
Technological Processes for Steel Applications in Nuclear Fusion

 , , , ,
, , , ,
Abstract
:1. Introduction
2. EUROFER97
- Gathering experience with the industrial production of a high purity steel and comparison with experimental heat production details.
- Gathering information about forming properties, homogeneity of mechanical and structural properties, and targeting specified mechanical and microstructural characteristics.
- Gaining technological results from the production of a test blanket module with respect to forming and weldability.
3. Heat Treatment
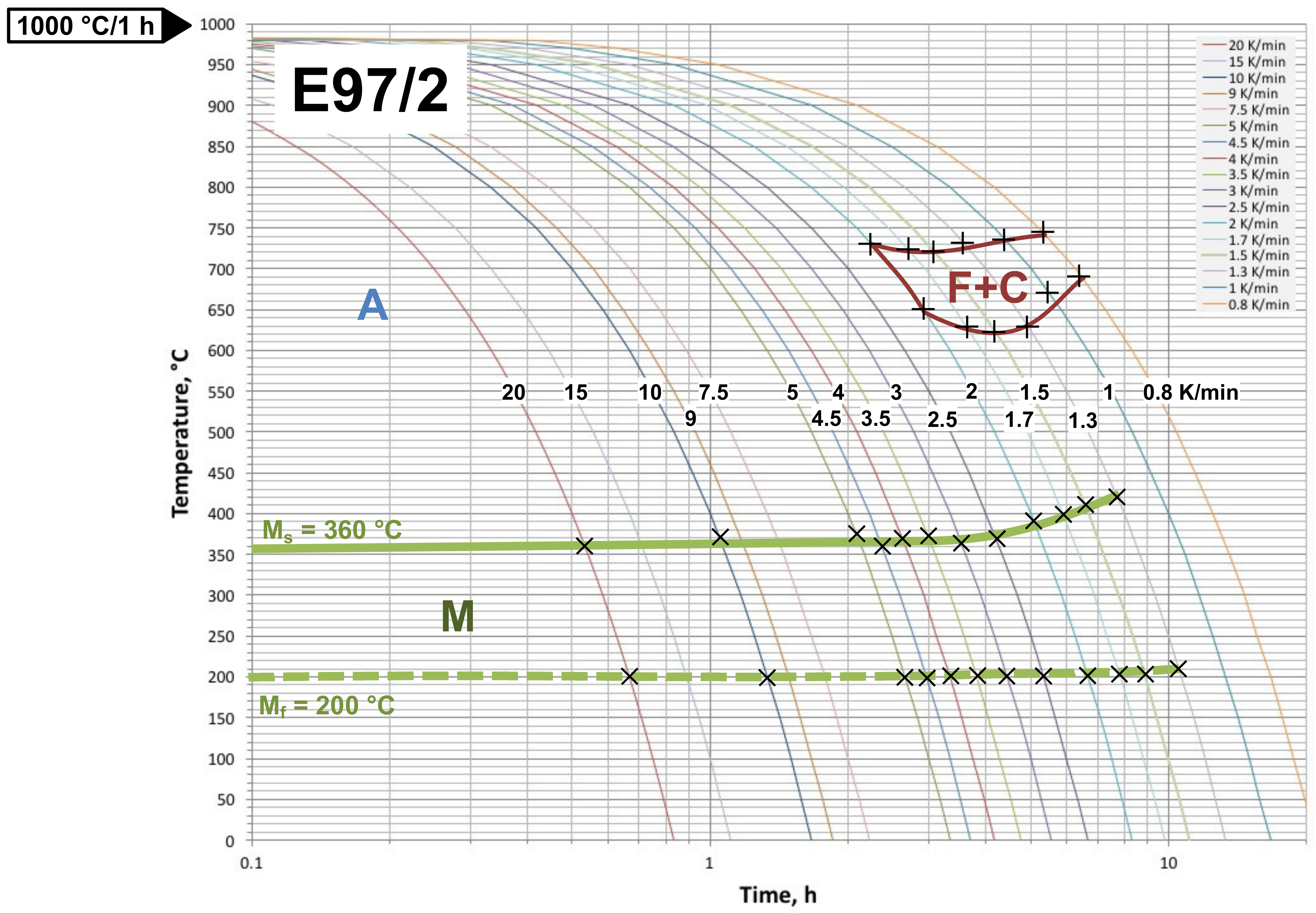
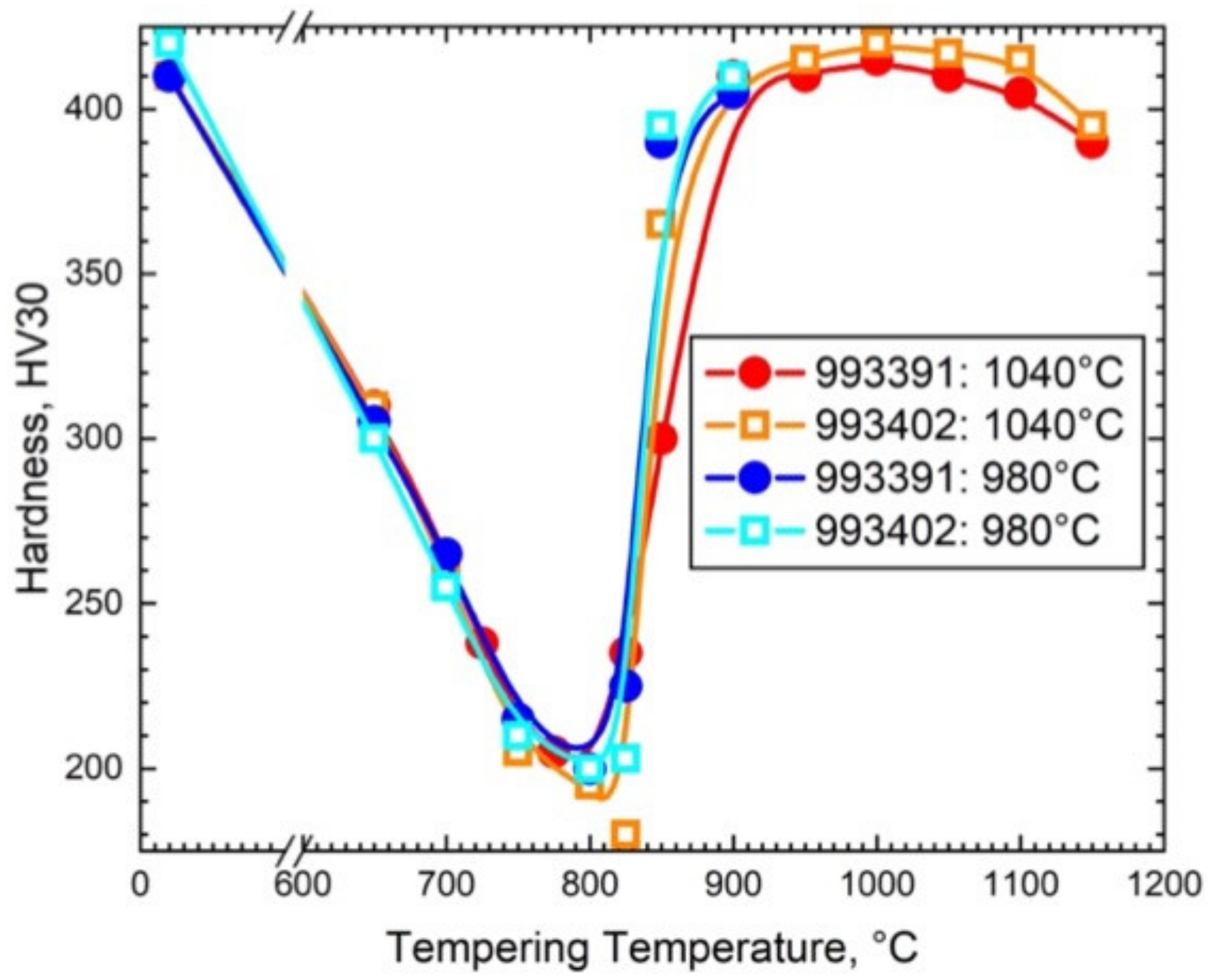
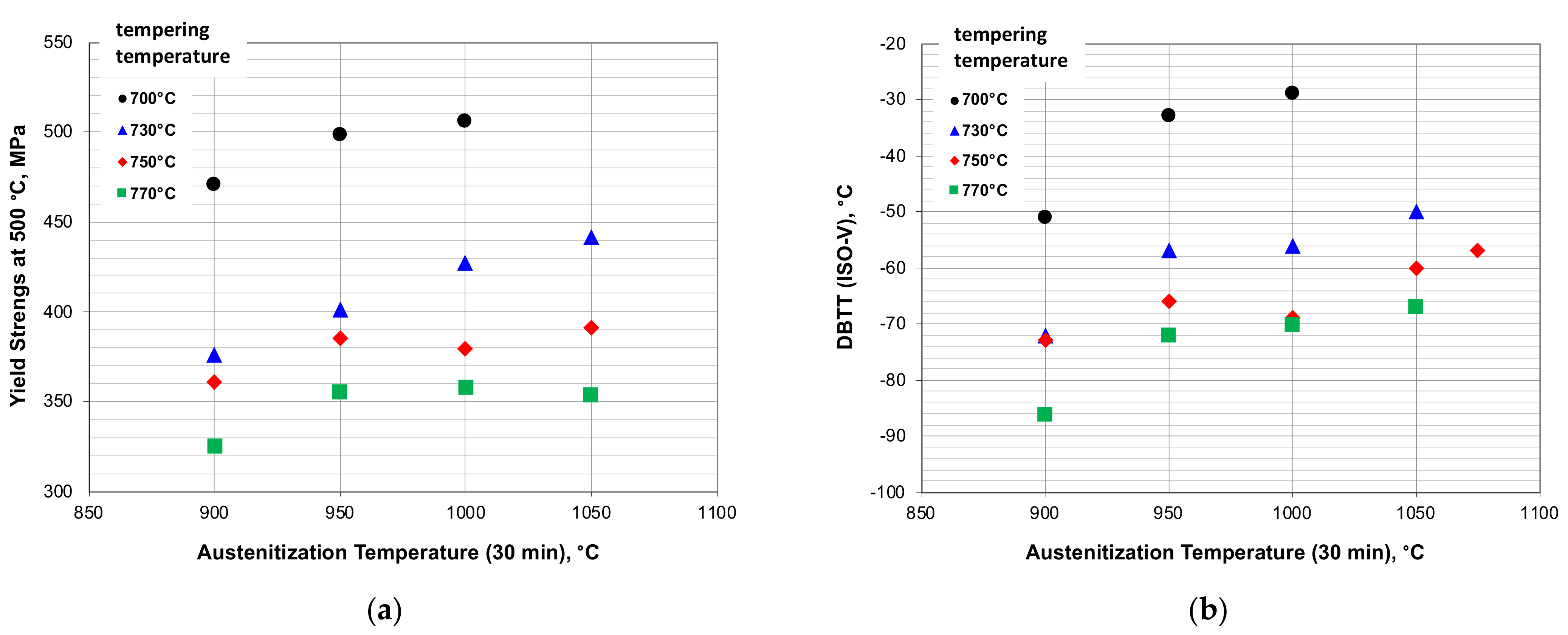
3.1. Austenitization, Quenching, Tempering, Phase Transitions, Mechanical Properties
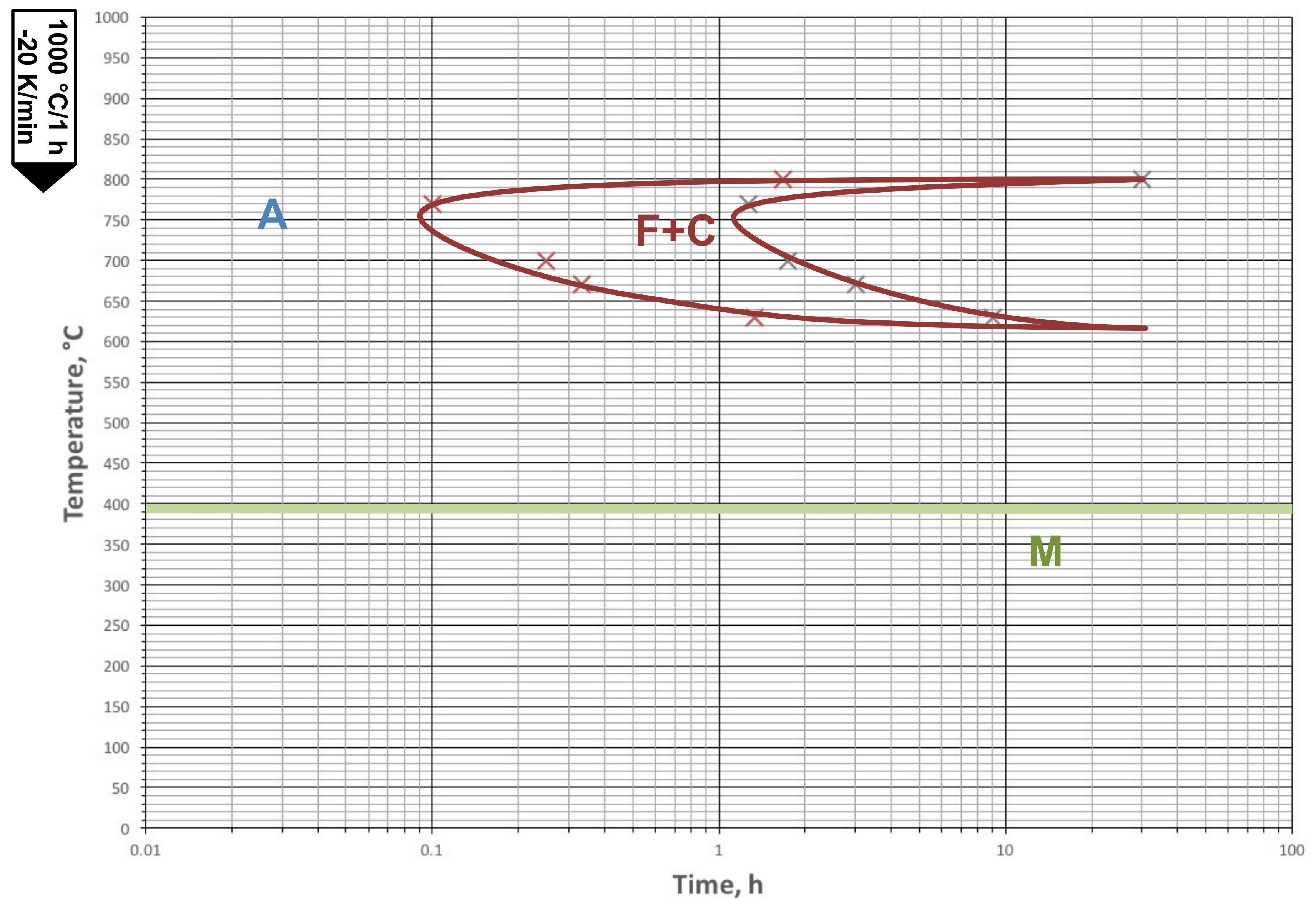
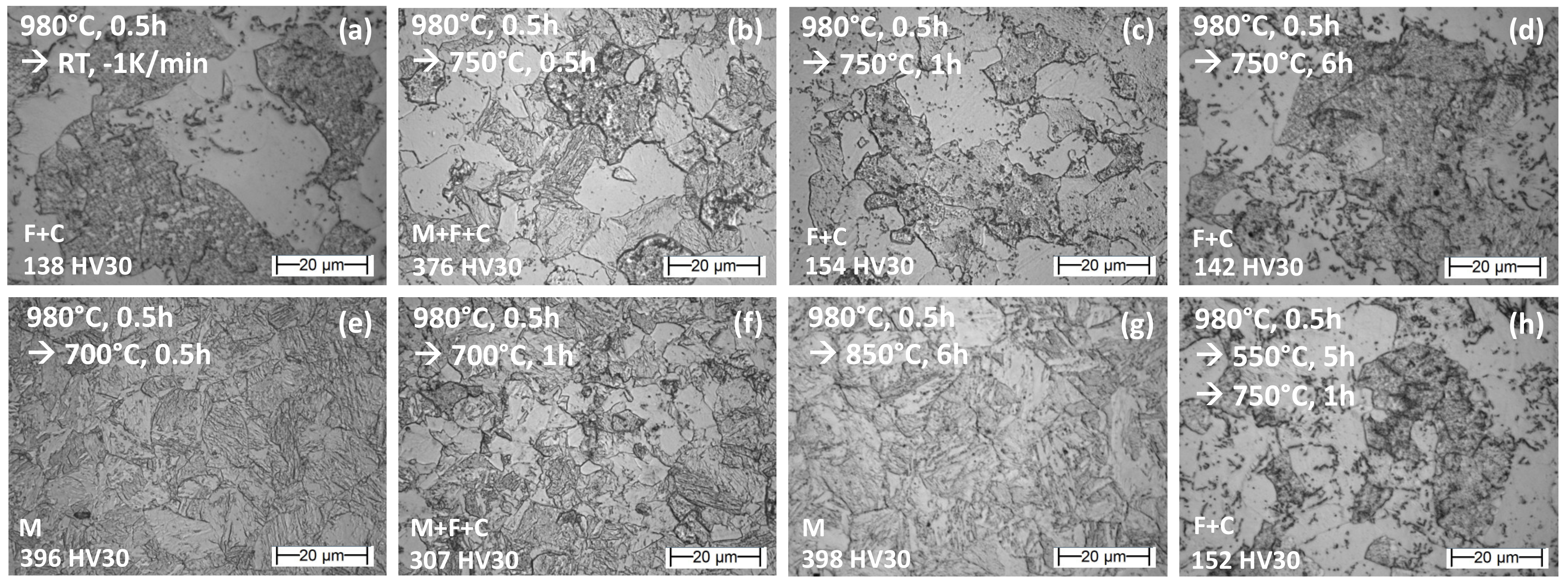
3.2. Uncontroled Temperature Excursions
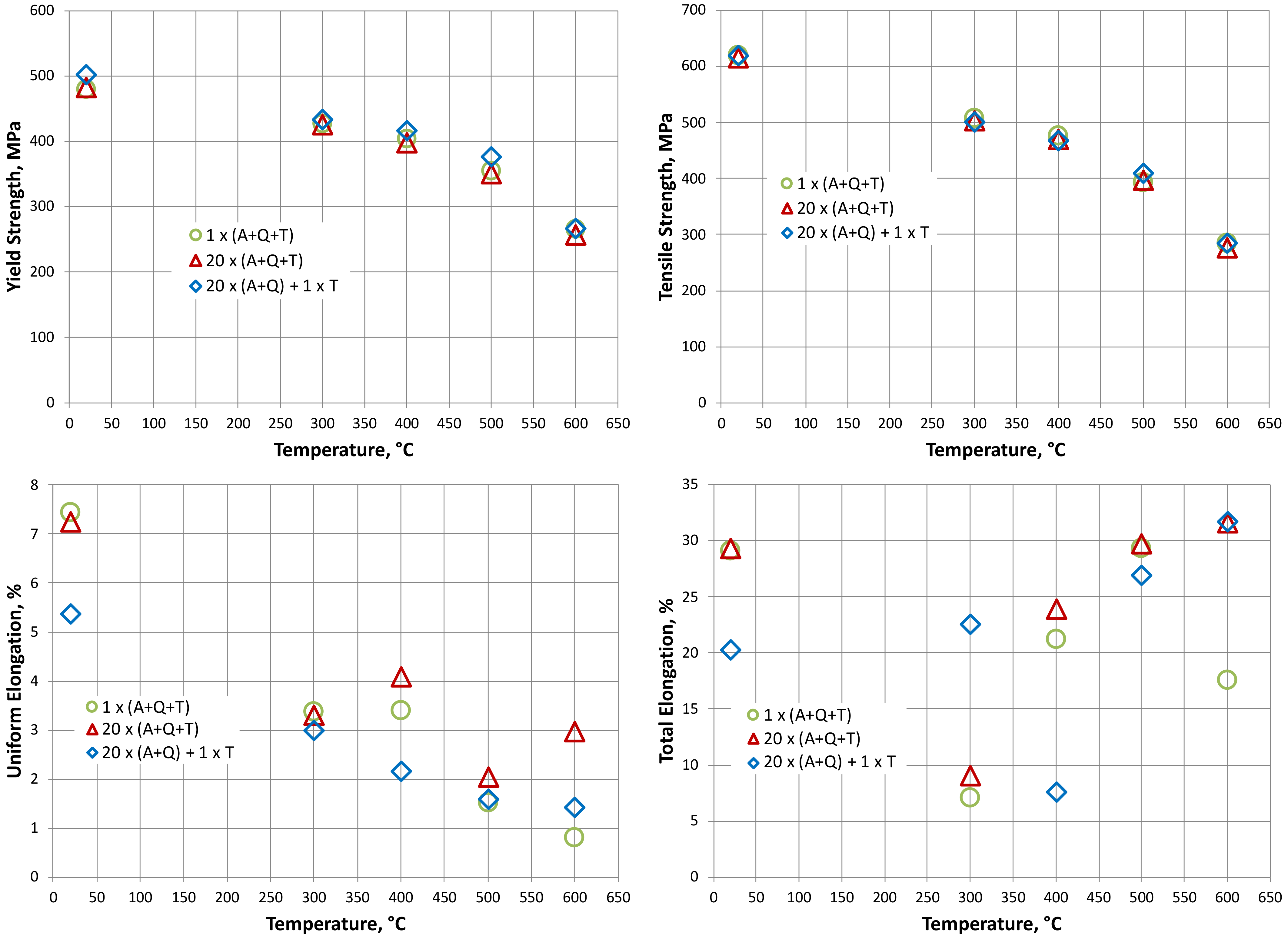
