1. Introduction
From an archaeometallurgical point of view, Bronze Age copper alloys may be classified as follows [
1,
2,
3,
4,
5]:
copper derived from nuggets, with traces of microelements of the same base ore;
semi-bronzes, with alloying elements derived from two or more copper ores, different in terms of chemical composition;
bronzes made of base metal (copper) and alloying elements in the form of ingots (tin, zinc, lead, nickel, iron, arsenic and antimony), obtained separately from copper ores and from ores rich in tin, zinc, lead etc.
Compared to gold and silver, bronzes are harder, but they are less eye catching. Therefore, ancient bronze artefacts (tools, weapons, vessels, mirrors, etc.) were either polished/gilded or ornamented on the surface.
Ornamentation was performed by several ancient handicraft processes:
chiselling and encrustation of the surface of the object [
3,
6];
tinning (initially by rubbing with tin ores reduced with charcoal at temperatures much lower than the bronze melting temperatures, as later by immersion in molten tin) [
3,
7,
8,
9,
10];
silvering and gilding by polishing [
11,
12,
13,
14].
In the case of the last two surface filming processes, ornamentation was performed either before or after polishing or tinning.
The archaeometallurgical study of the ornamentation of some objects by tinning on the whole surface showed that the decoration most likely was made after tinning, as the thin surface tin film allows fine inlay of bone needles, hardwood or even bronze) [
3].
It is a known fact that, both during their use and during their lying in the ground, ancient bronze artefacts suffered degradation effects (segregation of more active metals to the surface and change of chemical nature by surface corrosion processes), often accompanied, before abandonment, by thermal processes such as incineration or burning. They also suffered structural–functional deterioration effects, due to wear and pedological processes of erosion [
15,
16,
17,
18,
19,
20,
21].
Depending on the composition of the alloy and the degree of wear before abandonment, the two effects trigger usually irreversible changes both in the structure and in the morphology of the artefact, which loses its shape and hence its historical significance [
22,
23,
24,
25,
26].
If, on discovery, the artefact is in a good state of preservation, it is easy to reveal in its composition the main alloying elements and morphological features of the phases and structural manufacture constituents. These allow the identification of archaeometric features used in authentication. Based on the composition, layout and shape of the structural components, the archaeometallurgical process of alloy obtaining and the manufacture of the artefact (hence of the ornament) may be assessed, and the routes travelled by the artefact from its commissioning to its discovery may be identified [
