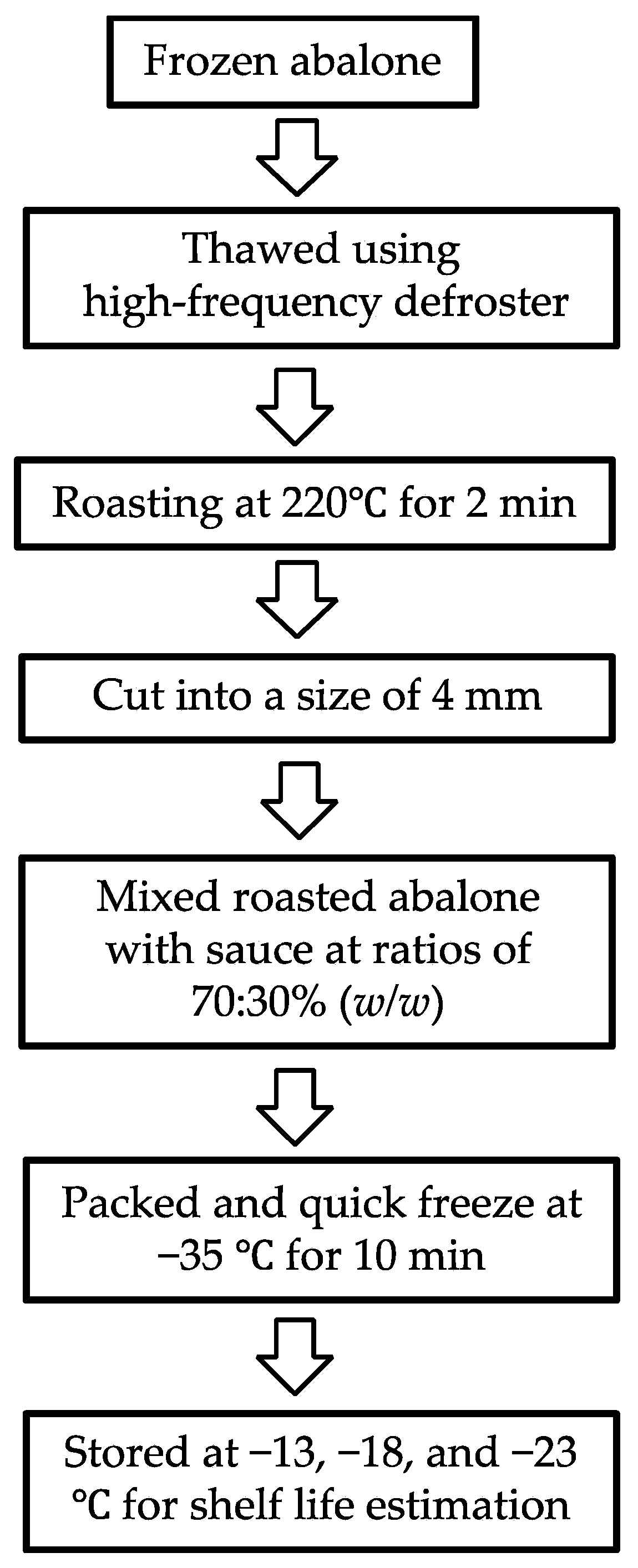
3.1. Drip Loss
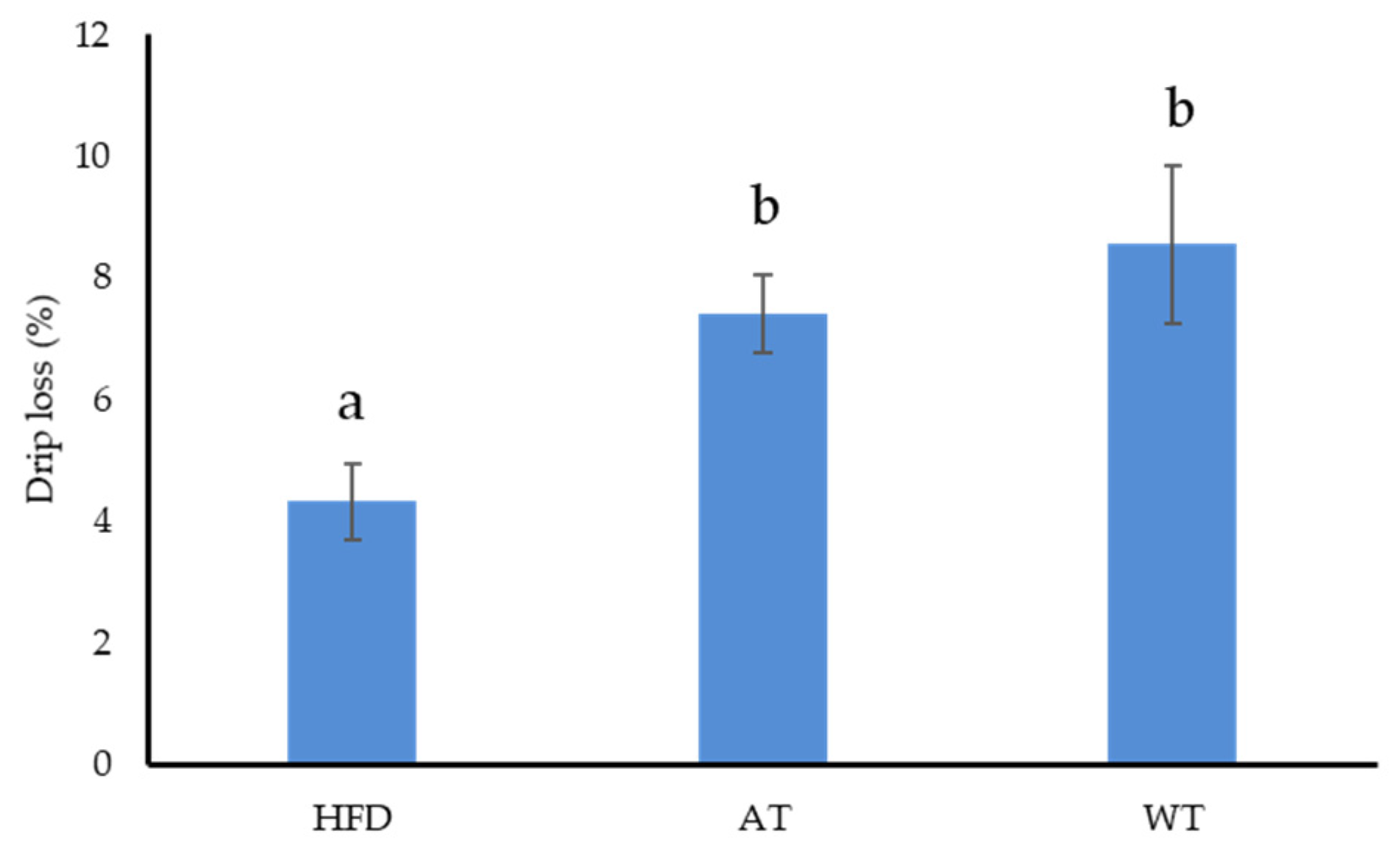
In this study, we used frozen abalone as a raw material to develop a test HMR product. First, we analyzed the drip loss of frozen abalone to ensure the quality of raw materials by comparing HFD with conventional thawing methods (air and water temperature). The results showed that the drip loss of frozen abalone was significantly (
p < 0.05) reduced when using HFD compared to conventional methods (
Figure 2). HFD also reduced the thawing time (15 min) compared to thawing at water temperature (55 min) and air temperature (85 min). Negara et al. [
6] and Tirtawijaya et al. [
7] also reported that the application of HFD significantly (
p < 0.05) reduced drip loss and thawing time.
The results of this study showed that the shorter thawing time resulted in less drip loss, which affects the quality of abalone and prevents cell membrane damage caused by drip loss [
15,
16]. Moreover, rapid thawing reduces recrystallization effects and prevents mechanical damage [
16]. The texture of thawed abalone was also maintained owing to the prevention of water position changes during rapid thawing. In addition to the texture, the nutritional characteristics of thawed abalone were maintained during rapid thawing (see
Section 3.5). According to Otto et al. [
17], some nutrients leach out with drip loss during thawing; therefore, less drip loss corresponds to less nutritional loss. Considering the low drip loss resulting from HFD, we selected this thawing method for use in further steps.