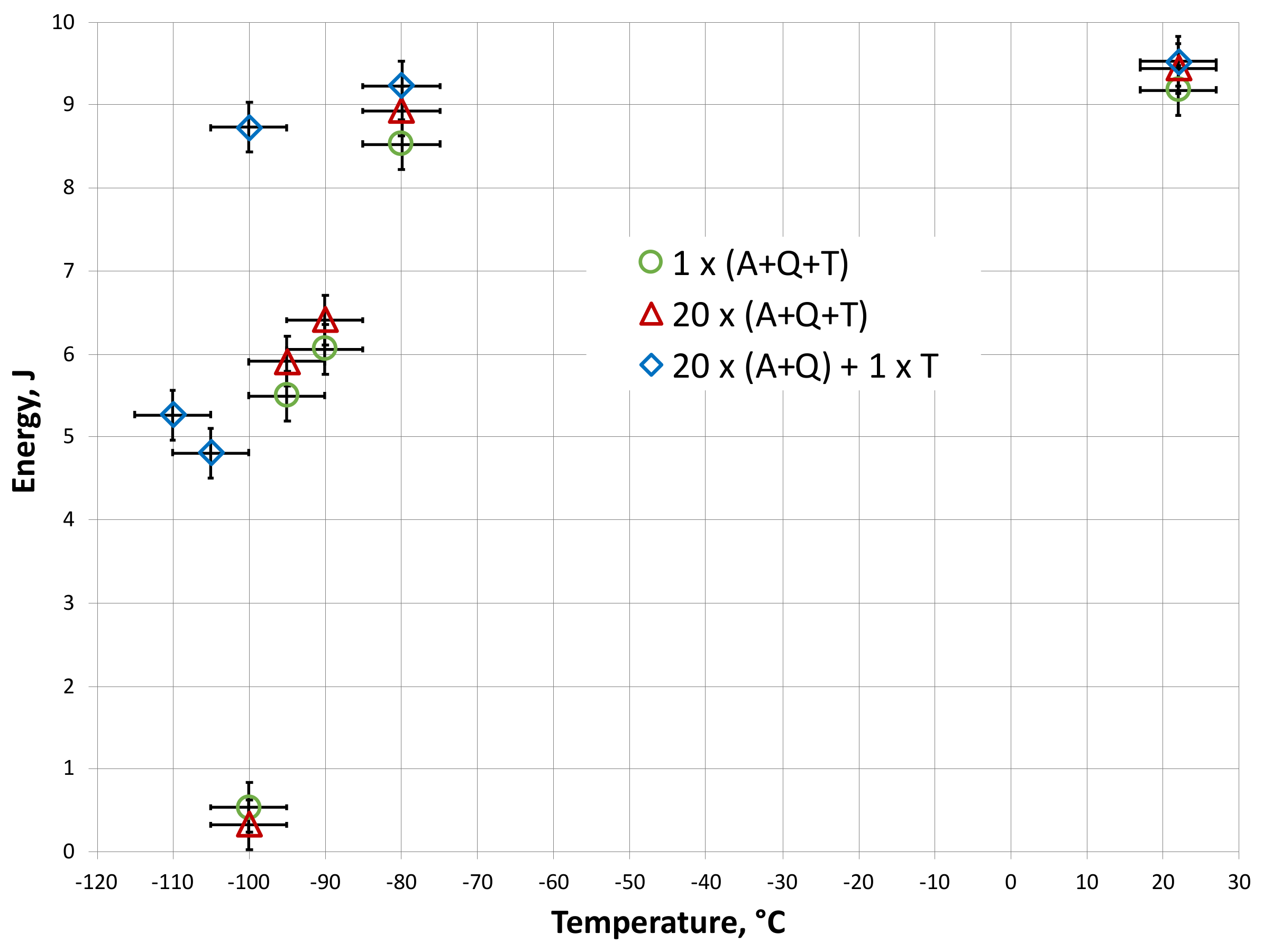
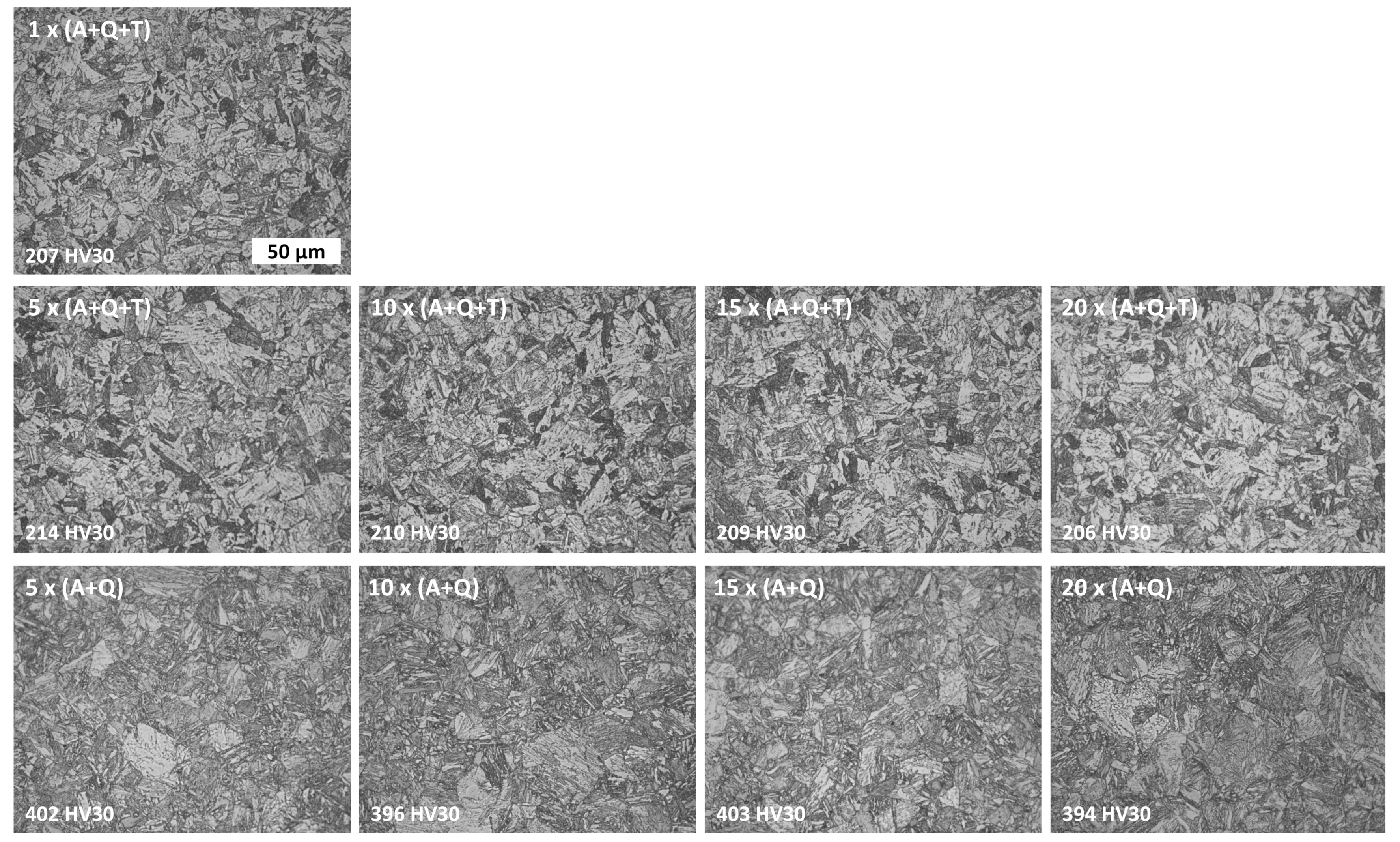
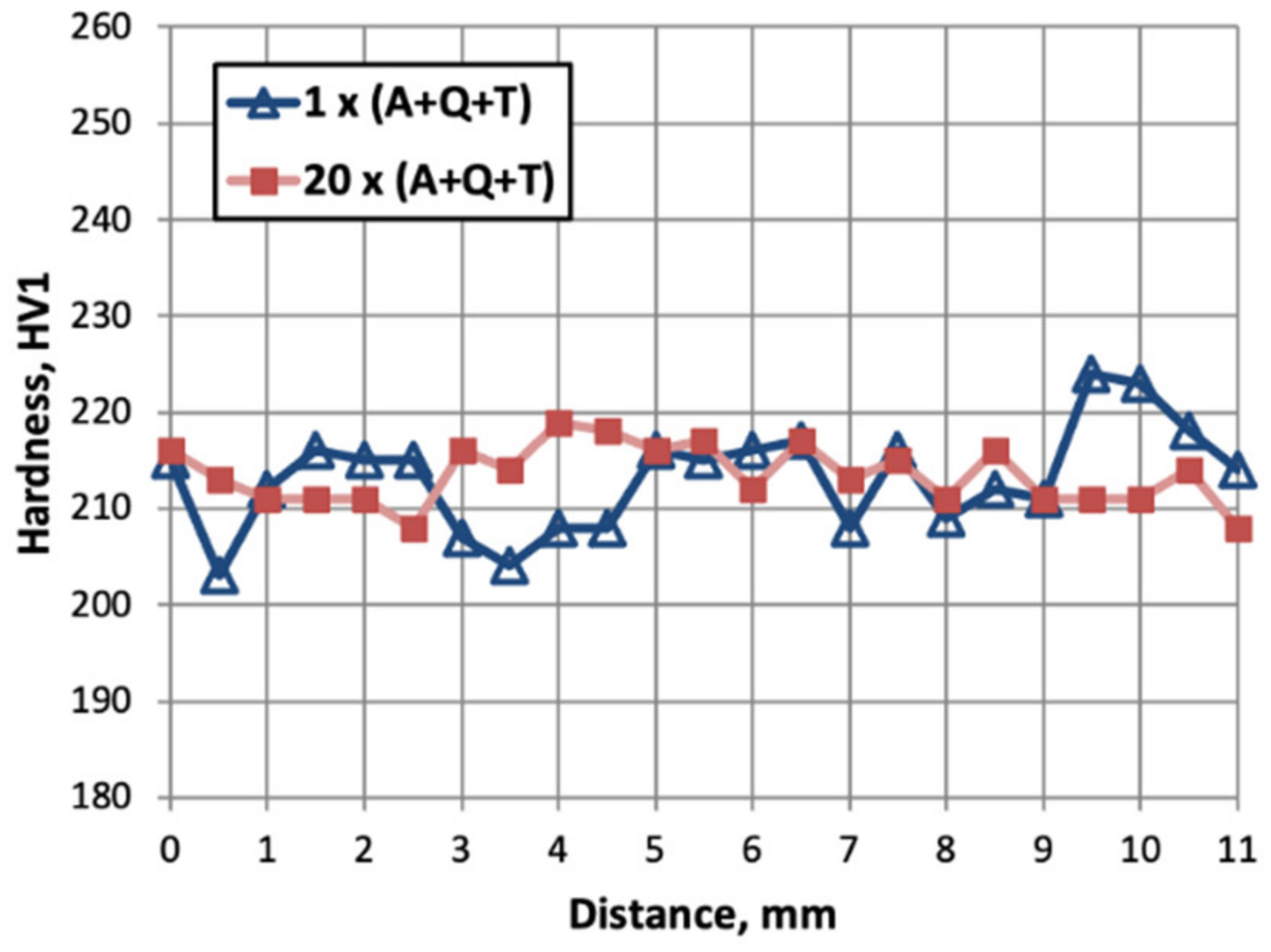
3.3. Repeated Heat Treatments
4. Fusion Welding
4.1. Overview
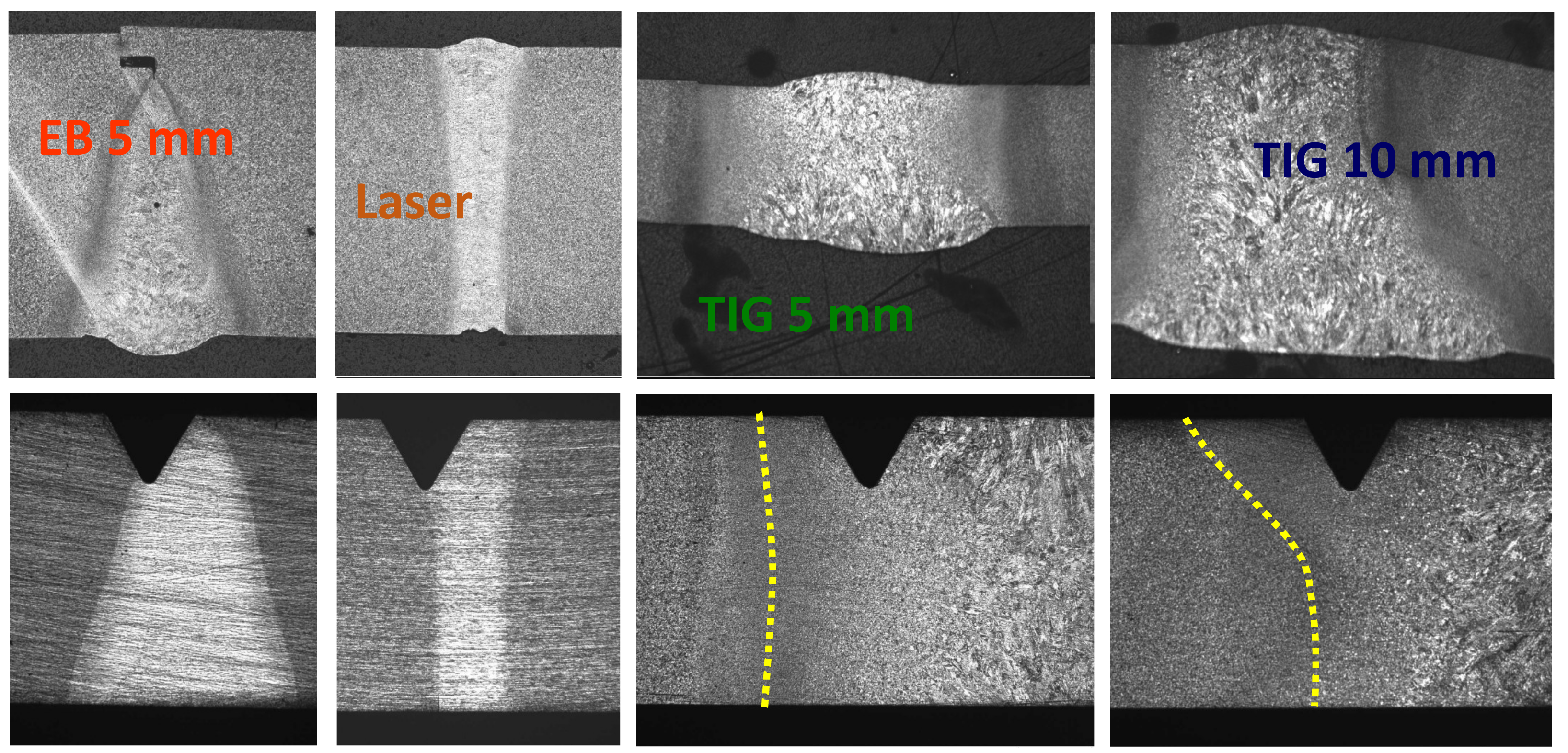
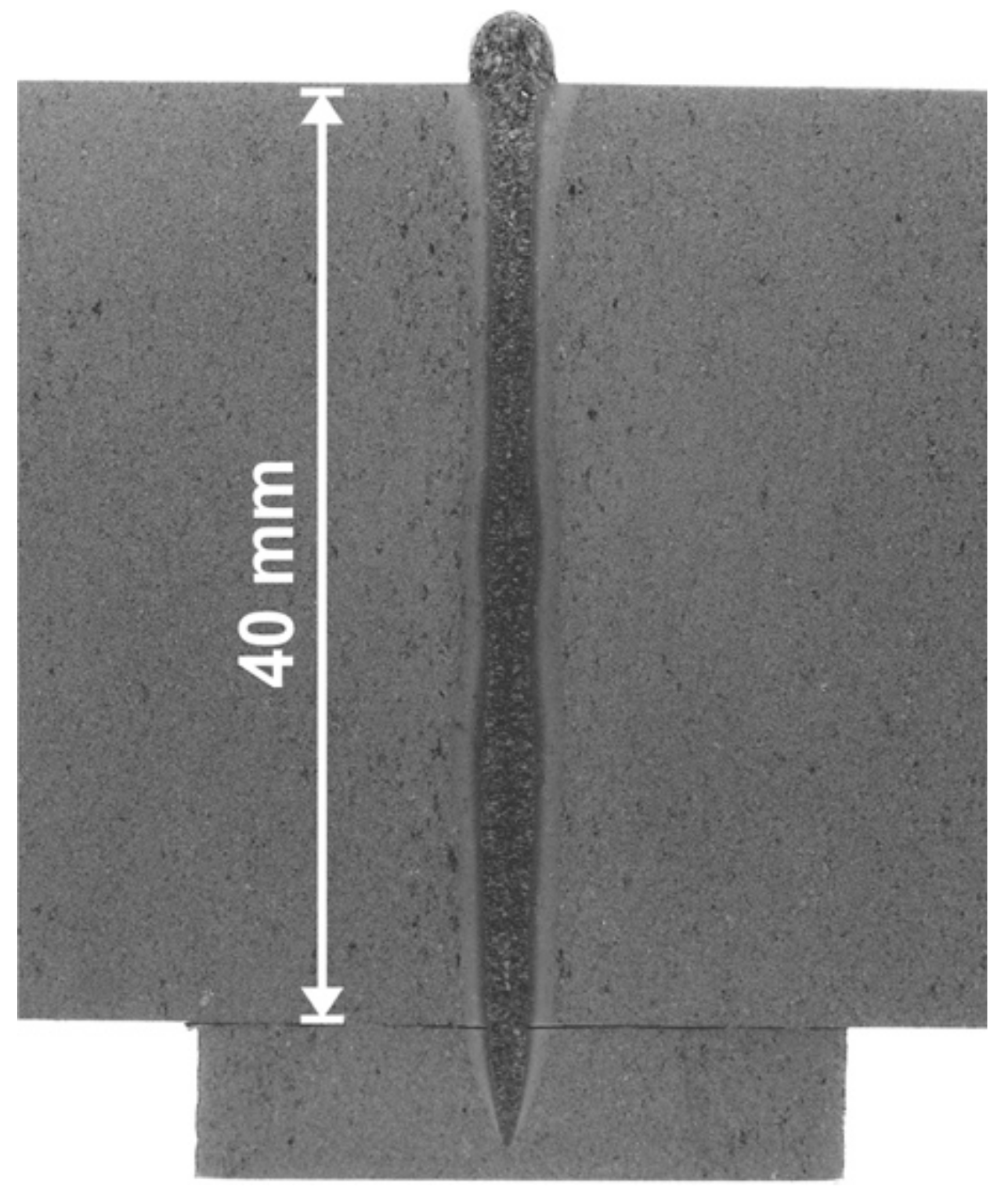
4.2. Sample Fabrication by Tungsten Inert Gas, Electron Beam, and Laser Welding
4.3. Defects
4.4. Post-Welding Heat Treatment (PWHT)
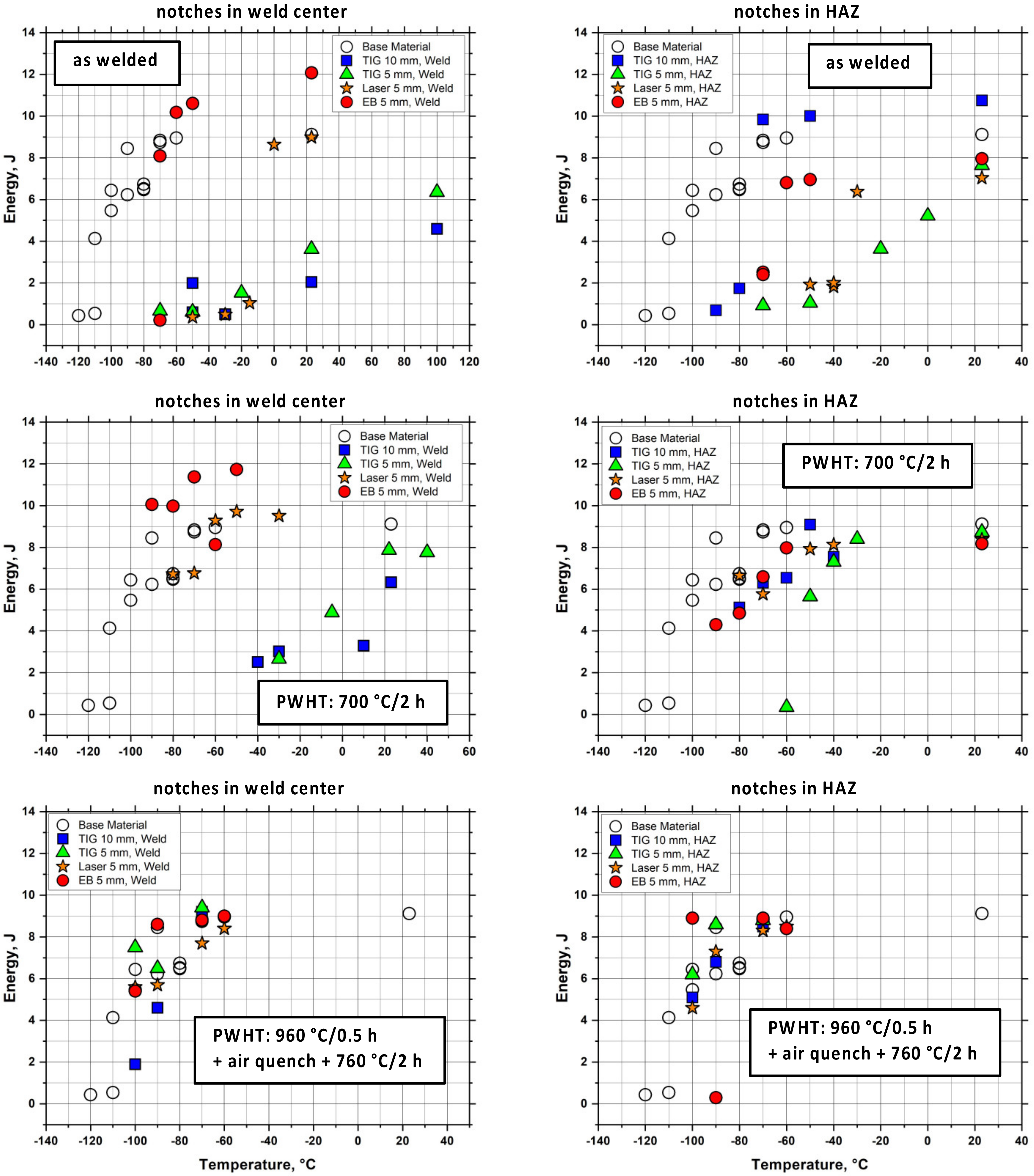
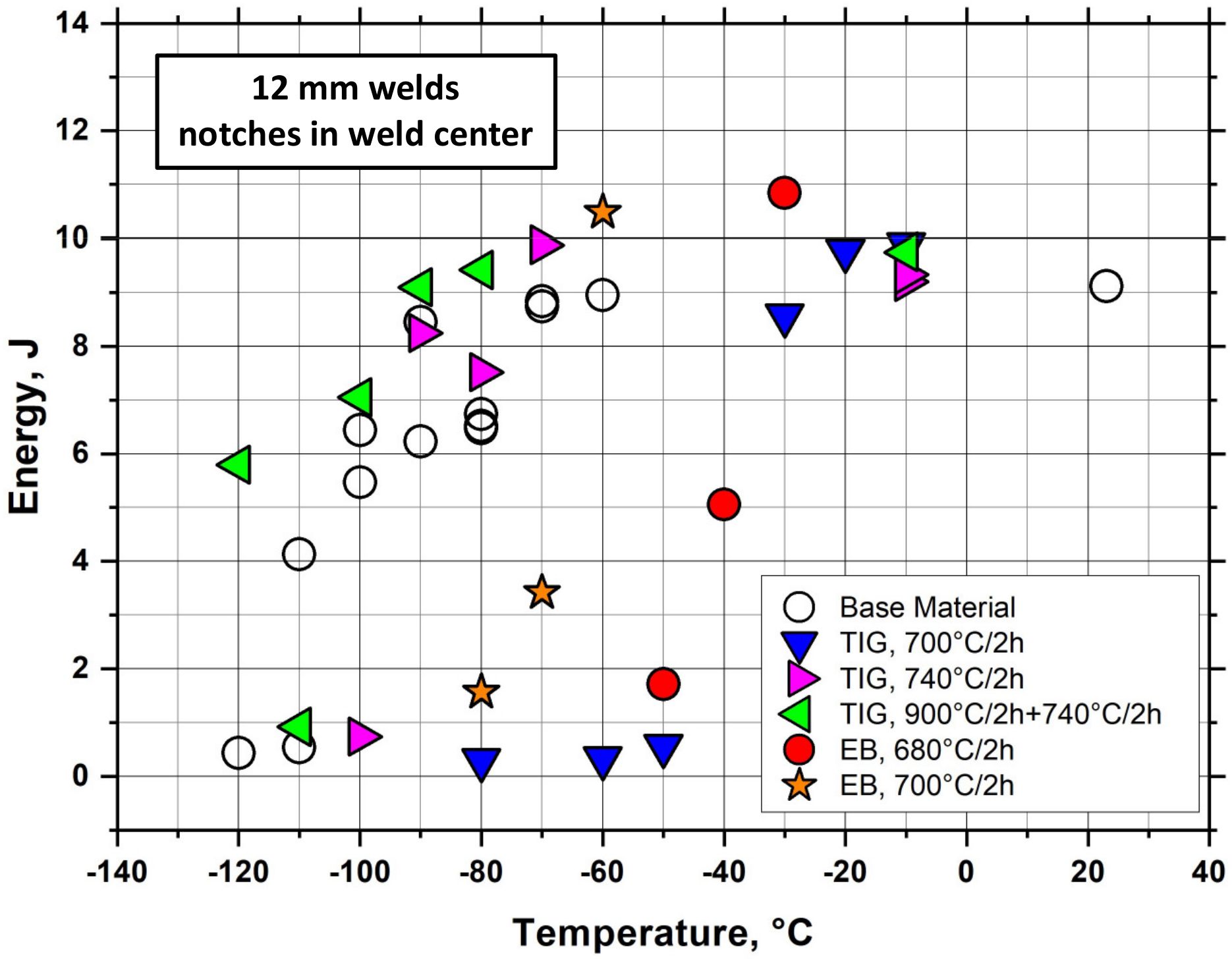
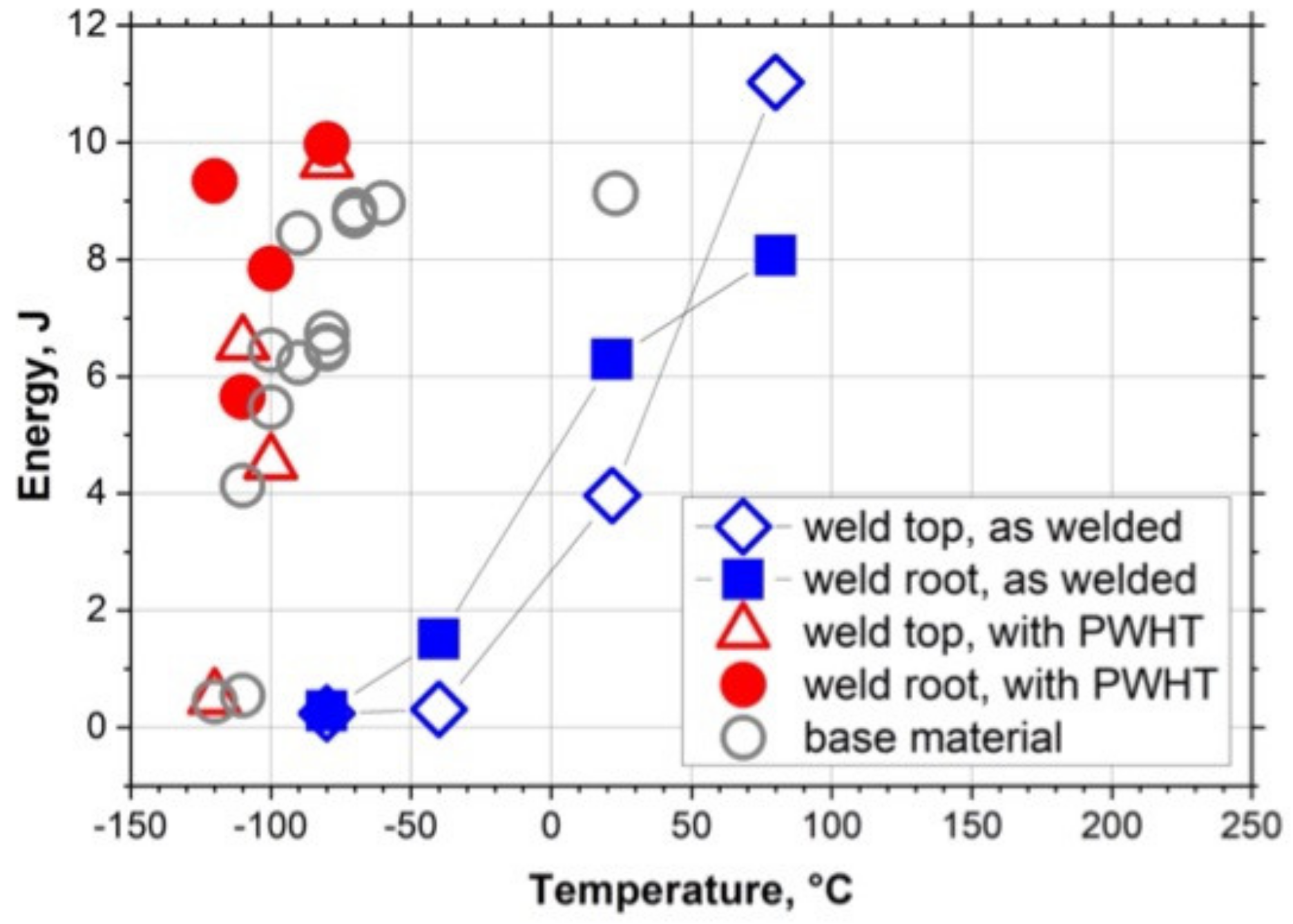
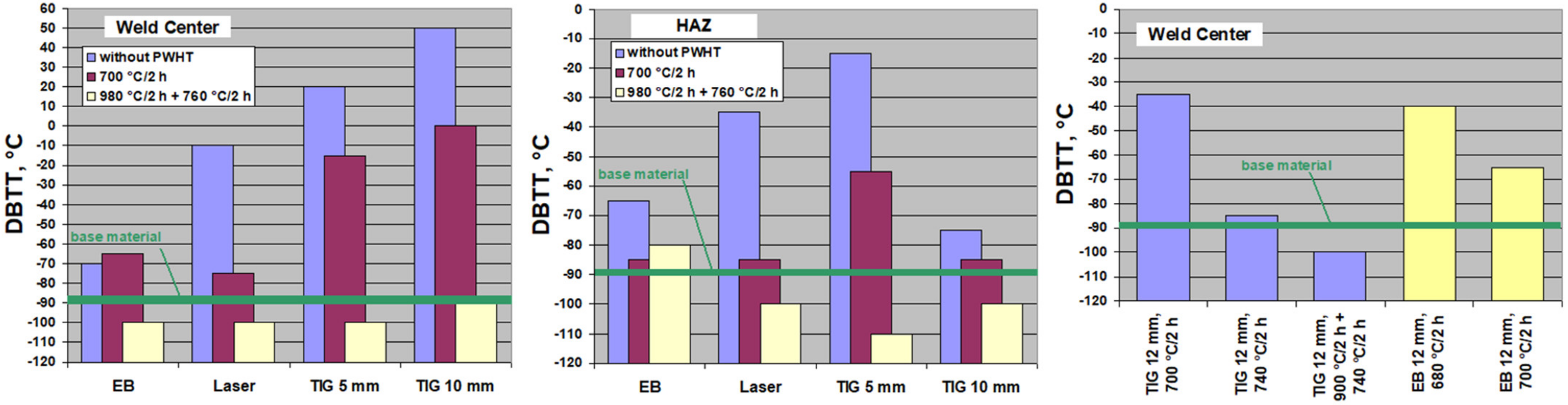
4.5. Effect of PWHT on Toughness
4.6. Discussion of the Charpy Test Results
4.7. Effect of PWHT on Tensile Properties
4.8. Effect of Repeated PWHT
5. Machining
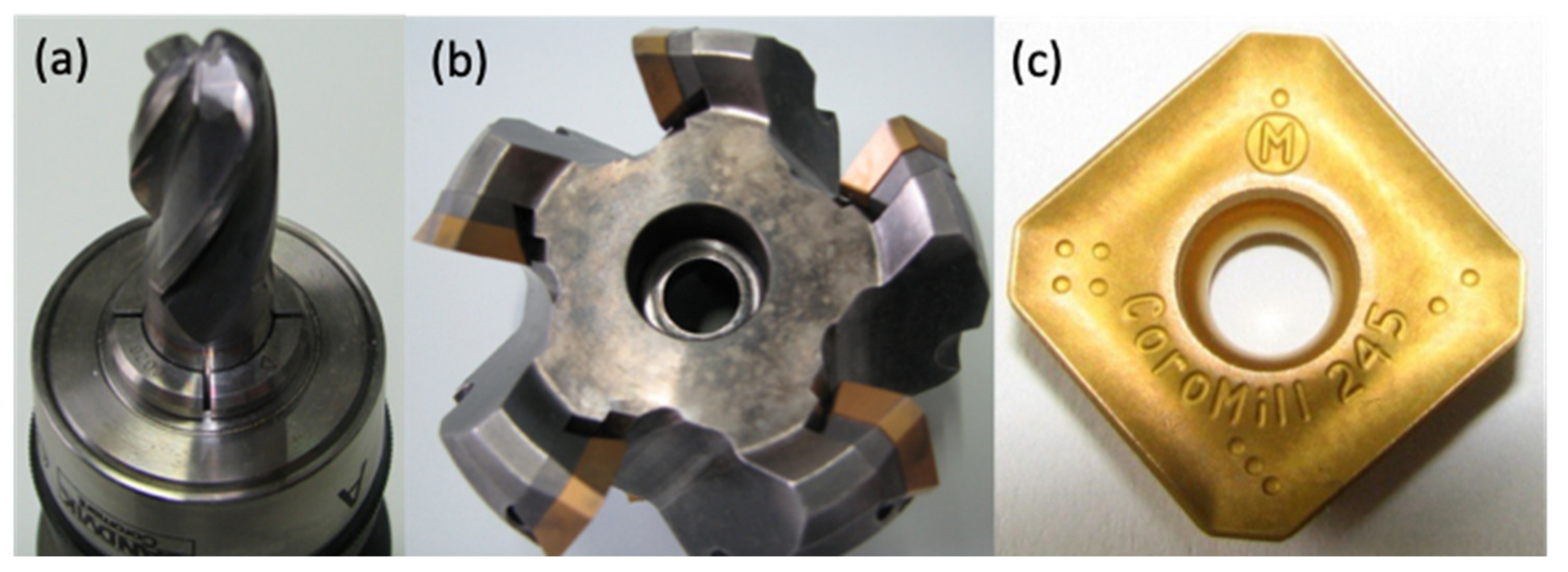
5.1. Milling
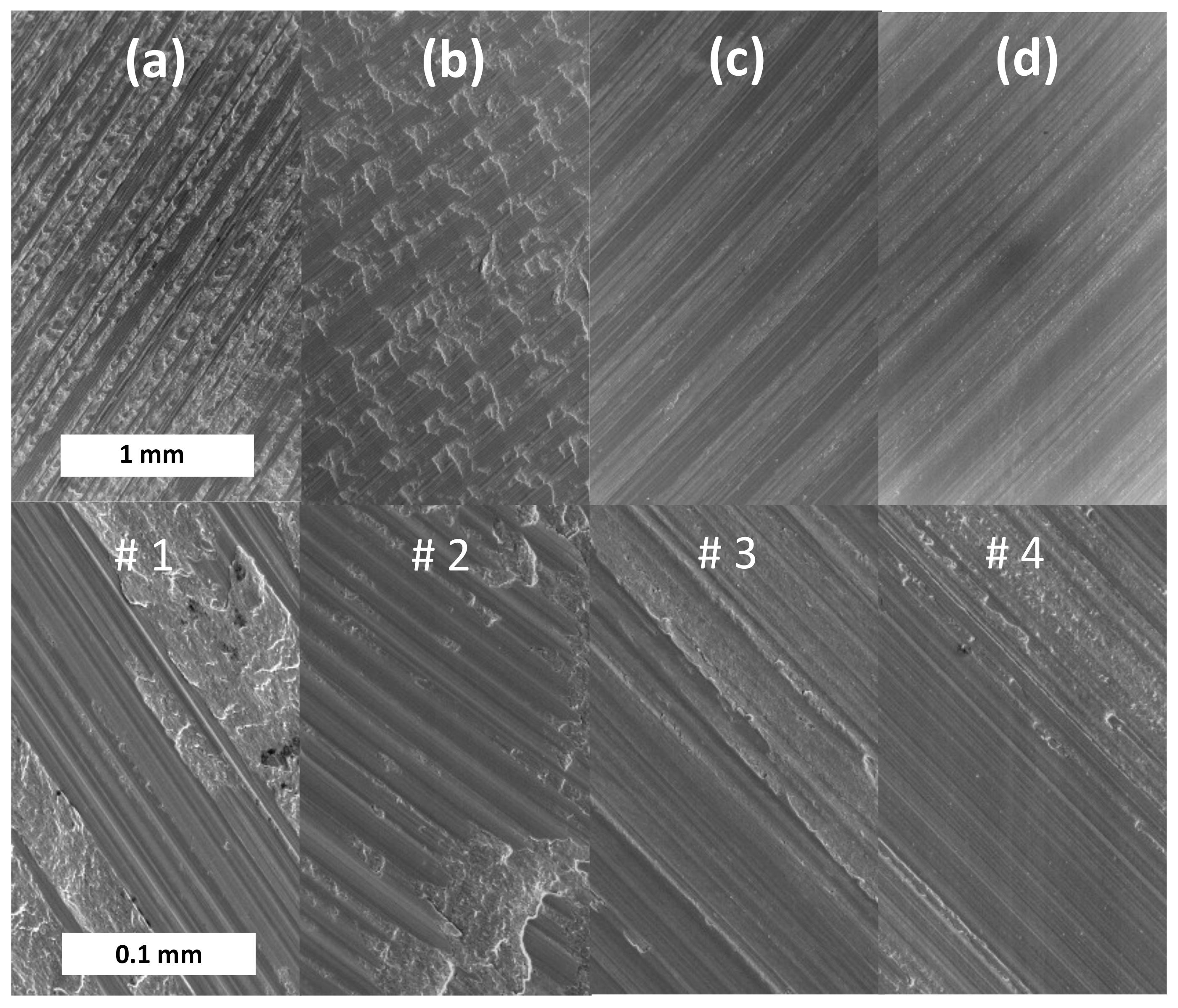
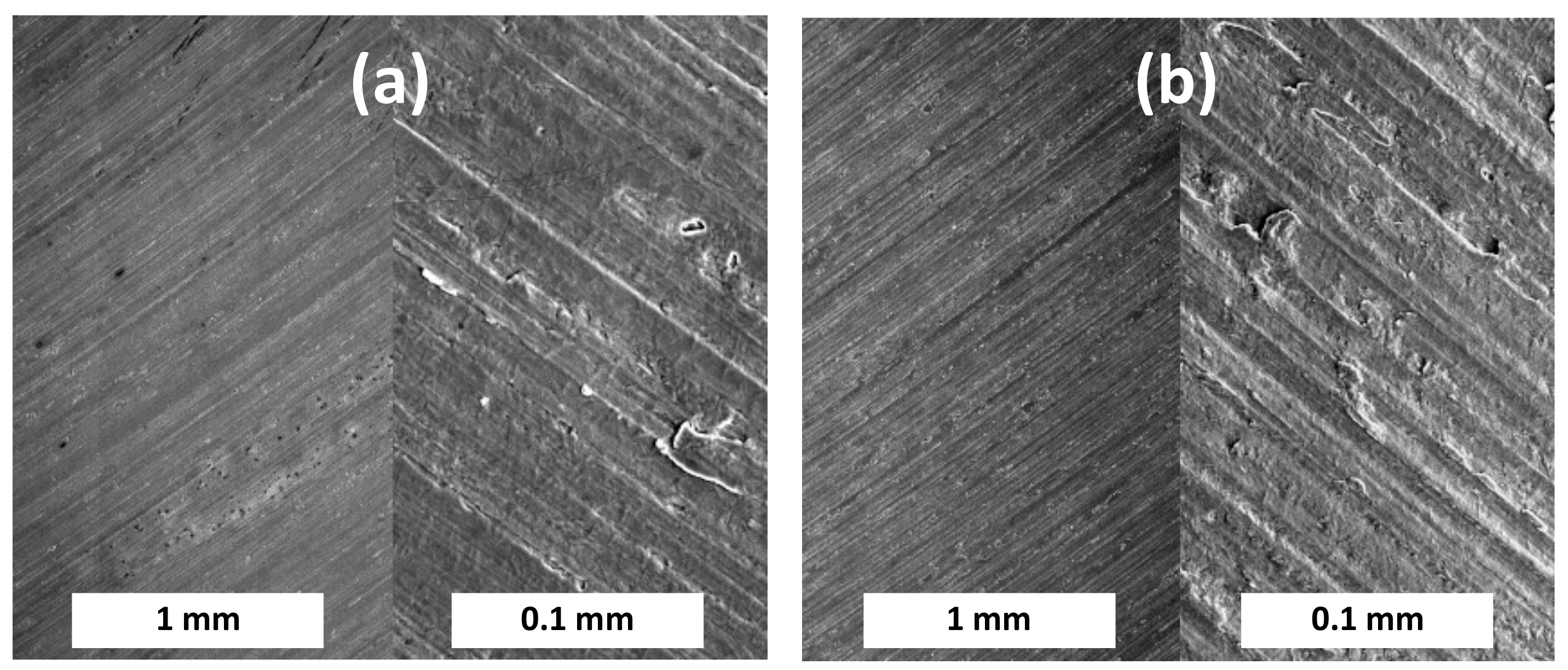
5.2. Hardness Effect on Chipping
5.3. Wire-Cut Electro Discharge Machining (EDM)
