Abstract
Manual skill degradation is a common problem that production managers face in assembly lines due to frequent changes in batch styles. Since the advancement in automated machinery, reliance on manual machines has been reduced. However, due to the high cost of fully automated machinery, it is still not available on a large scale in apparel manufacturing setups as most of the setups are in developing countries. Few related studies regarding the effects of automation on manual skills have been conducted in aviation and other emerging technological advanced fields; little focus was given on the effects of automation in apparel manufacturing. This exploratory study examines automation-induced performance degradation in the apparel production line. Sixty-seven sewing machine operators were initially trained on manual sewing machines to learn a complex production operation. Then, participants were divided randomly into three groups to experience varied amount of automation exposure. The manual machine group (MMG)kept working on the manual machines after the initial training and skill development. In contrast, the automation group (AG) shifted to automated pocket setting machines after skill development. Finally, the refresher training group (RTG) rotated between manual and automated machines after the skill development. The skill retrieval assessment was carried out after six weeks in the production line. The result of an independent t-test showed no significant differences among performances of the three groups after the initial training stage. A significant increase in the average single cycle time (ASCT) and decrease in the right-first-time percent (RFT %) was found in the AG while the ASCT decreased and the RFT% increased among the MMG after the retention interval. The RTG almost maintained its production output and the ASCT due to refresher training drills. Relevance to industry: Production managers usually maintain a skill set among the operators to run the production line smoothly. Therefore, capacity development drills of sewing operators are essential to maintain an efficient required skill set.
1. Introduction
Automation of things in manufacturing setups has made worker’s manual tasks much easier and faster. Automation is defined as everything that was previously done by humans and now done by machines [1]. However, along with numerous benefits in manufacturing setups, excessive automation is indirectly causing risks for individuals. Either people have to adapt to changing working environments by learning new skills or look for other career opportunities [2]. The labor-intensive apparel manufacturing industrial shift from developed to developing countries has created a competitive race among developing countries [3]. In order to remain competitive, these apparel manufacturing set-ups need to adapt to new technologies, which they are doing, but not at the same pace as being done by other industries. Also, due to different complex operations in apparel manufacturing, the complete shift of automation of tasks is costly and difficult. Nevertheless, there are some other strategies that these industries can adopt to increase their productivity.
The apparel and textile industry is one of the biggest manufacturing industries of Pakistan, contributing more than fifty percent of the entire country’s exports [4]. Therefore, developing countries need to increase their production capabilities and strengthen their value chain to remain competitive in changing fashion requirements of the industry. Other than that, a radical shift in skill development and skill maintenance strategies with a focus on retaining skilled labor is crucial for the industry’s survival [5,6].
Since there is significant human involvement in apparel manufacturing setups, a shift to complete automation is not easy. Any manufacturing setup needs to know what type and level of automation are suitable for greater efficiency. Excessive automation may lead to poor overall performance without knowing the limitation of human cognitive decision-making [7]. In this context, a ten-level automation taxonomy applicable to numerous cognitive and psychomotor tasks suggests the intent to improve the performance of human-machine systems by defining the control of humans and computers in a dynamic control task [8]. Furthermore, a meta-analysis by Onash et al. concluded that there is a cost-benefit trade-off between the degree of automation (DOA) and manual skills of operators and situational awareness (SA); a higher DOA leads to poor SA and poor manual performance [9]. Therefore, the risks associated with automated system failure, in addition to automation-induced performance degradation, need thorough investigation.
1.1. Competence and Skill Learning Process
The word competence has several meanings as few experts treated competence as a socially sited concept while others as a personal trait. In everyday life, using the word competence for some person means he/she would be able to perform some specific tasks according to some expected standard [10]. Higher competence shows higher skill retention [11]. Competence relies on personal attributes such as ‘knowledge’, ‘ability’, ‘acquired skill set’, and general aptitude [12]. Therefore, merely focusing on completing task performance cannot fully justify the concept of competence. Competencies are related to behavioral dimensions of people; some people do the same job more efficiently and effectively, having the same level of skills. So organizations need to keep updating their record of the competencies of their employees not only based on the past performances but oriented on targeting future needs [13]. The concept of competence is not one-dimensional; in the USA, individual characteristics and behavioral traits are considered the main factors in achieving high performance [14]. In contrast, the UK approach focuses on meeting the operational standards of the task to define the competence of workers [15]. In other European countries such as France and Germany, competence is considered to be a multi-dimensional and analytical concept [16]. Therefore, a holistic concept incorporating cognitive, functional, and social competence with meta-competence at its core is helpful in the identification of the best combination. Nevertheless, it is still a challenge to define competence consistently and acceptably worldwide [16].
There are three phases of skill learning, and any of the phases includes encoding, solving, and responding to a problem as the cognitive stages. Cognitive processing efficiency increases with practicing the same or similar tasks. During the first time, solving a problem or practicing a skill learning phase took the maximum time because of different computations involved, but shifted to the next phase after achieving the solution with a significant decrement in the duration of the solving stage. After much practice, the third learning phase is achieved when the brain recognizes the problem as a single entity and responds automatically [17].
Due to technological developments in the last few decades, it becomes critically important for labor-intensive manufacturing industries to continuously upgrade the skills of their workforce to be competitive in the market and global value chains. In developing countries, the reactive approach is more common to cover the skill gap instead of proactive thinking and future-oriented interventions to upgrade the skill level of the workforce [18].
1.2. Dexterity and Psychomotor Skill
Nicholai A. Bernstein, the founder of many contemporary fields, was one of the early and notable scientific contributors in biomechanics and motor control. His work on human body movements, motor control, and dexterity, initially published in the 1940s, and directed many upcoming professionals to focus on this area of voluntary human movements. There are numerous short definitions of dexterity as described by Bernstein such as “expertness”, “skillfulness”, “a high adaptive power and flexibility at all levels of coordination”, and “the use of memorized corrective mechanisms”, but the most concise and general definitions are “dexterity is the ability to solve a motor problem correctly, quickly, rationally, and resourcefully” and “readiness in performing an action which proceeds from experience or practice, united with activity or quick motion.” [19,20].
1.3. Skill Decay
Skill degradation is the loss of acquired knowledge or skill attained through training due to non-use or minimal use for an extended period [21]. This skill loss is positively related to the period of non-use as one can monitor in different military settings, flood rescue missions etc., where reserve personnel are called only in emergencies [22]. A detailed literature review of skill degradation shows that a significant increase in skill loss occurs due to its nonuse for long periods. Further, it identifies that manual, natural (more cohesive and integrated), tasks that require speed are less prone to skill decay than cognitive, artificial, and precision tasks. Some of the leading influencing factors of skill loss are (i) skill retrieval period, (ii) level of training or learning, (iii) task type (physical or cognitive), (iv) personal differences, (v) training methodology, (vi) conditions of skill retrieval assessment [21]. Also the use of automation for more extended periods causes the highest cognitive skill degradation compared to people doing tasks in a manual or semi-automated environment [23]. One of the studies related to the effects of automation on pilots found out that it affects the mental workload and decreases situation awareness and basic piloting skills [24]. It is well perceived that technical knowledge, clinical and surgical skill depreciation occurs due to non-practicing [25]. In this regard, refresher training plays a significant role in mitigating the skill decay and mental workload in process control, even for experienced workers [26].
