
An Optimization Tool for Production Planning: A Case Study in a Textile Industry

 ,
, 
Abstract
:1. Introduction
2. Background
2.1. Simulation and Optimization in Textile Industry
2.2. Industry Digitalization
3. Case Study
3.1. Formulating the Problem and Study Plan
3.2. Data Collection and Model Definition
3.3. Development of the Simulation Model
3.4. Model Verification and Validation
3.5. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vezzetti, E.; Alemanni, M.; Macheda, J. Supporting product development in the textile industry through the use of a product lifecycle management approach: A preliminary set of guidelines. Int. J. Adv. Manuf. Technol. 2015, 79, 1493–1504. [Google Scholar] [CrossRef] [Green Version]
- Junior, M.V., Jr.; Lucato, W.C.; Vanalle, R.M.; Jagoda, K. Effective management of international technology transfer projects. J. Manuf. Technol. Manag. 2014, 25, 69–99. [Google Scholar] [CrossRef]
- Oesterreich, T.D.; Teuteberg, F. Understanding the implications of digitisation and automation in the context of Industry 4.0: A triangulation approach and elements of a research agenda for the construction industry. Comput. Ind. 2016, 83, 121–139. [Google Scholar] [CrossRef]
- Sakurada, N.; Miyake, D.I. Aplicação de simuladores de eventos discretos no processo de modelagem de sistemas de operações de serviços. Gestão Prod. 2009, 16, 25–43. [Google Scholar] [CrossRef] [Green Version]
- Monch, L. Simulation-based assessment of order release strategies for a distributed shifting bottleneck heuristic. In Proceedings of the Winter Simulation Conference, Orlando, FL, USA, 4–7 December 2005; pp. 2186–2193. [Google Scholar]
- Gujarathi, N.S.; Ogale, R.M.; Gupta, T. Production capacity analysis of a shock absorber assembly line using simulation. In Proceedings of the Winter Simulation Conference, Washington, DC, USA, 5–8 December 2004; pp. 1213–1217. [Google Scholar]
- Chwif, L.; Medina, A.C. Modelagem e Simulação de Eventos Discretos: Teoria & Aplicações; Elsevier: Rio de Janeiro, Brazil, 2015. [Google Scholar]
- Pidd, M. Computer Simulation in Management Science; John Wiley & Sons: New York, NY, USA, 1998. [Google Scholar]
- Law, M.A.; Kelton, W.D. Simulation Modeling and Analysis; McFraw-Hill: New York, NY, USA, 1991. [Google Scholar]
- Di Gironimo, G.; Lanzotti, A.; Peluso, F.; Renno, F. Virtual production planning of a high-speed train using a discrete event simulation based approach. Int. J. Interact. Des. Manuf. 2013, 9, 65–75. [Google Scholar] [CrossRef]