6. Solid State Bonding
6.1. Impact of Surface Machining
6.2. Impact of HIP Parameters
6.3. Corrosion and Contamination
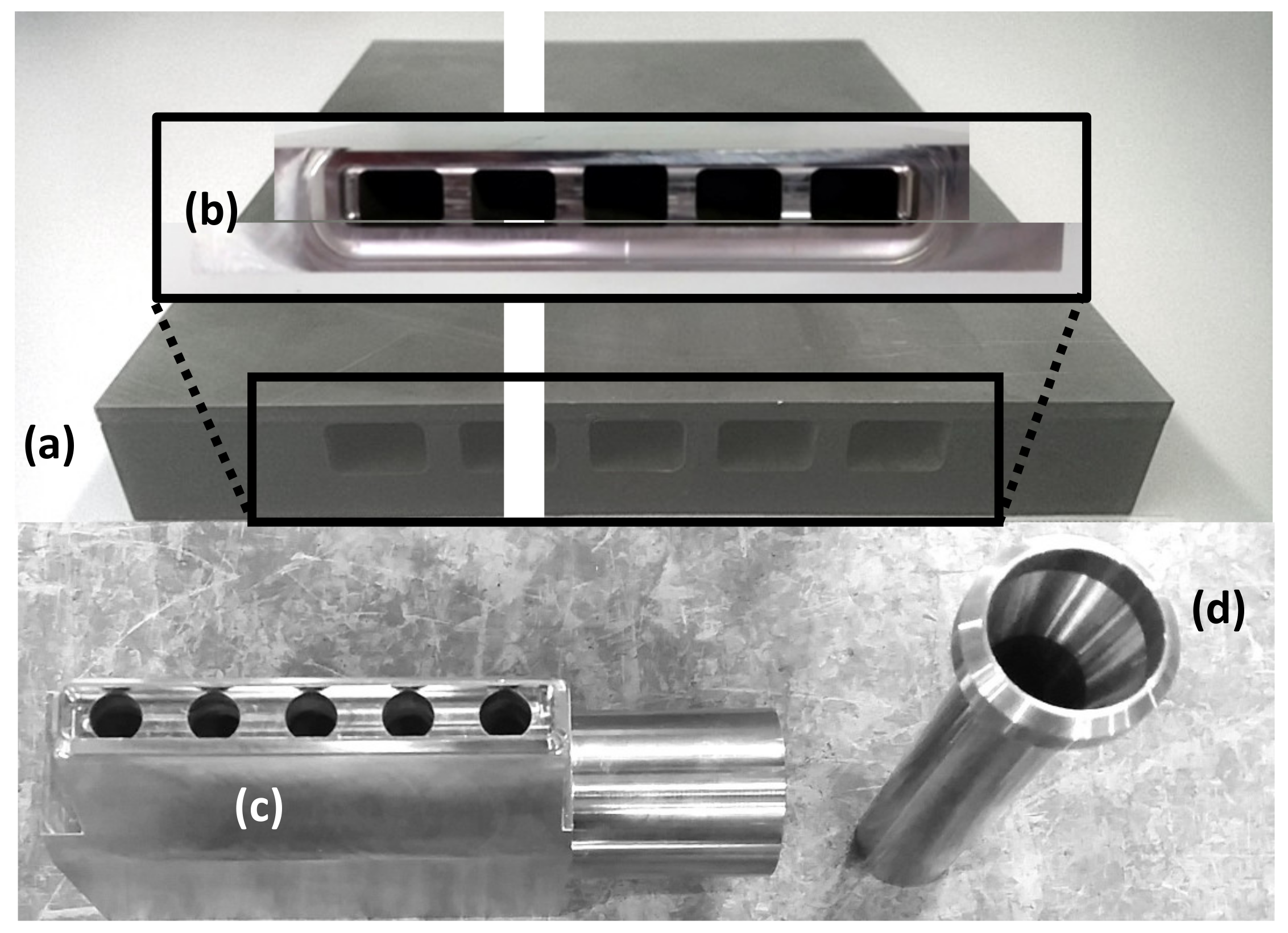
7. First Wall Mock-Up
7.1. Design
7.2. Fabrication
8. Test in the Helium Loop Karlsruhe
9. Post-Test Microstructure Analysis
10. Summary and Conclusions
10.1. Fusion Welds
- Beam welds need fine adjustment to the specific geometry, especially power and feeding speed have to be adjusted for a correct penetration depth.
- Misalignment after TIG welding is larger for thinner plates and has to be determined for a correct compensation (strongly depending on geometry).
- All observed weld defects did not lead to fracture initiation.
- Chemical composition of EUROFER filler wire is stable (no decarbonization).
- Negligible traces of delta-ferrite have been detected in 5 mm TIG welds.
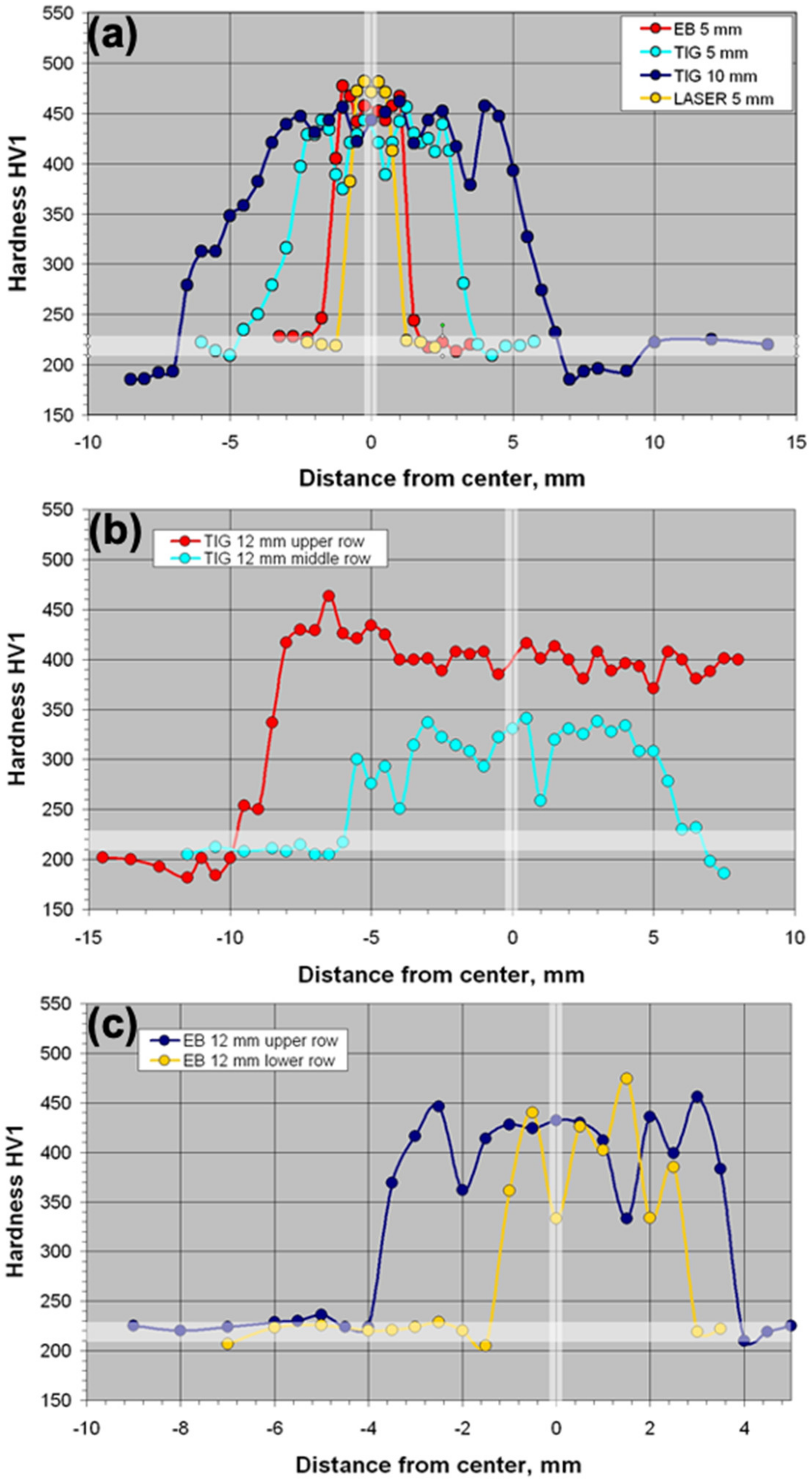
- Extended softened zones form in TIG welds.