20,
21,
23,
24,
27].
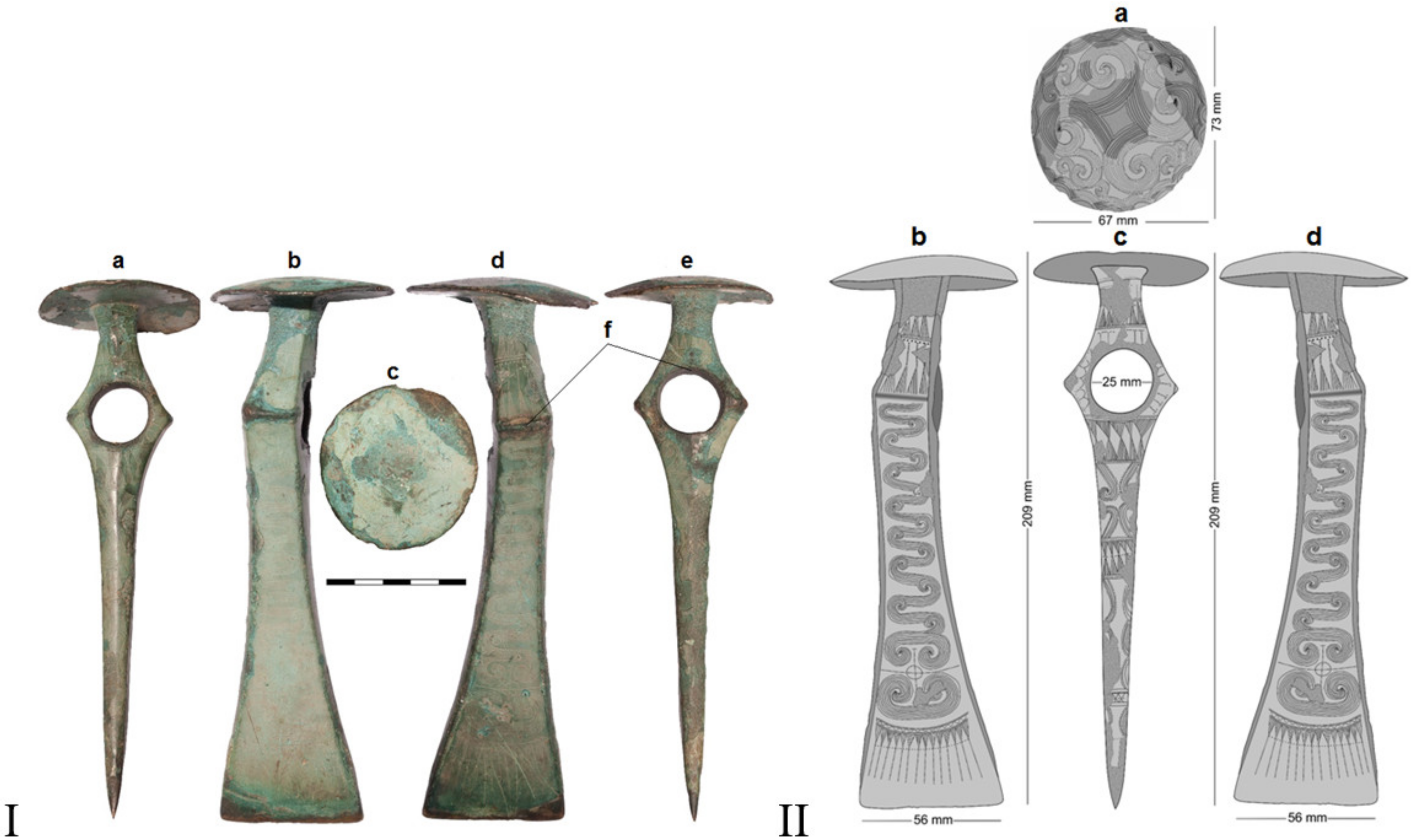
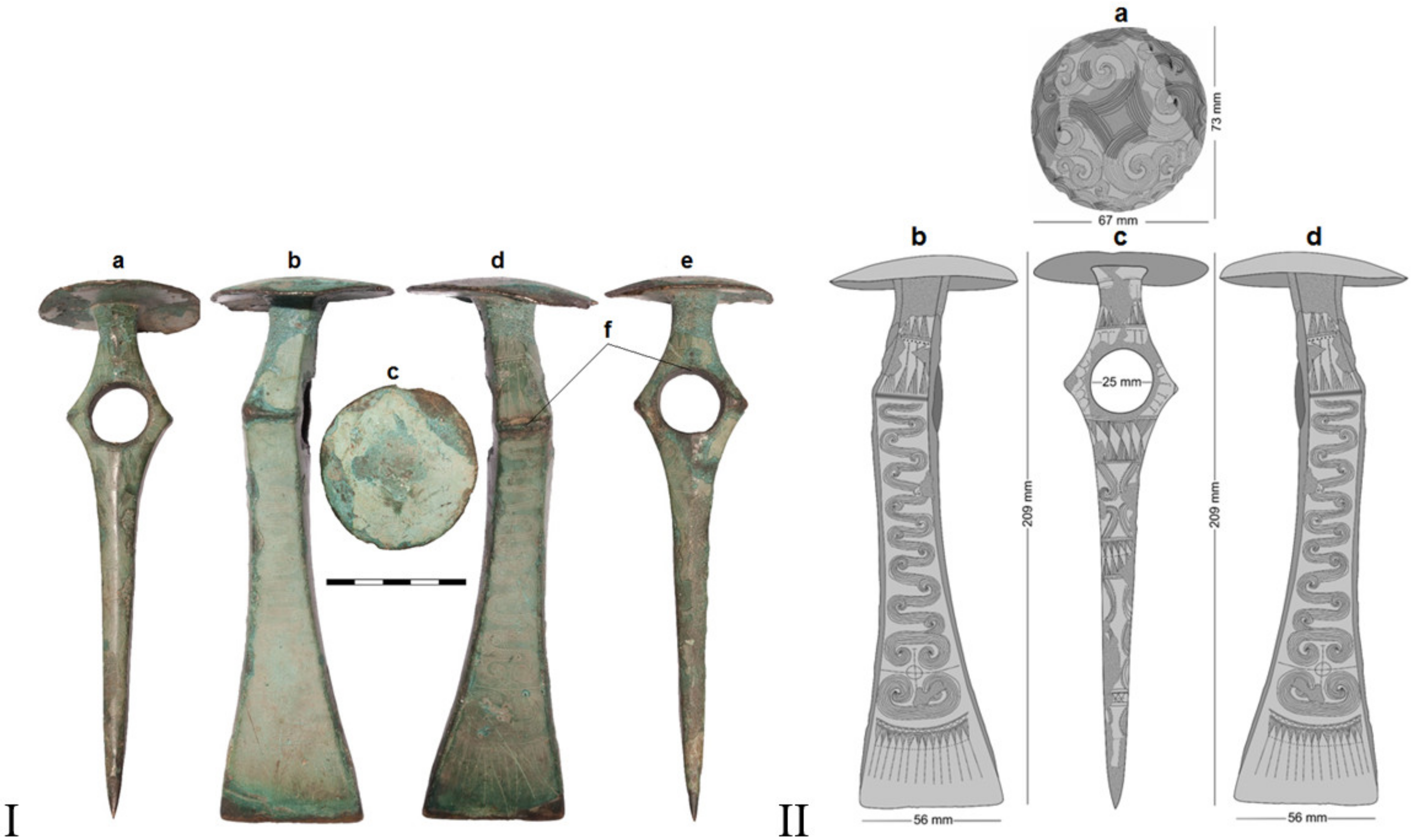
Among the copper and bronze pieces, ornamented disc-butted axes are valuable artefacts, due to the uniqueness of their shape and decoration, and to the complexity of their manufacturing technology [
3,
6,
28,
29,
30]. This reveals the skill of the ancient craftsmen in making such artefacts by selecting the raw materials and the processes of casting and ornamentation (archaeometallurgy) [
3,
6,
17,
24,
27,
31,
32,
33,
34,
35].
After the publication of recent research by the authors [
3,
6,
7,
8,
9,
10,
20,
21,
36,
37,
38,
39,
40], a number of archaeologists commented on the ornament, that it was not an archaeo-pyrometallurgical process, but rather the Liesegang effect. (Of course, being not a specialist in chemistry or metallurgy, is hard to deepen either of the two processes). Then the problem was to elaborate a semi-quantitative, non-invasive study, involving a modern and pervasive SEM-EDX technique, which would allow, by correlating with the data recently published, the profile of the arrangement of chemical components on the surface and the interface, but also in the stratigraphic structure of the ornament. It is arranged on the entire surface of the hammer and on the disc, in the form of a glossy layer, thin below 1 mm, continuous and uniform, the ancient bronze axe in a mixture of roasted ores, in the presence of activated carbon (charcoal), at the temperature when the axe is incandescent, followed by the realization of an artistic decoration by deep incision, close to the interface with the axe.
It is known, from our experiences, that the Liesengang layers are formed during the burial period in the archaeological site, by osmotic (direct and inverse), sequential/rhythmic processes, which take place by differentiated precipitation of congruent components at the surface of membrane systems formed in situ (hydrogels from oxohydroxide ceramics of Zn (II), Sn (II, IV) etc. and hydroxyapatite) in hydrothermal conditions induced by environmental factors and the chemical load of groundwater [
7,
8,
9,
10,
20,
21,
36,
37,
38,
39,
40]. In the literature, the Liesegang rings are a phenomenon seen in many chemical systems undergoing a precipitation reaction under certain conditions of concentration and in the absence of convection.
Instead, the ornamentation by pyrometallurgical filming with glossy tin and the deep incision of an artistic drawing, which confers a special aesthetics and a function with a degree of ennoblement (or with a high rank of use), involves two processes: deposition of an adhesive film, with extension to the entire surface of the hammer and uniform and continuous thickness, followed, after cooling, by the realization of an artistic ornament, with a fine and beautiful design obtained by deep mechanical incisions.