- Barbosa, G.L.L.; Ordóñez, R.E.C.; Anholon, R.; Sanchez, M.A. A manufacturing bottleneck case study trough the theory of constraints and computational simulation of the proposed bottleneck solution. Braz. J. Oper. Prod. Manag. 2018, 15, 54–67. [Google Scholar] [CrossRef] [Green Version]
- Frazzon, E.M.; Albrecht, A.; Hurtado, P.A. Simulation-based optimization for the integrated scheduling of production and logistic systems. IFAC-PapersOnLine 2016, 49, 1050–1055. [Google Scholar] [CrossRef]
- Haraszkó, C.; Németh, I. DES Configurators for rapid virtual prototyping and optimisation of manufacturing systems. Period. Polytech. Mech. Eng. 2015, 59, 143–152. [Google Scholar] [CrossRef] [Green Version]
- Rangel, C.D.L.; de Assis Rangel, J.J.; Shimoda, E.; Nascimento, J.R.D. Discrete-Event Simulation Models for Didatic Support. Braz. J. Oper. Prod. Manag. 2016, 13, 300–318. [Google Scholar] [CrossRef] [Green Version]
- Volling, T.; Spengler, T. Modeling and simulation of order-driven planning policies in build-to-order automobile production. Int. J. Prod. Econ. 2011, 131, 183–193. [Google Scholar] [CrossRef]
- Sharda, B.; Akiya, N. Selecting make-to-stock and postponement policies for different products in a chemical plant: A case study using discrete event simulation. Int. J. Prod. Econ. 2012, 136, 161–171. [Google Scholar] [CrossRef]
- Rashidi, Z. Evaluation and Ranking of Discrete Simulation Tools. J. Electr. Comput. Eng. Innov. 2016, 4, 69–84. [Google Scholar]
- Dias, L.M.S.; Vieira, A.A.C.; Pereira, G.A.B.; Oliveira, J.A. Discrete simulation software ranking—A top list of the worldwide most popular and used tools. In Proceedings of the 2016 Winter simulation Conference, Arlington, VA, USA, 11–14 December 2016. [Google Scholar]
- Karacapilidis, N.I.; Pappis, C.P. Production planning and control in textile industry: A case study. Comput. Ind. 1996, 30, 127–144. [Google Scholar] [CrossRef]
- Chen, G.; Harlock, S. A computer simulation based scheduler for woven fabric production. Text. Res. J. 1999, 69, 431–439. [Google Scholar] [CrossRef]
- Khan, M.R.; Harlock, S.; Leaf, G. Computer simulation of production system for woven fabric manufacture. Comput. Ind. Eng. 1999, 37, 745–756. [Google Scholar] [CrossRef]
- Wang, C.-N.; Cheng, Z.-H.; Phan, N.K.P.; Nguyen, V.T. Scheduling Optimization modelling: A case study of a woven label manufacturing company. Comput. Syst. Sci. Eng. 2021, 38, 239–249. [Google Scholar] [CrossRef]
- Jung, W.-K.; Kim, H.; Park, Y.-C.; Lee, J.-W.; Suh, E.S. Real-time data-driven discrete-event simulation for garment production lines. Prod. Plan. Control. 2020, 1–12. [Google Scholar] [CrossRef]
