
A Temperature-Dependent Heat Source for Simulating Deep Penetration in Selective Laser Melting Process


Abstract
:1. Introduction
2. Finite Element Modeling
2.1. Governing Equations
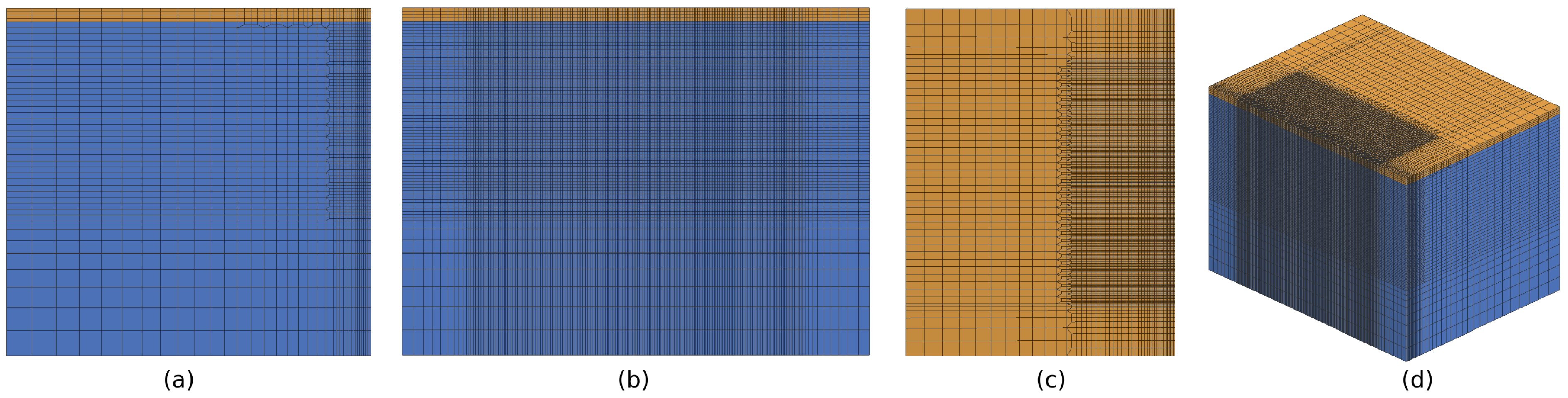
2.2. FE Models and Meshes
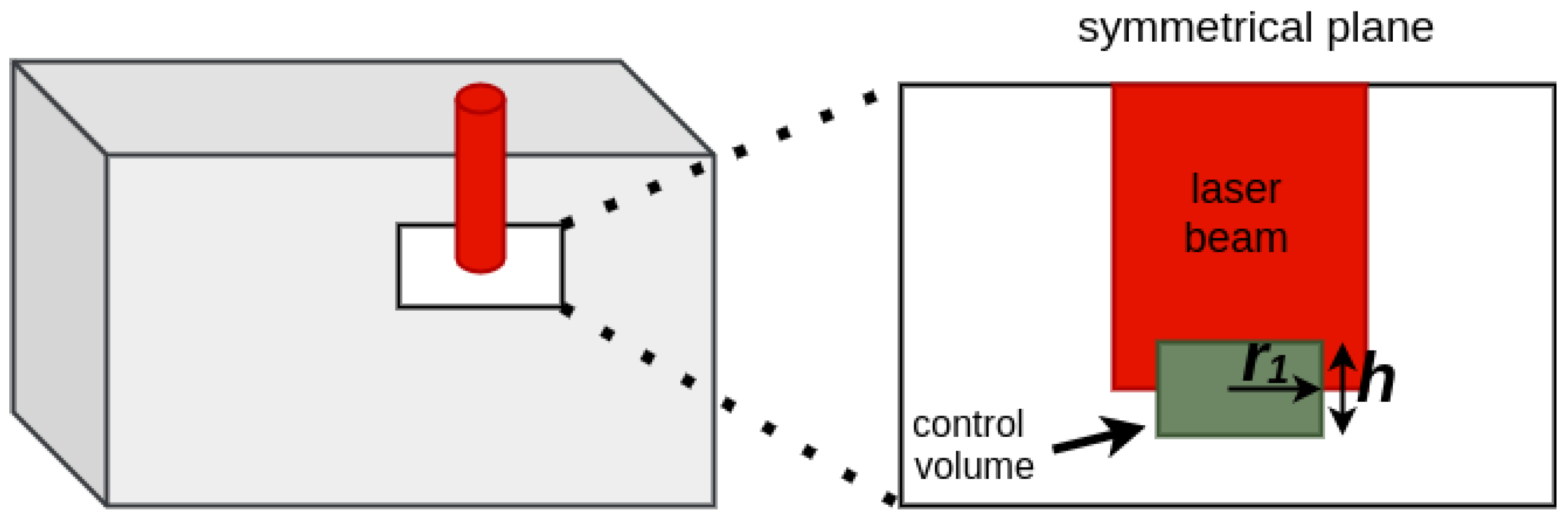
2.3. Heat Source Modeling
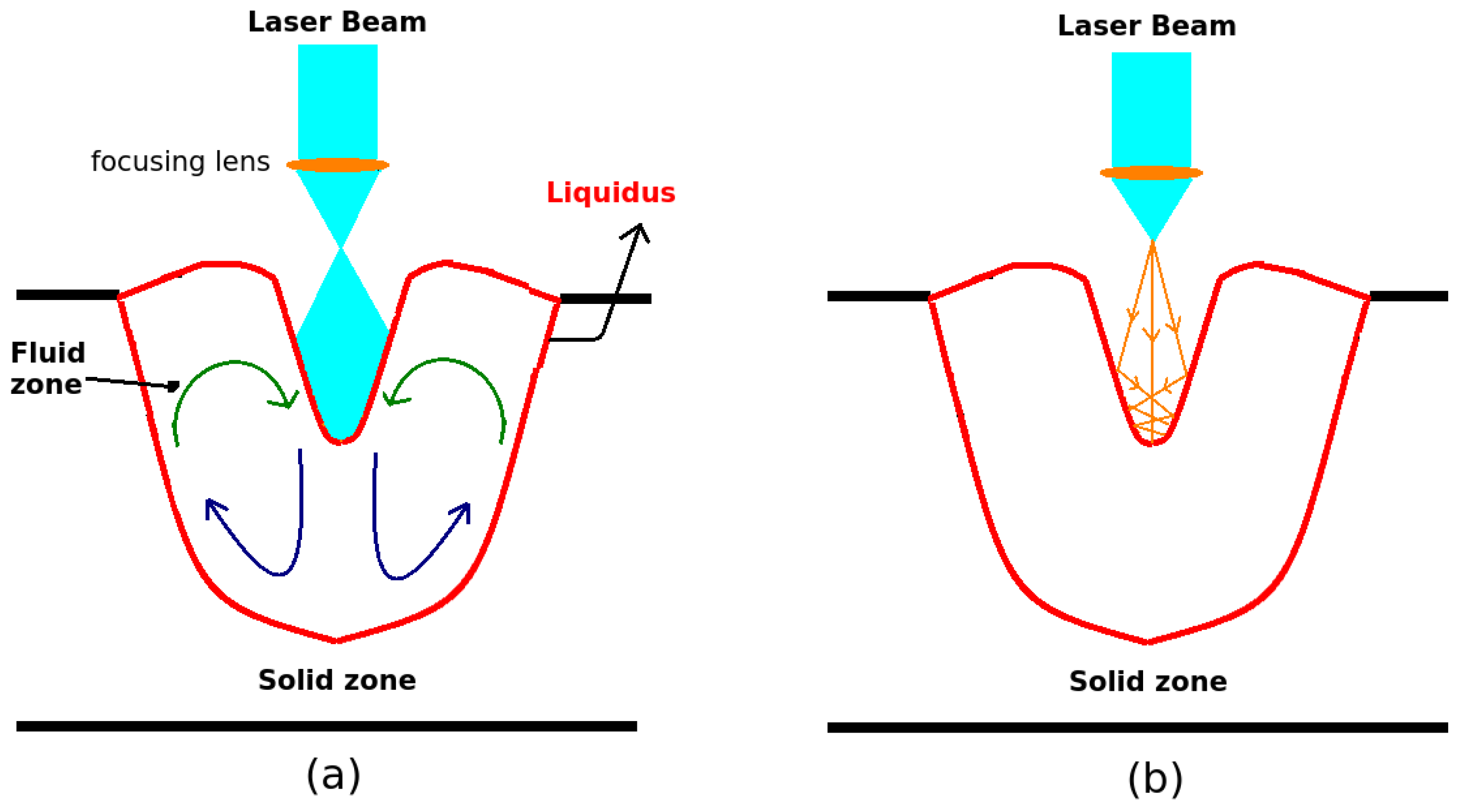
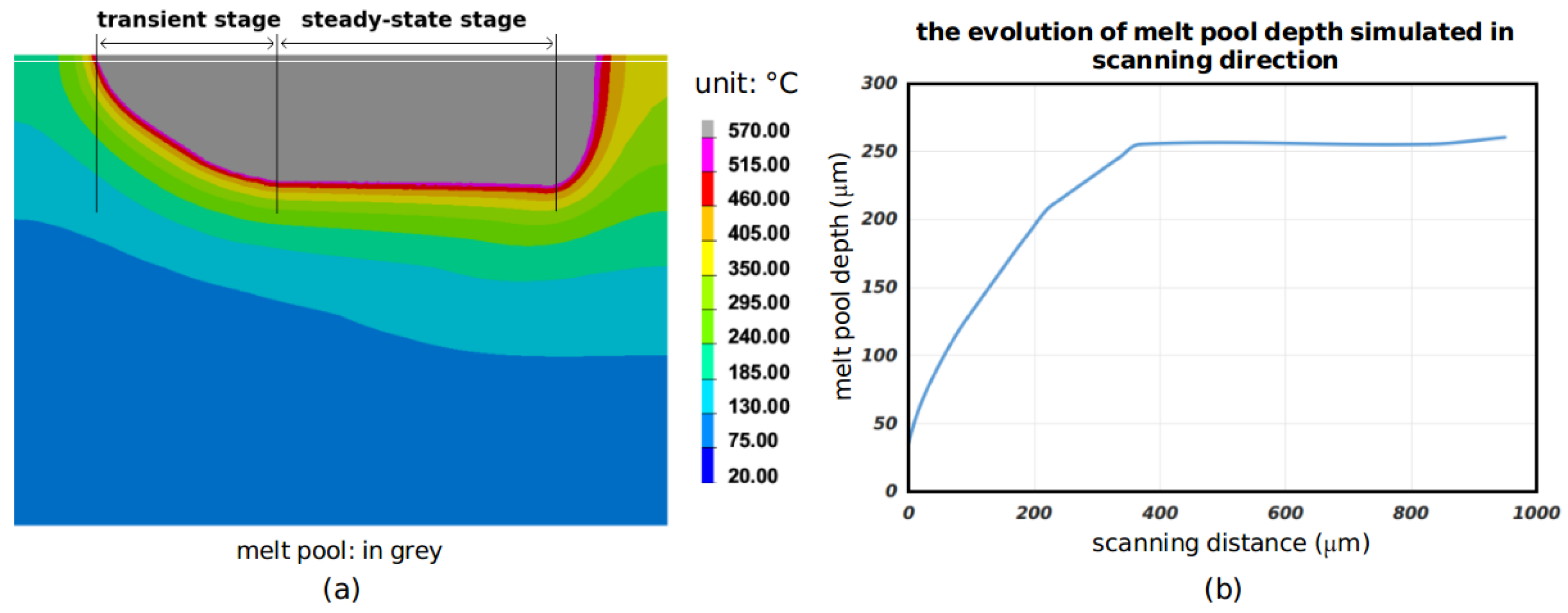
- The fluid flow within the melting pool (Figure 6a) can lead to a more homogeneous temperature distribution by transporting the received energy with the mass flow. Therefore, the anisotropic thermal conductivity technique is well suited to consider the transport effect. In case of high energy input, higher-temperature fluid from the surface heated by a laser is carried toward the bottom of the melt pool [41], which results in a deep-penetration region in the central melt pool. Thus, we propose to increase the parameter to simulate the penetration. Since evolves at each time step, is now used in Equation (8).
- The effect of multiple reflections on the keyhole (Figure 6b) has been studied by Han et al. [42]. This effect changes the energy distribution in depth, and the maximal power is no longer present at the top surface, which can lead to deeper penetration. One should note that this effect cannot be represented by imposing an enhancement factor for conductivity. The energy distribution described by Equation (7) should be modified by replacing by , where represents the position of maximal power in the depth direction. This parameter is not a fixed value due to the instability of the keyhole, and it is impossible to measure this value from experiments at the moment. Therefore, we propose , which is proportional to , for simplicity.
