
Effect of Aggregate Size on Recycled Aggregate Concrete under Equivalent Mortar Volume Mix Design


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Particle Size Determination
- -
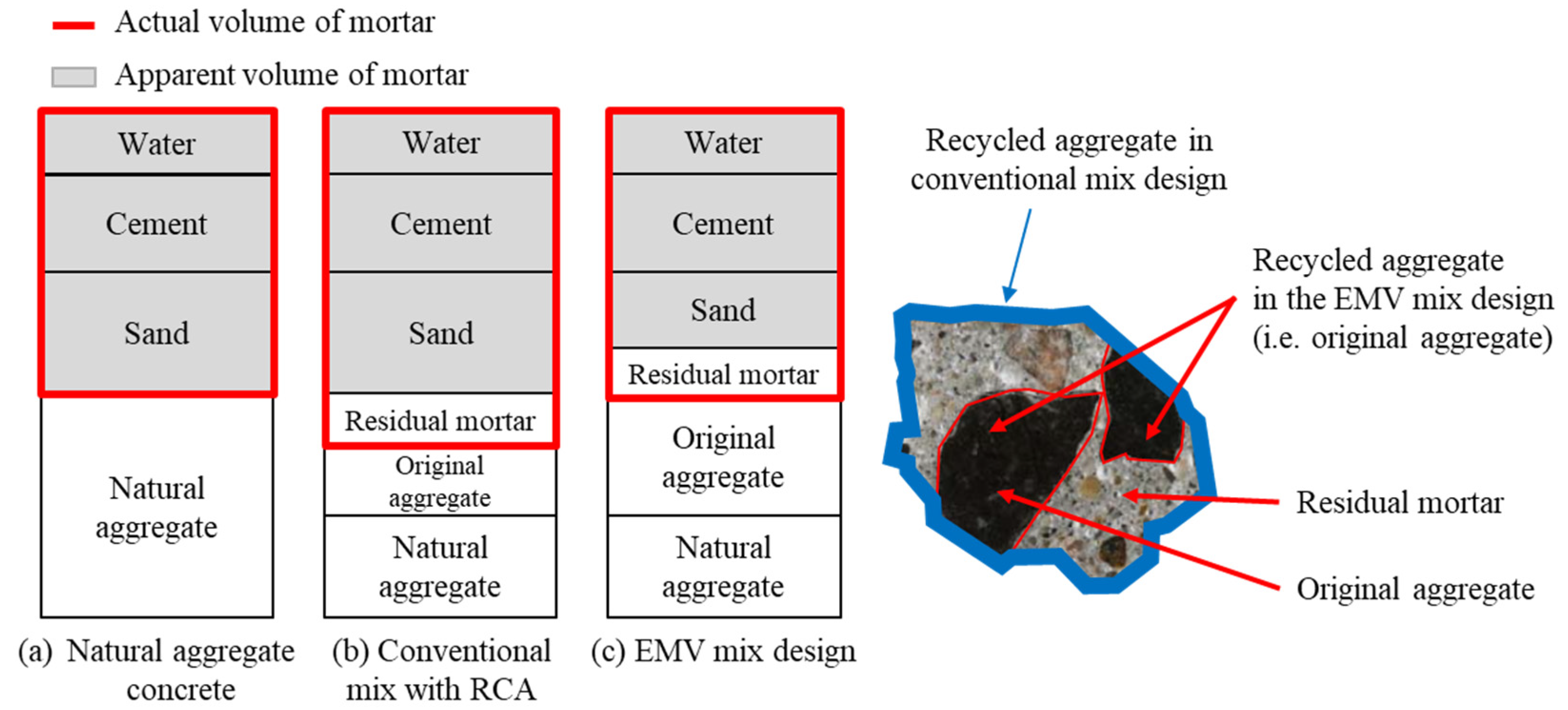
- RAC-AP: Concrete in which the RCA with a particle size range of 4.75–25 mm was manually fitted to the same particle size curve as OA (4.75–19 mm) (i.e., 19 mm is its apparent size).
- -
- RAC-OA: Concrete in which the RCA with a particle size range of 4.75–25 mm was used without any modification (i.e., the aggregate contains OA of 4.75–19 mm inside).