It was desired to deepen the two aspects: the Liesegang effect and the ornamentation by depositing a uniform film of glossy tin from the melt (pyrometallurgical glitter), and on the other hand to evaluate whether the two processes of elaboration of the basic alloy (bronze antique) and the casting of the axe were made, in the same historical context of implementation, with the ornamentation operation, which could be performed later, as in the case of many other antique bronze objects covered with ornamental films.
Thus, through this study, we wanted to demonstrate, by evaluating the arrangement and variation of the profile of chemical components on the surface and interface, but also in the stratigraphic structure of the ornament, that it is not a Liesegang stratification, but a distinct, uniform and compact layer made by pyrometallurgical processes. In favour of this argument are the two attributes/archaeometric characteristics: thickness, homogeneity and uniformity of the layer, along with its state of preservation, as a glossy film, but also as an ornament made by deep incision, almost to the interface with the hammer.
It is known that in order to identify the origin of the ores used, it is necessary to thoroughly analyse the basic elements and the alloying microelements. Modern analysis techniques allow the distinction between alloying elements and contaminants, both during use and after abandonment [
17,
18,
36,
37,
38,
39,
40]. For this, the nature of the chemical compounds that are formed in the three periods, specific to the formation of primary (noble), secondary (weak) and tertiary (contamination) skates, are often used to identify [
3,
7,
8,
9,
10,
15,
16]. The morphology and their arrangement on the surface and the volume emphasis of the artifact are important archaeometric characteristics [
3,
10,
21,
23,
32].
Tertiary or contamination structures are formed after long periods (thousands of years) by corrosion processes, followed by structural reformation by segregation, diffusion and insertion, based on the processes of corrosion, dissolution/solubilization, recrystallization, osmosis, etc. Some structural components of the surface are susceptible to being contaminated by soil components, but also to migrate into the soil, through processes of dissolution or erosion, which lead to material loss or the formation of a bulk with and without a metal core [
3,
5,
10,
14,
20,
23].
The determination of the archaeometric characteristics of the surface and of the structures in the volume phase (stratigraphic sections) of the ornament and of the basic alloy of the artefact, resulting from the period of use of the artefact and from that of lying (in-burying) in the ground, allows the determination origin of ores and processes manufacturing technology. Thus, the paper describes the archaeometallurgical evaluation by studying the variation of the surface phase and volume of the concentration of the metal components of the base alloy and the ornament of the studied artifact, using optical microscopy (OM), stereomicroscopy (SM) and SEM-EDX (scanning electron microscopy, coupled with energy dispersive spectrometry).
3. Results and Discussions
In relation to previous studies [
3,
6], which analysed the layout of chemical compounds formed in the three stages (period of use, period of abandonment and period of lying in the ground), this paper discusses the profile of variation in the concentrations of metal elements of the two structural components—the base alloy and the ornament, in representative areas, both on the surface and in cross-section. Based on them, a series of archaeometric features were identified related to the evolution of the state of preservation before and after abandonment.
