Quaternion Processing Techniques for Color Synthesized NDT Thermography


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Background on Thermographic NDT Processing Techniques
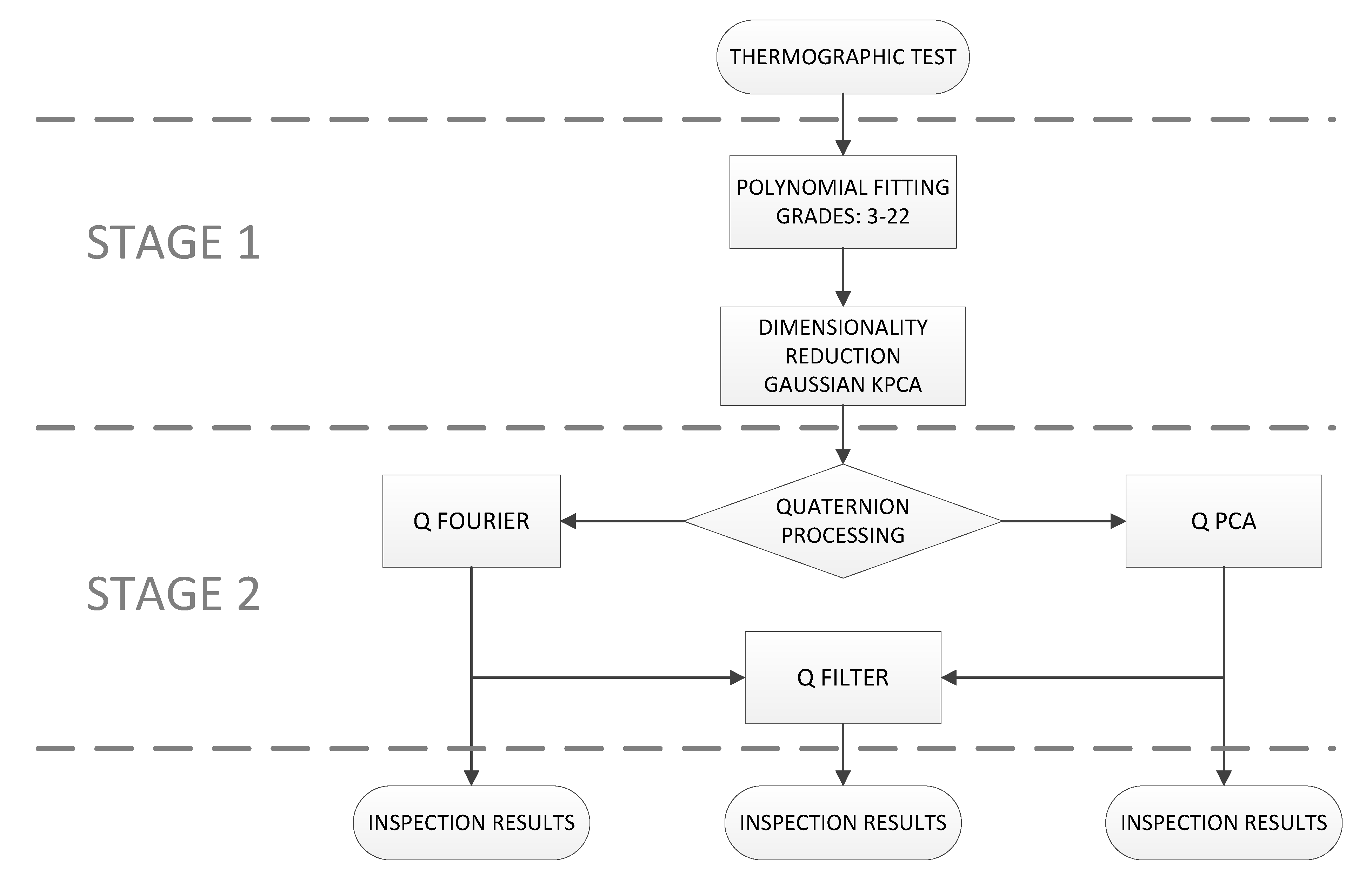
3. Proposed Approach
3.1. Foundation of the Proposed Methodology
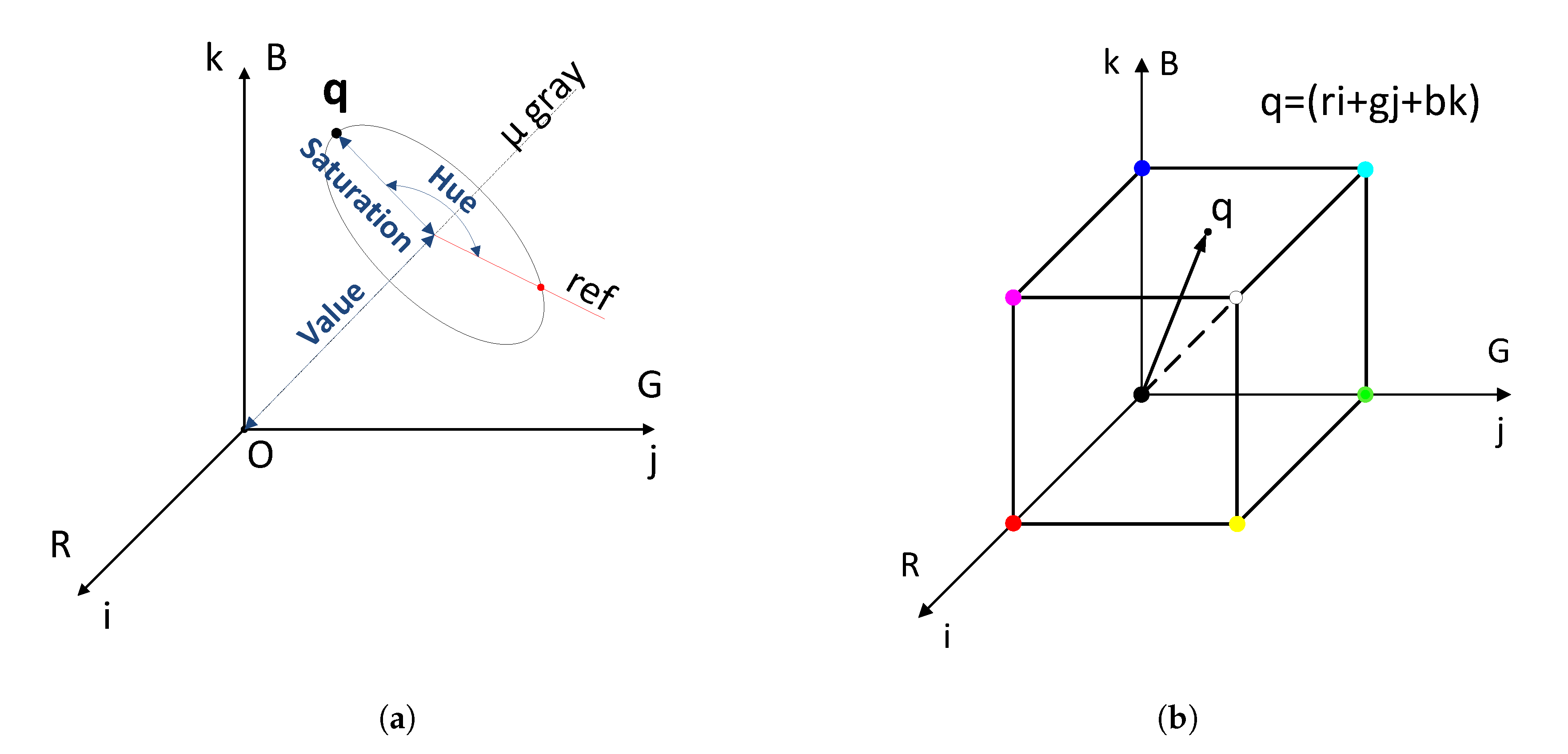
3.2. Description of the Colorization Procedure
3.3. Description of the Quaternion Processing
3.4. Description of the Evaluation Metrics
4. Results
4.1. Data Used in the Evaluation
4.2. Results in the Colorization Procedure
4.3. Results in the Quaternion Processing
5. Discussion
Analysis of the Results and Comparison to Common Processing Techniques
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Maldague, X. Nondestructive Evaluation of Materials by Infrared Thermography; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Usamentiaga, R.; Venegas, P.; Guerediaga, J.; Vega, L.; Molleda, J.; Bulnes, F. Infrared thermography for temperature measurement and non-destructive testing. Sensors 2014, 14, 12305–12348. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tomlinson, C.; Chapman, L.; Thornes, J.; Baker, C. Remote sensing land surface temperature for meteorology and climatology: A review. Meteorol. Appl. 2011, 18, 296–306. [Google Scholar] [CrossRef] [Green Version]
- Lahiri, B.; Bagavathiappan, S.; Jayakumar, T.; Philip, J. Medical applications of infrared thermography: A review. Infrared Phys. Technol. 2012, 55, 221–235. [Google Scholar] [CrossRef] [PubMed]
- Kylili, A.; Fokaides, P.; Christou, P.; Kalogirou, S. Infrared thermography (IRT) applications for building diagnostics: A review. Appl. Energy 2014, 134, 531–549. [Google Scholar] [CrossRef]
- Lim, G.; Bae, D.; Kim, J. Fault diagnosis of rotating machine by thermography method on support vector machine. J. Mech. Sci. Technol. 2014, 28, 2947–2952. [Google Scholar] [CrossRef]
- Herschel, W., XV. Experiments on the solar, and on the terrestrial rays that occasion heat; with a comparative view of the laws to which light and heat, or rather the rays which occasion them, are subject, in order to determine whether they are the same, or different. Philos. Trans. R. Soc. Lond. 1800, 90, 293–326. [Google Scholar]