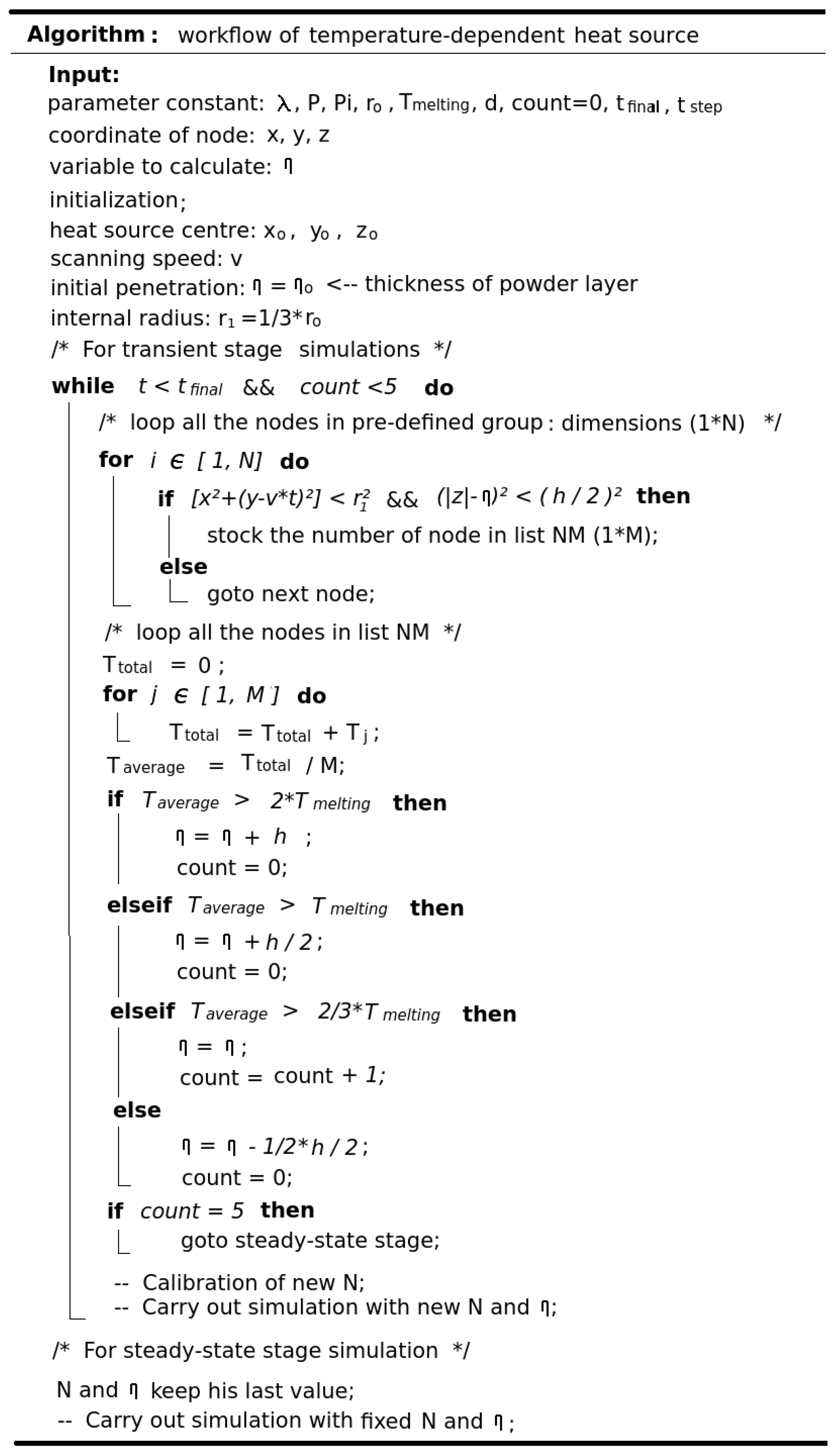
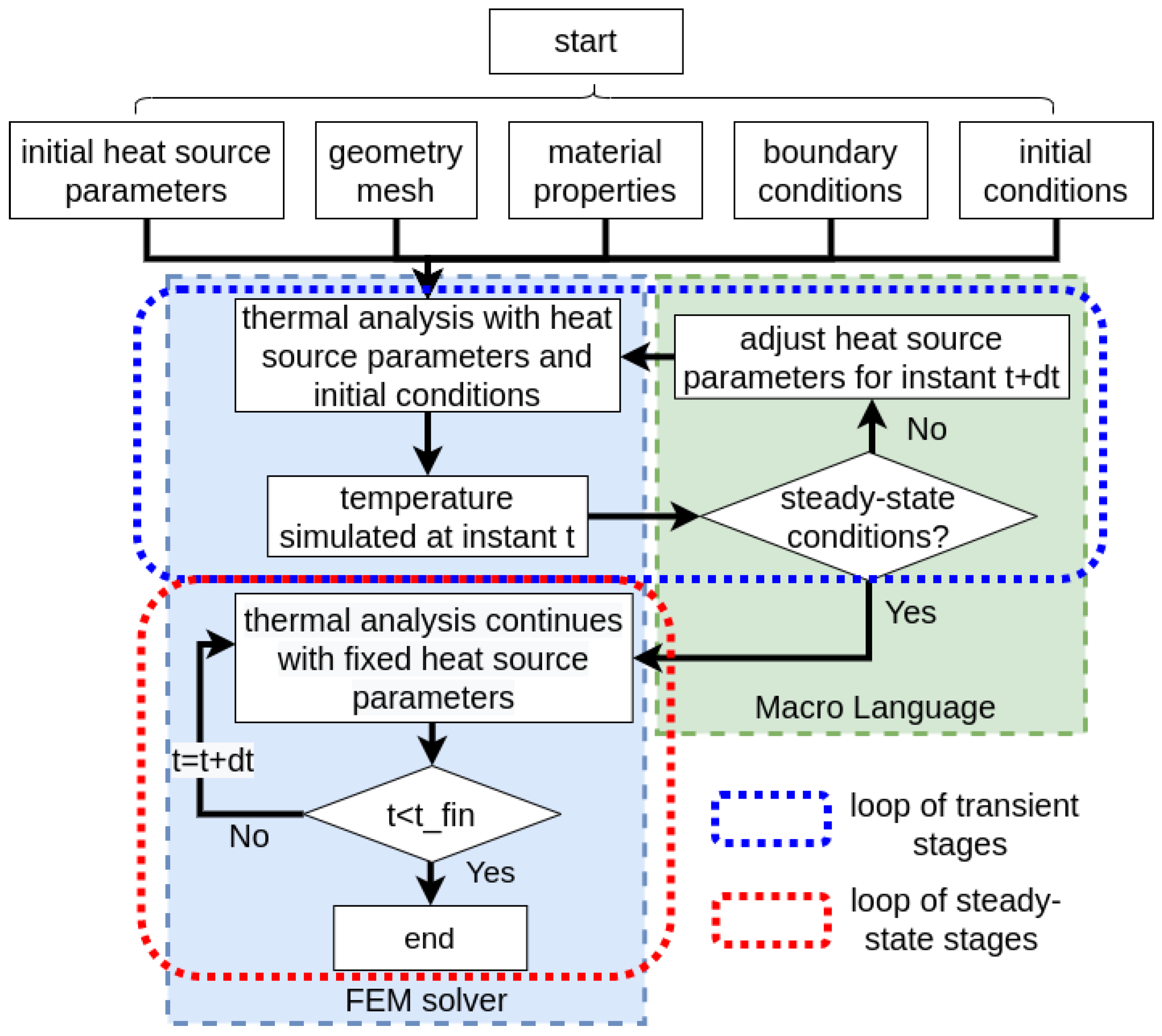
2.3.1. Step 1: Node Selection Procedure
2.3.2. Step 2: Adjusting the Heat Source Parameters
- (a)
- If , should be increased for next time step. If , ; otherwise, .
- (b)
- If , keeps the same value () for the next time step.
- (c)
- For the case , which means that is over-estimated, for next time step.