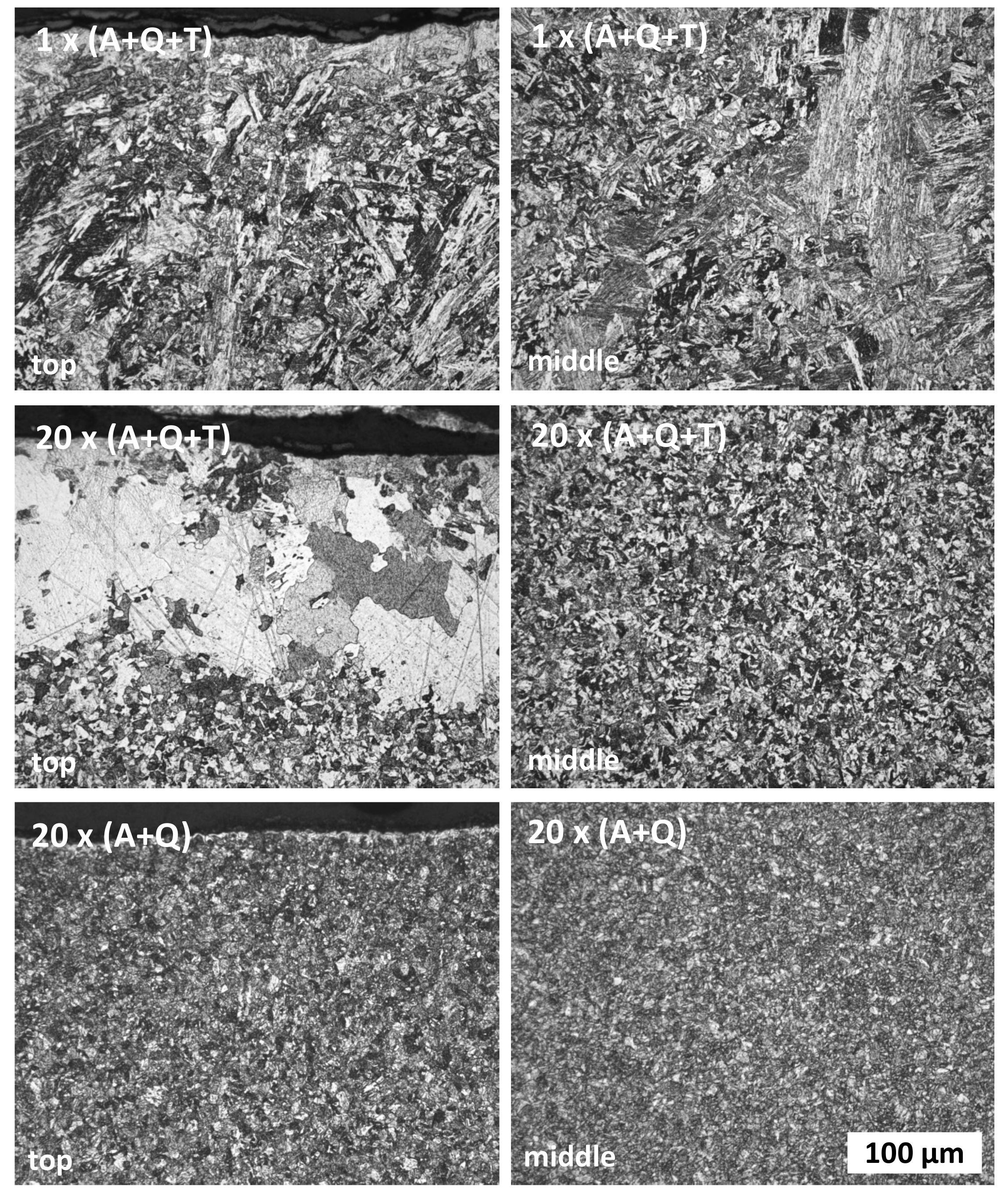
- Coarse grain formation occurs in TIG welds and in thick beam welds.
- Microstructure can only be restored by austenitization, i.e., annealing at temperatures above 900 °C.
- Only 5 mm EB welds might be acceptable regarding ductility without PWHT.
- Ductility of beam welds might be acceptable with just an one-step PWHT of T > 700 °C for 2 h (without austenitization).
- TIG welds seem to require austenitization (due to coarse grain as well as softening in the HAZ) or at least higher tempering temperatures (T > 740 °C).
- One-step PWHTs at temperatures less than 700 °C are not expedient.
- Tensile properties (transverse tests) are nearly independent of the weld type since fracture occurs in the base material.
- Future tensile studies should be performed just on untreated welds (in addition to creep and Charpy tests), since the results are not very informative.
10.2. Machining and Solid-State Bonding
- An appropriate choice of parameters allows very robust solid-state bonding processes. Only low pressure, low temperature bonding (e.g., p = 20–50 MPa and T < 1050 °C) makes the process sensitive to surface quality.
- Whether or not a surface is suited for diffusion bonding cannot be determined by surface roughness measurement. It is better for surfaces to be additionally inspected and visually qualified.
- In principle, all common milling cutters can be used for surface fabrication. Special attention, however, has to be paid to chipping. If the chips break off inappropriately, the surface may be littered with pits, which could still remain after the welding procedure. Such cavities deteriorate the weld properties (upper shelf energy and DBTT).
- Unfavourable chipping and, therefore, surface quality can be mitigated by increasing the hardness with a pre-fabrication heat treatment.
