Using a Cable-Driven Parallel Robot with Applications in 3D Concrete Printing



Abstract
:1. Introduction
2. Mechanical Structure
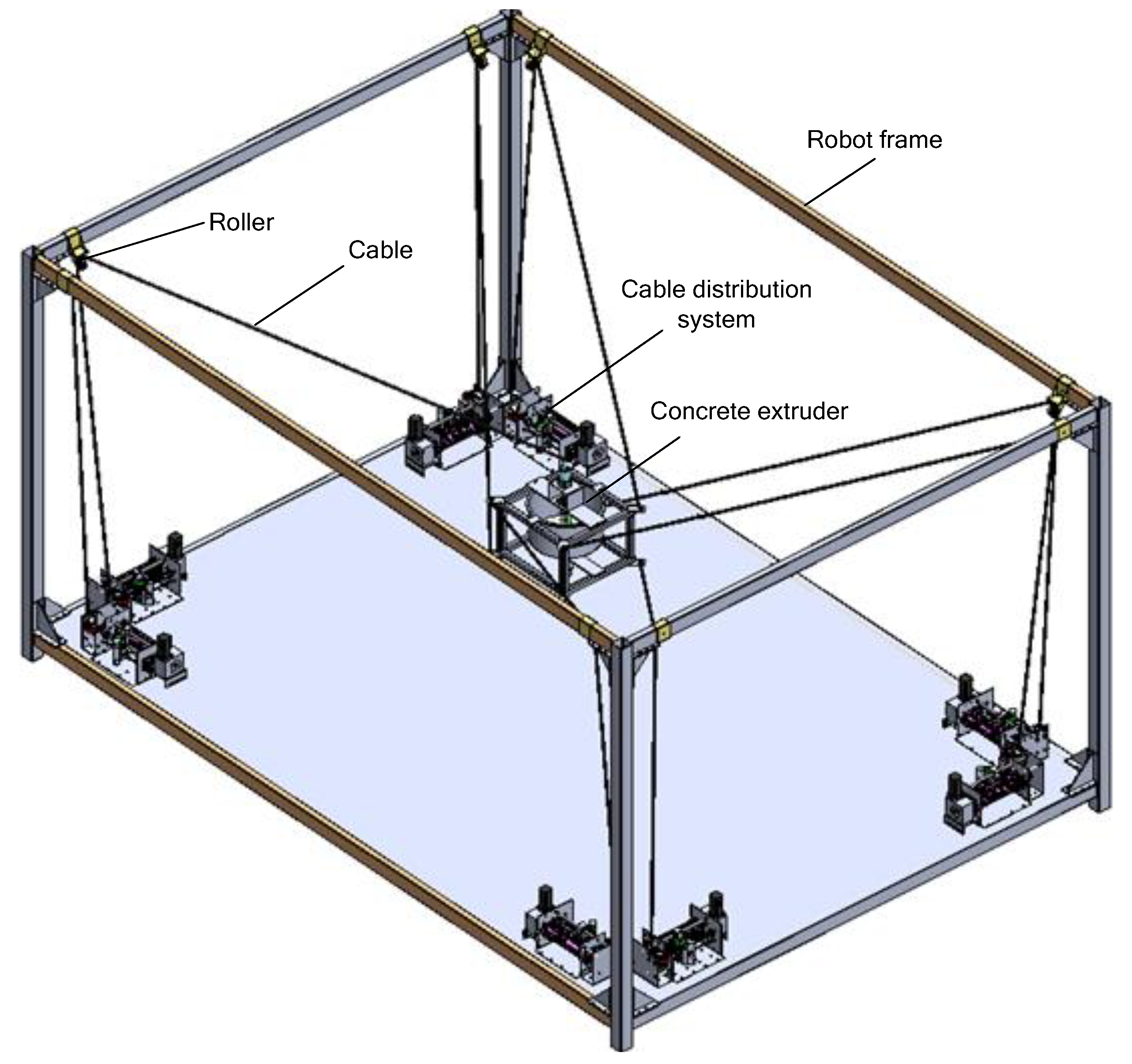
2.1. Architecture of the Model
2.2. Kinematics Problems
3. Analysis of the Workspace of the CDPR
- τ: vector of the cable tensions (m x1);
- AT: Jacobian matrix of the CDPRs (n x m);
- wp: vectors of the external wrenches applied on the center of mass of the mobile platform (n x 1).
4. Dual Simplex Algorithm for the Optimization of Cable Tension, Taking into Account Cable Sagging
4.1. Optimization Cable Tension
- A τ = b; τ ≥ 0 (primal feasibility);
- ATu + r = c; r ≥ 0 (dual feasibility);
- rT τ = 0 (complementary slackness).
4.2. Cable Length Computation with Cable Sagging
5. Mechanical Design
5.1. 3D Printable Material
5.2. Concrete Extruder
5.3. Designed Winch
6. Structure of the Controller
7. Experiments and Discussions
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- American Society for Testing and Materials. ASTM F2792-10 Standard Terminology for Additive Manufacturing Technologies. Available online: https://www.astm.org/DATABASE.CART/HISTORICAL/F2792-10.htm (accessed on 7 January 2021).
