1. Introduction
Improving the wear resistance of tool steels is a pressing requirement. Better wear resistance means longer tool lifetime, which directly influences the production rate and ultimately the price of the manufactured products. Thus, high productivity requires tool steels with long lifetime and high performance. The required properties of tool steels are high strength at elevated temperatures, high impact strength, hot wear resistance, good toughness, and good hardenability. Despite high strength tool steels having good hot working capabilities, at elevated temperatures during the manufacturing process they suffer from surface oxidation, decarbonization, chemical interactions between oxides, tribological contacts as well as thermal and mechanical loads [
1,
2,
3]. High strength tool steels, such as 1.2344 (X40CrMoV5-1), are widely used in hot-working processes (above 200°C). Most commonly, this tool steel is used in the process of developing casting tools for light metal alloys for the automotive industry. To ensure consistent production quality at high volume productions, the surface roughness and wear properties of such tools need to be superior. Surface modification is commonly used to improve the wear resistance of tool steels. Tool steel 1.2344 was selected for this study because it fulfils the requirement of good hardenability at high temperatures before the surface modification.
Common industrial processes to improve the wear resistance and the mechanical properties of the surface of tool steels are nitridation, surface hardening, laser surface treatment and surface coating [
4]. Different research groups have shown the improvement possibilities of lifetime and performance of hot work tools by applying surface treatment processes, such as plasma nitriding, PVD coating or a combination of both treatments [
5,
6,
7,
8]. During plasma nitridation, a nitride layer is formed on the surface of the used metal, which significantly improves the hardness of the surface [
9]. PVD is used to develop layers of CrN, TiN, CrAlN or TiAlN depending on the chemical composition of the steel to improve surface hardness [
10]. The improvement of PVD technology allows the development of multi-layer systems and the surface modification after nitridation [
11].
Coated and heat-treated surface characterization was published by a different research group [
12,
13,
14,
15]. The improvement of wear resistance can be attributed to the combined effects of surface roughness, surface hardness and stiffness. Based on fracture mechanics and crack propagation theories the damaging process usually starts with the failure of the surface. [
16]. The authors found that with increasing surface roughness the fatigue limit of the surface layer declines. The literature discusses multiple methods to modify surface characteristic of different materials, however all the methods and characterization methodology are specially optimized to produce suitable results [
17,
18,
19]. Further studies investigate the improvement possibilities of wear resistance of tool steel. These studies clearly indicate that surface toughness by itself does not provide a definite indication of wear resistance. Furthermore, to obtain the desired wear properties several layers are required with different stiffness and elasticity [
20,
21,
22].
TiN monolayer deposited by PVD has inferior mechanical and wear properties compared to TiN/Ti or TiN/TiCN multilayers [
23,
24]. The monolayers are more brittle than the multilayer systems and the damaging process starts sooner [
24]. Thus, the development of a multilayer system by PVD to improve wear resistance is more advantageous. Tribological property investigation of TiAlN, CrAlN, Al
2O
3, SiC and B
4C PVD coatings have shown that the performance of the treated tools depends on several parameters such as substrate chemical composition and microstructure, substrate mechanical properties, deposition method and chemical composition of the deposited layer [
25,
26,
27,
28,
29,
30,
31,
32,
33,
34]. The friction and wear properties can be enhanced by the deposition of TiN, TiAlN, AlTiN and CrAlN layers by PVD [
28]. The other way to increase the performance of tool steel is nanolayer technology and duplex coating treatments [
29]. The duplex PVD process is also a suitable technology to create high strength surface layers [
30,
31,
32]. Different layers of the surface as a function of the coating thickness and chemical composition (nano multilayer PVD coating) increase the wear resistance and lifetime of the tools [
33]. Based on the literature review and the material science studies, it can be concluded that increasing the lifetime of tool steels must be a complex treatment and the substrate’s mechanical and chemical properties are extremely important [
34].
This research is an experimental study to investigate the complex heat-treated and surface-treated tool steel tribological properties. Based on the literature review, we hypothesize that a combination of surface layer treatments is needed to increase the wear resistance of high strength tool steels. Thus, heat treatment was combined with nitriding as well as the PVD process. The surfaces were characterized with scanning electron microscopy and a microhardness test, whereas the wear resistance was investigated with the modified ball cratering test.
2. Materials and Methods
2.1. Material
Table 1 shows the chemical composition of 1.2344 (X40CrMoV5-1) tool steel. The hardness of the steel sample was 229 HB. The tested disk-shaped samples had a Ф 15 mm × 3 mm dimension.