3. Results and Discussions
3.1. SLM AlSi10Mg
3.2. SLM Inconel 718
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Singh, S.; Ramakrishna, S.; Singh, R. Material issues in additive manufacturing: A review. J. Manuf. Process 2017, 25, 185–200. [Google Scholar] [CrossRef]
- Yan, W.; Smith, J.; Ge, W.; Lin, F.; Liu, W.K. Multiscale modeling of electron beam and substrate interaction: A new heat source model. Comput. Mech. 2015, 56, 265–276. [Google Scholar] [CrossRef]
- Saadlaoui, Y.; Delache, A.; Feulvarch, E.; Leblond, J.B.; Bergheau, J.M. New strategy of solid/fuid coupling during numerical simulation of welding process. J. Fluids Struct. 2020, 99, 103161. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A. Mesoscopic simulation model of selective laser melting of stainless steel powder. J. Mater. Process. Technol. 2014, 214, 2627–2636. [Google Scholar] [CrossRef]
- Yan, W.; Ge, W.; Qian, Y.; Lin, S.; Zhou, B.; Liu, W.K.; Lin, F.; Wagner, G.J. Multi-physics modeling of single/multiple-track defect mechanisms in electron beam selective melting. Acta Mater. 2017, 134, 324–333. [Google Scholar] [CrossRef]
- Bayat, M.; Mohanty, S.; Hattel, J.H. Multiphysics modelling of lack-of-fusion voids formation and evolution in IN718 made by multi-track/multi-layer L-PBF. Int. J. Heat Mass Transf. 2019, 139, 95–114. [Google Scholar] [CrossRef]
- Saadlaoui, Y.; Feulvarch, E.; Leblond, J.B.; Bergheau, J.M. Numerical Simulation of the Molten Pool of a Powder Bed. In Proceedings of the 14th WCCM-ECCOMAS Congress 2020, Paris, France, 11–15 January 2021; Volume 1000. [Google Scholar] [CrossRef]
- Saadlaoui, Y.; Feulvarch, E.; Delache, A.; Leblond, J.B.; Bergheau, J.M. A new strategy for the numerical modeling of a weld pool. Comptes Rendus Mécanique 2018, 346, 999–1017. [Google Scholar] [CrossRef]
- Chen, Q.; Guillemot, G.; Gandin, C.A.; Bellet, M. Numerical modelling of the impact of energy distribution and Marangoni surface tension on track shape in selective laser melting of ceramic material. Addit. Manuf. 2018, 21, 713–723. [Google Scholar] [CrossRef]
- Loh, L.-E.; Chua, C.-K.; Yeong, W.-Y.; Song, J.; Mapar, M.; Sing, S.-L.; Liu, Z.H.; Zhang, D.Q. Numerical investigation and an effective modelling on the Selective Laser Melting (SLM) process with aluminium alloy 6061. Int. J. Heat Mass Transf. 2015, 80, 288–300. [Google Scholar] [CrossRef]
- Mukherjee, T.; Wei, H.L.; DebRoy, A.; De, T. Heat and fluid flow in additive manufacturing—Part I: Modeling of powder bed fusion. Comput. Mater. Sci. 2018, 150, 304–313. [Google Scholar] [CrossRef] [Green Version]
- Le, T.-N.; Lo, Y.-L.; Lin, Z.-H. Numerical simulation and experimental validation of melting and solidification process in selective laser melting of IN718 alloy. Addit. Manuf. 2020, 36, 101519. [Google Scholar] [CrossRef]
- Lu, X.; Cervera, M.; Chiumenti, M.; Li, J.; Ji, X.; Zhang, G.; Lin, X. Modeling of the Effect of the Building Strategy on the Thermomechanical Response of Ti-6Al-4V Rectangular Parts Manufactured by Laser Directed Energy Deposition. Metals 2020, 10, 1643. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.-C. Influence of scanning length and energy input on residual stress reduction in metal additive manufacturing: Numerical and experimental studies. J. Manuf. Process. 2020, 49, 247–259. [Google Scholar] [CrossRef]
- Huang, H.; Ma, N.; Chen, J.; Feng, Z.; Murakawa, H. Toward large-scale simulation of residual stress and distortion in wire and arc additive manufacturing. Addit. Manuf. 2020, 34, 101248. [Google Scholar] [CrossRef]
- Bock, F.E.; Herrnring, J.; Froend, M.; Enz, J.; Kashaev, N.; Klusemann, B. Experimental and numerical thermo-mechanical analysis of wire-based laser metal deposition of Al-Mg alloys. J. Manuf. Process. 2021, 64, 982–995. [Google Scholar] [CrossRef]