- Pergande, D.; Geppert, T.M.; Rhein, A.V.; Schweizer, S.L.; Wehrspohn, R.B.; Moretton, S.; Lambrecht, A. Miniature infrared gas sensors using photonic crystals. J. Appl. Phys. 2011, 109, 083117. [Google Scholar] [CrossRef]
- Keränen, K.; Mäkinen, J.T.; Korhonen, P.; Juntunen, E.; Heikkinen, V.; Mäkelä, J. Infrared temperature sensor system for mobile devices. Sens. Actuators A Phys. 2010, 158, 161–167. [Google Scholar] [CrossRef]
- Khodayar, F.; Sojasi, S.; Maldague, X. Infrared thermography and NDT: 2050 horizon. Quant. InfraRed Thermogr. J. 2016, 13, 210–231. [Google Scholar]
- Beemer, M.F.; Shepard, S.M. Aspect ratio considerations for flat bottom hole defects in active thermography. Quant. InfraRed Thermogr. J. 2018, 15, 1–16. [Google Scholar] [CrossRef]
- Mendioroz, A.; Fuggiano, L.; Venegas, P.; Ocáriz, I.S.d.; Galietti, U.; Salazar, A. Characterizing Subsurface Rectangular Tilted Heat Sources Using Inductive Thermography. Appl. Sci. 2020, 10, 5444. [Google Scholar] [CrossRef]
- Usamentiaga, R.; Ibarra-Castanedo, C.; Maldague, X. More than fifty shades of grey: Quantitative characterization of defects and interpretation using snr and cnr. J. Nondestruct. Eval. 2018, 37, 25. [Google Scholar] [CrossRef]
- Švantner, M.; Muzika, L.; Chmelík, T.; Skála, J. Quantitative evaluation of active thermography using contrast-to-noise ratio. Appl. Opt. 2018, 57, D49–D55. [Google Scholar] [CrossRef] [PubMed]
- Jaffery, Z.A.; Dubey, A.K. Design of early fault detection technique for electrical assets using infrared thermograms. Int. J. Electr. Power Energy Syst. 2014, 63, 753–759. [Google Scholar] [CrossRef]
- Dutta, T.; Sil, J.; Chottopadhyay, P. Condition monitoring of electrical equipment using thermal image processing. In Proceedings of the 2016 IEEE First International Conference on Control, Measurement and Instrumentation (CMI), Kolkata, India, 8–10 January 2016; pp. 311–315. [Google Scholar]
- Al-Musawi, A.K.; Anayi, F.; Packianather, M. Three-phase induction motor fault detection based on thermal image segmentation. Infrared Phys. Technol. 2020, 104, 103140. [Google Scholar] [CrossRef]