2.2. Hardening by Heat-Treating
The heat treatment process was carried out in a vacuum furnace (Schmetz IU 72/1F 2RV 60 × 60 × 40 10bar Cool Plus, IVA Schmetz GmbH, Germany), as shown in
Figure 1. The hardening process involved quenching and tempering three times under N
2 as illustrated by
Figure 2. The samples were heated to 650 °C and kept at this temperature for equalization between the surface and the center of the samples. The second holding time during the heating was at 850 °C. Between 650 °C and the austenitization, the treatment was performed at 10
−2 mbar. The austenitization was carried out at 1030 °C for 10 min, whereas N
2 gas was used as cooling media at 9 bar pressure. The quenching was followed by tempering at 550, 580 and 540 °C, respectively, for 2 hours at each temperature in N
2 at 1.5 bar.
2.3. Plasma Nitriding
To improve the surface hardness, the hardened samples were subsequently subjected to plasma nitridation in two steps. The samples were placed into the plasma nitriding furnace right after heat treatment, where a cleaning cycle was performed. The first step was performed at 480 °C using N-H-PN: H2 a gas mixture of nitrogen, hydrogen and argon at flow rates of 1 l/h, 40 l/h and 5 l/h, respectively, for 2 hrs. The second step was carried out at 520 °C for 24 hrs employing a gas mixture of hydrogen and nitrogen at flow rates of 120 l/h and 40 l/h, respectively. The cooling process at 180 °C was performed under the same atmosphere. The plasma nitridation resulted in a 200 µm thick nitride layer, measured by Vickers microhardness instrument (Bühler 1105).
2.4. Physical Vapor Deposition (PVD)
All test samples were ultrasonically cleaned vigorously in alkaline solution and water-based degreasing soap solution followed by DI water rinsing and oven drying for 30 min at ~80 °C. Samples were loaded into a cathodic arc physical vapor deposition (CA-PVD) vacuum chamber having multiple cathodes. The temperature of the substrates was held at approximately 400 °C inside the vacuum chamber. PVD was employed to prepare a TiN/AlTiN multilayer. The PVD coating was made by Surface Modification Technologies Pvt. Ltd. Vasai, India. After achieving a base vacuum of 8.0 × 10−3 Pa, the samples were etched (in situ cleanings) with Ti ions (60 A current) by applying bias voltage (450 V to 500 V) between the substrate and the chamber. This process was carried out in ultra-high purity argon atmosphere. After that, TiN layer was deposited at 150 V bias for 4 min to improve the adhesion. AlTi (67:33 %) composition cathodes (at 70 A current) were used in ultra-high pure N2 gas to form the aluminum titanium nitride layer. The deposition time was 4 min. By switching the targets, TiN/AlTiN nano-layered coating was deposited. During the deposition process, the bias voltage was kept in a range of 100 V to 150 V at 1.3 Pa chamber pressure.
2.5. Surface Characterization
Surface preparation for testing was grinding and polishing to achieve an Ra = 0.015 ± 0.002 μm surface roughness. The surface roughness of the test samples was investigated by GD120 MarSurf. The microhardness investigation was carried out by a CSM Microindentation Tester (Vickers indenter) at 100 mN. SEM was performed on a Jeol JSM 5310 instrument. In the case of PVD-coated samples, Au coating ensured the increased conductivity during the SEM investigation.
