules 2005, 6, 1851–1857. [Google Scholar] [CrossRef]
- Kalasee, W.; Thungsotanon, D.; Srisang, N.; Daungwilailux, P. The effect of wood vinegar concentration on the quality of rubber sheets. In Proceedings of the 13th Annual Conference of Thai Society of Agricultural Engineering, Chiang Mai, Thailand, 4–5 April 2013. [Google Scholar]
- Amen-Chen, C.; Pakdel, H.; Roy, C. Production of monomeric phenols by thermochemical conversion of biomass: A review. Bioresour. Technol. 2001, 79, 277–299. [Google Scholar] [CrossRef]
- Purba, L.; Tekasakul, P. Computational fluid dynamics Study of flow and aerosol concentration patterns in a ribbed smoked sheet rubber factory. Part. Sci. Technol. 2012, 30, 220–237. [Google Scholar] [CrossRef]
- Clinical and Laboratory Standards Institute. M100-S24: Performance Standards for Antimicrobial Susceptibility Testing; CLSI: Wayne, PA, USA, 2014. [Google Scholar]
- Prydderch, H.; Haiβ, A.; Spulak, M.; Quilty, B.; Kümmerer, K.; Heise, A.; Gathergood, N. Mandelic Acid Derived Ionic Liquids: Synthesis, Toxicity and Biodegradability. RSC Adv. 2017, 7, 2115–2126. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of NR Sheet | Type of Coagulating Material | |||
|---|---|---|---|---|
| Raw Wood Vinegars | Acetic Acid | |||
| Para Rubber Wood | Bamboo | Coconut Shell | ||
| Before drying | ||||
| Dirt content (%w/w) | 0.048 | 0.055 | 0.052 | 0.054 |
| Volatile content (%w/w) | 0.79 | 0.87 | 0.85 | 0.83 |
| After drying | ||||
| Dirt content (%w/w) | 0.037 | 0.043 | 0.039 | 0.042 |
| Volatile content (%w/w) | 0.49 | 0.56 | 0.52 | 0.53 |
| Elongation at break (%) | 669 | 682 | 678 | 671 |
| 300% modulus (MPa) | 1.0 | 1.0 | 1.0 | 1.0 |
| Type of Coagulating Material | Velocity (m/s) | Drying Temp. (°C) | Drying Time (h) | YI Value Experiment | YI Value Prediction (Order) | ||
|---|---|---|---|---|---|---|---|
| Zero | First | Second | |||||
| PR wood vinegar | 0.3 | 50 | 84 | 51.2 ± 1.2 b | 50.3 | 50.7 | 50.3 |
| 60 | 60 | 54.1 ± 0.3 c | 54.7 | 54.6 | 56.2 | ||
| 70 | 48 | 62.5 ± 1.2 b | 59.8 | 61.4 | 68.9 | ||
| 0.5 | 50 | 80 | 52.6 ± 0.8 d | 52.1 | 53.7 | 55.8 | |
| 60 | 52 | 56.8 ± 1.0 f,g | 57.3 | 62.1 | 64.5 | ||
| 70 | 42 | 63.8 ± 0.3 c | 64.2 | 64.8 | 67.2 | ||
| 0.7 | 50 | 75 | 54.5 ± 0.9 a | 53.7 | 56.1 | 58.5 | |
| 60 | 44 | 57.2 ± 0.3 c | 57.7 | 58.9 | 59.7 | ||
| 70 | 36 | 64.9 ± 1.2 b | 63.7 | 65.8 | 68.5 | ||
| Bb wood vinegar | 0.3 | 50 | 84 | 60.5 ± 0.7 e,f | 61.8 | 63.2 | 64.6 |
| 60 | 60 | 61.8 ± 1.0 f,g | 63.1 | 64.6 | 65.9 | ||
| 70 | 48 | 63.6 ± 0.8 d | 62.6 | 64.5 | 65.3 | ||
| 0.5 | 50 | 80 | 62.7 ± 1.2 b | 59.3 | 62.2 | 68.1 | |
| 60 | 52 | 62.9 ± 0.8 g,h | 63.5 | 65.1 | 67.8 | ||
| 70 | 42 | 65.1 ± 1.2 b | 63.8 | 65.7 | 71.3 | ||
| 0.7 | 50 | 75 | 64.8 ± 1.0 f,g | 63.5 | 68.7 | 73.4 | |
| 60 | 44 | 63.4 ± 1.2 b | 61.2 | 64.6 | 69.2 | ||
| 70 | 36 | 67.6 ± 1.5 a,b | 62.8 | 67.4 | 72.1 | ||
| CS wood vinegar | 0.3 | 50 | 84 | 60.9 ± 0.7 e,f | 62.1 | 63.7 | 65.1 |
| 60 | 60 | 62.8 ± 0.6 d,e | 63.1 | 65.2 | 67.7 | ||
| 70 | 48 | 64.6 ± 1.2 b | 62.8 | 69.2 | 71.5 | ||
| 0.5 | 50 | 80 | 61.4 ± 0.8 d | 60.3 | 62.5 | 64.7 | |
| 60 | 52 | 63.5 ± 1.0 f,g | 64.2 | 65.8 | 67.1 | ||
| 70 | 42 | 65.8 ± 1.0 f,g | 63.9 | 65.5 | 69.2 | ||