2.3. Mix Design and Test Methods
3. Results and Discussion
3.1. Fresh Properties
3.2. Hardened Properties
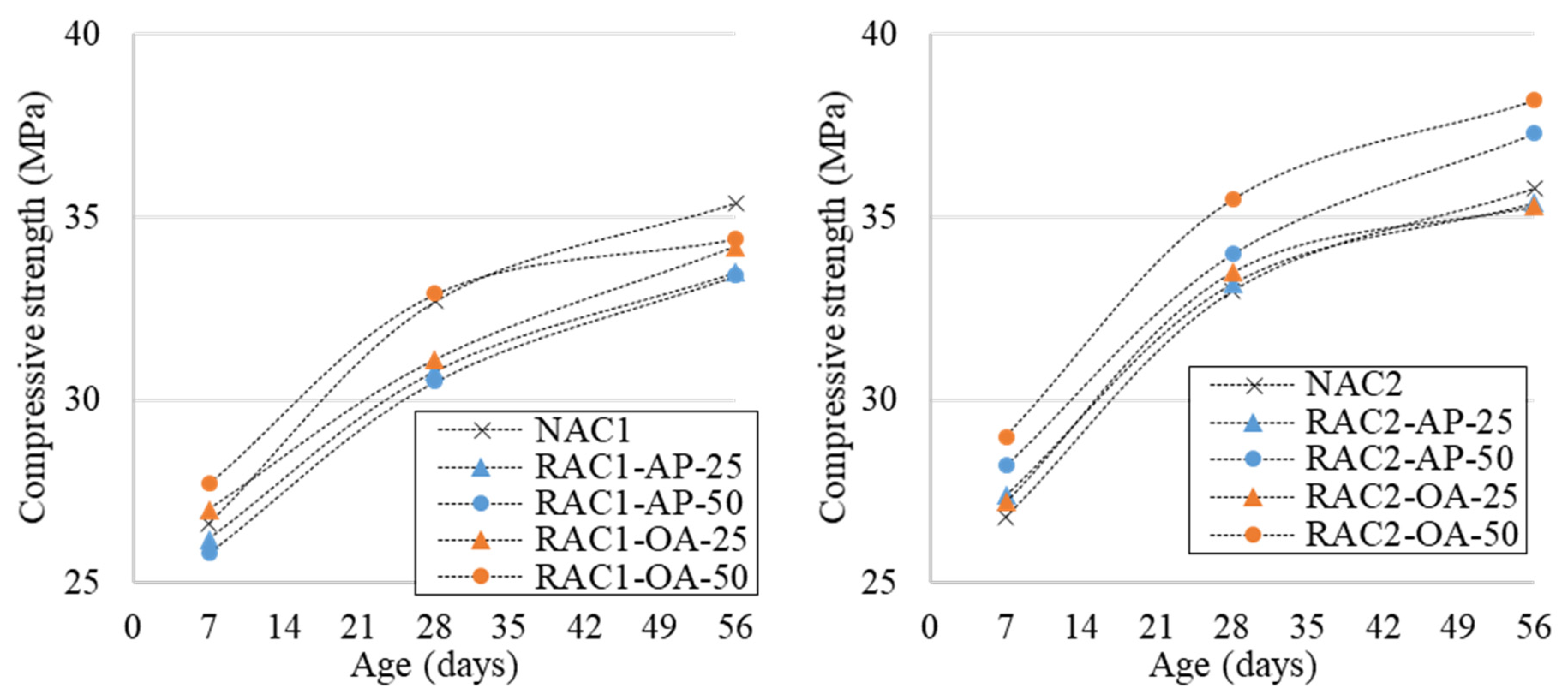
3.2.1. Compressive Strength
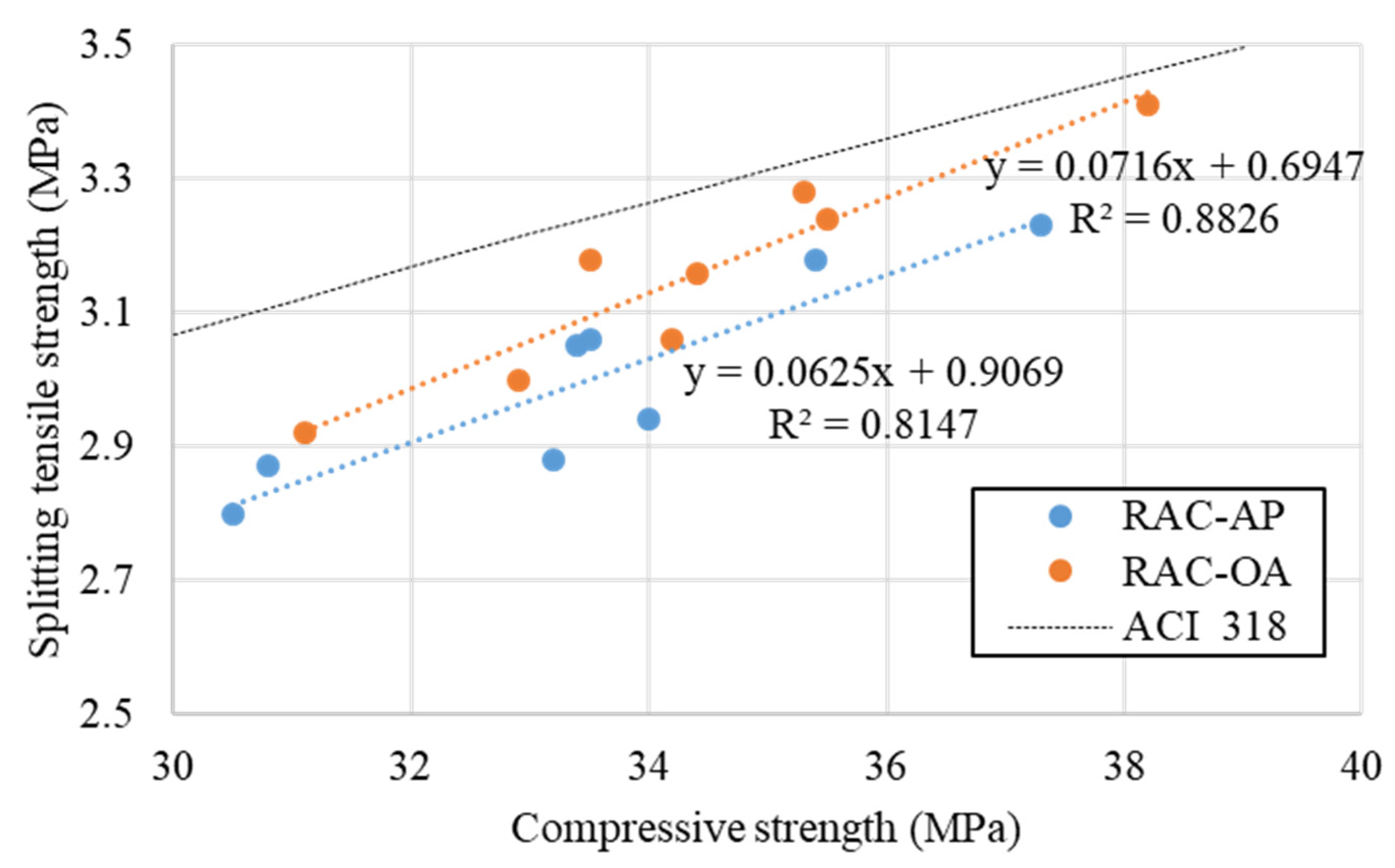
3.2.2. Splitting Tensile Strength
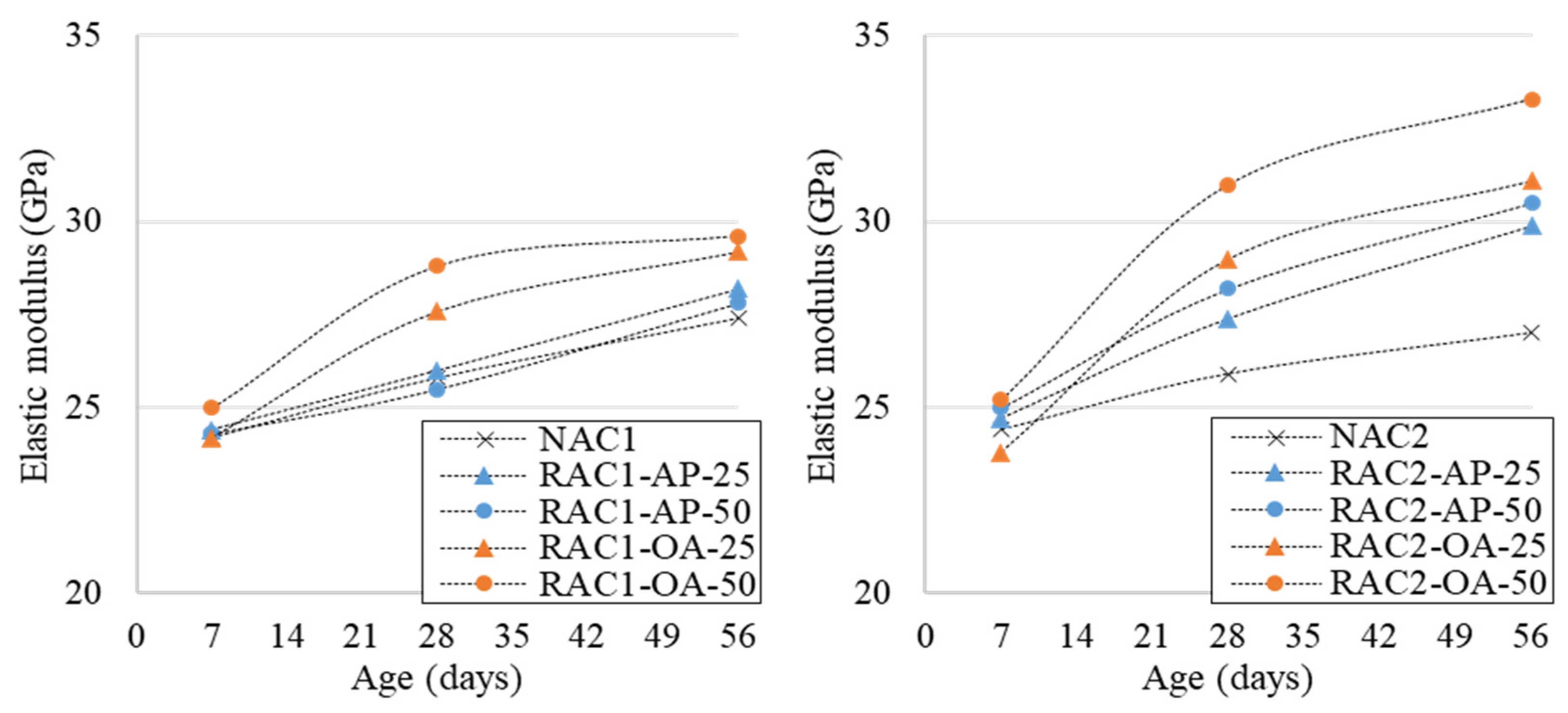
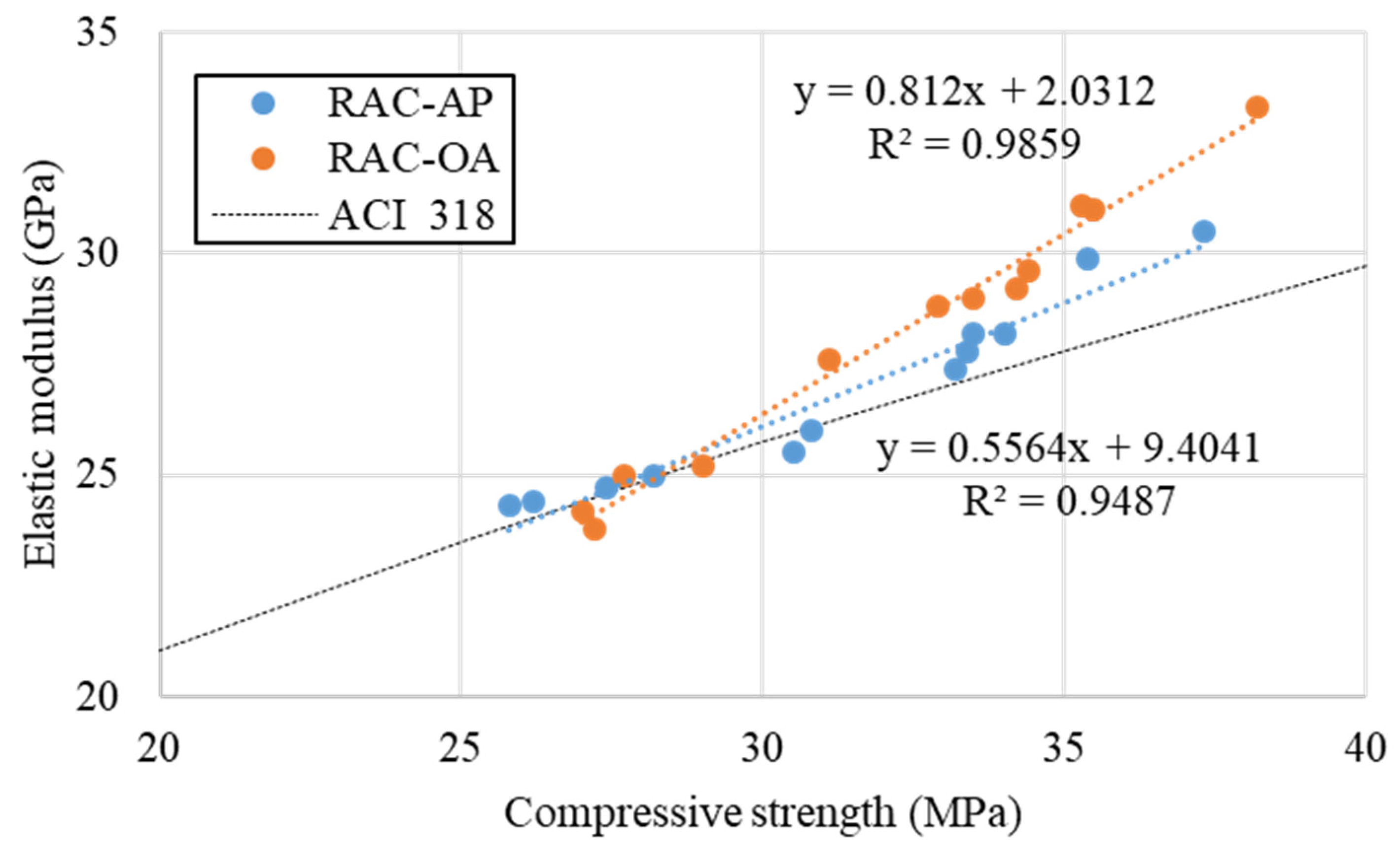
3.2.3. Elastic Modulus
4. Conclusions
- Higher residual mortar content was observed in the smaller size RCA, resulting in higher water absorption and lower specific gravity. The higher residual mortar content increased the size gap between the OA and RCA.
- The EMV mix design caused unfavorable workability of RAC in the fresh state, but it could improve the mechanical properties of RAC in the hardened state to a level similar to that of NAC.
- When the particle size distribution was determined based on the size of OA in RCA, the compressive strength, tensile strength, and elastic modulus of RAC designed by the EMV mix design were improved.
- The RAC-OA series considering the size of OA showed stronger correlations between the compressive strength and splitting tensile strength, and the compressive strength and elastic modulus than the RAC-AP series considering the size of RCA itself.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
- Proportioning NAC based on the ACI mix design:
- 2.
- Calculating the required volume of NA in NAC and RAC, and RCA in RAC:
- 3.
- Calculating volume of mortar in NAC and RAC:
- 4.