- Sime, H.; Jana, P.; Panghal, D. Feasibility of using simulation technique for line balancing in apparel industry. Procedia Manuf. 2019, 30, 300–307. [Google Scholar] [CrossRef]
- He, W.; Meng, S.; Wang, J.; Wang, L.; Pan, R.; Gao, W. Weaving scheduling based on an improved ant colony algorithm. Text. Res. J. 2021, 91, 543–554. [Google Scholar] [CrossRef]
- Peralta, R.C.; Forghani, A.; Fayad, H. Multiobjective genetic algorithm conjunctive use optimization for production, cost and energy with dynamic return flow. J. Hydrol. 2014, 511, 776–785. [Google Scholar] [CrossRef]
- Wen, H.; Hou, S.; Liu, Z.; Liu, Y. An optimization algorithm for integrated remanufacturing production planning and scheduling system. Chaos Solitons Fractals 2017, 105, 69–76. [Google Scholar] [CrossRef]
- Deb, K.; Goldberg, D.E. An investigation of niche and species formation in genetic function optimization. In Proceedings of the 3th International Conference on Genetic Algorithm, San Francisco, CA, USA, 18–22 July 1989; pp. 42–50. [Google Scholar]
- Shukla, N.; Tiwari, M.; Ceglarek, D. Genetic-algorithms-based algorithm portfolio for inventory routing problem with stochastic demand. Int. J. Prod. Res. 2013, 51, 118–137. [Google Scholar] [CrossRef]
- Isaksson, A.J.; Harjunkoski, I.; Sand, G. The impact of digitalization on the future of control and operations. Comput. Chem. Eng. 2018, 114, 122–129. [Google Scholar] [CrossRef] [Green Version]
- Biahmou, A.; Emmer, C.; Pfouga, A.; Stjepandic, J. Digital Master as an Enabler for Industry 4.0. Transdiscipl. Eng. Crossing Bound. 2016, 672–681. [Google Scholar] [CrossRef]
- Uhlemann, T.H.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical Production System for Industry 4.0. In Proceedings of the 24th CIRP Conference on Life Cicle Engineering, Kamakura, Japan, 8–10 March 2017. [Google Scholar]
- Chen, B.; Wan, J.; Shu, L.; Li, P.; Mukherjee, M.; Yin, B. Smart Factory of Industry 4.0: Key Technologies. Application Case, and Challenges. IEEE Access 2018, 6, 6505–6519. [Google Scholar] [CrossRef]
- Schluse, M.; Priggemeyer, M.; Atorf, L.; Rossmann, J. Experimentable Digital Twins—Streamlining Simulation-based Systems Engineering for Industry 4.0. IEEE Trans. Ind. Inform. 2018, 14, 1722–1731. [Google Scholar] [CrossRef]
- Zhou, J.; Yao, X.; Zhang, J. Big Data in Wisdom Manufacturing for Industry 4.0. In Proceedings of the 5th International Conference on Enterprise Systems, Beijing, China, 22–24 September 2017. [Google Scholar]