- Roche, J.; Leroy, F.; Balageas, D. Images of thermographic signal reconstruction coefficients: A simple way for rapid and efficient detection of discontinuities. Mater. Eval. 2014, 72, 73–82. [Google Scholar]
- Roche, J.; Balageas, D. Detection and characterization of composite real-life damage by the TSR-polynomial coefficients RGB-projection technique. In Proceedings of the 12th International Conference on Quantitative Infrared Thermography (QIRT 2014), Bordeaux, France, 7–11 July 2014; pp. 1–10. [Google Scholar]
- Balageas, D.L.; Roche, J.M.; Leroy, F.H.; Liu, W.M.; Gorbach, A.M. The thermographic signal reconstruction method: A powerful tool for the enhancement of transient thermographic images. Biocybern. Biomed. Eng. 2015, 35, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Venegas, P.; Usamentiaga, R.; Perán, J.; Sáez de Ocáriz, I. Advances in RGB Projection Technique for Thermographic NDT: Channels Selection Criteria and Visualization Improvement. Int. J. Thermophys. 2018, 39, 95. [Google Scholar] [CrossRef]
- Shepard, S.M.; Lhota, J.R.; Rubadeux, B.A.; Wang, D.; Ahmed, T. Reconstruction and enhancement of active thermographic image sequences. Opt. Eng. 2003, 42, 1337–1343. [Google Scholar] [CrossRef]
- Shepard, S. System for Generating Thermographic Images Using Thermographic Signal Reconstruction. U.S. Patent 6,751,342, 15 June 2004. [Google Scholar]
- Maldague, X.; Galmiche, F.; Ziadi, A. Advances in pulsed phase thermography. Infrared Phys. Technol. 2002, 43, 175–181. [Google Scholar] [CrossRef] [Green Version]
- Rajic, N. Principal component thermography for flaw contrast enhancement and flaw depth characterisation in composite structures. Compos. Struct. 2002, 58, 521–528. [Google Scholar] [CrossRef]
- Lopez, F.; Ibarra-Castanedo, C.; de Paulo Nicolau, V.; Maldague, X. Optimization of pulsed thermography inspection by partial least-squares regression. NDT E Int. 2014, 66, 128–138. [Google Scholar] [CrossRef]
- Madruga, F.J.; Ibarra-Castanedo, C.; Conde, O.M.; López-Higuera, J.M.; Maldague, X. Infrared thermography processing based on higher-order statistics. NDT E Int. 2010, 43, 661–666. [Google Scholar] [CrossRef]