Since its commissioning, starting with the stage of ornamentation by soldering and inlay, a galvanic system with many electrode reactions was created at the interface of the hammer with the gilding layer, which is due to the different concentrations of metals more active than Sn (left of the series of electrochemical potentials), such as: As, Zn and Fe. These reactions continued throughout its lying in the ground (archaeological site) until its discovery, but with different kinetics, influenced by environmental factors. Chloride, hydroxide, and carbonate anions, caused by soil contamination, diffused into the ornament by direct osmosis, played an important role [
7,
8,
9,
20].
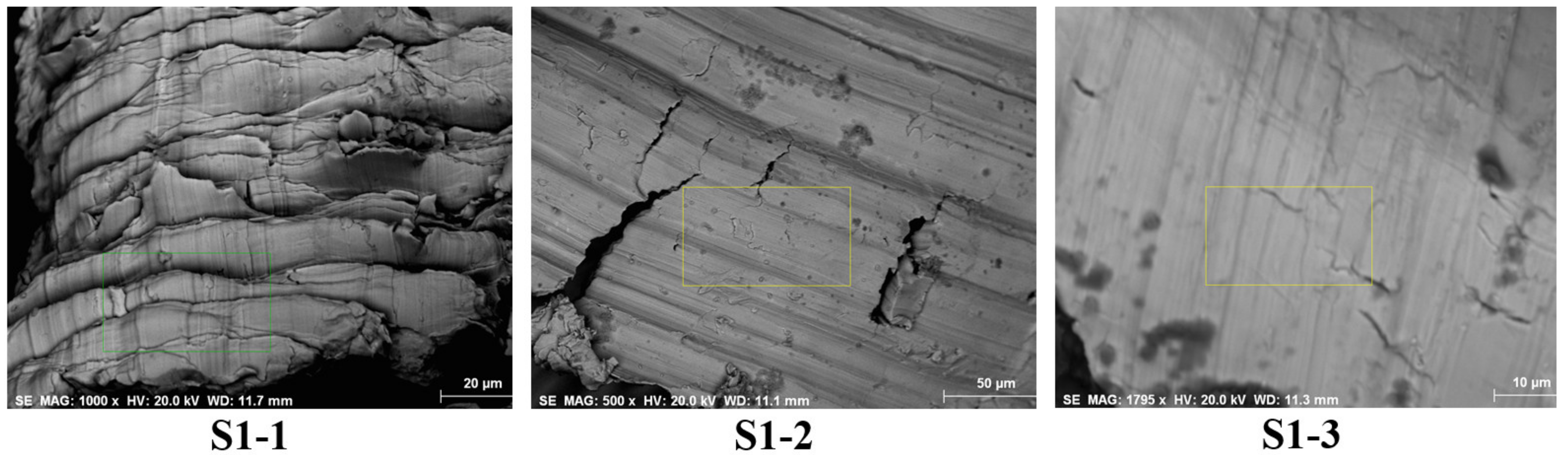
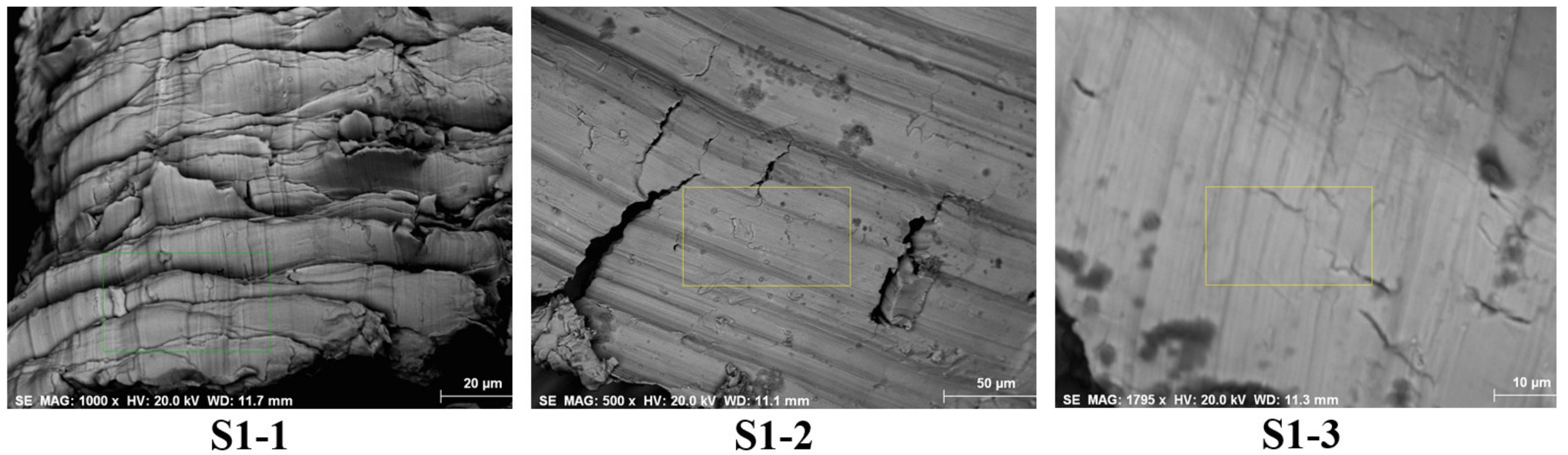
Figure 7 shows the SEM microscopic images of the studied areas and reveals, in addition to the morphology and layout of component phase structures, the presence of cracks and microcracks, formed over time, following natural aging processes.
The distribution and morphology of the structures in the studied areas reveal both the degree of conservation through the evolutionary effects of the deterioration of the physical state of the component elements, and those of degradation by modifying their chemical nature during the burial in the soil.
Using the microphotographs from
Figure 7, to achieve the profile of the variation of the concentration of the alloying components, a series of areas with specific points was selected and studied, considering the surface morphology in the compact areas of the ornament, in those with cracks and gaps and in those with modifications of the corrosion products from the surface and the interface, but also from the stratigraphic section, which are well highlighted by uniformity, homogeneity and chromaticity. The SEM technique, coupled with EDX allows the analysis on restricted areas at the level of crystallites or congruent phases, up to the extracted ones that include modifications by segregation and diffusion at the interfaces.
Next, each of the surfaces in
Figure 7 were evaluated in terms of the elemental composition (gravimetric percentages) of the EDX spectra and which are discussed based on the EDX data in the tables related to these areas.
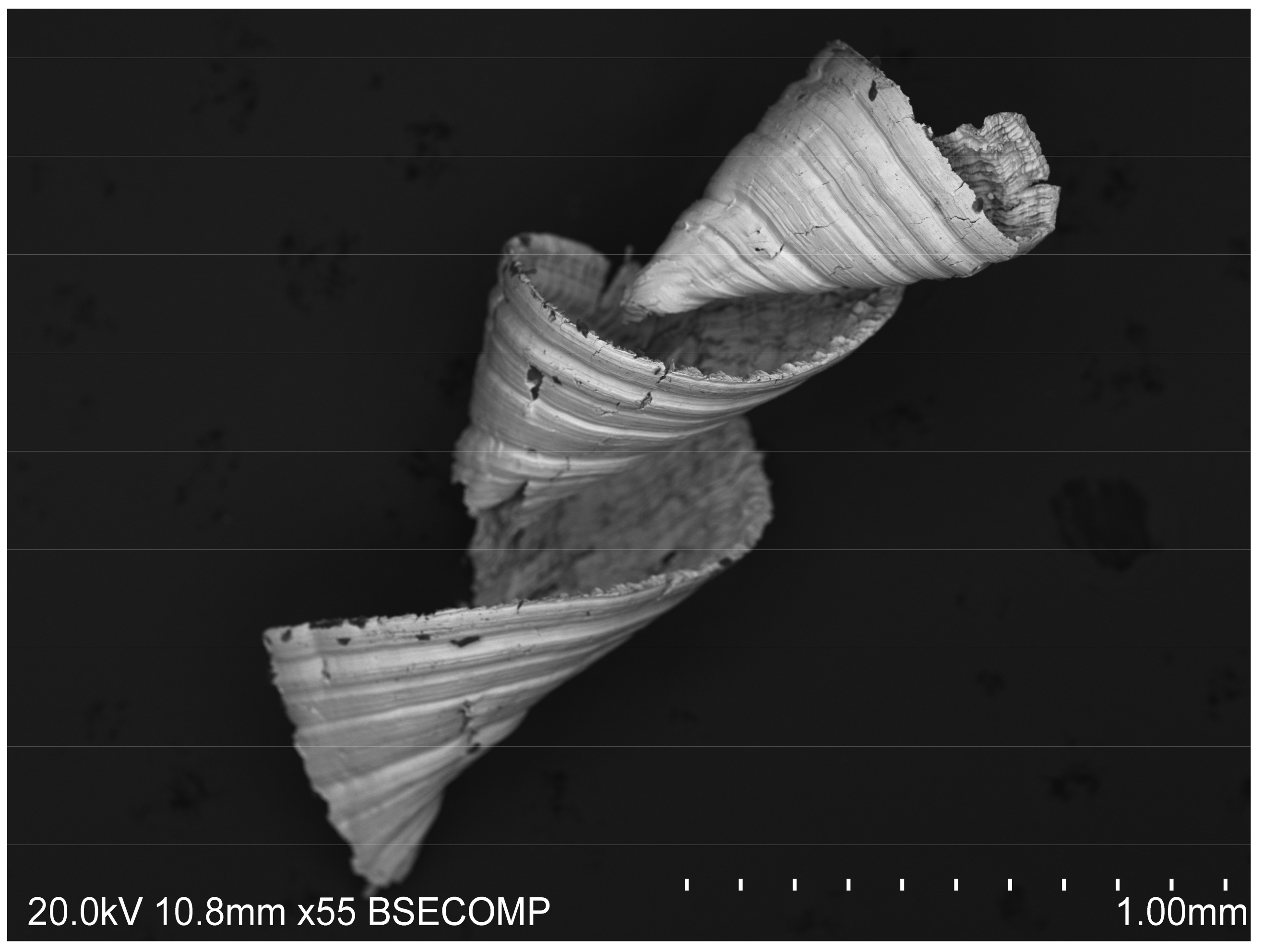
Table 1 shows the EDX data of the three areas in the chip sample (S1). They differ from the standpoint of their inner to outer composition (
Figure 3). The S1-1 and S1-2 areas, which are inside the sample on both sides, have higher sulphur content. The lack of this element on the upper edge of the chip (S1-3) is accounted for by segregation during polishing and its crossing into the ornamental layer. This migration relies on the processes of interfacial segregation of active metals, which, when reaching the gilding surface, underwent oxidation reactions, followed by dissolution. The Zn and Fe elements, which vanished, also suffered segregations towards the surface of the artefact. By correlating the composition of the base alloy with the prior results [
3], we may conclude that the piece was cast from old copper nuggets, with a low polysulfides and arsenic content, the ores originating in the Eastern Carpathians and being composed of tin, arsenic, nickel, zinc, and iron [
3,
7,
8,
9,
10].