- Efendioglu, N.; Woitsch, R. A Modelling Method for Digital Service Design and Intellectual Property Management Towards Industry 4.0: CAxMan Case. ICServ 2017. In Proceedings of the International Conference on Serviceology, Vienna, Austria, 12–14 July 2017; pp. 153–163. [Google Scholar]
- Vachálek, J.; Bartalský, L.; Rovný, O.; Sismisova, D.; Morháč, M.; Lokšík, M. The Digital Twin of an Industrial Production Line Within the Industry 4.0 Concept. In Proceedings of the 21st International Conference on Process Control, Štrbské Pleso, Slovakia, 6–9 June 2017. [Google Scholar]
- Simonis, K.; Gloy, Y.-S.; Gries, T. Industrie 4.0—Automation in weft knitting technology. In Proceedings of the 48th Conference of the International Federation of Kinitting Technologists, Moenchengladbach, Germany, 8–11 June 2016. [Google Scholar]
- Kagermann, H.; Wahlster, W.; Helbig, J. Recommendations for Implementing the Strategic Initiative Industrie 4.0. Forschungsunion, Acatech: Frankfurt, Germany, 2013. [Google Scholar]
- Lee, J.; Bagheri, B.; Kao, H.-A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar]
- Ferro, R.; Ordóñez, R.E.C.; Anholon, R. Analysis of the integration between operations management manufacturing tools with discrete event simulation. Prod. Eng. 2017, 11, 467–476. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Flow of Activities | Description of Activities |
|---|---|
| Problem formulation and study plan | Mapping of industry characteristics; definition and analysis of the central problem of the project; definition of desired results, and mapping of problem variables. |
| Data collection and model definition | Collection of processing data; collection of product characteristics; collection of product storage and distribution characteristics, and definition of the modeling logic. |
| Conceptual model validation | Conceptual validation face-to-face and conceptual validation by sensitivity analysis. |
| Model development and verification | Construction of the simulation model. |
| Model validation | Operational validation and definition of the confidence interval. |
| Design experiments and make production runs | Definition of optimization techniques; insert the data for the use of the Genetic algorithm tool, and run the model. |
| Analyze output data | Analysis of output data and choice of the best scenario. |
| Document, present and implement results | Observation and analysis of results implemented. |
| Jul/16 | Aug/16 | Sep/16 | Oct/16 | Nov/16 | Dec/16 | Jan/17 | Feb/17 | Mar/17 | Apr/17 | May/17 | Jun/17 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Weaving 1 | PV | 1435 | 1802 | 2539 | 1833 | 2538 | 1311 | 4331 | 3843 | 3279 | 1593 | 3456 | 2332 |