The TiN/AlTiN layer thickness was measured using a Neophot 2 Optical Microscope (Jena, Germany, Carl Zeiss) at 1000x magnification after Nital etching. In order to determine the layer thickness, 15 datapoints were averaged.
2.6. Wear Resistance
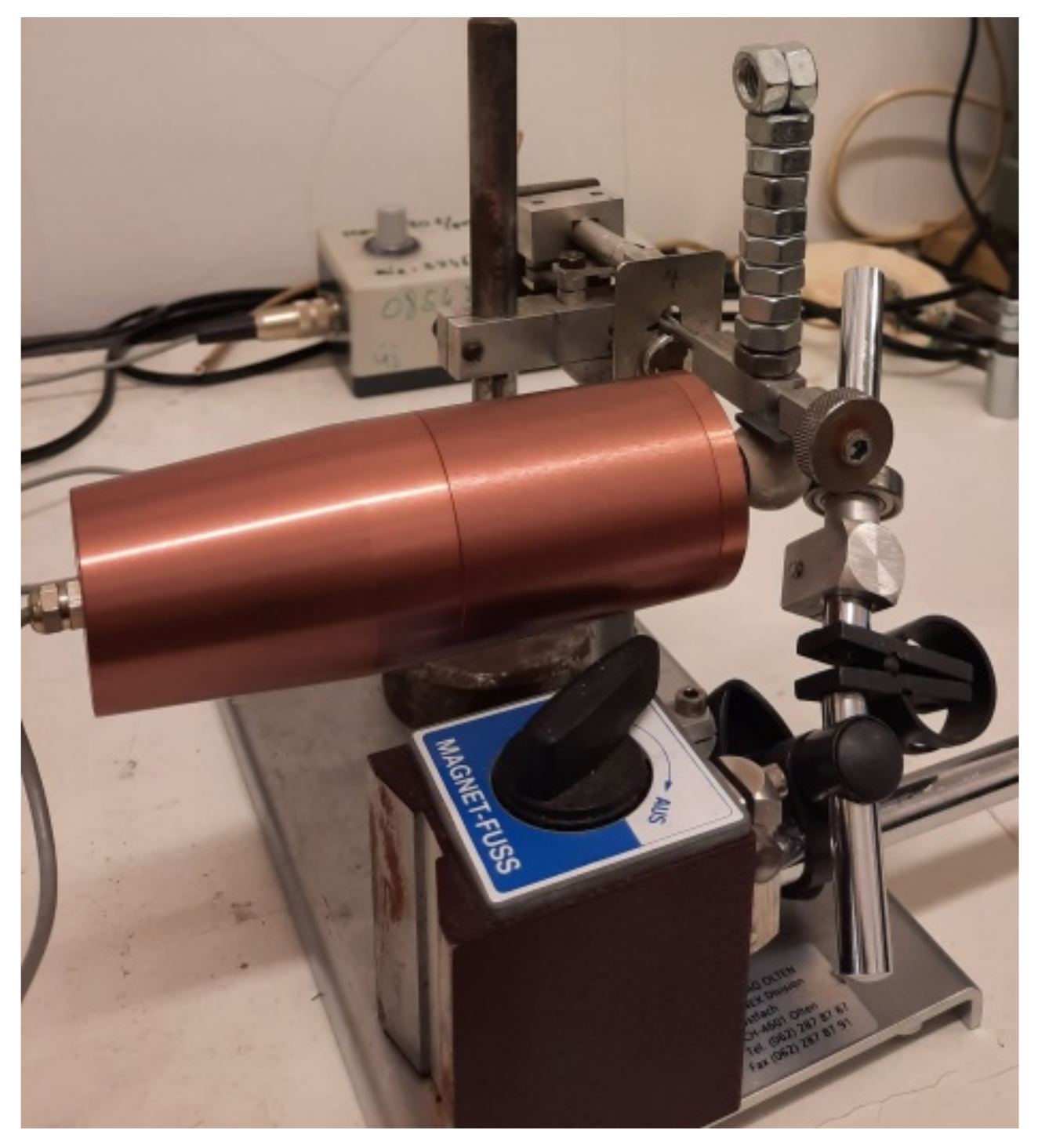
Wear resistance tests were carried out on a modified ball-cratering tribotester (the ball-cratering tribometer was manufactured by Óbuda University Bánki Donát Mechanical and Safety Engineering laboratory in a tribology research project [
35,
36]), shown in
Figure 3. The used load was N
c = 0.86 N and the test time was 5 min. The wear cratering tool was an Al
2O
3 ceramic ball with a radius of R = 10 mm, whereas the rotation speed of the ball was n = 570 rot/min. The wear coefficient was determined using the dimensions of the resulting crater and the test parameters according to Equation (4).
h (mm) is the depth of the wear crater determined by Equation (1), where
R (mm) is the ball radius,
r (mm) is the radius of the wear crater:
The wear volume
Vv (mm
3) was determined by Equation (2):
The test way length (m) was determined by Equation (3), where
n (rot/min) was the speed of the ball,
t (min) was the test time and
R (mm) was the diameter of the ball:
The wear coefficient
K (mm
3/Nm) was determined by Equation (4), where
S (m) was the test way length,
Nc (
N) was the normal load and
V (mm
3) was the lost wear volume:
4. Conclusions
In conclusion, we have successfully prepared surface modified samples with plasma nitriding and PVD methods. The results indicate both methods significantly increase the surface hardness of the sample. Namely, the highest value for surface hardness was obtained when only PVD TiN/AlTiN coating was employed, 2938HV0.01, followed by 2679 HV0.01 when both plasma nitridation and PVD coating was applied. In the case of the elastic modulus, the reverse trend can be observed with 166 GPa for the plasma nitrited and PVD-coated sample and 202 GPa for the PVD-coated sample. Surface roughness was lower, Ra = 0.1895 µm, for the duplex coating in contrast to the PVD coating alone, Ra = 0.23335 µm. The lowest wear coefficients, thus higher wear resistance, were measured when PVD coating was applied. Wear coefficients of K= 1.47 × 10−10 mm3/Nm and K= 8.46 × 10−10 mm3/Nm were measured for PVD/plasma nitrited and PVD coatings, respectively. These values are an order of magnitude lower, than that of plasma nitrited sample. The duplex system shows better wear resistance, which in our case correlates well with the elastic modulus of the tested surfaces, whereas the hardness values and the surface roughness for both PVD-coated samples were similar. Thus, the wear properties of a layer are dependent on the structural and mechanical properties of the previously applied layer. Hardening, plasma nitriding and PVD surface modification in sequence provide surfaces with lower elastic modulus and high toughness resulting in superior wear resistance.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}