The base alloy was depleted during polishing/gilding and lying in the ground in tin, nickel, iron, and zinc, which segregated to the surface (zinc no longer exists in the base alloy). Thus, the basic alloy, both the hammer and the ornament were depleted during the burial period, by segregating the active metallic elements (from the series of electrochemical activities to the left of the tin) and migrated into the soil under the influence of groundwater. For example: Fe, Zn, Ni etc. which are found in other artifacts obtained from the same ores (derived from the area of the Eastern Carpathians), are not present in these structures.
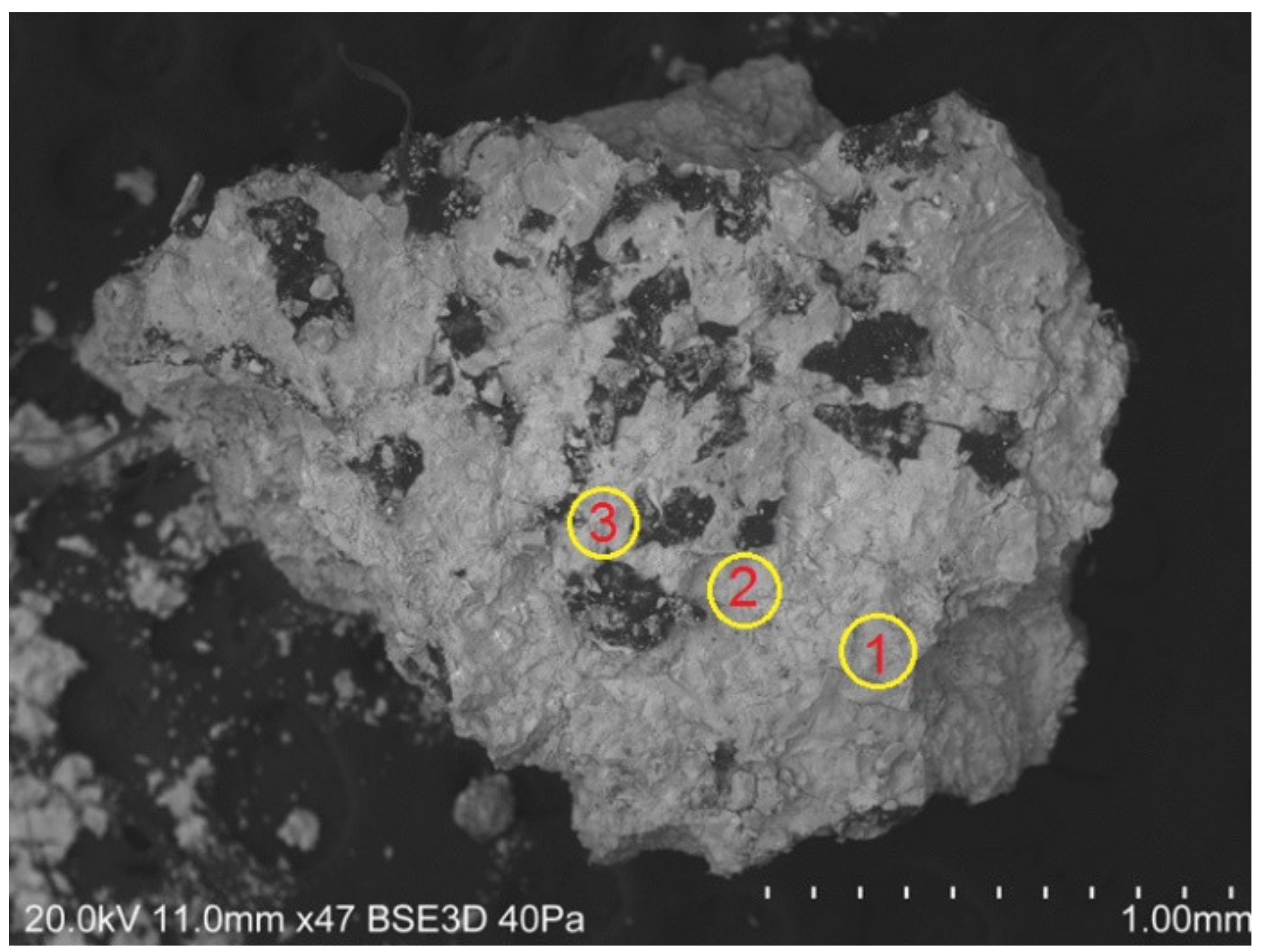
As far as the ornamental layer is concerned (sample S2), the profile of the variation of the concentration of alloying components was studied, as stated, in specific points, considering the surface morphology in compact areas, with ornament, cracks and gaps. Therefore, the central incision areas were studied: left of the incision (S2-1), in the incision canal (S2-2) and right of the incision (S2-3) towards the core of the sample. Three micro-surfaces (S2-A, S2-B and S2-C) were also analysed in the compact plateau area to the right of the second incision, which have different corrosion structures, in terms of uniformity and colour.