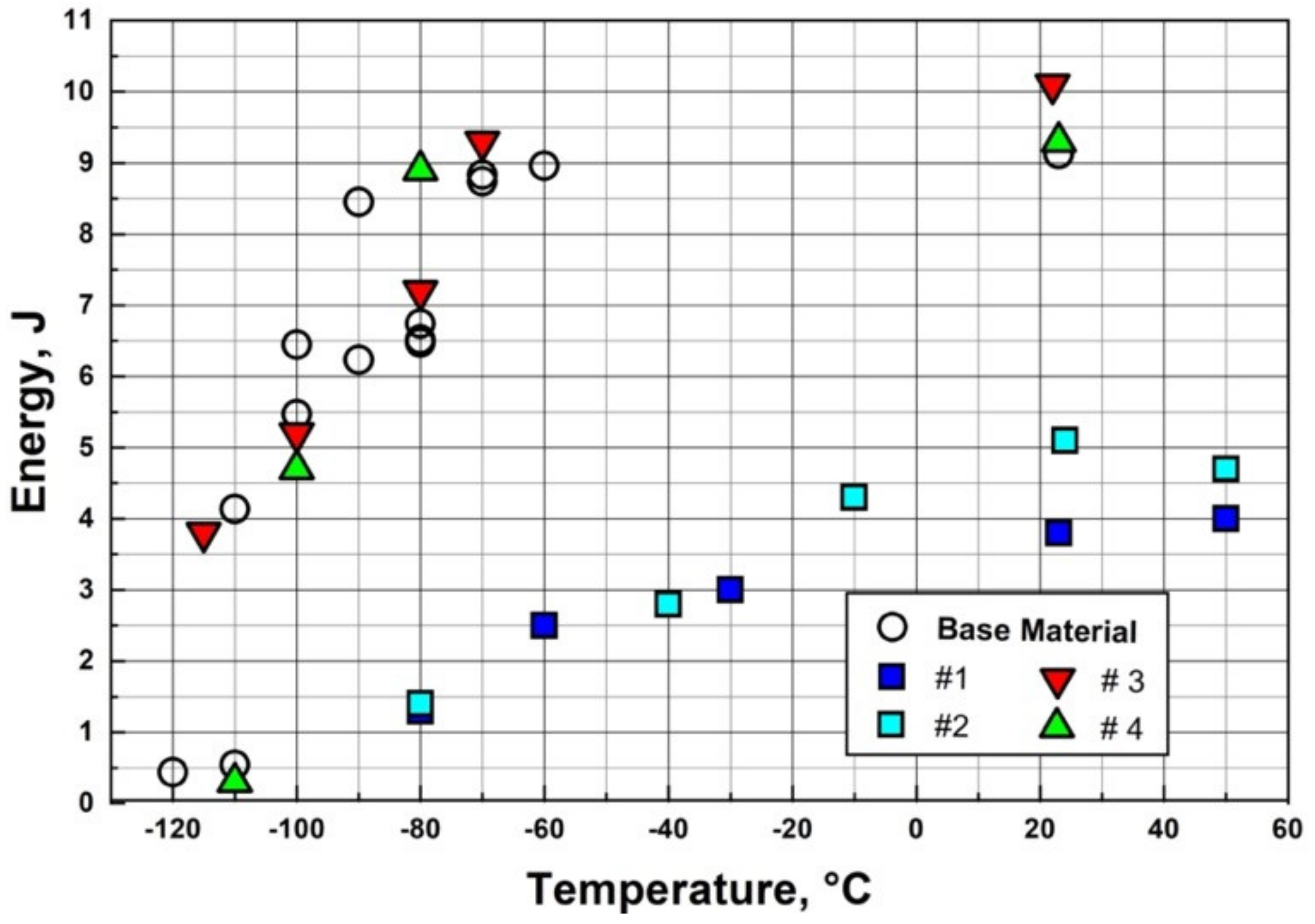
- Tensile tests are unsuitable for qualifying diffusion bonds. Charpy tests are much more sensitive to weld faults.
- Weld defects are clearly mirrored in the fracture surface of Charpy specimens.
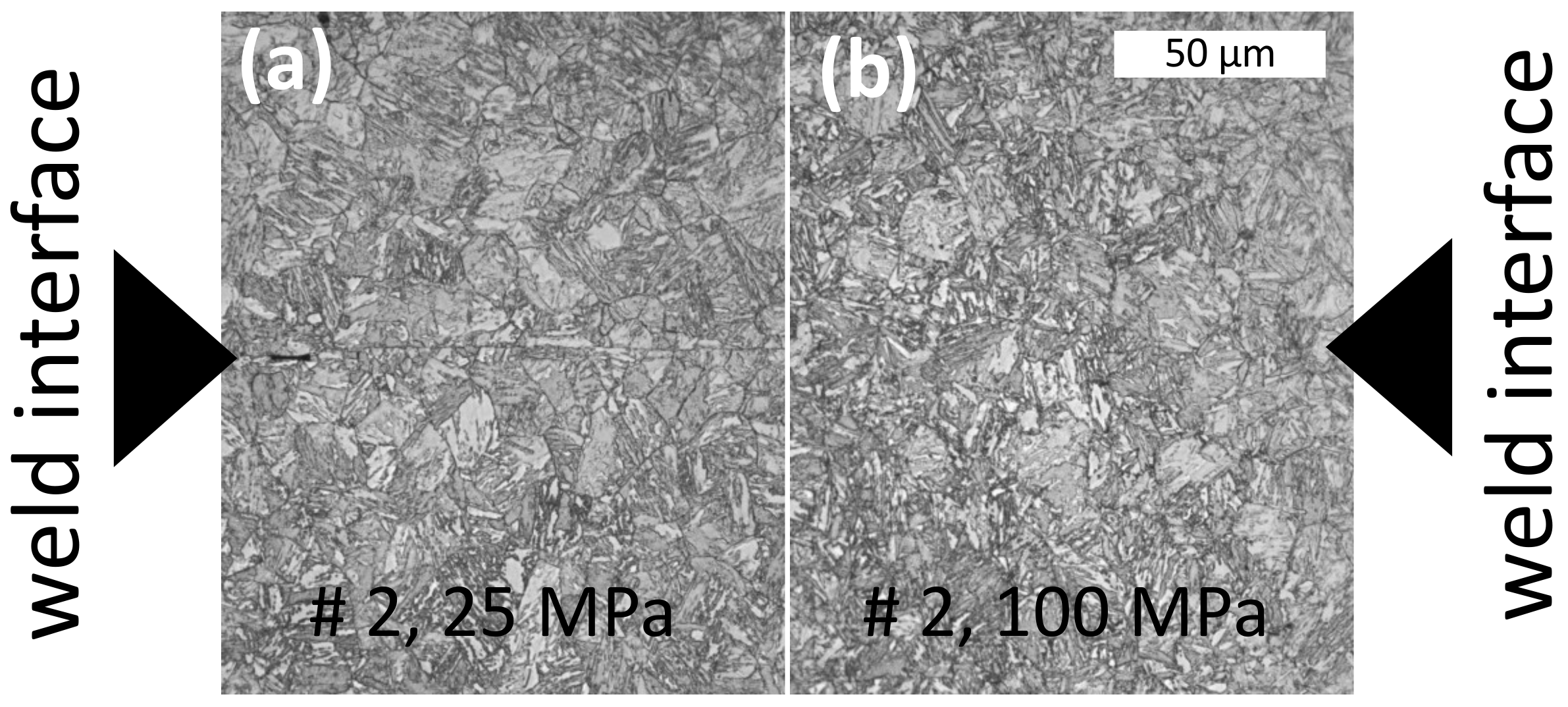
- Remaining cavities (as a result of low-quality surfaces, for example) can be removed by a second high-pressure HIP step. Weld defects in the order of about 20 µm in diameter vanish after a HIP cycle of 100 MPa/1050 °C/2 h.
- After surface fabrication, diffusion bonding should be performed within 24 h. Thereafter, formation of oxide layers leads to a significant reduction of the weld properties.
- Further reduction of the weld properties does not take place if surfaces are already passivated (this is the case after about 48 h in air with 70% relative humidity).
- Oxidation may be reduced, but not suppressed completely, by spraying the surfaces with oil.
- Surface cleaning with alcohol (isopropanol) leads to better welds compared to cleaning with water and soap.
- The use of coolant during surface machining is acceptable, but the surfaces have to be cleaned immediately after fabrication with isopropanol. Without cleaning (that is just drying) the diffusion bond properties are reduced clearly.
- Increasing the HIP temperature to 1150 °C for diffusion bonding, reduces the negative effect of oxidation and cleaning to an acceptable amount.
10.3. Mock-Up Design and Fabrication, High Heat Flux Test, and Defect Analysis
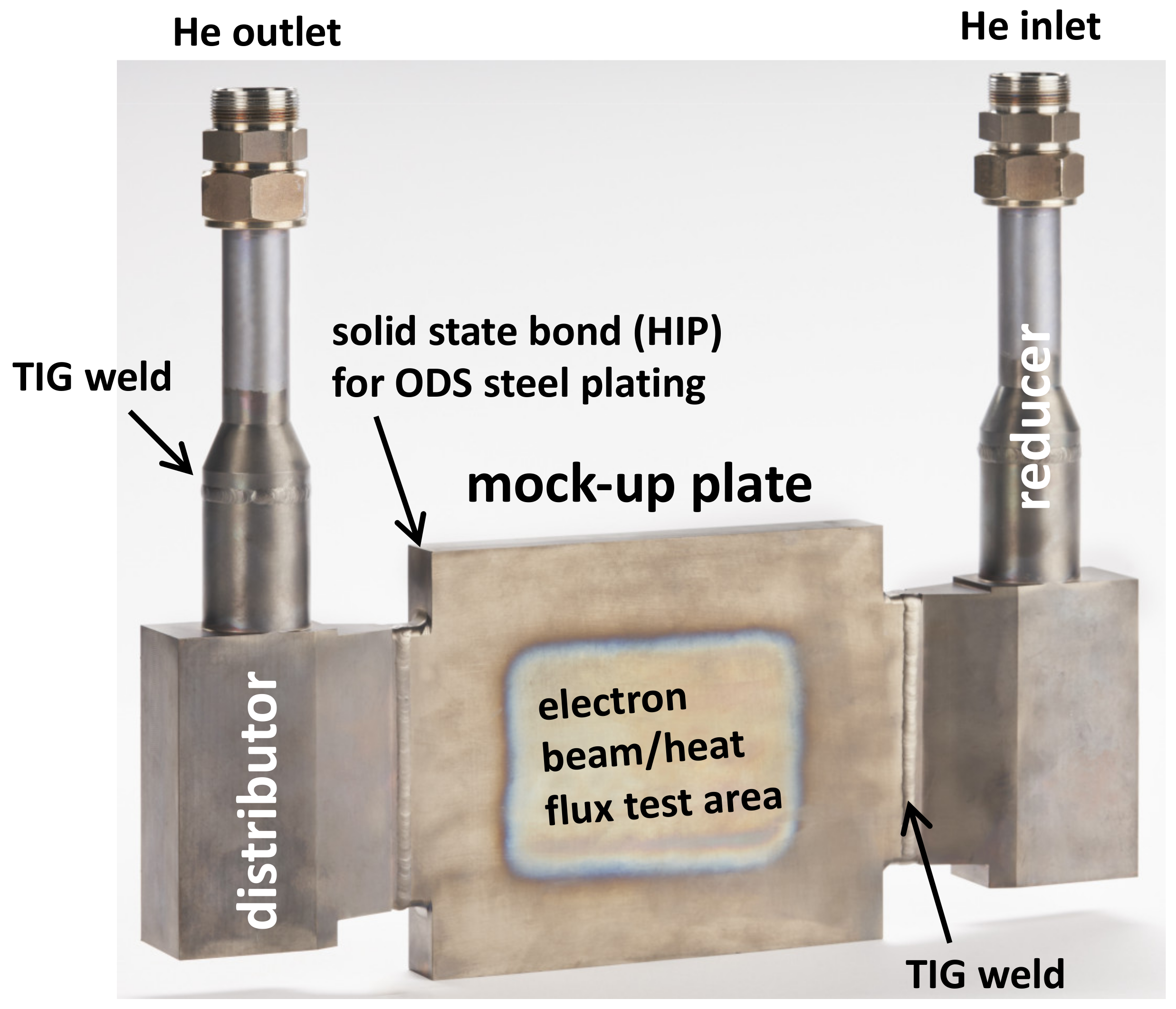
- We demonstrated the availability, maturity, and robustness of industrial fabrication, machining, and production processes, which are required for ODS steel plating of flat blanket first walls.
- By such plating, the surface operating temperature of a helium-cooled first wall mock-up could be increased to 650 °C for 100 heat flux pulses of 2 min and for additional 7 cycles of 2 h each.
- The mock-up removed a heat flux of 0.9 MW/m2 by helium cooling without swirls, flow enhancers or other measures for an increased heat transfer.
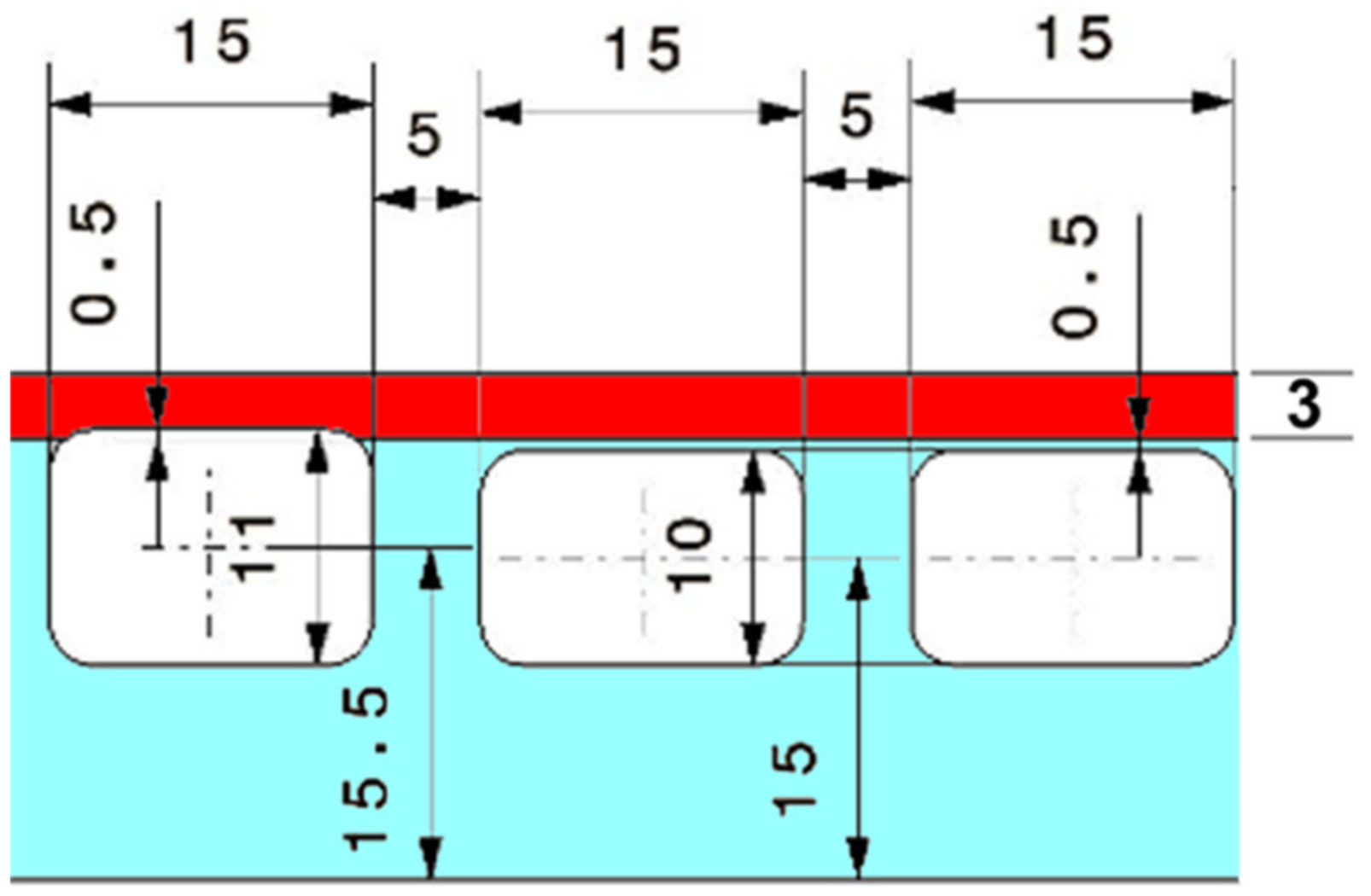
- The mock-up did not develop cracks or other tendencies to fail. Even at intentionally introduced weak points (crack initiators), crack formation did not occur.