- Calculating required weight of each material in RAC:
References
- Kim, J. Construction and demolition waste management in Korea: Recycled aggregate and its application. Clean Technol. Environ. Policy 2021, 23, 2223–2234. [Google Scholar] [CrossRef]
- Zhu, R.; Alam, S.Y.; Loukili, A. An experimental investigation on the correlation between the aggregate size effect and the structural size effect. Eng. Fract. Mech. 2020, 234, 107101. [Google Scholar] [CrossRef]
- Mora, C.F.; Kwan, A.K.H. Sphericity, shape factor, and convexity measurement of coarse aggregate for concrete using digital image processing. Cem. Concr. Res. 2000, 30, 351–358. [Google Scholar] [CrossRef]
- Grabiec, A.M.; Zawal, D.; Szulc, J. Influence of type and maximum aggregate size on some properties of high-strength concrete made of pozzolana cement in respect of binder and carbon dioxide intensity indexes. Constr. Build. Mater. 2015, 98, 17–24. [Google Scholar] [CrossRef]
- Xu, G.; Shen, W.; Fang, D.; Zhou, M.; Zhang, B.; Du, X.; Zhang, D. Influence of size and surface condition of distributing-filling coarse aggregate on the properties of aggregate-interlocking concrete. Constr. Build. Mater. 2020, 261, 120002. [Google Scholar] [CrossRef]
- Junak, J.; Sicakova, A. Effect of Surface Modifications of Recycled Concrete Aggregate on Concrete Properties. Buildings 2017, 8, 2. [Google Scholar] [CrossRef] [Green Version]
- Wu, K.R.; Chen, B.; Yao, W.; Zhang, D. Effect of coarse aggregate type on mechanical properties of high-performance concrete. Cem. Concr. Res. 2001, 31, 1421–1425. [Google Scholar] [CrossRef]
- Vu, X.H.; Daudeville, L.; Malecot, Y. Effect of coarse aggregate size and cement paste volume on concrete behavior under high triaxial compression loading. Constr. Build. Mater. 2011, 25, 3941–3949. [Google Scholar] [CrossRef]
- Meddah, M.S.; Zitouni, S.; Belâabes, S. Effect of content and particle size distribution of coarse aggregate on the compressive strength of concrete. Constr. Build. Mater. 2010, 24, 505–512. [Google Scholar] [CrossRef]
- Haque, M.B.; Tuhin, I.A.; Farid, M.S.S. Effect of aggregate size distribution on concrete compressive strength. SUST J. Sci. Technol. 2012, 19, 35–39. [Google Scholar]
- Hossain, M.K.; Rashid, M.A.; Karim, M.R. Effect of cement content and size of coarse aggregate on the strength of brick aggregate concrete. DUET J. 2015, 2, 20–24. [Google Scholar]
- Ghorbani, S.; Sharifi, S.; Ghorbani, S.; Tam, V.W.; de Brito, J.; Kurda, R. Effect of crushed concrete waste’s maximum size as partial replacement of natural coarse aggregate on the mechanical and durability properties of concrete. Resour. Conserv. Recycl. 2019, 149, 664–673. [Google Scholar] [CrossRef]
- Woode, A.; Amoah, D.K.; Aguba, I.A.; Ballow, P. The effect of maximum coarse aggregate size on the compressive strength of concrete produced in Ghana. Civ. Environ. Res. 2015, 7, 7–12. [Google Scholar]
- Basheer, L.; Basheer, P.A.M.; Long, A.E. Influence of coarse aggregate on the permeation, durability and the microstructure characteristics of ordinary Portland cement concrete. Constr. Build. Mater. 2005, 19, 682–690. [Google Scholar] [CrossRef]
- Ondova, M.; Sicakova, A. Evaluation of the Influence of Specific Surface Treatments of RBA on a Set of Properties of Concrete. Materials 2016, 9, 156. [Google Scholar] [CrossRef] [PubMed]
- Rondi, L.; Bregoli, G.; Sorlini, S.; Cominoli, L.; Collivignarelli, C.; Plizzari, G. Concrete with EAF steel slag as aggregate: A comprehensive technical and environmental characterisation. Compos. Part B Eng. 2016, 90, 195–202. [Google Scholar] [CrossRef]
- De Domenico, D.; Faleschini, F.; Pellegrino, C.; Ricciardi, G. Structural behavior of RC beams containing EAF slag as recycled aggregate: Numerical versus experimental results. Constr. Build. Mater. 2018, 171, 321–337. [Google Scholar] [CrossRef]
- Yang, S.; Lee, H. Structural performance of reinforced RCA concrete beams made by a modified EMV method. Sustainability 2017, 9, 131. [Google Scholar] [CrossRef] [Green Version]
- Bai, G.; Zhu, C.; Liu, C.; Liu, B. An evaluation of the recycled aggregate characteristics and the recycled aggregate concrete mechanical properties. Constr. Build. Mater. 2020, 240, 117978. [Google Scholar] [CrossRef]
- Hansen, T.C. Recycled aggregates and recycled aggregate concrete second state-of-the-art report developments 1945–1985. Mater. Struct. 1986, 19, 201–246. [Google Scholar] [CrossRef]
- Hasaba, S.; Kawamura, M.; Toriik, K.; Takemoto, K. Drying shrinkage and durability of the concrete made of recycled concrete aggregate. Trans. Jpn. Concr. Inst. 1981, 3, 55–60. [Google Scholar]
- Descarrega, A. Quality Improvement of the Recycled Aggregates through Surface Treatment 2011. Master’s Thesis, Universitat Politècnica de Catalunya, Barcelona, Spain, 10 October 2011. [Google Scholar]