Table 2 shows the EDX analysis of areas S2-1, S2-2 and S2-3 on the outer surface of the ornamental layer (
Figure 4).
The S2 sample on the outer surface is much improved in Cu compared to Sn. This explains its shiny malachite green colour and the noble protective patina behaviour of the tin film.
It is common knowledge that redox cementation reactions occur at the red-hot Cu alloy interface during thermal gilding using Sn ores. Since the interface is a polyelectrode system, the Cu alloy will play the role of cathode, and the tin alloy the role of anode. Thus, the Cu+,2+ oxide or sulphide films on the surface of the ungilded axe are, after gilding, reduced to Cu0, following the interaction with the active metals (Zn, Fe, etc.) in the tin film alloy. It segregates together with the cations of the active metals (Zn2+, Fe2+, etc.) in the tin layer towards its surface. Thus, following the processes of dissolution in the melt by segregation in the porous structure depleted in active metals, the cations of active metals drive the precipitated microstructures by Cu(0) cementation to the gilded surface, where, under the influence of hydroxide and carbonate ions, they pass into malachite.
By comparing the three selected areas, one may notice that the S2-3 sample in the middle has the highest Cu concentration, compared to the one in the ornament incision (S2-2) and the one on the edge (S2-1). However, the Sn and As concentration varies inversely, while Ni and Fe have different variations, except for Fe, which is absent in the edge area (S2-1) due to the processes of electrochemical segregation and dissolution in aqueous medium with migration into the soil. Zinc is missing, being consumed in the Cu0 cementation precipitation reaction. The S2-4 and S2-5 areas in the cross section of the two edges of the sample (
Figure 5) have high Sn and As concentrations, and lower Cu concentration, while Ni and Zn are missing altogether, and Fe occurs only in S2-4 (fresh crack).
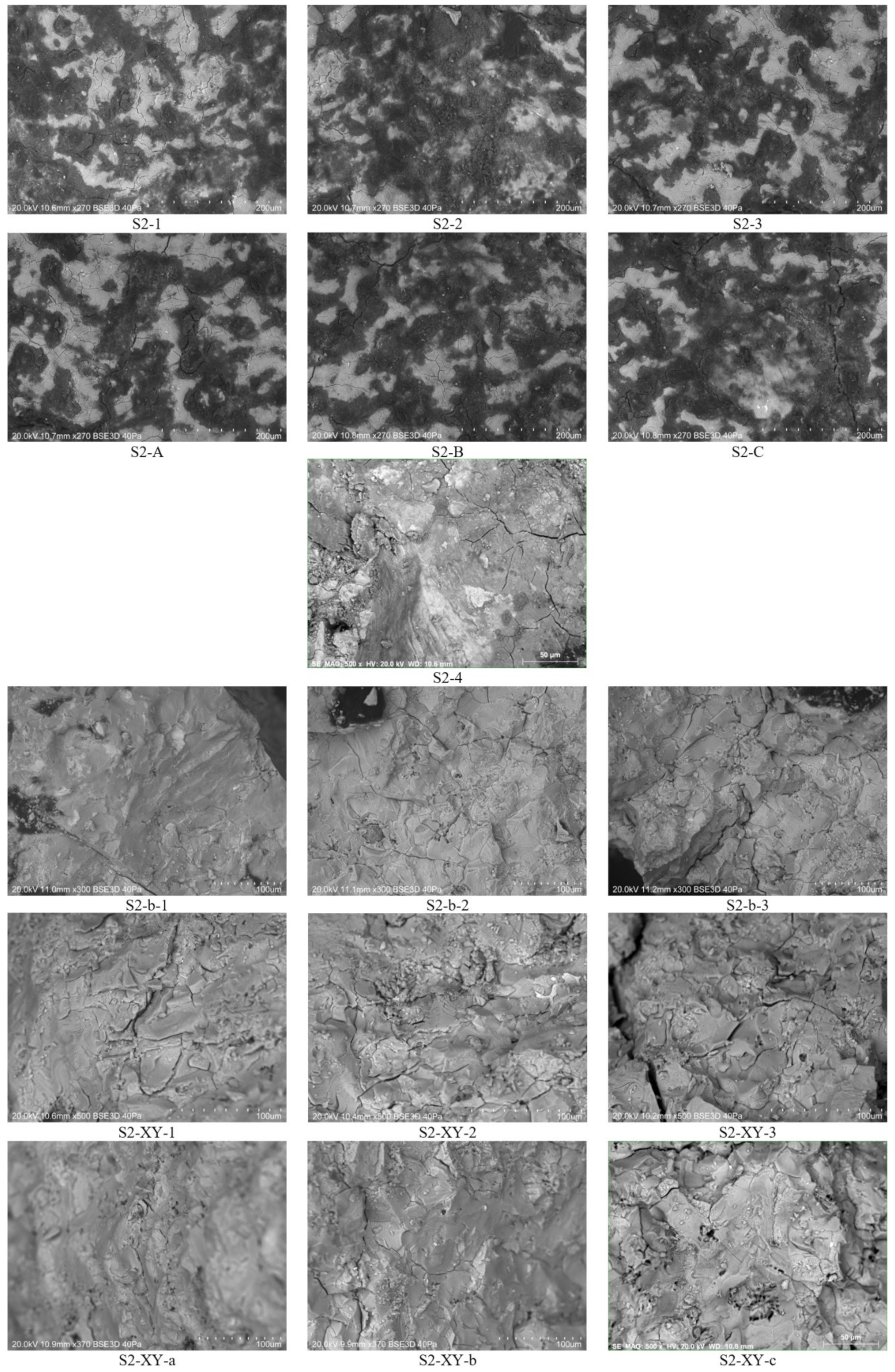
Table 3 shows the Cu, Sn, As, Ni and Fe concentration variation in the middle area (plateau) of the outer surface of the S2 sample, located between two concentric incisions, yet at a distance from them (
Figure 4).
The surface areas with chromatic heterogeneity S2-A, S2-B and S2-C in the middle of the S2 sample show high Sn concentrations when alloyed with Cu and poor concentrations when alloyed with As, Fe and Ni. Zn is also missing in these areas. The last three elements (As, Fe and Ni) have much higher concentrations than in the areas near the incision (S2-1, S2-2, S2-3). This is due to the dissolution processes that have been much more active in this area.