| Cotton | 0 | 0 | 0 | 203 | 261 | 835 | 0 | 52 | 961 | 0 | 370 | 676 | |
| Soft | 139 | 910 | 380 | 0 | 0 | 171 | 0 | 626 | 0 | 0 | 279 | 188 | |
| Weaving 2 | PV | 661 | 1802 | 261 | 1488 | 427 | 842 | 2997 | 606 | 2954 | 80 | 1447 | 699 |
| Cotton | 0 | 773 | 0 | 0 | 830 | 0 | 0 | 209 | 0 | 0 | 701 | 952 | |
| Soft | 0 | 0 | 546 | 0 | 616 | 243 | 0 | 1501 | 0 | 1023 | 386 | 501 | |
| Piquet | 0 | 40 | 271 | 0 | 338 | 433 | 895 | 1958 | 0 | 507 | 326 | 150 | |
| Cloth | 1417 | 285 | 1371 | 142 | 393 | 923 | 641 | 100 | 1303 | 291 | 703 | 255 | |
| Weaving 3 | Rib_PV | 101 | 71 | 112 | 95 | 128 | 12 | 136 | 71 | 150 | 124 | 321 | 0 |
| Rib_Cot | 0 | 0 | 0 | 0 | 0 | 24 | 0 | 106 | 0 | 22 | 0 | 0 | |
| Processing Time per Coil (Sec.) | Setup Time per Coil (Sec.) | Scrap Percentage (%) | Inspection Time per Coil (Sec.) | ||
|---|---|---|---|---|---|
| PV | Weaving 1 | 3330 | 120 | 3.1% | 60 |
| Weaving 2 | 3610 | 150 | 4.8% | 60 | |
| Cotton | Weaving 1 | 4040 | 120 | 5.5% | 120 |
| Weaving 2 | 4140 | 180 | 5.2% | 60 | |
| Soft | Weaving 1 | 2860 | 60 | 2.5% | 150 |
| Weaving 2 | 2610 | 60 | 3.0% | 150 | |
| Piquet | Weaving 2 | 3360 | 150 | 6.1% | 60 |
| Cloth | Weaving 2 | 5300 | 60 | 7.2% | 240 |
| Rib_PV | Weaving 3 | 9300 | 300 | 3.2% | 600 |
| Rib_Cot | Weaving 3 | 9900 | 300 | 3.5% | 600 |
| PV | Cotton | Soft | Piquet | Cloth | Rib_PV | Rib_Cot | - | |
|---|---|---|---|---|---|---|---|---|
| - | 20:00.0000 | 20:00.0000 | 20:00.0000 | 20:00.0000 | 20:00.0000 | 20:00.0000 | 20:00.0000 | 0.0000 |
| PV | 0.0000 | 1:00:00.0000 | 1:00:00.0000 | 2:00:00.0000 | 3:00:00.0000 | 0.0000 | 0.0000 | 5:56:00.0000 |
| Cotton | 1:00:00.0000 | 0.0000 | 1:00:00.0000 | 2:00:00.0000 | 3:00:00.0000 | 0.0000 | 0.0000 | 4:00:00.0000 |
| Soft | 1:00:00.0000 | 1:00:00.0000 | 0.0000 | 2:00:00.0000 | 3:00:00.0000 | 0.0000 | 0.0000 | 0.0000 |
| Piquet | 2:00:00.0000 | 2:00:00.0000 | 2:00:00.0000 | 0.0000 | 3:00:00.0000 | 0.0000 | 0.0000 | 3:00:00.0000 |
| Cloth | 3:00:00.0000 | 3:00:00.0000 | 3:00:00.0000 | 3:00:00.0000 | 0.0000 | 0.0000 | 0.0000 | 0.0000 |
| Rib_PV | 0.0000 | 0.0000 | 0.0000 | 0.0000 | 0.0000 | 0.0000 | 1:00:00.0000 | 50:00.0000 |
| Rib_Cot | 0.0000 | 0.0000 | 0.0000 | 0.0000 | 0.0000 | 1:00:00.0000 | 0.0000 | 25:00.0000 |
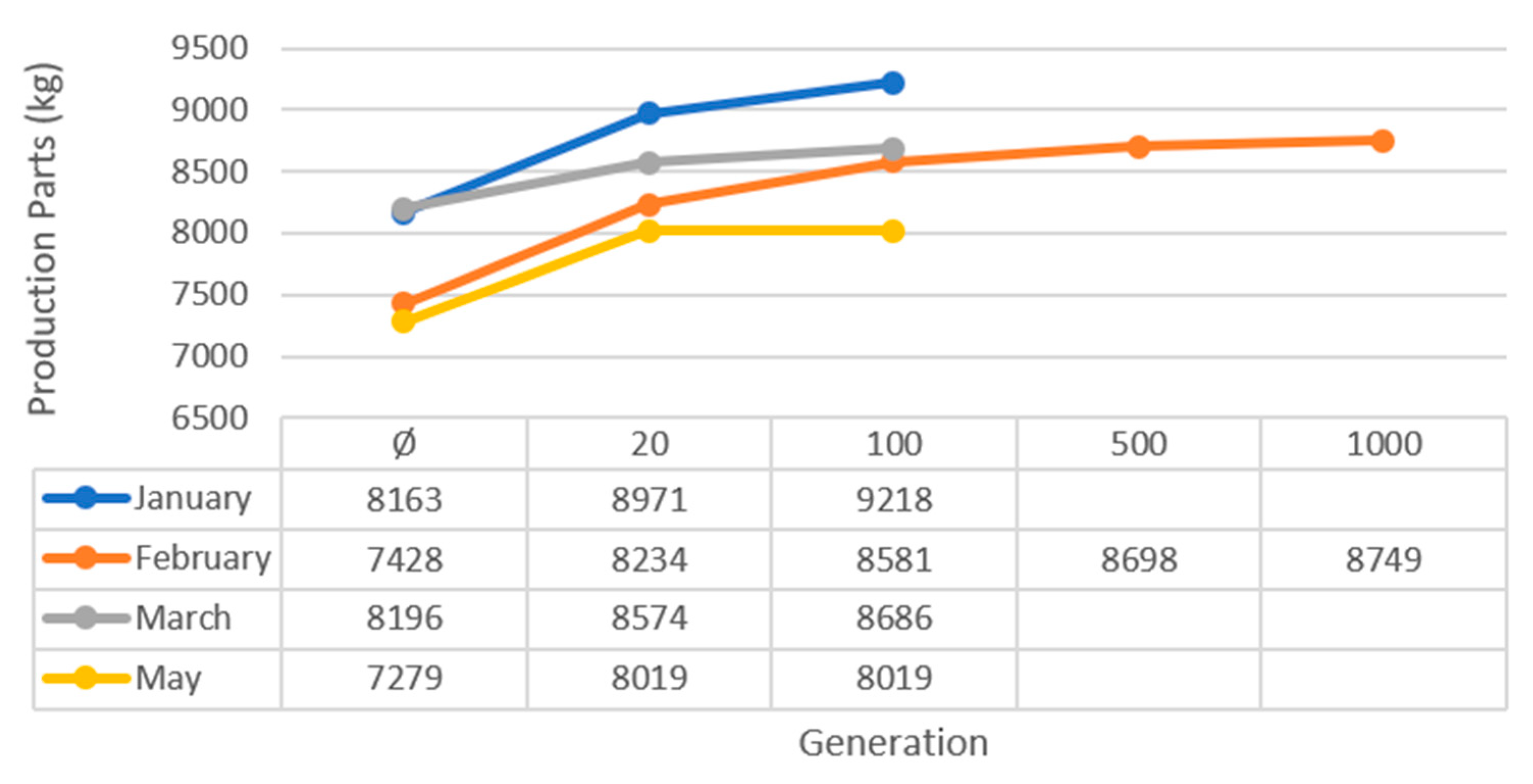
| January | February | March | May | |
|---|---|---|---|---|
| Exp.1 | 8163 | 7428 | 8196 | 7279 |
| Exp.2 | 8509 | 7972 | 8377 | 7296 |
| Exp.3 | 8476 | 7873 | 8410 | 7411 |
| Exp.4 | 8509 | 7971 | 8361 | 7262 |
| Exp.5 | 8575 | 8134 | 8361 | 7345 |
| Exp.6 | 8493 | 8166 | 8361 | 7295 |
| Exp.7 | 8526 | 8117 | 8410 | 7443 |