- Padmini, A.K.; Ramamurthy, K.; Mathews, M.S. Influence of parent concrete on the properties of recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 829–836. [Google Scholar] [CrossRef]
- Xia, D.; Xie, S.; Fu, M.; Zhu, F. Effects of maximum particle size of coarse aggregates and steel fiber contents on the mechanical properties and impact resistance of recycled aggregate concrete. Adv. Struct. Eng. 2021, 24, 3085–3098. [Google Scholar] [CrossRef]
- McGinnis, M.J.; Davis, M.; de la Rosa, A.; Weldon, B.D.; Kurama, Y.C. Strength and stiffness of concrete with recycled concrete aggregates. Constr. Build. Mater. 2017, 154, 258–269. [Google Scholar] [CrossRef]
- Basheer, L.; Kropp, J.; Cleland, D.J. Assessment of the durability of concrete from its permeation properties: A review. Constr. Build. Mater. 2001, 15, 93–103. [Google Scholar] [CrossRef]
- Kim, N.; Kim, J.; Yang, S. Mechanical strength properties of RCA concrete made by a modified EMV method. Sustainability 2016, 8, 924. [Google Scholar] [CrossRef] [Green Version]
- Fathifazl, G.; Abbas, A.; Razaqpur, A.G.; Isgor, O.B.; Fournier, B.; Foo, S. New mixture proportioning method for concrete made with coarse recycled concrete aggregate. J. Mater. Civ. Eng. 2009, 21, 601–611. [Google Scholar] [CrossRef]
- Fathifazl, G.; Ghani Razaqpur, A.; Burkan Isgor, O.; Abbas, A.; Fournier, B.; Foo, S. Creep and drying shrinkage characteristics of concrete produced with coarse recycled concrete aggregate. Cem. Concr. Compos. 2011, 33, 1026–1037. [Google Scholar] [CrossRef]
- Yang, S.; Lee, H. Drying Shrinkage and Rapid Chloride Penetration Resistance of Recycled Aggregate Concretes Using Cement Paste Dissociation Agent. Materials 2021, 14, 1478. [Google Scholar] [CrossRef]
- Kim, J. Properties of recycled aggregate concrete designed with equivalent mortar volume mix design. Constr. Build. Mater. 2021, 301, 124091. [Google Scholar] [CrossRef]
- Duan, Z.H.; Poon, C.S. Properties of recycled aggregate concrete made with recycled aggregates with different amounts of old adhered mortars. Mater. Des. 2014, 58, 19–29. [Google Scholar] [CrossRef]
- Gokce, A.; Nagataki, S.; Saeki, T.; Hisada, M. Freezing and thawing resistance of air-entrained concrete incorporating recycled coarse aggregate: The role of air content in demolished concrete. Cem. Concr. Res. 2004, 34, 799–806. [Google Scholar] [CrossRef]
- Butler, L.J.; West, J.S.; Tighe, S.L. Towards the classification of recycled concrete aggregates: Influence of fundamental aggregate properties on recycled concrete performance. J. Sustain. Cem. Mater. 2014, 3, 140–163. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. Time-dependent and long-term mechanical properties of concretes incorporating different grades of coarse recycled concrete aggregates. Eng. Struct. 2018, 157, 224–234. [Google Scholar] [CrossRef]
- KS L5201 Portland Cement; Korean Agency Technol: Seoul, Korea, 2016.
- KS F2503 Testing Method for Density and Absorption of Coarse Aggregate; Korean Agency Technol: Seoul, Korea, 2019.
- Abbas, A.; Fathifazl, G.; Burkan Isgor, O.; Razaqpur, A.G.; Fournier, B.; Foo, S. Proposed method for determining the residual mortar content of recycled concrete aggregates. J. ASTM Int. 2008, 5, 12. [Google Scholar] [CrossRef]
- De Juan, M.S.; Gutiérrez, P.A. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Djerbi Tegguer, A. Determining the water absorption of recycled aggregates utilizing hydrostatic weighing approach. Constr. Build. Mater. 2012, 27, 112–116. [Google Scholar] [CrossRef]
- KS F2502 Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates; Korean Agency Technol: Seoul, Korea, 2019.
- Tam, V.W.Y.; Tam, C.M.; Le, K.N. Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour. Conserv. Recycl. 2007, 50, 82–101. [Google Scholar] [CrossRef] [Green Version]
- Fathifazl, G. Structural Performance of Steel Reinforced Recycled Concrete Members 2008. Ph.D. Thesis, Carleton University, Ottawa, ON, Canada, January 2018. [Google Scholar]
- Brand, A.S.; Roesler, J.R.; Salas, A. Initial moisture and mixing effects on higher quality recycled coarse aggregate concrete. Constr. Build. Mater. 2015, 79, 83–89. [Google Scholar] [CrossRef]
- Mefteh, H.; Kebaïli, O.; Oucief, H.; Berredjem, L.; Arabi, N. Influence of moisture conditioning of recycled aggregates on the properties of fresh and hardened concrete. J. Clean. Prod. 2013, 54, 282–288. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L.; Fok, H.; Kou, S.C. Influence of moisture states of natural and recycled aggregates on the slump and compressive strength of concrete. Cem. Concr. Res. 2004, 34, 31–36. [Google Scholar] [CrossRef]
- KS F2402 Standard Test Method for Concrete Slump; Korean Agency Technol: Seoul, Korea, 2017.
- KS F2421 Standard Test Method for Air Content of Fresh Concrete by the Pressure; Korean Agency Technol: Seoul, Korea, 2021.
- KS F2405 Standard Test Method for Compressive Strength of Concrete; Korean Agency Technol: Seoul, Korea, 2017.