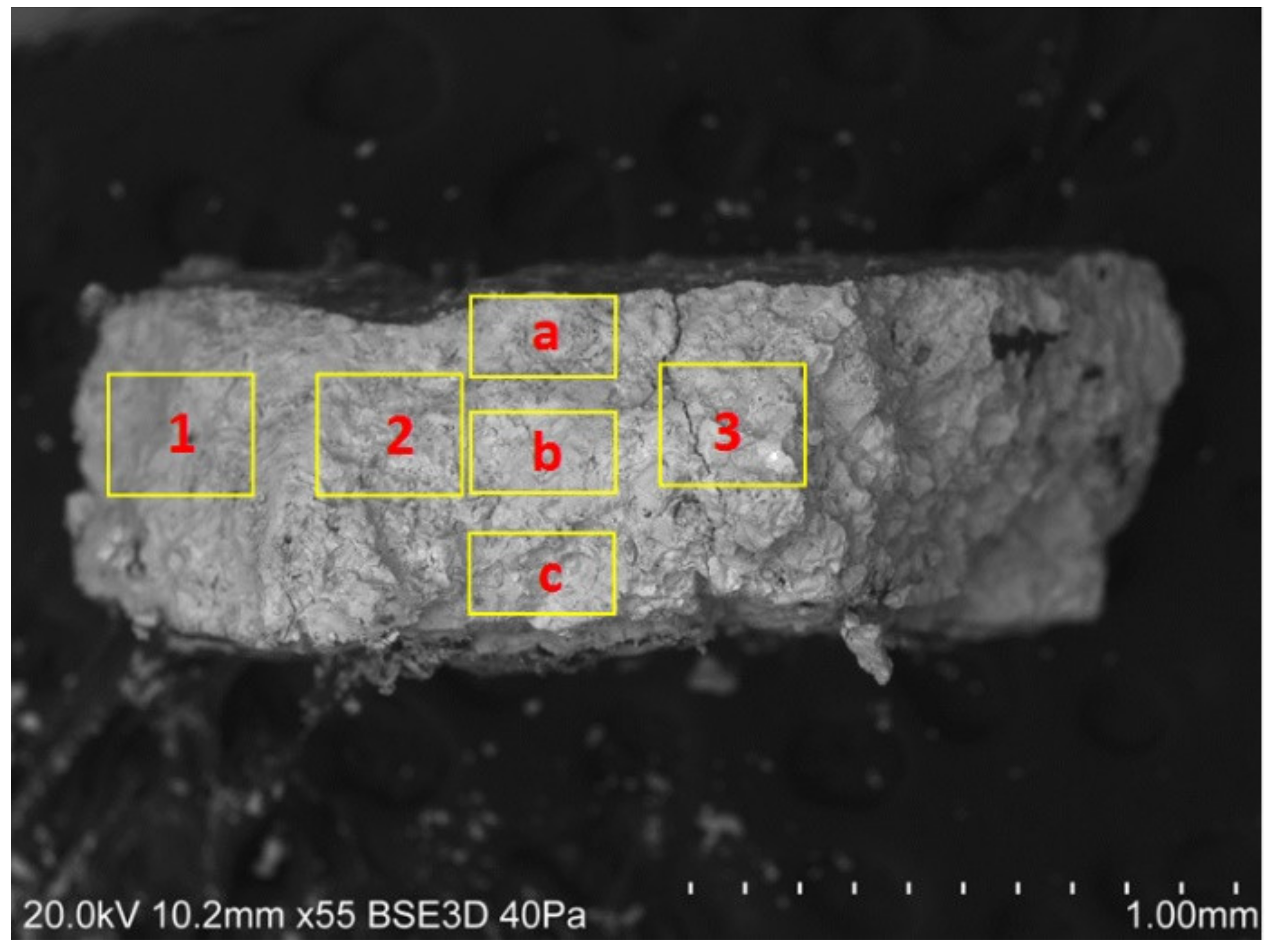
Table 4 shows the Cu, Sn, As, Ni and Fe concentration variation on the back of the ornament (interface area with the axe), in the points corresponding to the S2-1, S2-2, S2-3 areas on the outer side of the sample, marked S2-b-1, S2-b-2 and S2-b-3 (
Figure 5).
A profile of concentration variation opposed to the corresponding areas on the surface of the ornament (
Table 2) is revealed in this case, while Cu concentrations are intermediate between those in
Table 2 and
Table 3. The Sn concentration was best preserved on the back, near the incision (S2-b-2), where it was close to the initial one, obtained in the process of ornament manufacture and film forming of the in situ alloy, having Sn poorly alloyed with Cu and other microalloying elements (As, Ni, Fe and Zn), derived from ore. The concentration of the latter is within the limits imposed by segregation and the pedological processes occurring during the lying period.
Table 5 shows the variation of the concentration of the cross-section elements of the S2 sample on the XY direction (
Figure 6), for two groups of structures: a median one near the S2-1, S2-2 and S2-3 areas and a transverse one from the interface of the ornament (S2-XY-c) to the surface of the ornament (S2-XY-a).
These structures exhibit concentration variation profiles close to the data shown in
Table 3, with the same remarks related to Sn concentrations, which are higher in the median structures (S2-XY-1, S2-XY-2, S2-XY-3 and S2-XY-b). The profile has a rate of performance close to S2-b-2 (
Table 4), yet with lower concentrations.
In the structures at the interface of the ornament with the hammer, the Cu concentration is slightly higher, due to the segregation processes in the base alloy. The Sn and Cu concentrations in the middle area of the ornamental layer are close to each other and close to the initial alloy used for decoration. It underwent slight changes under the influence of archaeological site factors, especially towards the edges in the decorative incisions/inlays and in cracks due to corrosion, dissolution and erosion processes.
During use, the interface underwent a slow composition change process in the two contact volume phases (hammer and ornamental layer) which led, in some areas, to detached gilding, under the influence of chloride and carbonate anion in the atmosphere. After abandonment, in the archaeological site, the interface underwent continuous processes under the influence of the chemical load of the lying medium, which led to differentiated chemical behaviours on the hammer surface and on both surfaces of the ornamental layer, which behaved as an independent (non-integrated) support (hammer) system. The surface of the ornament in the interface area was less vulnerable to electro-chemical and chemical processes (of the acid–base and complexation type, accompanied or not by redox reactions). This accounts for the differences between the concentrations of the chemical components in the stratigraphic profile of the ornamental layer.