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Li, M.; Lim, J.H.; Weng, Y.; Tay, Y.W.D.; Pham, H.; Pham, Q.-C. Large-scale 3D printing by a team of mobile robots. Autom. Constr. 2018, 95, 98–106. [Google Scholar] [CrossRef]
- Izard, J.B.; Dubor, A.; Hervé, P.E.; Cabay, E.; Culla, D.; Rodriguez, M.; Barrado, M. Large-scale 3D printing with cable-driven parallel robots. Constr. Robot. 2017, 1, 69–76. [Google Scholar] [CrossRef]
- Giannakopoulos, S. Pylos, IAAC. 2015. Available online: https://iaac.net/project/pylos/ (accessed on 7 January 2021).
- Gouttefarde, M.; Collard, J.-F.; Riehl, N.; Baradat, C. Geometry Selection of a Redundantly Actuated Cable-Suspended Parallel Robot. IEEE Trans. Robot. 2015, 31, 501–510. [Google Scholar] [CrossRef] [Green Version]
- Qian, S.; Zi, B.; Shang, W.-W.; Xu, Q.-S. A Review on Cable-driven Parallel Robots. Chin. J. Mech. Eng. 2018, 31, 66. [Google Scholar] [CrossRef]
- Tanaka, M.; Seguchi, Y.; Shimada, S. Kineto-statics of skycam-type wire transport system. In Proceedings of the USA-Japan Symposium on Flexible Automation: Crossing Bridges—Advances in Flexible Automation and Robotics; American Society of Mechanical Engineers: Minneapolis, MN, USA, 1988; pp. 689–694. [Google Scholar]
- Duan, B.Y. A new design project of the line feed structure for large spherical radio telescope and its nonlinear dynamic analysis. Mechatronics 1999, 9, 53–64. [Google Scholar] [CrossRef]
- Pusey, J.; Fattah, A.; Agrawal, S.K.; Messina, E. Design and workspace analysis of a 6–6 cable-suspended parallel robot. Mech. Mach. Theory 2004, 39, 761–778. [Google Scholar] [CrossRef]
- Sheng, Z.; Park, J.-H.; Stegall, P.; Agrawal, S.K. Analytic Determination of Wrench Closure Workspace of Spatial Cable Driven Parallel Mechanisms. In Proceedings of the ASME 2015 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Boston, MA, USA, 2–5 August 2015; Volume 5C. [Google Scholar] [CrossRef]
- Gouttefarde, M.; Merlet, J.-P.; Daney, D. Determination of the wrench-closure workspace of 6-DOF parallel cable-driven mechanisms. In Advances in Robot Kinematics; Springer: Dordrecht, The Netherlands, 2006. [Google Scholar]
- Kozak, K.; Zhou, Q.; Wang, J. Static analysis of cable-driven manipulators with non-negligible cable mass. IEEE Trans. Robot. 2006, 22, 425–433. [Google Scholar] [CrossRef]
- Riehl, N.; Gouttefarde, M.; Krut, S.; Baradat, C.; Pierrot, F. Effects of Non-Negligible Cable Mass on the Static Behavior of Large Workspace Cable-Driven Parallel Mechanisms. In Proceedings of the 2009 IEEE International Conference on Robotics and Automation, Kobe, Japan, 12–17 May 2009; pp. 2193–2198. [Google Scholar] [CrossRef]
- Luan, P.G.; Thinh, N.T. Empirical Quasi-Static and Inverse Kinematics of Cable-Driven Parallel Manipulators Including Presence of Sagging. Appl. Sci. 2020, 10, 5318. [Google Scholar] [CrossRef]
- Bertsimas, D.; Tsitsiklis, J. Introduction to Linear Optimization, 1st ed.; Athena Scientific: Belmont, MA, USA, 1997. [Google Scholar]
- Murty, K.G. Linear Programming, 1st ed.; Wiley: New York, NY, USA, 1983. [Google Scholar]
- Irvine, H. Cable Structures; MIT Press: Cambridge, MA, USA, 1981. [Google Scholar]
- Yingliang, Z.; Chengxian, X. A new trust region dogleg method for unconstrained optimization. Appl. Math. 2000, 15, 83–92. [Google Scholar] [CrossRef]
- Barnett, E.; Gosselin, C. Large-Scale 3D Printing with a Cable-Suspended Robot. Addit. Manuf. 2015, 7, 27–44. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification | Value |
|---|---|
| Degree of Freedom | 6 |
| Number of cables | 8 |
| Size structure | 5000 × 3500 × 2800 mm |
| Maximum load | 80 kg |
| Minimum load | 40 kg |
| Workspace (m = (50 kg, …, 70 kg) | 3000 × 2000 × 2000 mm |
| Printing velocity (Vp) | 0.04 m/s |
| Speed of extruder (Se) | 0.1 kg/s |
| Applied voltage | 200–300 V, 50–60 Hz |
| Power of motor | 400 W |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tho, T.P.; Thinh, N.T. Using a Cable-Driven Parallel Robot with Applications in 3D Concrete Printing. Appl. Sci. 2021, 11, 563. https://doi.org/10.3390/app11020563
Tho TP, Thinh NT. Using a Cable-Driven Parallel Robot with Applications in 3D Concrete Printing. Applied Sciences. 2021; 11(2):563. https://doi.org/10.3390/app11020563
Chicago/Turabian StyleTho, Tuong Phuoc, and Nguyen Truong Thinh. 2021. "Using a Cable-Driven Parallel Robot with Applications in 3D Concrete Printing" Applied Sciences 11, no. 2: 563. https://doi.org/10.3390/app11020563