One argument related to skill decay emphasizes skill learning and retention as two inseparable things [27]. It means the skill acquisition stage and skill retention should be done by the same persons, in the same working environment, and with the same set of procedures; otherwise, we would not be able to obtain desired results or deduce factual findings of skill decay. For example, it is vital to know how much skill was acquired during the training phase in terms of quality and competence percent. Competence percent is usually measured using a common direct observational technique known as “rating” to determine the worker’s performance relative to a defined performance level of a 100 percent operator [28]. One important aspect of skill development is identifying the benchmark, stopping the skill acquisition phase, and starting the skill retention phase. Unfortunately, there is not enough evidence or consensus found in the literature regarding the start of the retention period and the end of the skill acquisition period. Ordinary or simple skills and complex artificial skills decay at different rates. Some simple skills and few complex skills decay rates are identical, whereas some unnatural and non-routine base skills have a high depreciation rate [29]. This disparity of when to start and how long should be the retention interval for different task types is still unclear [30].
It has been observed that task performance pressure and anxiety play an essential role in decreasing learned skills. In one study, the manual dexterity of novice divers was assessed just before diving and then at any random time; results showed decreased manual dexterity just before diving [31]. Psychomotor skill loss is one reason for decreased task performance, and among this skill loss, age is one of the factors of overall decreased performance. In addition, reduced muscle strength due to fatigue and physical tasks reduces the psychomotor skills that can affect workers’ performance in assembly tasks [32]. Haptic guidance helps in general in the retention of skills but is more significant for beginners’ training [33].
1.4. Related Studies
With the latest advancement in aviation technology, the flying experience of pilots has changed to a large degree. Automation has taken over much of the manual flying tasks of the pilots. Speed control variability [34], decreased situational awareness [35], relying too much on automation instead of manually controlling the aircraft, and target-oriented behaviors instead of smooth and precise maneuvers are some of the after-effects of automation and are susceptible to flying skill decay. In these highly automated cockpits, task focus or continuous active monitoring of automated cockpit [35,36] helps mitigate the manual flying skill decay when an autonomous system is working [35]. Also, practicing on aircraft simulators can enhance the skill retention of manual flying skills [37].
Similarly, in the context of first aid, responders’ retention of skills is even more relevant. For example, prior studies by [38,39] showed that newly acquired cardiopulmonary resuscitation (CPR) skills result in poor retention. However, this retention level can be enhanced with overlearning and a suitable number of refresher training sessions. Therefore training interventions should be made compulsory on employers for the first aid staff. Other related studies of procedural skill decay include the impact of Just-in-time (JIT) by Jeremy et al. [40], the use of a simulation tool as an educational intervention, as described by Higgins et al. [41] and skill decay in process automation has been studied by Kluge et al. [42].
Based on the literature findings, the authors found no such study in apparel manufacturing in which the effects of high automation are checked on the manual skill decay of sewing machine operators. Doing the sewing operation right the first time shows high skill in machine control, reduced cycle time shows the rhythmic working behavior, and increased production output of the sewing operator. Loss of operator manual dexterity in the apparel sector occurs even in a short period of nonuse, so it is imperative to measure the dependent variables quantitatively after automation exposure. The present study fills that research gap in the skill decay research in apparel manufacturing industries.
1.5. Focus of Study
There is a research gap in apparel manufacturing related to the effects of highly automated sewing machines on operators’ performance when exposed to manual machines. Therefore, the present study focuses on examining the effects of automation exposure on the retention of manual skills of apparel sewing operators. In addition, this study aims to provide an outlook on how much compensation efforts are needed to recover the depreciated manual skills and how refresher training drills help retain manual skills. Sewing machine operators were randomly divided into three groups: a manual machine group (MMG), a refresher training group (RTG), and an automation group (AG). Based on the same initial training and complex skill development among randomly divided sewing operators, it was hypothesized that
Hypothesis 1 (H1).
There is no significant difference between the manual skill levels of sewing operators after initial training.
The skill retention period is positively related to the amount of skill loss [21,30]. Therefore, as the retention interval increases, the skill loss increases. This leads to the development of a second hypothesis that
Hypothesis 2 (H2).
The use of automation for an extended period will result in more skill degradation in the automation group than the manual machine and refresher training group.
A mix of machines or machine cells with both manual and automated machines allows the operator to practice his manual skills from time to time and helps the operator retain the skill set for a more extended period. This working style leads to the development of the third hypothesis that
Hypothesis 3 (H3).
Refresher training after suitable intervals helps in minimizing the manual skill loss.
2. Materials and Methods
Two testing procedures (post-test after initial training and skill retrieval assessment test after the retention period) were designed, and three randomly divided groups after the initial training were made to check the exposure of high automation on these groups. The study consisted of a 1 × 3 (MMG, RTG, AG) between-subjects design. As a result, three groups of twenty members stayed in the same group from zero automation exposure for MMG to full automation exposure to AG. A work schedule was established whereby the RTG shifted between manual and automated machines every week. An acceptable statistical significance was set at α < 0.05 with 95% confidence intervals (95% CI).
2.1. Sample Size
Sixty-seven sewing machine operators (all young males) selected for the training program had no prior experience in sewing operations. The average age of the operators was 22.8 years (SD = 2.71, range: 18–28) Sewing machine operators were selected based on an already defined benchmark manual dexterity score to ensure they could perform the sewing task as volunteer-based selection [43] would lead to bias in selection and training issues. The initial training was conducted in the respective factory’s training section, and participants were informed about the research work before the start of the initial training program. They were supposed to be the permanent sewing workers of the organization after becoming skillful operators. Official consent was taken from the management and study was conducted according to the guidelines of the Ethical Conduct of Research Involving Humans—TCPS 2 (2018). The trainee operators were given the basic minimum salary defined by the government and according to labor law of Pakistan during the training period.
2.2. Skill Development and Retrieval Program
All newly inducted machine operators entered into the initial skill development training program for four weeks. After the initial basic training and skill development phase, the operators started working in production lines. Their performance was monitored on a daily and weekly basis for the next six weeks. After six weeks of the retention interval a skill retrieval assessment was carried out. Operators were trained initially on paper exercises to develop control on the machine simultaneously with dexterity development exercises. Daily targets were given to the operators to analyze the operators’ learning curve and take corrective measures if there were any shortcomings. When the operators achieved enough control on the manual machine, they started working on square fabric pieces of (15 × 15) cm length to practice their skills on fabric. Machine operators sewed on fabric initially for a shorter period to produce quality and subsequently to a more extended period with the intent of developing stamina and rhythm. Figure 1 illustrates the complete skill development and still retrieval assessment program.