- Dal, M.; Fabbro, R. An overview of the state of art in laser welding simulation. Opt. Laser Technol. 2016, 78, 2–14. [Google Scholar] [CrossRef] [Green Version]
- Rosenthal, D. Mathematical theory of heat distribution during welding and cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Ning, J.; Mirkoohi, E.; Dong, Y.; Sievers, D.E.; Garmestani, H.; Liang, S.Y. Analytical modeling of 3D temperature distribution in selective laser melting of Ti-6Al-4V considering part boundary conditions. J. Manuf. Process. 2019, 44, 319–326. [Google Scholar] [CrossRef]
- Ning, J.; Wang, W.; Zamorano, B.; Liang, S.Y. Analytical modeling of lack-of-fusion porosity in metal additive manufacturing. Appl. Phys. A 2019, 125, 797. [Google Scholar] [CrossRef]
- Ning, J.; Sievers, D.; Garmestani, H.; Liang, S. Analytical Modeling of Part Porosity in Metal Additive Manufacturing. Int. J. Mech. Sci. 2020, 172, 105428. [Google Scholar] [CrossRef]
- Wang, W.; Ning, J.; Liang, S.Y. In-Situ Distortion Prediction in Metal Additive Manufacturing Considering Boundary Conditions. Int. J. Precis. Eng. Manuf. 2021, 22, 909–917. [Google Scholar] [CrossRef]
- Lu, X.; Lin, X.; Chiumenti, M.; Cervera, M.; Hu, Y.; Ji, X.; Ma, L.; Huang, W. In situ measurements and thermo-mechanical simulation of Ti-6Al-4V laser solid forming processes. Int. J. Mech. Sci. 2019, 153, 119–130. [Google Scholar] [CrossRef]
- Fu, C.H.; Guo, Y.B. Three-Dimensional Temperature Gradient Mechanism in Selective Laser Melting of Ti-6Al-4V. ASME J. Manuf. Sci. Eng. 2014, 136, 061004. [Google Scholar] [CrossRef]
- Romano, J.; Ladani, L.; Sadowski, M. Thermal modeling of laser based additive manufacturing processes within common materials. Procedia Manuf 2015, 1, 238–250. [Google Scholar] [CrossRef] [Green Version]
- Romano, J.; Ladani, L.; Sadowski, M. Laser additive melting and solidification of Inconel 718: Finite element simulation and experiment. JOM 2016, 68, 967–977. [Google Scholar] [CrossRef]
- Lu, X.; Zhang, G.; Li, J.; Cervera, M.; Chiumenti, M.; Chen, J.; Lin, X.; Huang, W. Simulation-assisted investigation on the formation of layer bands and the microstructural evolution in directed energy deposition of Ti6Al4V blocks. Virtual Phys. Prototyp. 2021, 16, 387–403. [Google Scholar] [CrossRef]
- Lu, X.; Chiumenti, M.; Cervera, M.; Tan, H.; Lin, X.; Wang, S. Warpage Analysis and Control of Thin-Walled Structures Manufactured by Laser Powder Bed Fusion. Metals 2021, 11, 686. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.-C.; Pistorius, P.C.; Rollett, A.D. A Comprehensive Comparison of the Analytical and Numerical Prediction of the Thermal History and Solidification Microstructure of Inconel 718 Products Made by Laser Powder-Bed Fusion. Engineering 2017, 3, 685–694. [Google Scholar] [CrossRef]
- Walker, T.R.; Bennett, C.J. An automated inverse method to calibrate thermal finite element models for numerical welding applications. J. Manuf. Process. 2019, 47, 263–283. [Google Scholar] [CrossRef]
- Sadowski, M.; Ladani, L.; Brindley, W.; Romano, J. Optimizing quality of additively manufactured Inconel 718 using powder bed laser melting process. Addit. Manuf. 2016, 11, 60–70. [Google Scholar] [CrossRef]
- Liu, S.; Zhu, H.; Peng, G.; Yin, J.; Zeng, X. Microstructure prediction of selective laser melting AlSi10Mg using finite element analysis. Mater. Des. 2018, 142, 319–328. [Google Scholar] [CrossRef]
- Feulvarch, E.; Roux, J.-C.; Bergheau, J.-M. Theoretical Framework of a Variational Formulation for Nonlinear Heat Transfer with Phase Changes. Math. Probl. Eng. 2013, 2013, 257104. [Google Scholar] [CrossRef] [Green Version]