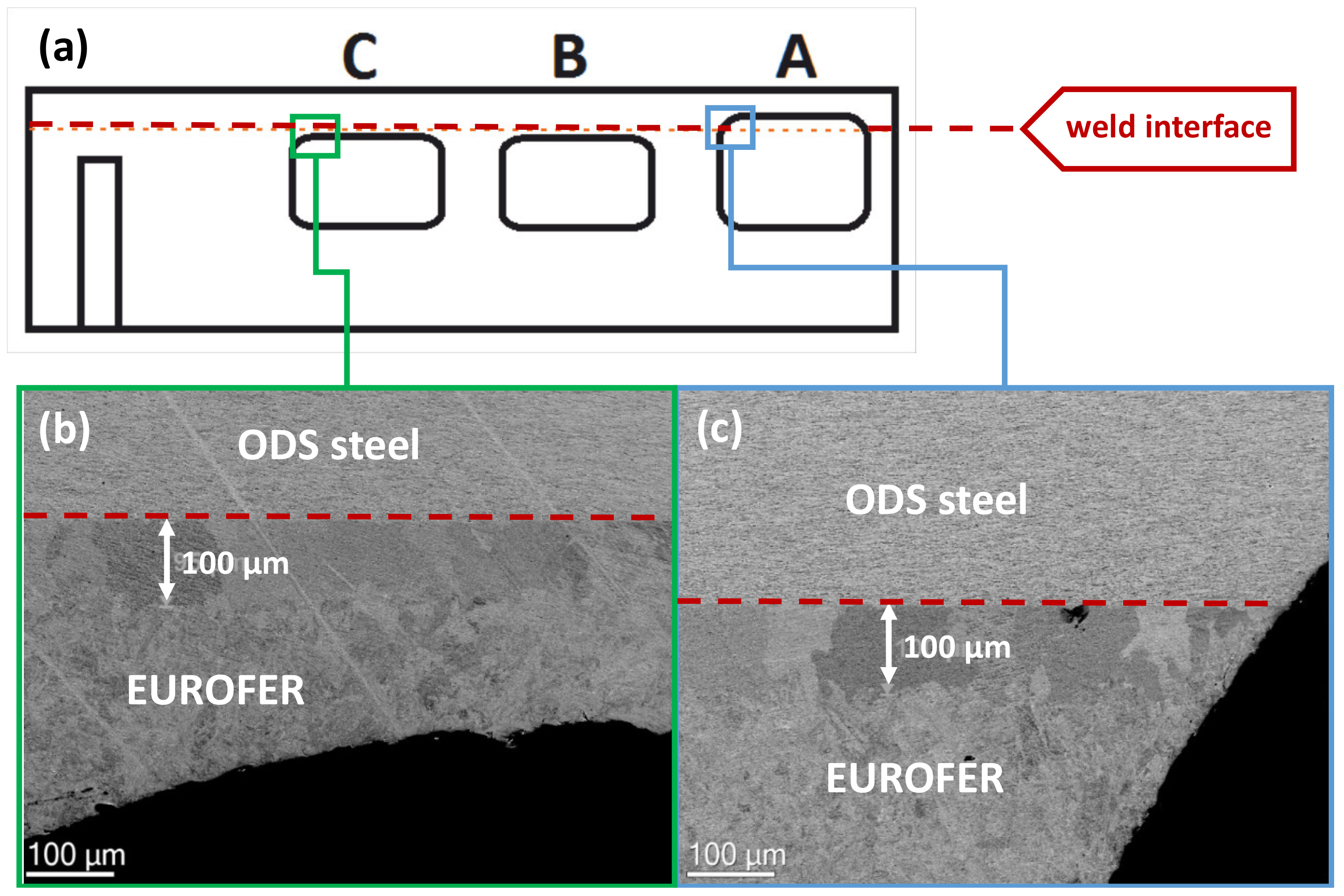
- Post-experimental microstructural analyses by SEM did not reveal weld or production voids. Also, critical changes such as Kirkendall pores did not develop in and outside the interface region.
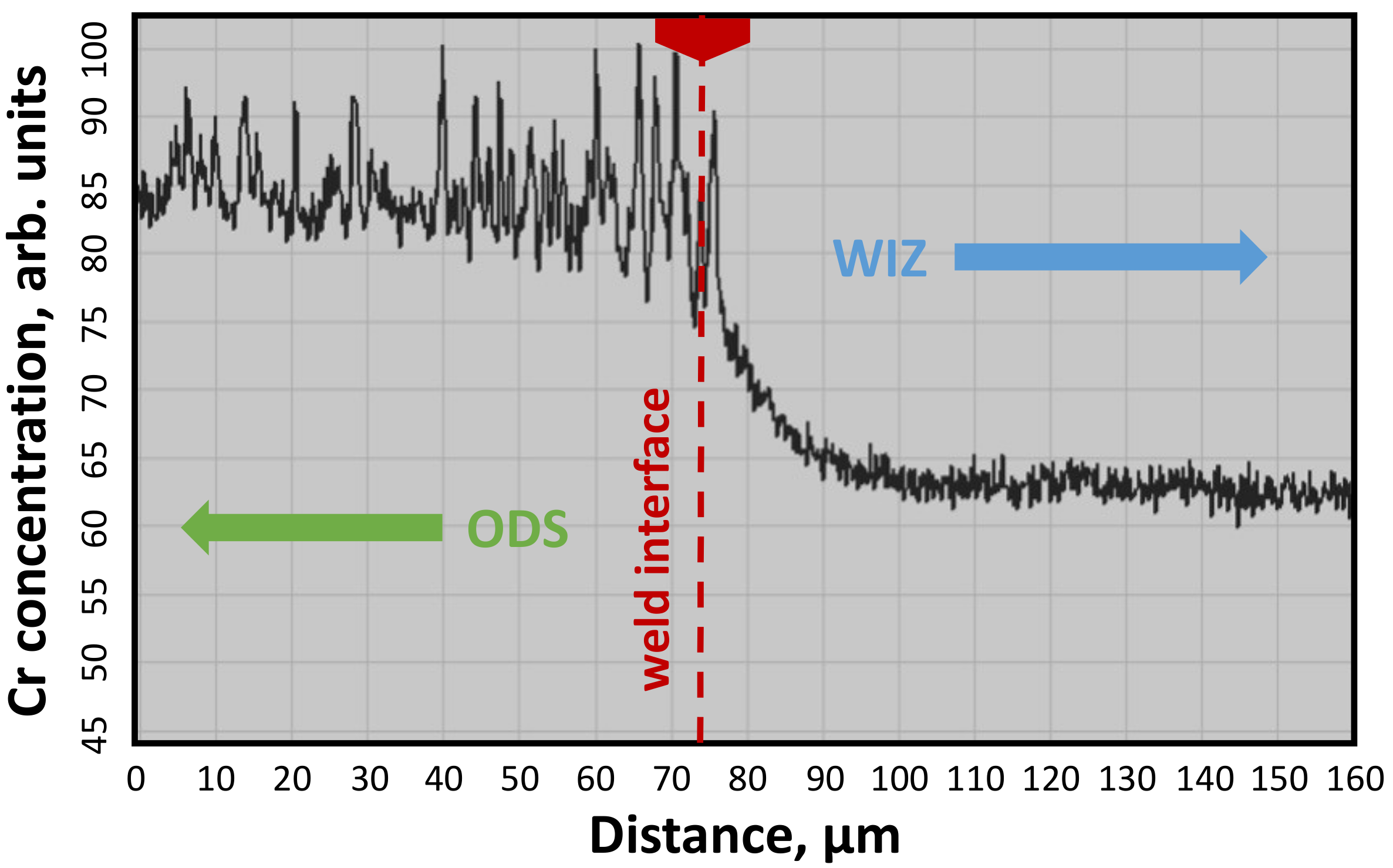
- A coarse-grained weld interface zone formed on the EUROFER side, which is identified to be ferrite.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| bcc | body centered cubic (lattice) |
| BSE | back scatter electron(s) (imaging or microscopy) |
| CFD | computational fluid dynamics |
| DBTT | ductile to brittle transition temperature |
| DEMO | demonstration reactor |
| dpa | displacements per atom |
| EB | electron beam |
| EBSD | electron back scatter diffraction (analysis) |
| EDM | electro discharge machining |
| EDX | energy dispersive X-ray (spectroscopy) |
| EUROFER | European ferrite (steel) |
| F4E | Fusion for Energy |
| FEM | finite element method |
| FW | first wall |
| HAZ | heat affected zone |
| HCPB | helium-cooled pebble bed (blanket concept) |
| HELOKA | Helium Loop Karlsruhe |
| HHF | high heat flux |
| HIP | hot isostatic press(ing) |
| HT | heat treatment |
| HV | Vickers hardness |
| IEA | International Energy Agency |
| IR | infra-red |
| ITER | International Thermonuclear Test Reactor |
| JAERI | Japan Atomic Energy Research Institute |
| KLST | European miniaturized standard Charpy specimen geometry (3 mm × 4 mm × 27 mm) |
| LA | low activation |
| LCF | low cycle fatigue |
| LTUS | lowest temperature in the upper shelf |
| ODS | oxide dispersion strengthened or strengthening |
| OPTIFER | optimized ferrite (steel) |
| P92 | martensitic 9Cr-2W-Mo steel, type 1.4901 |
| PCA | principal component analysis |
| PWHT | post-welding heat treatment |
| RAFM | reduced activation ferritic-martensitic (steel) |
| ROTEL | rotating electrode (melt facility) |
| SEM | scanning electron microscope or microscopy |
| TBM | test blanket module (for ITER) |
| TEM | transmission electron microscope or microscopy |
| TIG | tungsten inert gas (welding) |
| TTT | time temperature transition (diagram) |
| USE | upper shelf energy |
| VAR | vacuum arc melting |
| WCLL | water-cooled lithium lead (blanket concept) |
| WIZ | weld interface zone |
References
- Federici, G.; Biel, W.; Gilbert, M.R.; Kemp, R.; Taylor, N.; Wenninger, R. European DEMO design strategy and consequences for materials. Nucl. Fusion 2017, 57, 092002. [Google Scholar] [CrossRef] [Green Version]
- Federici, G.; Bachmann, C.; Barucca, L.; Biel, W.; Boccaccini, L.; Brown, R.; Bustreo, C.; Ciattaglia, S.; Cismondi, F.; Coleman, M.; et al. DEMO design activity in Europe: Progress and updates. Fusion Eng. Des. 2018, 136, 729–741. [Google Scholar] [CrossRef]
- Federici, G.; Boccaccini, L.; Cismondi, F.; Gasparotto, M.; Poitevin, Y.; Ricapito, I. An overview of the EU breeding blanket design strategy as an integral part of the DEMO design effort. Fusion Eng. Des. 2019, 141, 30–42. [Google Scholar] [CrossRef]
- Federici, G.; Bachmann, C.; Barucca, L.; Baylard, C.; Biel, W.; Boccaccini, L.V.; Bustreo, C.; Ciattaglia, S.; Cismondi, F.; Corato, V.; et al. Overview of the DEMO staged design approach in Europe. Nucl. Fusion 2019, 59, 066013. [Google Scholar] [CrossRef] [Green Version]
- Hernández, F.A.; Pereslavtsev, P.; Zhou, G.; Kang, Q.; D’Amico, S.; Neuberger, H.; Boccaccini, L.V.; Kiss, B.; Nádasi, G.; Maqueda, L.; et al. Consolidated design of the HCPB Breeding Blanket for the pre-Conceptual Design Phase of the EU DEMO and harmonization with the ITER HCPB TBM program. Fusion Eng. Des. 2020, 157, 111614. [Google Scholar] [CrossRef]
- Barucca, L.; Bubelis, E.; Ciattaglia, S.; D’Alessandro, A.; Del Nevo, A.; Giannetti, F.; Hering, W.; Lorusso, P.; Martelli, E.; Moscato, I.; et al. Pre-conceptual design of EU DEMO balance of plant systems: Objectives and challenges. Fusion Eng. Des. 2021, 169, 112504. [Google Scholar] [CrossRef]
- Neuberger, H.; Rey, J.; Arbeiter, F.; Hernandez, F.; Ruck, S.; Koehly, C.; Stratil, L.; Niewöhner, R.; Felde, A. Evaluation of conservative and innovative manufacturing routes for gas cooled Test Blanket Module and Breeding Blanket First Walls. Fusion Eng. Des. 2019, 146, 2140–2143. [Google Scholar] [CrossRef]
- Neuberger, H.; Hernandez, F.; Ruck, S.; Arbeiter, F.; Bonk, S.; Rieth, M.; Stratil, L.; Müller, O.; Volker, K.U. Advances in Additive Manufacturing of fusion materials. Fusion Eng. Des. 2021, 167, 112309. [Google Scholar] [CrossRef]
- Klimenkov, M.; Möslang, A.; Materna-Morris, E. Helium influence on the microstructure and swelling of 9%Cr ferritic steel after neutron irradiation to 16.3 dpa. J. Nucl. Mater. 2014, 453, 54–59. [Google Scholar] [CrossRef]
- Materna-Morris, E.; Lindau, R.; Moslang, A. Modifications of alloying elements in martensitic 8–10% Cr-steels and its influence of neutron irradiation on material properties. Mater. Sci. Forum 2010, 636–637, 631–636. [Google Scholar] [CrossRef]
- Klimenkov, M.; Möslang, A.; Materna-Morris, E.; Schneider, H.-C. Helium bubble morphology of boron alloyed EUROFER97 after neutron irradiation. J. Nucl. Mater. 2013, 442, S52–S57. [Google Scholar] [CrossRef]
- Klimenkov, M.; Jäntsch, U.; Rieth, M.; Möslang, A. Correlation of microstructural and mechanical properties of neutron irradiated EUROFER97 steel. J. Nucl. Mater. 2020, 538, 152231. [Google Scholar] [CrossRef]
- Brabänder, A.V.; Bredl, J.; Schneider, H.-C.; Kamlah, M. Registering hardness measurement of neutron-irradiated low-activation steels at high temperatures. Fusion Eng. Des. 2019, 146, 2734–2737. [Google Scholar] [CrossRef]
- Dethloff, C.; Gaganidze, E.; Aktaa, J. Review and critical assessment of dislocation loop analyses on EUROFER 97. Nucl. Mater. Energy 2018, 15, 23–26. [Google Scholar] [CrossRef]
- Schneider, H.-C.; Petersen, C.; Povstyanko, A.V.; Fedoseev, A.E.; Makarov, O. Repeatability of irradiation damage and of recovery by post-irradiation annealing of EUROFER base steels. Fusion Eng. Des. 2017, 124, 1019–1023. [Google Scholar] [CrossRef]
- Klimenkov, M.; Lindau, R.; Jäntsch, U.; Möslang, A. Effect of irradiation temperature on microstructure of ferritic-martensitic ODS steel. J. Nucl. Mater. 2017, 493, 426–435. [Google Scholar] [CrossRef]
- Materna-Morris, E.; Schneider, H.-C.; Möslang, A. Tensile behavior of RAFM alloys after neutron irradiation of up to 16.3 dpa between 250 and 450 °C. J. Nucl. Mater. 2014, 455, 728–734. [Google Scholar] [CrossRef]
- Gilbert, M.R.; Dudarev, S.L.; Zheng, S.; Packer, L.W.; Sublet, J.C. An integrated model for materials in a fusion power plant: Transmutation, gas production, and helium embrittlement under neutron irradiation. Nucl. Fusion 2012, 52, 083019. [Google Scholar] [CrossRef] [Green Version]
- Sato, S.; Maki, K. Analytical representation for neutron streaming through slits in fusion reactor blanket by Monte Carlo calculation. Fusion Eng. Des. 2003, 65, 501–524. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Snead, L.L. Designing radiation resistance in materials for fusion energy. Annu. Rev. Mater. Res. 2014, 44, 241–267. [Google Scholar] [CrossRef]
- He, P.; Klimenkov, M.; Möslang, A.; Lindau, R.; Seifert, H.J. Correlation of microstructure and low cycle fatigue properties for 13.5Cr1.1W0.3Ti ODS steel. J. Nucl. Mater. 2014, 455, 167–173. [Google Scholar] [CrossRef]
- Straßberger, L.; Chauhan, A.; Czink, S.; Aktaa, J. High-temperature low-cycle fatigue behavior and microstructural evolution of an ODS steel based on conventional T91. Int. J. Fatigue 2017, 100, 50–57. [Google Scholar] [CrossRef]
- Chauhan, A.; Hoffmann, J.; Litvinov, D.; Aktaa, J. High-temperature low-cycle fatigue behavior of a 9Cr-ODS steel: Part 2—hold time influence, microstructural evolution and damage characteristics. Mater. Sci. Eng. A 2018, 730, 197–206. [Google Scholar] [CrossRef]
- Materna-Morris, E.; Möslang, A.; Rolli, R.; Schneider, H.C. Effect of 16.3 dpa neutron irradiation on fatigue lifetime of the RAFM steel EUROFER97. Fusion Eng. Des. 2011, 86, 2607–2610. [Google Scholar] [CrossRef]
- Materna-Morris, E.; Lindau, R.; Schneider, H.-C.; Möslang, A. Tensile behavior of EUROFER ODS steel after neutron irradiation up to 16.3 dpa between 250 and 450 °C. Fusion Eng. Des. 2015, 98–99, 2038–2041. [Google Scholar] [CrossRef]
- Rieth, M.; Schirra, M.; Falkenstein, A.; Graf, P.; Heger, S.; Kempe, H.; Lindau, R.; Zimmermann, H. Eurofer 97—Tensile, Charpy, Creep and Structural Tests; Scientific Report FZKA 6911; Forschungszentrum Karlsruhe: Karlsruhe, Germany, 2003. [Google Scholar]
- Materna-Morris, E. Structural Material EUROFER97-2, Characterization of Rod and Plate Material: Structural, Tensile, Charpy, and Creep Properties; Final Report on the EFDA Task TW4-TTMS-005 D2; Karlsruhe Institute of Technology: Karlsruhe, Germany, 2007. [Google Scholar]
- Schäfer, L.; Kempe, H. Wissenschaftliche Berichte, FZKA 6551, Zug- und Kerbschlageigenschaften des Stahles EUROFER ’97 (Vergleich mit OPTIFER); Forschungszentrum Karlsruhe: Karlsruhe, Germany, 2000. [Google Scholar]
- Forest, L.; Boccaccini, L.V.; Cogneau, L.; Puma, A.L.; Neuberger, H.; Pascal, S.; Rey, J.; Thomas, N.; Tosi, J.; Zmitko, M. Test blanket modules (ITER) and breeding blanket (DEMO): History of major fabrication technologies development of HCLL and HCPB and status. Fusion Eng. Des. 2020, 154, 111493. [Google Scholar] [CrossRef]
- Forest, L.; Thomas, N.; Cogneau, L.; Tosi, J.; Vallory, J.; Zmitko, M.; Poitevin, Y.; Soldaini, M.; Spagnuolo, G.A.; Lacroix, C.; et al. Fabrication technologies implemented for the European test blanket modules: Status for HCPB and WCLL. Fusion Eng. Des. 2021, 164, 1–6. [Google Scholar] [CrossRef]
- Rensman, J.W. NRG Irradiation Testing: Report on 300 °C and 60 °C Irradiated RAFM Steels, Petten, 30 August 2005, 20023/05.68497/P (Final Report EFDA for Subtask TW2-TTMS-001a D06 and TW2-TTMS-001b D12); NRG: Petten, The Netherlands, 2005. [Google Scholar]
- EN 895, Destructive Tests on Welds in Metallic Materials—Transverse Tensile Test, May 1999. Available online: https://www.document-center.com/standards/show/DIN-EN-895 (accessed on 8 October 2021).