- KS F2438 Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio in Compression of Cylindrical Concrete Specimens; Korean Agency Technol: Seoul, Korea, 2017.
- KS F2423 Standard Test Method for Tensile Splitting Strength of Concrete; Korean Agency Technol: Seoul, Korea, 2016.
- Alqarni, A.S.; Abbas, H.; Al-Shwikh, K.M.; Al-Salloum, Y.A. Treatment of recycled concrete aggregate to enhance concrete performance. Constr. Build. Mater. 2021, 307, 124960. [Google Scholar] [CrossRef]
- Mi, R.; Pan, G.; Liew, K.M.; Kuang, T. Utilizing recycled aggregate concrete in sustainable construction for a required compressive strength ratio. J. Clean. Prod. 2020, 276, 124249. [Google Scholar] [CrossRef]
- KS F4009 Ready-Mixed Concrete; Korean Agency Technol: Seoul, Korea, 2021.
- Kou, S.C.; Poon, C.S. Effect of the quality of parent concrete on the properties of high performance recycled aggregate concrete. Constr. Build. Mater. 2015, 77, 501–508. [Google Scholar] [CrossRef]
- Yang, S.; Lee, H. Mechanical properties of recycled aggregate concrete proportioned with modified equivalent mortar volume method for paving applications. Constr. Build. Mater. 2017, 136, 9–17. [Google Scholar] [CrossRef]
- Dilbas, H.; Güneş, M.Ş. Mineral Addition and Mixing Methods Effect on Recycled Aggregate Concrete. Materials 2021, 14, 907. [Google Scholar] [CrossRef]
- Dilbas, H.; Şimşek, M.; Çakir, Ö. An investigation on mechanical and physical properties of recycled aggregate concrete (RAC) with and without silica fume. Constr. Build. Mater. 2014, 61, 50–59. [Google Scholar] [CrossRef]
- Yang, C.C. Effect of the Transition Zone on the Elastic Moduli of Mortar. Cem. Concr. Res. 1998, 28, 727–736. [Google Scholar] [CrossRef]
- Sadati, S.; Khayat, K.H. Field performance of concrete pavement incorporating recycled concrete aggregate. Constr. Build. Mater. 2016, 126, 691–700. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Wagih, A.M.; El-Karmoty, H.Z.; Ebid, M.; Okba, S.H. Recycled construction and demolition concrete waste as aggregate for structural concrete. HBRC J. 2013, 9, 193–200. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aggregate | Size (mm) | Water Absorption (%) | Specific Gravity | RMC (%) |
|---|---|---|---|---|
| NA | 4.75–19 | 0.95 | 2.66 | - |
| RCA1 | 19–25 | 4.20 | 2.46 | 21.7 |
| 13–19 | 4.83 | 2.44 | 27.7 | |
| 9.5–13 | 5.48 | 2.39 | 32.2 | |
| 4.75–9.5 | 6.61 | 2.36 | 32.8 | |
| Average | 5.28 | 2.41 | 28.6 | |
| RCA2 | 19–25 | 2.62 | 2.52 | 10.8 |
| 13–19 | 2.23 | 2.55 | 8.9 | |
| 9.5–13 | 2.45 | 2.54 | 13.7 | |
| 4.75–9.5 | 2.86 | 2.52 | 14.5 | |
| Average | 2.54 | 2.53 | 12.0 | |
| NFA | 0–4.75 | 0.91 | 2.53 | - |
| ID | Size (mm) | RCA (%) | Water (m3) | Cement (m3) | Sand (m3) | RCA (m3) | NA (m3) | |
|---|---|---|---|---|---|---|---|---|
| RMC | OA | |||||||
| Apparent Volume of Mortar | ||||||||
| Volume of Mortar According to EMV Concept | Volume of Coarse Aggregates | |||||||
| NAC | 4.75–19 | 0 | 0.619 | 0 | 0 | 0.381 | ||
| RAC1-AP-25 | 4.75–19 | 25 | 0.567 | 0.147 | 0.286 | |||
| 0.052 | 0.095 | |||||||
| 0.619 | 0.381 | |||||||
| RAC1-AP-50 | 4.75–19 | 50 | 0.516 | 0.294 | 0.191 | |||
| 0.103 | 0.191 | |||||||
| 0.619 | 0.381 | |||||||
| RAC2-AP-25 | 4.75–19 | 25 | 0.598 | 0.116 | 0.286 | |||
| 0.021 | 0.095 | |||||||
| 0.619 | 0.381 | |||||||