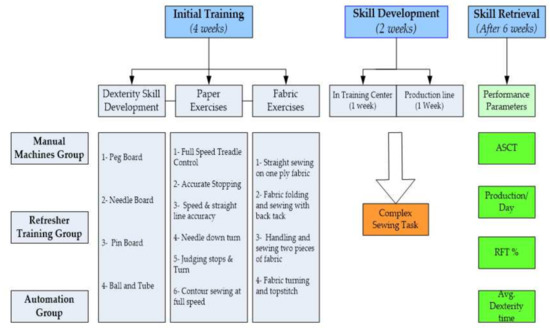
Figure 1.
Skill development and retrieval assessment procedure.
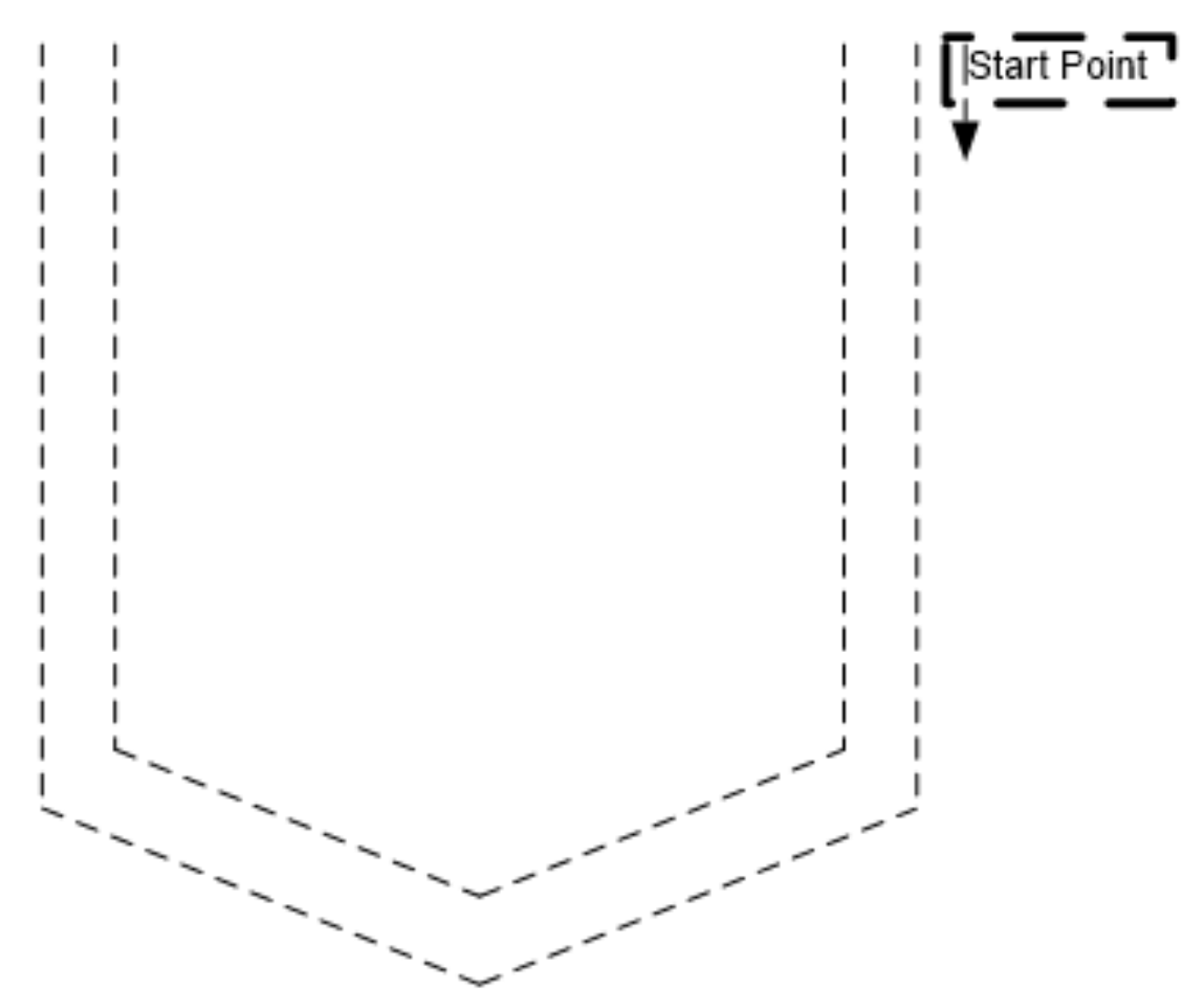
Later they were trained on the particular operation (back pocket attach) in Figure 2; the operation was performed on the back panel of basic five-pocket jeans. Since this operation is considered a complex operation and needs accuracy and precision to pass the quality measures, the benchmark capacity percent for sewing operators to be inducted into a production line is sixty percent to keep the production line balanced. It is important to note that capacity percent does not mean that the operators lack acquired skills; their efficiency in production output is sixty percent when inducted relative to experienced hundred percent operators. Therefore, the newly trained sewing operators worked as helping operators for one week until they reached sixty percent capacity. Figure 3 shows the manual sub-tasks involved in the sewing operation.
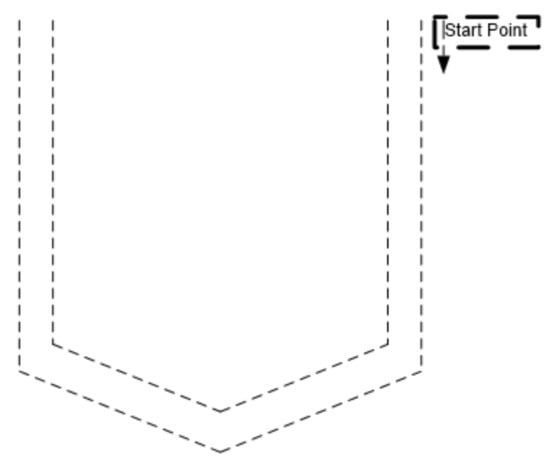
Figure 2.
Back pocket operation.