The tests we performed proved that the axe is authentic, being made of a semi-bronze derived from copper nuggets and tin ores from ores from the Eastern Carpathians. After casting, the axe was finished by grinding, and the ornament was made immediately by an archaeometallurgical procedure of film-forming using an easily fusible Sn-Cu-Ni alloy with low As, Fe and Zn concentration. The procedure consists of rubbing the hammer at high temperatures in high Sn concentration ores, in the presence of wooden charcoal. After cooling, the silver surface layer was incised and engraved with complex and highly symmetrical geometric shapes of great artistic refinement. Gilded surface has been well preserved over time.
In the polishing/gilding process, the easily fusible alloy is enriched in copper and active metals taken from the surface of the red-hot hammer. It should be noted that the charcoal, when reaching the tin alloy melting temperature, creates an active electrochemical reduction system, which plays an important role in removing oxide slag and in incorporating reduced metals in the tin coat. The thermal and reductive system also improves the dissolution in the tin coat of copper and active metals in tin ores and those precipitated by cementation at the surface of the copper hammer.
The five chemical elements found in the structure of the ornament were close to the initial concentration in all the periods covered by the axe: use, abandonment and lying in the ground. In the archaeological site, the structural reformation of the alloying elements under the influence of environmental factors has resulted into the three groups of compounds: primary or noble patina (formed during commissioning and use), secondary or poor patina (abandonment period) and contamination patina (during its lying in the archaeological site), which are visible in the structures both on the surface of the hammer with the missing ornament and on the outer surface of the ornament.
The last lying period led to the insertion of microstructures from the soil, deposited in incrustations or in a monolithic surface corrosion film.
In addition to the aesthetic value, the ornamental layer has improved the protection of the axe against environmental factors, especially in microclimate conditions, below the thermal limit of 13.2 °C and over 80% RH, when the metallic tin changes to its non-metallic form, called “tin plague or disease.” Because tin was alloyed with copper and nickel, the film (film or thin layer of the ornament) was superficial, adherent to the hammer, continuous and uniform, forming in time amphoteric compounds (Sn oxides) and malachite, which allowed both the ornament and the hammer should be well preserved. The preservation effect is attributed to the formation over time, under the influence of environmental factors, of a non-metallic tin surface structure with copper inlays and densified by segregation with atoms from the left Sn electrochemical sequence (Ni, As, etc.) from both the base alloy used to manufacture the axe, and from ornamental ores, which underwent redox, acid-base and complexing processes and turned into an amorphous film with a glassy appearance (visible on large surfaces of the ornament).
The concentration variation profile of the chemical elements both in the hammer and in the ornament proved that immediately after casting, the hammer was ornamented by an archaeometallurgical process well known by the craftsmen of that time and used by them for a long time, when, by partial ornament detachment, it lost some of its eye-catching ability and was abandoned. While lying in the ground, the hammer suffered little pedological damage (erosions, scratches, etc.) and degradation (embrittlement, cracks and crevices) with shallow surface corrosion structures, under the influence of the chemical and microbiological load of the lying environment.
The archaeometallurgical analysis of such artefacts can provide useful information on the technological skill level reached in mining and metallurgy and can provide historical evidence regarding the evolution of the bronze processing technology, while opening new paths for the determination of the social, artistic and symbolic role and function of certain ancient bronze objects.
4. Conclusions
The paper aims to describe the variation profile of the chemical composition and the arrangement of the microstructures from the surface, the interface of the ornament with the hammer, but also in the cross section of the ornament. Particular attention was paid to the interior structure and the interface of the ornament with the hammer, which have different profiles in the two stages: commissioning and lying in the ground. The use of a thermal regime and an active reducing medium (by mixing powders of roasted tin ores with charcoal) led to the formation, in the pyrometallurgical process of soldering, of a galvanic system of polyelectrode with precipitation effect by cementing metallic cations Cu2+, Sn2+ and As3+ on the surface of the hammer by interaction with these metals, in the reduced form (0), taken from tin ores. Surface and interface electrochemical processes continued after abandonment, but their kinetics changed considerably due to the presence of chloride, hydroxide and carbonate anions.
The identification of some archaeometric features related to the chemical composition, the morphology of the crystalline phases and the presence of ancient cracks/cracks, allowed to discuss the current state of conservation of both the axe and the ornamental layer. In the areas covered by tin, both the hammer and the ornamental layer were well preserved.
According to its preliminary assessment [
3], the piece is believed to belong to the medieval Bronze Age in the Western Carpathians, namely the Wietenberg, Suciu de Sus and Ottoman–Füzesabony cultures. Given the complexity of the ornament, the aesthetics of the piece proves that it belonged to a nobleman.
The axe was made by casting in a bivalve or three-part mould, made of siliceous stone, which confirms the previous hypotheses [
3,
6]. After casting, the traces of the mould were removed by polishing, such that the burrs are barely visible. Through the pyro-metallurgical process, the ornamentation was applied on the incandescent hammer, by depositing several layers of tin alloy, using initially fried powders from Sn-rich ores, which were mixed with fine charcoal powders. In this mixture heated to high temperatures, by friction at the temperature of the incandescent axe, successive layers of Cu-enriched tin alloy were deposited by cementation, in the form of a thin, adherent and uniform layer, with a thickness varying between 0.5 and 0.9 mm. After cooling, through a deep mechanical incision, close to the interface, the artistic drawing was made, of a special beauty, giving the hammer a function with rank of use, which after classification was still in the group of museum artifacts from the TREASURE.
The paper allowed the nuance and improvement of the quality of the archaeometallurgical interpretation used in the previous works [
3,
6,
40], which involves different profiles of variation of the concentration of component metals on representative areas and directions.
It should be noted that changes in surface composition and interface depend on the thickness and continuity of the ornamental layer. Thus, the composition changes around the edges, incrustations and cracks are attributed to the influence of the environment during the period of lying (burial) in the soil and, respectively, during storage after discovery.
These results demonstrate the ability of Middle Bronze Age metallurgical craftsmen to design and process various copper and tin alloys to obtain unique and extremely beautiful artifacts, which offer new possibilities to reveal the social role and aesthetic, artistic and symbolic functions of certain ancient bronzes.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}