- EN 876, Destructive Tests on Welds in Metallic Materials—Longitudinal Tensile Test on Weld Metal in Fusion Welded Joints, August 1995. Available online: https://standards.iteh.ai/catalog/standards/cen/0ffcdb36-3230-4007-af3b-ffed37329e25/en-876-1995 (accessed on 8 October 2021).
- Hernández, F.A.; Arbeiter, F.; Boccaccini, L.V.; Bubelis, E.; Chakin, V.P.; Cristescu, I.; Ghidersa, B.E.; González, M.; Hering, W.; Hernández, T.; et al. Overview of the HCPB Research Activities in EUROfusion. IEEE Trans. Plasma Sci. 2018, 46, 2247–2261. [Google Scholar] [CrossRef]
- Hernández, F.A.; Pereslavtsev, P.; Zhou, G.; Neuberger, H.; Rey, J.; Kang, Q.; Boccaccini, L.V.; Bubelis, E.; Moscato, I.; Dongiovanni, D. An enhanced, near-term HCPB design as driver blanket for the EU DEMO. Fusion Eng. Des. 2019, 146, 1186–1191. [Google Scholar] [CrossRef]
- Hernández, F.A.; Pereslavtsev, P.; Zhou, G.; Kiss, B.; Kang, Q.; Neuberger, H.; Chakin, V.; Gaisin, R.; Vladimirov, P.; Boccaccini, L.V.; et al. Advancements in the Helium-Cooled Pebble Bed Breeding Blanket for the EU DEMO: Holistic Design Approach and Lessons Learned. Fusion Sci. Technol. 2019, 75, 352–364. [Google Scholar] [CrossRef]
- Rieth, M.; Dürrschnabel, M.; Bonk, S.; Antusch, S.; Pintsuk, G.; Aiello, G.; Henry, J.; de Carlan, Y.; Ghidersa, B.-E.; Neuberger, H.; et al. Fabrication routes for advanced first wall design alternatives. Nucl. Fusion 2021, 61, 116067. [Google Scholar] [CrossRef]
- Rieth, M.; Rey, J. Specific welds for test blanket modules. J. Nucl. Mater. 2009, 386–388, 471–474. [Google Scholar] [CrossRef]
- Commin, L.; Rieth, M.; Dafferner, B.; Zimmermann, H.; Bolich, D.; Baumgärtner, S.; Ziegler, R.; Dichiser, S.; Fabry, T.; Fischer, S.; et al. A fail-safe and cost effective fabrication route for blanket First Walls. J. Nucl. Mater. 2013, 442, 538–541. [Google Scholar] [CrossRef]
- Rieth, M. Diffusion weld study for Test Blanket Module fabrication. Fusion Eng. Des. 2009, 84, 1602–1605. [Google Scholar] [CrossRef] [Green Version]
- Ghidersa, B.E.; Ionescu-Bujor, M.; Janeschitz, G. Helium Loop Karlsruhe (HELOKA): A valuable tool for testing and qualifying ITER components and their He cooling circuits. Fusion Eng. Des. 2006, 81, 1471–1476. [Google Scholar] [CrossRef]
- Ghidersa, B.E.; Marchese, V.; Ionescu-Bujor, M.; Ihli, T.H. HELOKA facility: Thermo-hydrodynamic model and control. Fusion Eng. Des. 2008, 83, 1792–1796. [Google Scholar] [CrossRef]
- Ghidersa, B.E.; Jin, X.; Rieth, M.; Ionescu-Bujor, M. KATHELO: A new high heat flux component testing facility. Fusion Eng. Des. 2013, 88, 854–857. [Google Scholar] [CrossRef]
- Ranjithkumar, S.; Yadav, B.K.; Saraswat, A.; Chaudhuri, P.; Kumar, E.R.; Kunze, A.; Ghidersa, B.E. Performance assessment of the Helium cooled First Wall mock-up in HELOKA facility. Fusion Eng. Des. 2020, 150, 111319. [Google Scholar] [CrossRef]
- Vasilyev, A.A.; Golikov, P.A. Carbon diffusion coefficient in alloyed ferrite. Mater. Phys. Mech. 2018, 39, 111–119. [Google Scholar] [CrossRef]
- Lee, S.J.; Matlock, D.K.; Van Tyne, C.J. An empirical model for carbon diffusion in austenite incorporating alloying element effects. ISIJ Int. 2011, 51, 1903–1911. [Google Scholar] [CrossRef] [Green Version]
- Tokei, Z.; Hennesen, K.; Viefhaus, H.; Grabke, H.J. Diffusion of chromium in ferritic and austenitic 9–20 wt-% chromium steels. Mater. Sci. Technol. 2000, 16, 1129–1138. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | EUROFER97 Heat E83698 14 mm Plate | EUROFER97 Heat D83350 Ø1 mm Filler Wire | EUROFER97/2 Heat 993402 25 mm Plate |
|---|---|---|---|
| Cr | 8.82 | 8.93 | 8.95 |
| C | 0.11 | 0.11 | 0.11 |
| Mn | 0.47 | 0.39 | 0.55 |
| V | 0.20 | 0.19 | 0.20 |
| W | 1.09 | 1.09 | 1.04 |
| Ta | 0.13 | 0.14 | 0.14 |
| N | 0.020 | 0.026 | 0.038 |
| O | 0.0010 | 0.0018 | 0.0011 |
| P | 0.005 | <0.005 | 0.0025 |
| S | 0.004 | 0.004 | 0.001 |
| B | <0.001 | <0.0005 | 0.0008 |
| Ti | 0.005 | 0.006 | |
| Nb | <0.0016 | <0.001 | 0.004 |
| Mo | <0.0010 | 0.001 | 0.005 |
| Ni | <0.0200 | 0.02 | 0.03 |
| Cu | 0.0016 | 0.074 | 0.005 |
| Al | 0.009 | 0.007 | 0.005 |
| Si | 0.04 | ||
| Co | 0.006 | 0.005 | 0.009 |
| As + Sn + Sb + Zr | <0.015 | <0.02 | <0.009 |
| PWHT | Annealing | Tempering | Hardness in the Fusion Zone (HV1) |
|---|---|---|---|
| 1 | 980 °C/0.5 h | 760 °C/2 h | 220–230 |
| 2 | 900 °C/2 h | 760 °C/2 h | 250–255 |
| 3 | 900 °C/2 h | 445–450 | |
| 4 | 760 °C/2 h | 290–295 | |
| 5 | 700 °C/2 h | 320–340 | |
| 6 | 650 °C/2 h | 330–350 |
| PWHT | Annealing | Tempering | Hardness in the Fusion Zone of the 12 mm EB Weld (HV1) | Hardness in the Fusion Zone of the 12 mm TIG Weld (HV1) |
|---|---|---|---|---|
| 7 | 650 °C/2 h | 305 | 335 | |
| 8 | 650 °C/16 h | 318 | 320 | |
| 9 | 680 °C/2 h | 312 | 310 | |
| 10 | 700 °C/2 h | 290 | 285 | |
| 11 | 700 °C/16 h | 285 | 295 | |
| 12 | 720 °C/2 h | 280 | 285 | |
| 13 | 720 °C/4 h | 275 | 315 | |
| 14 | 740 °C/2 h | 270 | 280 | |
| 15 | 900 °C/2 h | 740 °C/2 h | 245 | 250 |
| # | Cut Velocity (mm/s) | Feed Rate per Tooth (mm/s) | Rotations (1/s) | Infeed (mm) | Feed Rate (mm/s) | Tool |
|---|---|---|---|---|---|---|
| 1 | 50 | 0.05 | 995 | 0.05 | 190 | hard metal radius, Ø16 mm, 4 teeth, rolling |
| 2 | 50 | 0.08 | 995 | 0.15 | 318 | hard metal radius, Ø16 mm, 4 teeth, pitch 20° |
| 3 | 100 | 0.07 | 510 | 0.15 | 178 | knife head, Ø63 mm, 5 × 45° E-M plates |
| 4 | 80 | 0.1 | 405 | 0.15 | 202 | knife head, Ø63 mm, 5 × 45° K-MM plates |
| ID | Surface Treatment/Preparation/Condition |
|---|---|
| T0 | Reference surface = dry milled, similar to procedure # 4 in Table 4, then immediately sealed by EB-welding |
| T1 | Reference surface, 24 h in humidor (70% rel. humidity), then EB-welded |
| T2 | Reference surface, 48 h in humidor (70% rel. humidity), then EB-welded |
| T3 | Reference surface, 72 h in humidor (70% rel. humidity), then EB-welded |
| T4 | Reference surface, 14 days in humidor (70% rel. humidity), then EB-welded |
| T5 | Reference surface, sealing with WD40 (spray oil), 14 days in humidor (70% rel. humidity), cleaning with isopropanol in ultrasonic bath and drying with wipes, then EB-welded |
| T6 | Reference surface, sealing with WD40 (spray oil), 14 days in humidor (70% rel. humidity), cleaning with soap and drying with wipes, then EB-welded |
| T7 | Surface milled with coolant (industrial standard), drying with wipes, then EB-welded |
| T8 | Surface milled with coolant (industrial standard), cleaning with isopropanol in ultrasonic bath and drying with wipes, then EB-welded |
| Test Sequence | Cycles | Heat Flux (MW/m2) | Pulse Length (on/off) | Surface Temperature |
|---|---|---|---|---|
| #1 | 100 | 0.7 | 2 min/2 min | ~550 °C |
| #2 | 100 | 0.8 | 2 min/2 min | ~600 °C |
| #3 | 100 | 0.9 | 2 min/2 min | ~650 °C |
| #4 | 7 | 0.9 | 2 h/>2 min | ~650 °C |
| 1100 °C in | Diffusivity D, Chromium | ld after 2–3 h, Chromium | Diffusivity D, Carbon | ld after 2–3 h, Carbon |
|---|---|---|---|---|
| ODS steel | 0.5 µm2/s | 60–75 µm | 1250 µm2/s | 3–3.7 mm |
| EUROFER | 0.003 µm2/s | 4.5–5.5 µm | 109 µm2/s | 0.9–1.1 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rieth, M.; Dürrschnabel, M.; Bonk, S.; Jäntsch, U.; Bergfeldt, T.; Hoffmann, J.; Antusch, S.; Simondon, E.; Klimenkov, M.; Bonnekoh, C.; et al. Technological Processes for Steel Applications in Nuclear Fusion. Appl. Sci. 2021, 11, 11653. https://doi.org/10.3390/app112411653
Rieth M, Dürrschnabel M, Bonk S, Jäntsch U, Bergfeldt T, Hoffmann J, Antusch S, Simondon E, Klimenkov M, Bonnekoh C, et al. Technological Processes for Steel Applications in Nuclear Fusion. Applied Sciences. 2021; 11(24):11653. https://doi.org/10.3390/app112411653
Chicago/Turabian StyleRieth, Michael, Michael Dürrschnabel, Simon Bonk, Ute Jäntsch, Thomas Bergfeldt, Jan Hoffmann, Steffen Antusch, Esther Simondon, Michael Klimenkov, Carsten Bonnekoh, and et al. 2021. "Technological Processes for Steel Applications in Nuclear Fusion" Applied Sciences 11, no. 24: 11653. https://doi.org/10.3390/app112411653