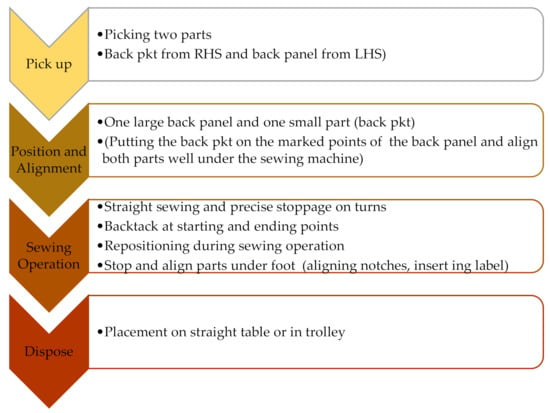
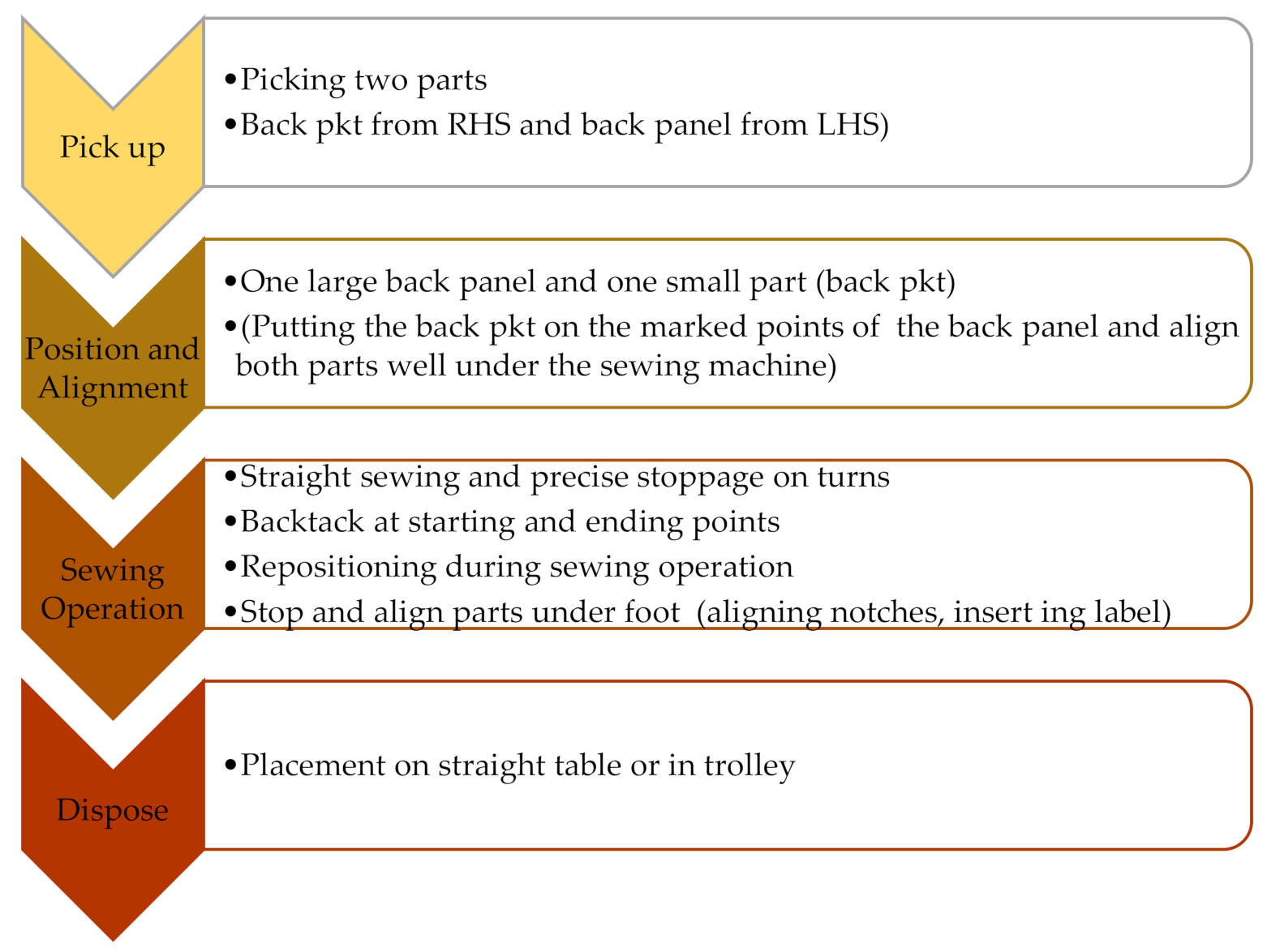
Figure 3.
Sub tasks in the manual sewing operation.
The MMG operators continued working on the manual machines while the AG was shifted on fully automated back pocket setting machines. The RTG worked on manual and automated machines on an alternate basis every three days.
2.3. Variables and Performance Measures
2.3.1. Independent Variable
Skill retrieval assessment in three groups with varied amount of automation was set as independent variable.
2.3.2. Dependent Variables
Four dependent variables were used to measure the manual skill loss of sewing operators at the skill retrieval assessment.
- Average Single Cycle Time (ASCT):
Average single cycle time in min after initial training and during manual skill retrieval assessment was calculated as a dependent variable. Ten single cycle times were taken to calculate the ASCT.
- 2.
- Production/day:
Production per day was measured for a complete eight-hour working shift. The sewing operators were inducted into the production line at 60% capacity and were given production targets based on their capacity%. Average production per day for a whole week was used for calculations and analysis.
- 3.
- Right First Time % (RFT%):
The work piece completed with quality without any re-work needed is used in calculations for right first time%.
- 4.
- Average dexterity time:
The word dexterity means skills at performing tasks with hands. These tests were designed to check the hand, eye, and mind coordination and participants’ learning level. The quickness and concentration of each sewing operator during manual working tasks were assessed based on the score achieved. Proper lighting conditions were provided, and the seating arrangement for the participant was close to the table. The height of the table and chair were checked before test performance to ensure the proper posture of the operator. Dexterity boards were placed with the long side facing the operator. The average time from three attempts on the dexterity boards was calculated after initial training and after the retention interval. Equal weightage was given to each dexterity board in calculating average dexterity time. Table 1 shows the different types of dexterity tests and benchmark time to complete the task.

Table 1.
Manual dexterity testing.
The dexterity score shows the manual dexterity skill of sewing operators. All sewing operators passed the benchmark time of dexterity boards during the initial training. The equal weightage (0.25) was given to all four dexterity boards, and an average dexterity time was used for calculations.
Capacity percent represents the ability of the sewing operator to produce units relative to the units produced by the hundred percent operators. Since the capacity% of the sewing operators was calculated from the ASCT, and ASCT indirectly shows the sewing operator’s capacity; it is not included as a separate dependent variable.
After six weeks of working in the production line, a manual skill retrieval assessment was carried out. Ten single cycle times of sewing operators were taken to calculate the ASCT, and two-hour production output was used to represent all-day production. The ASCT was used to calculate the capacity% of the operator.
3. Results
All sewing machine operators received the same initial training until skill development. Out of sixty-seven operators, sixty sewing machine operators were included in the study due to the resigning of seven operators from the job.
A post-initial training independent t-test among the groups revealed no significant difference in the ASCT, production/day, and average dexterity time among the MMG, RTG, and AG.
The effect size or d statistics measures treatment strength on the independent variable (e.g., group exposure to automation). The notion behind measuring the skill decay effect size is to assess the severity or impact of automation on independent groups. It is generally assumed that skill at the retrieval assessment phase is less than after the initial learning phase, and due to this, effect sizes are primarily negative. On the other hand, skills are supposed to increase with continuous learning with a positive effect size. Therefore, the negative or positive effect size only shows the direction of skill loss or skill gain.
Cohen proposed an effect size scale ranging from less than 0.41 as a small effect size, between 0.41 and 0.70 as a moderate effect size, and above 0.70 as a greater effect size [44]. Cohen’s d or the standard means difference is calculated using the formula
where ME = standard mean of the experimental group, MC = standard mean of the control group, and SW = pooled standard deviation.