| Exp.8 | 8690 | 8134 | 8312 | 7377 |
| Exp.9 | 8410 | 8003 | 8427 | 7328 |
| Exp.10 | 8575 | 8166 | 8443 | 7460 |
| Exp.11 | 8295 | 7873 | 8410 | 7394 |
| Exp.12 | 8378 | 7857 | 8295 | 7246 |
| Exp.13 | 8427 | 8021 | 8377 | 7394 |
| Exp.14 | 8674 | 8263 | 8427 | 7476 |
| Exp.15 | 8427 | 8198 | 8410 | 7328 |
| Exp.16 | 8592 | 8086 | 8443 | 7493 |
| Exp.17 | 8542 | 8118 | 8460 | 7476 |
| Exp.18 | 8509 | 7971 | 8460 | 7427 |
| Exp.19 | 8509 | 8118 | 8328 | 7229 |
| Exp.20 | 8394 | 8182 | 8410 | 7329 |
| Average | 8483.65 | 8032.55 | 8383.9 | 7364.4 |
| Standard Deviation | 122.39 | 183.97 | 64.42 | 82.29 |
| Minimum Value | 8163 | 7428 | 8196 | 7229 |
| Maximum Value | 8690 | 8263 | 8460 | 7493 |
| JANUARY | |||
|---|---|---|---|
| Start Production MIX | Number | Optimized Production MIX | Number |
| .MUs.PV | 10 | .MUs.PV | 10 |
| .MUs.PV | 10 | .MUs.PV | 10 |
| .MUs.Piquet | 5 | .MUs.PV | 10 |
| .MUs.Cloth | 5 | .MUs.PV | 10 |
| .MUs.PV | 10 | .MUs.PV | 10 |
| .MUs.PV | 10 | .MUs.PV | 10 |
| .MUs.PV | 10 | .MUs.PV | 10 |
| .MUs.Rib_PV | 3 | .MUs.PV | 10 |
| .MUs.Piquet | 5 | .MUs. Piquet | 10 |
| .MUs.Piquet | 5 | .MUs.Piquet | 10 |
| .MUs.Piquet | 5 | .MUs.Cloth | 5 |
| .MUs.PV | 10 | .MUs.Cloth | 5 |
| Planned Production Qty (kg) | Before Optimization | After Optimization | |||
|---|---|---|---|---|---|
| Production in Scheduled Working (kg) | Overtime (Hours) | Production in Scheduled Working (kg) | Overtime (Hours) | ||
| January | 9000 | 8163 | 77 | 9218 | 0 |
| February | 9000 | 7428 | 91 | 8749 | 15 |
| March | 8500 | 8196 | 14 | 8686 | 0 |
| May | 8000 | 7279 | 21 | 8019 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferro, R.; Cordeiro, G.A.; Ordóñez, R.E.C.; Beydoun, G.; Shukla, N. An Optimization Tool for Production Planning: A Case Study in a Textile Industry. Appl. Sci. 2021, 11, 8312. https://doi.org/10.3390/app11188312
Ferro R, Cordeiro GA, Ordóñez REC, Beydoun G, Shukla N. An Optimization Tool for Production Planning: A Case Study in a Textile Industry. Applied Sciences. 2021; 11(18):8312. https://doi.org/10.3390/app11188312
Chicago/Turabian StyleFerro, Rodrigo, Gabrielly A. Cordeiro, Robert E. C. Ordóñez, Ghassan Beydoun, and Nagesh Shukla. 2021. "An Optimization Tool for Production Planning: A Case Study in a Textile Industry" Applied Sciences 11, no. 18: 8312. https://doi.org/10.3390/app11188312
APA StyleFerro, R., Cordeiro, G. A., Ordóñez, R. E. C., Beydoun, G., & Shukla, N. (2021). An Optimization Tool for Production Planning: A Case Study in a Textile Industry. Applied Sciences, 11(18), 8312. https://doi.org/10.3390/app11188312