| RAC2-AP-50 | 4.75–19 | 50 | 0.578 | 0.232 | 0.191 | |||
| 0.041 | 0.191 | |||||||
| 0.619 | 0.381 | |||||||
| ID | Size (mm) | RCA (%) | Water (kg) | Cement (kg) | Sand (kg) | NA (kg) | RCA (kg) |
|---|---|---|---|---|---|---|---|
| NAC1 | 4.75–19 | 0 | 175 | 389 | 720 | 1003 | 0 |
| NAC2 | 4.75–19 | 0 | 175 | 389 | 720 | 1003 | 0 |
| RAC1-AP-25 | 4.75–19 | 25 | 160 | 357 | 660 | 752 | 336 |
| RAC1-AP-50 | 4.75–19 | 50 | 146 | 324 | 600 | 502 | 673 |
| RAC2-AP-25 | 4.75–19 | 25 | 169 | 376 | 696 | 752 | 286 |
| RAC2-AP-50 | 4.75–19 | 50 | 163 | 363 | 672 | 502 | 572 |
| RAC1-OA-25 | 4.75–25 | 25 | 160 | 357 | 660 | 752 | 336 |
| RAC1-OA-50 | 4.75–25 | 50 | 146 | 324 | 600 | 502 | 673 |
| RAC2-OA-25 | 4.75–25 | 25 | 169 | 376 | 696 | 752 | 286 |
| RAC2-OA-50 | 4.75–25 | 50 | 163 | 363 | 672 | 502 | 572 |
| ID | Slump (mm) | Air Content (%) | Compressive Strength (MPa) | Splitting Tensile Strength (MPa) | Elastic Modulus (GPa) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| 7-Day | 28-Day | 56-Day | 28-Day | 56-Day | 7-Day | 28-Day | 56-Day | |||
| NAC1 | 110 | 4.3 | 26.6 ± 0.8 | 32.7 ± 1.0 | 35.4 ± 1.4 | 2.90 ± 0.14 | 3.20 ± 0.10 | 24.2 ± 1.1 | 25.8 ± 1.7 | 27.4 ± 1.4 |
| NAC2 | 105 | 4.5 | 26.8 ± 1.0 | 33.0 ± 1.3 | 35.8 ± 0.7 | 2.88 ± 0.22 | 3.17 ± 0.15 | 24.4 ± 0.9 | 25.9 ± 0.9 | 27.0 ± 1.0 |
| RAC1-AP-25 | 85 | 4.4 | 26.2 ± 0.9 | 30.8 ± 1.3 | 33.5 ± 1.6 | 2.87 ± 0.19 | 3.06 ± 0.10 | 24.4 ± 1.0 | 26.0 ± 0.9 | 28.2 ± 1.2 |
| RAC1-AP-50 | 60 | 4.8 | 25.8 ± 1.1 | 30.5 ± 1.6 | 33.4 ± 0.9 | 2.80 ± 0.18 | 3.05 ± 0.07 | 24.3 ± 1.2 | 25.5 ± 1.3 | 27.8 ± 0.9 |
| RAC2-AP-25 | 105 | 4.6 | 27.4 ± 1.3 | 33.2 ± 1.5 | 35.4 ± 1.4 | 2.88 ± 0.15 | 3.18 ± 0.09 | 24.7 ± 1.3 | 27.4 ± 1.6 | 29.9 ± 1.7 |
| RAC2-AP-50 | 85 | 4.4 | 28.2 ± 1.1 | 34.0 ± 1.3 | 37.3 ± 2.0 | 2.94 ± 0.07 | 3.23 ± 0.16 | 25.0 ± 1.5 | 28.2 ± 1.8 | 30.5 ± 1.9 |
| RAC1-OA-25 | 85 | 4.6 | 27.0 ± 1.2 | 31.1 ± 1.1 | 34.2 ± 1.9 | 2.92 ± 0.13 | 3.06 ± 0.11 | 24.2 ± 0.6 | 27.6 ± 1.4 | 29.2 ± 1.7 |
| RAC1-OA-50 | 65 | 4.8 | 27.7 ± 0.7 | 32.9 ± 1.2 | 34.4 ± 1.3 | 3.00 ± 0.11 | 3.16 ± 0.18 | 25.0 ± 0.6 | 28.8 ± 1.2 | 29.6 ± 1.9 |
| RAC2-OA-25 | 90 | 4.6 | 27.2 ± 1.6 | 33.5 ± 1.2 | 35.3 ± 1.6 | 3.18 ± 0.14 | 3.28 ± 0.12 | 23.8 ± 1.7 | 29.0 ± 1.7 | 31.1 ± 1.2 |
| RAC2-OA-50 | 80 | 4.4 | 29.0 ± 1.4 | 35.5 ± 0.9 | 38.2 ± 1.2 | 3.24 ± 0.17 | 3.41 ± 0.17 | 25.2 ± 1.5 | 31.0 ± 1.2 | 33.3 ± 2.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, H.; Kim, J.; Sicakova, A. Effect of Aggregate Size on Recycled Aggregate Concrete under Equivalent Mortar Volume Mix Design. Appl. Sci. 2021, 11, 11274. https://doi.org/10.3390/app112311274
Jang H, Kim J, Sicakova A. Effect of Aggregate Size on Recycled Aggregate Concrete under Equivalent Mortar Volume Mix Design. Applied Sciences. 2021; 11(23):11274. https://doi.org/10.3390/app112311274
Chicago/Turabian StyleJang, Haneol, Jeonghyun Kim, and Alena Sicakova. 2021. "Effect of Aggregate Size on Recycled Aggregate Concrete under Equivalent Mortar Volume Mix Design" Applied Sciences 11, no. 23: 11274. https://doi.org/10.3390/app112311274
APA StyleJang, H., Kim, J., & Sicakova, A. (2021). Effect of Aggregate Size on Recycled Aggregate Concrete under Equivalent Mortar Volume Mix Design. Applied Sciences, 11(23), 11274. https://doi.org/10.3390/app112311274