- Shepard, S. Temporal Noise Reduction, Compression and Analysis of Thermographic Image Data Sequences. U.S. Patent 6,516,084, 4 February 2003. [Google Scholar]
- Roche, J.; Leroy, F.; Balageas, D. Information condensation in defect detection using TSR coefficients images. In Proceedings of the 12th International Conference on Quantitative Infrared Thermography (QIRT 2014), Bordeaux, France, 7–11 July 2014. [Google Scholar]
- Sangwine, S. Fourier transforms of colour images using quaternion or hypercomplex, numbers. Electron. Lett. 1996, 32, 1979–1980. [Google Scholar] [CrossRef]
- Ell, T.; Sangwine, S. Hypercomplex Fourier transforms of color images. IEEE Trans. Image Process. 2007, 16, 22–35. [Google Scholar] [CrossRef]
- Dubey, V. Quaternion Fourier transform for colour images. Int. J. Comput. Sci. Inf. Technol. 2014, 5, 4411–4416. [Google Scholar]
- Chang, J.; Ding, J. Quaternion matrix singular value decomposition and its applications for color image processing. In Proceedings of the International Conference on Image Processing, Barcelona, Spain, 14–18 September 2003; Volume 1, pp. 805–808. [Google Scholar]
- Huang, L.; So, W. On left eigenvalues of a quaternionic matrix. Linear Algebra Appl. 2001, 323, 105–116. [Google Scholar] [CrossRef] [Green Version]
- Denis, P.; Carre, P.; Fernandez-Maloigne, C. Spatial and spectral quaternionic approaches for colour images. Comput. Vis. Image Underst. 2007, 107, 74–87. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Bovik, A.; Sheikh, H.; Simoncelli, E. Image quality assessment: From error visibility to structural similarity. IEEE Trans. Image Process. 2004, 13, 600–612. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Loizou, P. Evaluation of objective quality measures for speech enhancement. IEEE Trans. Audio Speech Lang. Process. 2008, 16, 229–238. [Google Scholar] [CrossRef]
- Smith, S. Digital Signal Processing: A Practical Guide for Engineers and Scientists; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Battaglia, J.; Saboul, M.; Pailhes, J.; Saci, A.; Kusiak, A.; Fudym, O. Carbon epoxy composites thermal conductivity at 77 K and 300 K. J. Appl. Phys. 2014, 115, 223516-1–223516-4. [Google Scholar] [CrossRef] [Green Version]