D = (ME − MC)/SW
Usually, the effect size is measured in three different ways: (i) standard mean difference, (ii) odd ratio, and (iii) correlation coefficient. The author used the standard mean difference to measure the effect size. The reporting of effect size of different treatments along with statistical significance help the reader better understand the effect size of the treatment applied. Rhea determined the effect sizes using Cohen d method and proposed <0.35 as trivial, 0.35–0.80 as small, 0.80–1.5 as moderate and >1.5 as a large effect size for physical strength [45].
For our first hypothesis, an independent t-test was used to find any significant differences among performances of three groups after the initial training stage. The results show that there was no significant difference in performance across dependent variables in all three groups. See Table 2 and Table 3.
Table 2.
Skill retrieval assessment among the MMG and AG using independent samples t-test.
Table 3.
Skill retrieval assessment among the RTG and AG using independent samples t-test.
The skill retention performance of the three groups was analyzed after six weeks in the production line. In the second hypothesis we supposed that use of automation for an extended period will result in more skill degradation in the AG than the MMG and RTG. To ensure that the performance parameters were calculated during the representative time of the whole day working and, to give a warm-up time to get adjusted to a manual machine, the performance measures of sewing operators from the automation group were taken after working for two hours in the production line. Paired samples t-tests analysis was used for measurement of skill loss at skill retrieval assessment.
- ASCT(Average single cycle time):
The results from the MMG show that there was a significant (t(19) = 43.5, p < 0.001) decrease in ASCT from the initial training stage(M = 2.43, SD = 0.07) to the skill retrieval assessment (M = 1.86, SD = 0.08) phase. For the RTG, there was a significant decrease (t(19) = 2.34, p = 0.030) in ASCT from the initial training stage(M = 2.45, SD = 0.06) to the skill retrieval assessment (M = 2.36, SD = 0.16) phase. For the AG, there was a significant (t(19) = −10.52, p < 0.001) increase in the ASCT from the initial training stage(M = 2.42, SD = 0.07) to the skill retrieval assessment (M = 2.71, SD = 0.12) phase.
- 2.
- Production output/day:
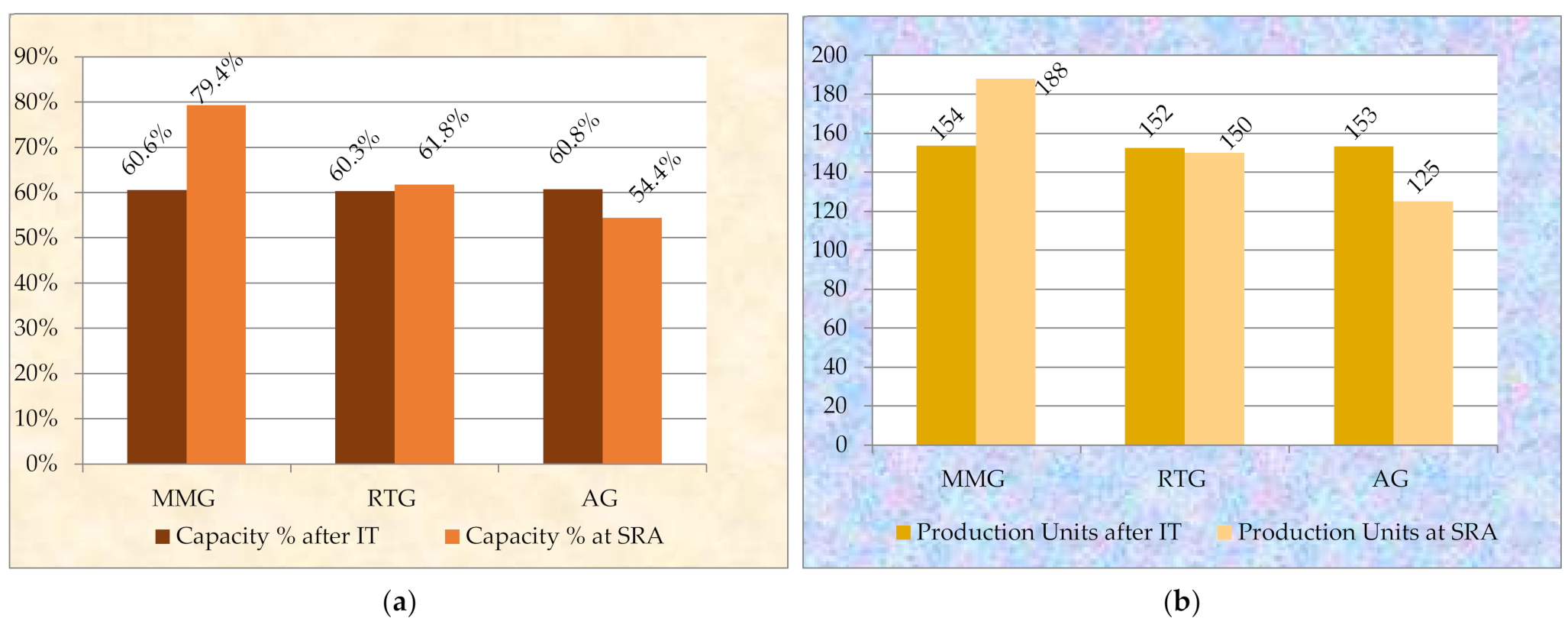
The results from the MMG show that there was a significant (t(19) = −9.77, p < 0.001) increase in production/day from the initial training stage (M = 153.6, SD = 9.13) to the skill retrieval assessment (M = 188, SD = 12.5) phase. For the RTG, there was no significant difference (t(19) = 0.934, p = 0.362) in production/day from the initial training stage (M = 152, SD = 8.1) to the skill retrieval assessment (M = 150, SD = 10.7) phase. For the AG, there was a significant (t(19) = 11.5, p < 0.001)decrease in production/day from the initial training stage(M = 153.3, SD = 6.6) to the skill retrieval assessment(M = 125, SD = 9.35) phase.
- 3.