| 0.7 | 50 | 75 | 63.1 ± 0.8 d | 62.8 | 64.7 | 66.3 | |
| 60 | 44 | 64.7 ± 1.0 f,g | 64.3 | 67.6 | 72.9 | ||
| 70 | 36 | 67.1 ± 1.5 a,b | 62.3 | 66.3 | 71.9 | ||
| Acetic acid | 0.3 | 50 | 84 | 51.7 ± 1.2 b | 50.9 | 51.4 | 50.8 |
| 60 | 60 | 54.5 ± 0.3 c | 54.2 | 54.8 | 56.7 | ||
| 70 | 48 | 62.6 ± 0.6 de | 63.7 | 64.5 | 67.1 | ||
| 0.5 | 50 | 80 | 56.5 ± 0.8 d | 54.2 | 55.3 | 56.8 | |
| 60 | 52 | 57.8 ± 1.0 f,g | 59.2 | 63.7 | 64.9 | ||
| 70 | 42 | 64.8 ± 1.2 b | 61.8 | 63.6 | 68.3 | ||
| 0.7 | 50 | 75 | 58.3 ± 1.5 a,b | 55.3 | 57.2 | 62.5 | |
| 60 | 44 | 59.4 ± 0.7 e,f | 60.2 | 64.5 | 66.9 | ||
| 70 | 36 | 65.2 ± 0.3 c | 64.9 | 65.8 | 67.7 | ||
| Reference | 59.8 ± 0.9 a | ||||||
| Type of Coagulating Material | Velocity (m/s) | Order of the Reaction Rate Constant | |||||
|---|---|---|---|---|---|---|---|
| Zero | First | Second | |||||
| A (h−1) | E (J/mol) | A (h−1) | E (J/mol) | A (h−1) | E (J/mol) | ||
| PR wood vinegar | 0.3 | 18.6 × 106 | 46,497.8 | 19.1 × 106 | 45,042.4 | 7.4 × 106 | 44,997.4 |
| 0.5 | 15.9 × 106 | 44,928.9 | 14.2 × 106 | 42,853.8 | 5.7 × 106 | 42,028.6 | |
| 0.7 | 12.7 × 106 | 43,167.8 | 11.3 × 106 | 41,987.4 | 2.8 × 106 | 41,256.9 | |
| Bb wood vinegar | 0.3 | 20.2 × 106 | 48,257.4 | 21.2 × 106 | 46.383.6 | 7.8 × 106 | 45,227.4 |
| 0.5 | 17.6 × 106 | 45,578.6 | 16.1 × 106 | 44,027.8 | 5.2 × 106 | 43,227.8 | |
| 0.7 | 12.5 × 106 | 44,217.4 | 12.5 × 106 | 42,369.6 | 3.5 × 106 | 41,828.6 | |
| CS wood vinegar | 0.3 | 20.6 × 106 | 48,828.6 | 21.3 × 106 | 45,994.7 | 7.1 × 106 | 45,043.1 |
| 0.5 | 18.7 × 106 | 47,307.4 | 15.1 × 106 | 43,854.8 | 4.9 × 106 | 42,895.6 | |
| 0.7 | 11.9 × 106 | 45,267.6 | 11.9 × 106 | 42,778.9 | 2.8 × 106 | 41,774.8 | |
| Acetic acid | 0.3 | 19.5 × 106 | 47,528.6 | 20.4 × 106 | 46,572.4 | 8.3 × 106 | 45,341.8 |
| 0.5 | 16.7 × 106 | 45,347.4 | 15.5 × 106 | 43,712.9 | 5.9 × 106 | 42,879.8 | |
| 0.7 | 13.8 × 106 | 43,978.8 | 12.6 × 106 | 42,225.6 | 3.3 × 106 | 41,936.7 | |
| Type of Coagulating Material | The Fungus Growth after Storage for Approximately Six Months |
|---|---|
| PR wood vinegar | No |
| Bb wood vinegar | No |
| CS wood vinegar | No |
| Acetic acid | Yes (3–6 month) |
| Reference | Yes (3–6 month) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalasee, W.; Dangwilailux, P. Effect of Wood Vinegar Substitutes on Acetic Acid for Coagulating Natural Para Rubber Sheets during the Drying Process. Appl. Sci. 2021, 11, 7891. https://doi.org/10.3390/app11177891
Kalasee W, Dangwilailux P. Effect of Wood Vinegar Substitutes on Acetic Acid for Coagulating Natural Para Rubber Sheets during the Drying Process. Applied Sciences. 2021; 11(17):7891. https://doi.org/10.3390/app11177891
Chicago/Turabian StyleKalasee, Wachara, and Panya Dangwilailux. 2021. "Effect of Wood Vinegar Substitutes on Acetic Acid for Coagulating Natural Para Rubber Sheets during the Drying Process" Applied Sciences 11, no. 17: 7891. https://doi.org/10.3390/app11177891
APA StyleKalasee, W., & Dangwilailux, P. (2021). Effect of Wood Vinegar Substitutes on Acetic Acid for Coagulating Natural Para Rubber Sheets during the Drying Process. Applied Sciences, 11(17), 7891. https://doi.org/10.3390/app11177891