- Joven, R.; Das, R.; Ahmed, A.; Roozbehjavan, P.; Minaie, B. Thermal properties of carbon fiber/epoxy composites with different fabric weaves. In Proceedings of the SAMPE International Symposium Proceedings, Society for the Advancement of Material and Process Engineering, Charleston, SC, USA, 22–25 October 2012. [Google Scholar]
- Li, N.; Huai, W.; Wang, S.; Ren, L. A real-time infrared imaging simulation method with physical effects modeling of infrared sensors. Infrared Phys. Technol. 2016, 78, 45–57. [Google Scholar] [CrossRef]
- Rogalski, A. Recent progress in infrared detector technologies. Infrared Phys. Technol. 2011, 54, 136–154. [Google Scholar] [CrossRef]
- Gerg, I. MATLAB Hyperspectral Toolbox, 2008–2012. Available online: https://github.com/isaacgerg/matlabHyperspectralToolbox (accessed on 12 January 2021).
- Sangwine, S.J.; Bihan, N.L. The Quaternion Toolbox for MATLAB, 2008–2017. Available online: http://qtfm.sourceforge.net/ (accessed on 12 January 2021).
- Ibraheem, N.A.; Hasan, M.M.; Khan, R.Z.; Mishra, P.K. Understanding color models: A review. ARPN J. Sci. Technol. 2012, 2, 265–275. [Google Scholar]
- Schanda, J. Colorimetry: Understanding the CIE System; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Fairchild, M. Color Appearance Models; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Venegas, P.; Usamentiaga, R.; Perán, J.; Sáez de Ocáriz, I. Quaternion Processing Techniques for Color Synthesized NDT Thermography. Appl. Sci. 2021, 11, 790. https://doi.org/10.3390/app11020790
Venegas P, Usamentiaga R, Perán J, Sáez de Ocáriz I. Quaternion Processing Techniques for Color Synthesized NDT Thermography. Applied Sciences. 2021; 11(2):790. https://doi.org/10.3390/app11020790
Chicago/Turabian StyleVenegas, Pablo, Rubén Usamentiaga, Juan Perán, and Idurre Sáez de Ocáriz. 2021. "Quaternion Processing Techniques for Color Synthesized NDT Thermography" Applied Sciences 11, no. 2: 790. https://doi.org/10.3390/app11020790