- Right First Time %:
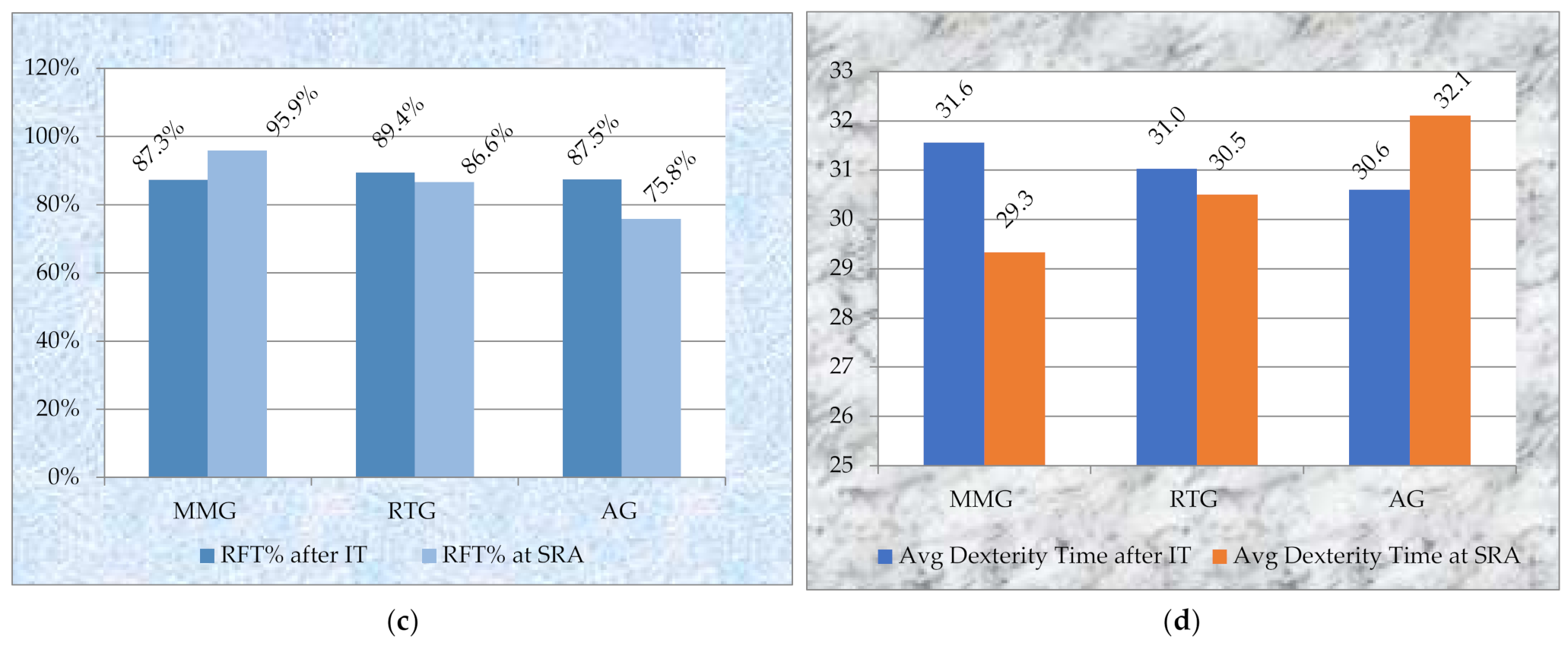
The results from the MMG show that there was a significant (t(19) = −13.6, p < 0.001) increase in RFT% from the initial training stage(M = 87.3%, SD = 2%) to the skill retrieval assessment (M = 95.9%, SD = 3%) phase. For the RTG, there was a significant increase (t(19) = 2.33, p = 0.030) in RFT% from the initial training stage(M = 89.3%, SD = 2.7%) to the skill retrieval assessment (M = 86.5%, SD = 4.6%) phase. For the AG, there was a significant (t(19) = 7.71, p < 0.001) decrease in the RFT% from the initial training stage(M = 87.4%, SD = 2.2%) to the skill retrieval assessment(M = 75.8%, SD = 6.4%) phase.
- 4.
- Average manual dexterity time:
The results from the MMG show that there was a significant (t(19) = −9.77, p = 0.01) decrease in average dexterity time from the initial training stage (M = 31.6, SD = 1.09) to the skill retrieval assessment (M = 29.3, SD = 1.29) phase. For the RTG, there was no significant difference (t(19) = 1.73, p = 0.10) in average dexterity time from the initial training stage(M = 31.03, SD = 1.19) to the skill retrieval assessment (M = 30.5, SD = 1.02) phase. For the AG, there was a significant (t(19) = −6.32, p < 0.001) increase in average dexterity time from the initial training stage(M = 30.6, SD = 1.16) to the skill retrieval assessment(M = 32.01, SD = 1.29) phase.
Table 4 shows the effect sizes of the automation treatment on workers’ performance after initial training and after the retention period.
Table 4.
Effect size among groups using the paired samples t-test.
The results showed a large effect size of automation on the manual skills of sewing operators. The positive or negative signs of effect size only show the direction of the effect. Usually, positive effect size means that the performance after the retention interval improved, and the negative sign shows the degraded performance. In the present study, in the context of the ASCT and average dexterity time, negative value effect size does not mean degraded performance; it shows the improvement of sewing operators in taking less total time to complete the task.
In our third hypothesis, we supposed that refresher training after suitable intervals helps in reducing skill loss. The results from paired sample t-test supported our hypothesis. Therefore, by introducing suitable refresher drills for the workers shows the minor impact of automation exposure on the RTG performance after the retention interval.
Figure 4a–d illustrates the comparison of performance after initial training and after the retention period.
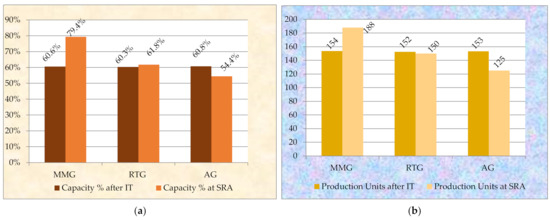
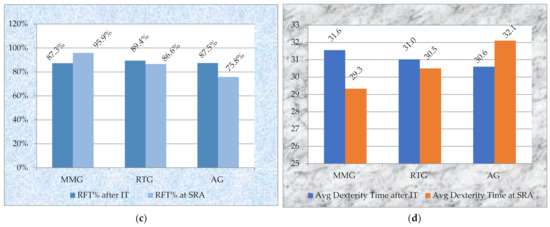
Figure 4.
(a) Average capacity% of groups after initial training and at the skill retrieval assessment (SRA) phase; (b) Average production/day of groups after initial training and at skill retrieval assessment(SRA); (c) Average RFT% of groups after initial training and at skill retrieval assessment (SRA); (d) Average dexterity score of groups after initial training and at skill retrieval assessment (SRA).
The average capacity percent of the MMG increased from 60.6% to 79.4%, increasing learning by almost twenty percent in six weeks. However, this percentage increase looks small as compared to the progress in the initial six weeks. The answer lies in that the learning curve of repetitive tasks flattens after reaching an average working performance. Capacity percent was calculated by dividing the basic minute (BM) of the task with the ASCT. See Equation (3)
BM = ASCT ∗ OR
Cap % = (BM)/ASCT
Basic time was calculated by multiplying the ASCT with the operator’s rating (OR) as shown in Equation (2). Operator rating is the expert view of the operator’s performance relative to a one hundred percent efficient operator. The OR for a one hundred percent efficient operator is one.
The percentage change in the average capacity percent of the MMG, RTG and the AG are 18.8%, 1.5% and −6.4%, respectively. Similarly, the percentage change in average production/day are (34, −2, −28), RFT% (8.65, −2.8%, −11.7%) and average dexterity time (−2.3 s, −0.5 s, 1.5 s), respectively.
4. Discussion
The study aimed to detect manual skill loss due to automation and non-use for an extended period. The study also aimed to determine how much time it takes for refresher training to achieve previously attained learning levels. The performance test after initial training was conducted to support the idea that all groups have acquired the same skill level before the start of the retention period. The findings demonstrate that exposure to high and excessive automation for an extended period decreases manual performance in an apparel manufacturing sewing task. The degraded manual sewing skills of the operators demand a counter-skill decay strategy in the form of refresher training.