- Proell, S.D.; Wall, W.A.; Meier, C. On phase change and latent heat models in metal additive manufacturing process simulation. Adv. Model. Simul. Eng. Sci. 2020, 7, 1–32. [Google Scholar] [CrossRef]
- Bergheau, J.-M.; Rol, F. Finite Element Simulation of Heat Transfer; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Bonacina, C.; Comini, G.; Fasano, A.; Primicerio, M. Numerical solution of phasechange problems. Int. J. Heat Mass Transfer. 1973, 16, 1825–1832. [Google Scholar] [CrossRef]
- Kamara, A.M.; Wang, W.; Marimuthu, S.; Li, L. Modelling of the melt pool geometry in the laser deposition of nickel alloys using the anisotropic enhanced thermal conductivity approach. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2011, 225, 2341–2344. [Google Scholar] [CrossRef]
- Trapp, J.; Rubenchik, A.M.; Guss, G.; Matthews, M.J. In situ absorptivity measurements of metallic powders during laser powder-bed fusion additive manufacturing. Appl. Mater. Today 2017, 9, 341–349. [Google Scholar] [CrossRef]
- Zhang, Z.; Huang, Y.; Kasinathan, A.R.; Shahabad, S.I.; Ali, U.; Mahmoodkhani, Y.; Toyserkani, E. 3-Dimensional heat transfer modeling for laser powder-bed fusion additive manufacturing with volumetric heat sources based on varied thermal conductivity and absorptivity. Opt. Laser Technol. 2019, 109, 297–312. [Google Scholar] [CrossRef]
- Gan, Z.; Yu, G.; He, X.; Li, S. Surface-active element transport and its effect on liquid metal flow in laser-assisted additive manufacturing. Int. Commun. Heat. Mass Transf. 2017, 86, 206–214. [Google Scholar] [CrossRef] [Green Version]
- Han, S.W.; Ahn, J.; Na, S.J. A study on ray tracing method for CFD simulations of laser keyhole welding: Progressive search method. Weld World 2016, 60, 247–258. [Google Scholar] [CrossRef]
- Software SYSWELD Version 2020; ESI-Group: Lyon, France, 2020.
- Sainte-Catherine, C.; Jeandin, M.; Kechemair, D.; Ricaud, J.P.; Sabatier, L. Study of dynamic absorptivity at 10.6 μm (CO2) and 1.06 μm (Nd-YAG) wavelengths as a function of temperature. J. Phys. IV Fr. 1991, 1, C7-151–C7-157. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | 1 # | 2 # | 3 # | 4 # | 5 # | 6 # | 7 # |
|---|---|---|---|---|---|---|---|
| Scanning speed (mm/s) | 200 | 400 | 600 | 800 | 1000 | 600 | 600 |
| Laser power (W) | 200 | 200 | 200 | 200 | 200 | 180 | 160 |
| Beam radius (m) | 50 | ||||||
| Layer thickness (m) | 20 | ||||||
| Absortivity | 0.6 | ||||||
| Initial temperature (°C) | 25 | ||||||
| Scanning speed (mm/s) | 200 | 200 | 200 | 200 |
| Laser power (Watt) | 100 | 150 | 200 | 300 |
| Beam radius (m) | 37.5 | |||
| Layer thickness (m) | 40 | |||
| Absorptivity | 0.7 | |||
| Initial temperature (°C) | 20 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, Y.; Saadlaoui, Y.; Bergheau, J.-M. A Temperature-Dependent Heat Source for Simulating Deep Penetration in Selective Laser Melting Process. Appl. Sci. 2021, 11, 11406. https://doi.org/10.3390/app112311406
Jia Y, Saadlaoui Y, Bergheau J-M. A Temperature-Dependent Heat Source for Simulating Deep Penetration in Selective Laser Melting Process. Applied Sciences. 2021; 11(23):11406. https://doi.org/10.3390/app112311406
Chicago/Turabian StyleJia, Yabo, Yassine Saadlaoui, and Jean-Michel Bergheau. 2021. "A Temperature-Dependent Heat Source for Simulating Deep Penetration in Selective Laser Melting Process" Applied Sciences 11, no. 23: 11406. https://doi.org/10.3390/app112311406
APA StyleJia, Y., Saadlaoui, Y., & Bergheau, J.-M. (2021). A Temperature-Dependent Heat Source for Simulating Deep Penetration in Selective Laser Melting Process. Applied Sciences, 11(23), 11406. https://doi.org/10.3390/app112311406