1. Introduction
Spinning forming technology has the advantages of high product precision, excellent performance, high material utilization, small tonnage of equipment required and high process flexibility. It is an effective way to process thin-walled rotating parts [
1,
2]. Thin-walled parts are complex rotating parts with thin walls and large diameters, widely used as aircraft engine casings. They usually work under long-term high temperature, high pressure and alternating loads. It is made up of a superalloy, which is difficult to form and control [
3,
4]. Studies aimed at the manufacturing of quality thin-walled parts are therefore a matter of pressing concern.
To effectively control the precise forming of thin-walled rotating parts and meet the needs of a rapidly advancing aerospace industry, scholars worldwide have conducted multifaceted studies. Jahazi et al. [
5] studied the influences of flow-forming parameters and the state of the microstructure on the microcracks, a wave-like surface, bore and mechanical properties of D6ac steel. Xia et al. [
6,
7] combined finite element simulation and experiments to analyze the microstructure evolution of Ni-based superalloy cylindrical parts during spinning, and further power spinning on cylindrical parts with an ultrafine-grained structure was obtained. It creates stronger parts of better quality. Li et al. [
8] proposed a mathematical model of the conchoid roller path, using a combination of macro and micro methods to study the crack mechanism of the cylindrical part spinning process. Essa et al. [
9,
10] studied the influence of single and dual pass conventional spinning on forming load and thickness strain by a numerical analysis method, and optimized the process parameters by a statistical analysis method to improve roughness. Song et al. [
11] investigated the diameter growth in forward flow forming processes through FEM and experiments and suggested an empirical function to describe the diameter growth of flow forming parts, which can be used as a prediction tool for size control in flow forming process. Kuss et al. [
12] studied a special process of flow spinning, namely ball spinning expansion process, and provided an analytical calculation method for a ball spinning expansion process, which can be used to predict the forming force and stress state. Xu et al. [
13] analyzed the deformation characteristics and spinning force in the tube spinning process under different roller distributions, and newly proposed a stagger spinning with three rollers with a non-uniform distribution to achieve the balance of mandrel. Wang et al. [
14] studied the dimensional accuracy and residual stress of a thin-walled superalloy tube during backward flow forming and analyzed the distribution of the strain vector along the thickness of the spun part and its influence on fracture occurrence. Fazeli et al. [
15] studied the influence of the main spinning parameters on the surface roughness of 2024 aluminum spun tubes using an experimental design. It was concluded that there is a deeper percentage of thickness reduction with thicker preform thickness, slower feed rate of rollers and mandrel rotational speed and higher solution treatment time and aging treatment time are conducive towards obtaining a smoother surface.
Wang et al. [
16,
17] studied the effects of roller path profiles and multi-pass spinning on the wall thickness variation and tool forces of parts in a conventional metal. It was found that the concave path yielded the highest tool force, the blank thickness decreased each time, and there was almost no change in thickness during the backward process. Rentsch et al. [
18] used different FEM models to scrutinize the deformation mechanism and geometric characteristics of workpieces under multi-pass sheet metal spinning. Gan et al. [
19] developed a finite element model with parameterized conventional spinning roller paths based on quadratic Bezier curves, to explore the evolution of stress, strain and thinning of aluminum hemispherical parts during the backward processes. Based upon the findings, the application of the backward pass can significantly improve the uniformity of wall thickness, providing a reference for reverse path design. Zhang et al. [
20] studied the power spinning forming of a transverse inner rib of a curved generatrix part and obtained the optimized forming process window to obtain high-quality inner ribs through a regression analysis. Watson et al. [
21,
22] and Chen et al. [
23] analyzed the wrinkling failure of conventional spinning by the Box–Behnken design and other methods. It was concluded that the roller feed and feed ratio have the most substantial effect on the wrinkling failure, and that high compressive tangential stresses in the local forming Zone cause wrinkling failure. The smaller feed ratio and hardening exponent, thicker sheet blank and greater relative sheet blank radius help increase the formability. Mohebbi et al. [
24] studied the effects of temperature, initial conditions and roller path on hot spinnability of the AZ31 alloy. FEM simulations in combination with Oyan’s ductile fracture criterion were employed to comprehend the deformation conditions and their influence on the spinnability.
From the above investigations, it can be inferred that the existing studies mainly focus on the wrinkling failure and stress–strain of conventional spinning, as well as the microstructure evolution, surface roughness, thickness and other forming quality features of cylindrical parts during power spinning. However, no studies have been conducted on the surface straightness of conical parts during power spinning, especially for conical parts with variable-section. Therefore, this paper uses GH4169 superalloy as the material to establish a finite element model for the hot power spinning of conical thin-walled parts with variable-sections. Through a single-factor and orthogonal experimental design, the effects of process parameters on the surface straightness of the workpiece were studied, and a variance analysis was performed to yield the optimal process parameter combination, providing a reference for the precise forming of the hot power spinning of conical parts with variable-sections.