The results supported all three of our hypotheses. The RTG maintained its skill level despite a decrease in learning level as compared to the MMG, while the highest skill degradation occurred in the AG. The AG exhibited the highest manual sewing skill performance after retention interval while the sewing performance of the MMG increased. The results are consistent with earlier research that skill retention is inversely proportional to the period of non-use [21]. However, the learning level achieved at the initial training made a substantial impact on minimizing skill decay. In addition, quality and the analytical way of training at the start results in more skill retention.
The RTG performance in manual skill looks almost the same at the retrieval assessment phase but with a reduced learning speed of only 2% in six weeks. The result suggests that non-use for a short period first reduces the learning level, and as the non-use period increases, this skill level goes into the depreciation phase. The results also suggest that frequent refresher practice sessions reduce the chances of skill loss to a considerable degree. The time interval for refresher training depends on the manual task difficulty and the level of learning at the skill development phase.
In manual task analysis as shown in Figure 3, alignment and positioning of fabric parts and active sewing include 70–80% of the task. However, the sewing operators were only doing the pick and dispose of tasks in the automation group. This suggests the dexterity loss during the skill retrieval stage among the AG since the operators did not practice needling the machine and alignment of parts on automated machines. As a result, the average increase in time(s) during skill retrieval is only in needle board (3.2 s) and pinboard (3.5 s) dexterity.
5. Conclusions
The results show that the non-use of manual skills due to automation can cause a significant decrease in manual dexterity and operational skill level. One accomplishment of this study is that it is not based on a one time empirical study; instead, data was taken based on the full-day working performance of sewing operators with continuous monitoring from skill development to the retrieval assessment phase.
Engaging operators in capacity enhancement drills regularly can mitigate the skill depreciation rate. As seen in the alternate machine group, there was very little manual skill loss. However, the learning speed was much lower than the MMG, which can be improved with regular capacity drills. Also, it helps the production managers to use the workforce efficiently without any capacity issues in assembly lines. Furthermore, it controls workers’ performance, and managers can better plan their upcoming batch schedules.
A limited number of sewing machine operators participated in the study due to the longitudinal nature of the study. Furthermore, since the sewing machine operators involved in the study were initially raw operators without prior knowledge of the processes, it is worthwhile to investigate manual skill loss and the compensated learning behavior of skilled operators due to automation. The findings of the present study highlight the importance of refresher training after suitable intervals for workers who are engaged with highly automated machines to retain their skill level. It would be interesting to include other control variables such as the task complexity, physical working environment and gender as potential influencers to measure skill loss due to automation.
Author Contributions
Conceptualization, Z.R. and M.R.; methodology, Z.R. and M.R.; formal analysis, Z.R.; investigation, Z.R.; writing—original draft preparation, Z.R.; writing—review and editing, Z.R. and M.R.; supervision, M.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Higher Education Commission of Pakistan (HEC) in collaboration with the German Academic Exchange Service (DAAD), grant number 57370571. The authors also acknowledge support by the German Research Foundation and the Open Access Publication Fund of TU Berlin.
Institutional Review Board Statement
The study was conducted according to the guidelines of the Ethical Conduct of Research Involving Humans—TCPS 2 (2018) approved by the Panel on Research Ethics.
Informed Consent Statement
Informed consent was obtained from all the sewing machine operators involved in the study.
Data Availability Statement
The data presented in this study are available on request from the corresponding author on request. The data is not publicly available due to restrictions of privacy.
Acknowledgments
The authors would like to acknowledge the support of the Higher Education Commission of Pakistan (HEC) and the German Academic Exchange Service (DAAD).The authors acknowledge and thank the factory management for their administrative, technical, and operator training support. Also, the authors would like to thank all the sewing machine operators who participated in the study.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
| AG | Automation Group |
| ASCT | Average Single Cycle Time |
| CT | Cycle Time |
| d | Cohen’s effect size |
| DOA | Degree of Automation |
| MMG | Manual Machine Group |
| MC | Standard mean of the control group |
| ME= | Standard mean of the experimental group |
| RTG | Refresher Training Group |
| RFT% | Right First Time Percent |
| SA | Situational Awareness |
| SW | Pooled standard deviation |
References
- Parasuraman, R.; Riley, V. Humans and automation: Use, misuse, disuse, abuse. Hum. Factors 1997, 39, 230–253. [Google Scholar] [CrossRef]
- Nedelkoska, L.; Quintini, G. Automation, Skills Use and Training; OECD Publishing: Paris, France, 2018. [Google Scholar]
- Keenan, M.; Saritas, O.; Kroener, I. A dying industry—Or not? The future of the European textiles and clothing industry. Foresight 2004, 6, 313–322. [Google Scholar] [CrossRef]
- Khan, A.A.; Khan, M. Pakistan textile industry facing new challenges. Res. J. Int. Stud. 2010, 14, 21–29. [Google Scholar]
- Morris, M.; Reed, L. A Sectoral Analysis of Skills Gaps and Shortages in the Clothing and Textile Industry in South Africa; Report for the Human Sciences Research Council; Policy Research in International Services and Manufacturing; The South African Department of Labor: Bellville, South Africa, 2008.
- Morris, M.; Barnes, J. Globalization, the Changed Global Dynamics of the Clothing and Textile Value Chains and the Impact on Sub-Saharan Africa; UNIDO: Vienna, Austria, 2009. [Google Scholar]
- Endsley, M.R.; Kiris, E.O. The out-of-the-loop performance problem and level of control in automation. Hum. Factors 1995, 37, 381–394. [Google Scholar] [CrossRef]
- Endsley, M.R. Level of automation effects on performance, situation awareness and workload in a dynamic control task. Ergonomics 1999, 42, 462–492. [Google Scholar] [CrossRef] [Green Version]
- Onnasch, L.; Wickens, C.D.; Li, H.; Manzey, D. Human performance consequences of stages and levels of automation: An integrated meta-analysis. Hum. Factors 2014, 56, 476–488. [Google Scholar] [CrossRef]
- Eraut, M. Concepts of competence. J. Interprofessional Care 1998, 12, 127–139. [Google Scholar] [CrossRef]
- Arthur, W., Jr.; Day, E.A.; Bennett, W., Jr.; Portrey, A.M. Individual and Team Skill Decay: The Science and Implications for Practice; Routledge: New York, NY, USA, 2013. [Google Scholar]
- Hager, P.; Gonczi, A. What is competence? Med Teach. 1996, 18, 15–18. [Google Scholar] [CrossRef]
- Woodruffe, C. What is meant by a competency? Leadersh. Organ. Dev. J. 1993, 14, 29–36. [Google Scholar] [CrossRef]
- White, R.W. Motivation reconsidered: The concept of competence. Psychol. Rev. 1959, 66, 297. [Google Scholar] [CrossRef]
- Mansfield, B.; Mitchell, L. Towards a Competent Workforce; Gower Publishing, Ltd.: Aldershot, UK, 1996. [Google Scholar]
- Le Deist, F.D.; Winterton, J. What is competence? Hum. Resour. Dev. Int. 2005, 8, 27–46. [Google Scholar] [CrossRef]
- Tenison, C.; Fincham, J.M.; Anderson, J.R. Phases of learning: How skill acquisition impacts cognitive processing. Cogn. Psychol. 2016, 87, 1–28. [Google Scholar] [CrossRef] [Green Version]
- Fernandez-Stark, K.; Bamber, P.; Gereffi, G. Upgrading in Global Value Chains: Addressing the Skills Challenge in Developing Countries; OECD Background Paper; OCED: Paris, France, 2012. [Google Scholar]
- Bernstein, N.A. Dexterity and Its Development; Psychology Press: East Sussex, UK, 2014. [Google Scholar]
- Wiesendanger, M. Manual dexterity and the making of tools–an introduction from an evolutionary perspective. Exp. Brain Res. 1999, 128, 1–5. [Google Scholar] [CrossRef]
- Arthur, W., Jr.; Bennett, W., Jr.; Stanush, P.L.; McNelly, T.L. Factors that influence skill decay and retention: A quantitative review and analysis. Hum. Perform. 1998, 11, 57–101. [Google Scholar] [CrossRef]
- Wisher, R.A. Individual Ready Reserve (IRR) Call-Up: Skill Decay; US Army Research Institute for the Behavioral and Social Sciences: Fort Belvoir, VA, USA, 1991. [Google Scholar]
- Volz, K.; Yang, E.; Dudley, R.; Lynch, E.; Dropps, M.; Dorneich, M.C. An evaluation of cognitive skill degradation in information automation. Proc. Hum. Factors Ergon. Soc. Annu. Meet. 2016, 6, 191–195. [Google Scholar] [CrossRef] [Green Version]
- Archer, J. Effects of Automation in the Aircraft Cockpit Environment: Skill Degradation, Situation Awareness, Workload; Purdue University: West Lafayette, IN, USA, 2012. [Google Scholar]
- D’Angelo, A.-L.D.; D’Angelo, J.D.; Rogers, D.A.; Pugh, C.M. Faculty perceptions of resident skills decay during dedicated research fellowships. Am. J. Surg. 2018, 215, 336–340. [Google Scholar] [CrossRef]
- Kluge, A.; Frank, B.; Miebach, J. Measuring Skill Decay in Process Control-Results from Four Experiments with a Simulated Process Control Task; De Waard, K.D., Brookhuis, R., Wiczorek, F., Di Nocera, R., Brouwer, P., Barham, C., Weikert, A., Kluge, W., Gerbino, A., Toffetti, Eds.; Human Factors and Ergonomics Society: Santa Monica, CA, USA, 2014; pp. 79–93. [Google Scholar]
- Schmidt, R.A.; Bjork, R.A. New conceptualizations of practice: Common principles in three paradigms suggest new concepts for training. Psychol. Sci. 1992, 3, 207–218. [Google Scholar] [CrossRef]
- Institute of Management Services. Work Measurement; Institute of Management Services: Lichfield, UK, 2021. [Google Scholar]
- Villado, A.J.; Arthur, W., Jr. The comparative effect of subjective and objective after-action reviews on team performance on a complex task. J. Appl. Psychol. 2013, 98, 514. [Google Scholar] [CrossRef]
- Farr, M.J. The Long-Term Retention of Knowledge and Skills: A Cognitive and Instructional Perspective; Springer: New York, NY, USA, 2012. [Google Scholar]
- Baddeley, A.; Idzikowski, C. Anxiety, manual dexterity and diver performance. Ergonomics 1985, 28, 1475–1482. [Google Scholar] [CrossRef]
- Tsao, L.; Ma, L.; Wang, L. Effect of local wrist muscle fatigue on multiple assembly-related psychomotor skills. Hum. Factors Ergon. Manuf. Serv. Ind. 2017, 27, 210–217. [Google Scholar] [CrossRef]
- Marchal-Crespo, L.; McHughen, S.; Cramer, S.C.; Reinkensmeyer, D.J. The effect of haptic guidance, aging, and initial skill level on motor learning of a steering task. Exp. Brain Res. 2010, 201, 209–220. [Google Scholar] [CrossRef] [Green Version]
- Ebbatson, M. The Loss of Manual Flying Skills in Pilots of Highly Automated Airliners; Cranfield University: Bedford, UK, 2009. [Google Scholar]
- Casner, S.M.; Geven, R.W.; Recker, M.P.; Schooler, J.W. The retention of manual flying skills in the automated cockpit. Hum. Factors 2014, 56, 1506–1516. [Google Scholar] [CrossRef]
- Sumwalt, R. Cockpit monitoring: Using Procedures to Enhance Crew Vigilance. Prof. Pilot 2003, 37, 60–64. [Google Scholar]
- Taylor, H.L.; Lintern, G.; Hulin, C.L.; Talleur, D.A.; Emanuel, T.W., Jr.; Phillips, S.I. Transfer of training effectiveness of a personal computer aviation training device. Int. J. Aviat. Psychol. 1999, 9, 319–335. [Google Scholar] [CrossRef]
- Anderson, G.S.; Gaetz, M.; Masse, J. First aid skill retention of first responders within the workplace. Scand. J. Trauma Resusc. Emerg. Med. 2011, 19, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Woollard, M.; Whitfield, R.; Newcombe, R.G.; Colquhoun, M.; Vetter, N.; Chamberlain, D. Optimal refresher training intervals for AED and CPR skills: A randomised controlled trial. Resuscitation 2006, 71, 237–247. [Google Scholar] [CrossRef]
- Branzetti, J.B.; Adedipe, A.A.; Gittinger, M.J.; Rosenman, E.D.; Brolliar, S.; Chipman, A.K.; Grand, J.A.; Fernandez, R. Randomised controlled trial to assess the effect of a Just-in-Time training on procedural performance: A proof-of-concept study to address procedural skill decay. BMJ Qual. Saf. 2017, 26, 881–891. [Google Scholar] [CrossRef] [Green Version]
- Higgins, M.; Madan, C.; Patel, R. Development and decay of procedural skills in surgery: A systematic review of the effectiveness of simulation-based medical education interventions. Surgeon 2021, 19, e67–e77. [Google Scholar] [CrossRef]
- Kluge, A.; Frank, B. Counteracting skill decay: Four refresher interventions and their effect on skill and knowledge retention in a simulated process control task. Ergonomics 2014, 57, 175–190. [Google Scholar] [CrossRef]
- Rosenthal, R.; Rosnow, R.L. Essentials of Behavioral Research: Methods and Data Analysis; McGraw-Hill: New York, NY, USA, 2008. [Google Scholar]
- Cohen, J. The effect size. In Statistical Power Analysis for the Behavioral Sciences; ACADEMIC PRESS: New York, NY, USA, 1988; pp. 77–83. [Google Scholar]
- Rhea, M.R. Determining the magnitude of treatment effects in strength training research through the use of the effect size. J. Strength Cond. Res. 2004, 18, 918–920. [Google Scholar]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).