5. Conclusions
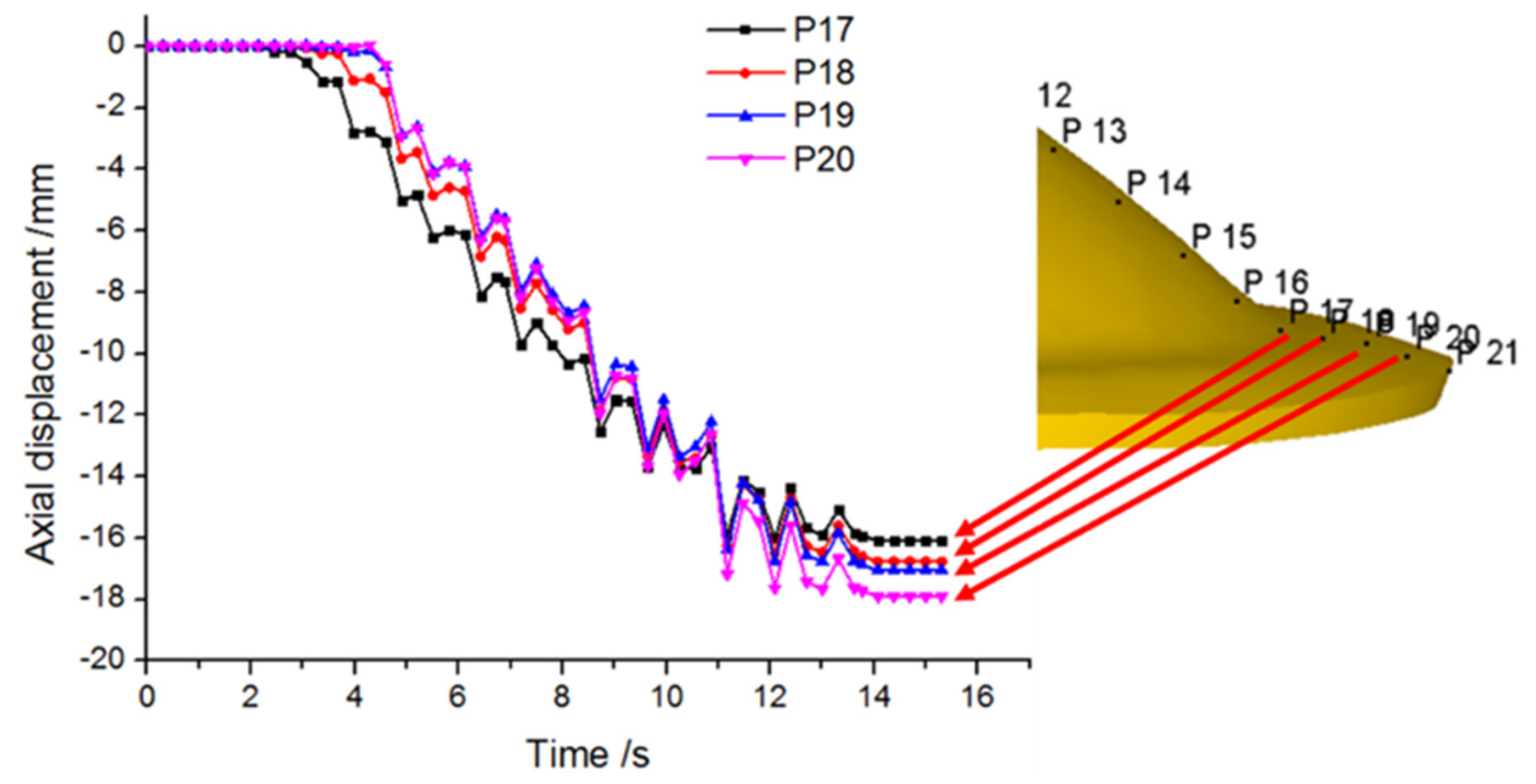
The analysis of material flow law of variable-section conical spun parts proves that the metal does not move axially in the flat top area of the workpiece, and the axial displacement in the transition fillet area of the small end of the cone is small. Moreover, the metal axial displacement in the cone area is large, and the axial displacement rate is identical to the roller feed ratio. At the end of forming, the metal in each region of the workpiece does not exhibit plastic flow, and the axial position remains unaltered.
The straightness of cone surface increases with the increase of roller rotation rate, but decreases with the increase of feed ratio. With the increase of spinning temperature, the straightness of the cone surface first increases and then decreases. In the process-parameters studied, the spinning temperature has the greatest influence on the surface straightness, followed by the roller nose radius and the mandrel rotation rate. The feed ratio has the least influence on the surface straightness.
In this study, the optimal combination of process parameters is a spinning temperature of 1000 ℃, a roller nose radius of 4 mm, a mandrel speed at 300 r/min and a roller feed ratio of 0.3 mm/r. Under the optimal combination of process parameters, the tolerance between finite element simulation and experimental results is less than 5%, which demonstrates the reliability of the finite element simulation results. The combination of finite element simulation and statistical analysis can substantially improve the forming quality of variable-section conical spun parts.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}