3.2. Optimization of Roasting Conditions
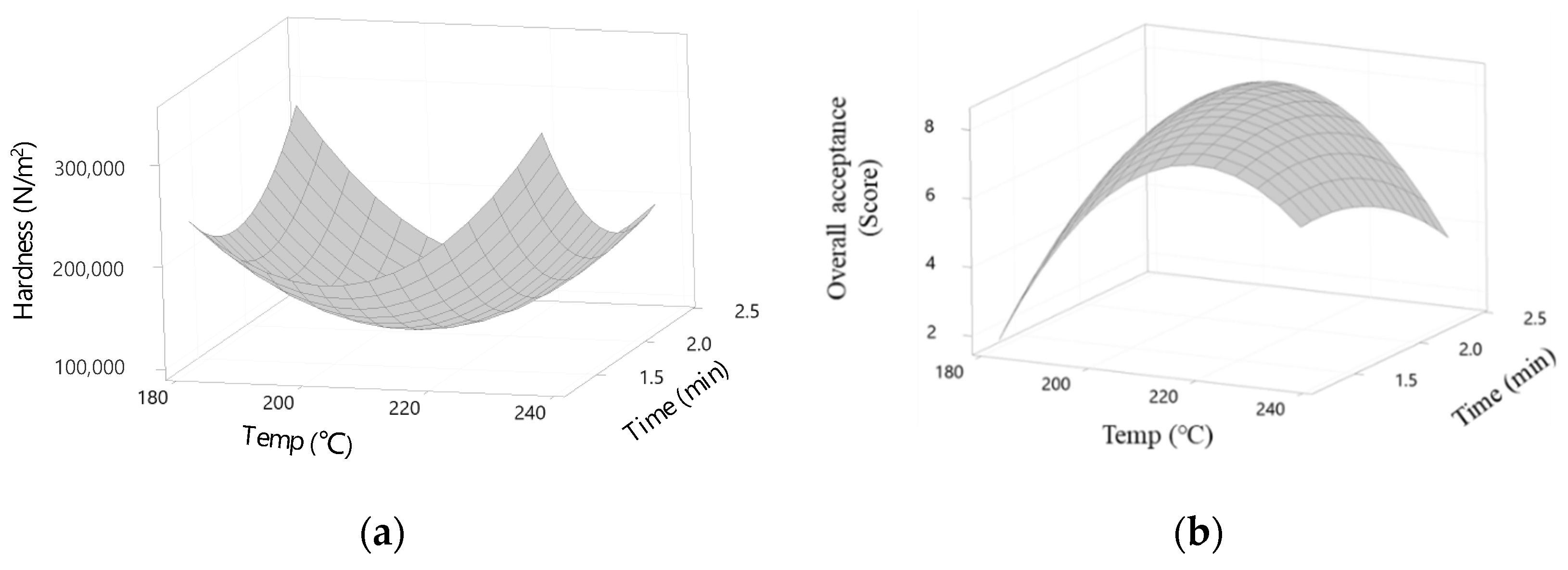
The test HMR product was produced by roasting the thawed abalone using superheated steam. To ensure the quality of the test HMR product, we optimized the roasting process using RSM and a set temperature (X1) and time (X2) as independent variables, with hardness and overall acceptance as the dependent variables. The combination of independent and dependent variables resulted in optimum conditions for steaming abalone. To attain these conditions, we ran a five-level central composite design with low, central, and high factor levels.
The results of the model equations for abalone roasting are listed in
Table 2. These results showed that all model equations had an R
2 value of greater than 95%, which indicated that the models were able to predict the ideal temperature and time. The hardness score decreased with increasing temperature and roasting time until the optimum conditions were reached (
Figure 3a). At temperatures and roasting times above the optimum conditions, the resulting abalone exhibited a hard texture. The overall acceptance score increased with increasing temperature and time until reaching the optimum conditions; the abalone then became overcooked when the temperature and time exceeded the optimal conditions (
Figure 3b). According to the RSM results, the optimum conditions for roasting abalone were 220 °C for 2 min, which resulted in the best hardness and overall acceptance scores. According to Beggs et al. [
18] and Pappa et al. [
19], the best combination of independent and dependent factors in RSM also resulted in optimum conditions with high scores for the dependent variables. Therefore, these roasting conditions were used to produce the test HMR product in subsequent steps.
3.3. Chemical Characteristics of the HMR Product
Processing of the raw abalone affected the chemical characteristics, including the pH, VBN, and TBARS. These parameters were evaluated to determine freshness and oxidation during the roasting treatment and ensure that the roasted abalone used in this study had good physicochemical characteristics. The chemical characteristics are shown in
Table 3. Roasting increased the pH by approximately 0.06 from that of raw abalone. The same results were reported by Negara et al. [
6], Tirtawijaya et al. [
7], Mohibbullah et al. [
11], and Sutikno et al. [
12], who found that cooking processes increased the pH of seafood products. However, this increase in pH did not change the category of abalone, that is, the roasted abalone is still categorized as a fresh product [
20]. During the roasting process, several factors that can increase the pH, including the decomposition of nitrogenous compounds, were also maintained.
The roasting process reduced the VBN content by approximately 20.1% from that of raw abalone, which indicates that the spoilage rate was reduced by roasting, as the activity of proteolytic bacteria and endogenous enzymes in food products increases the amount of VBN, leading to spoilage of the product. The roasting process can limit the activity of proteolytic bacteria and endogenous enzymes, protein and amine degradation, formation of trimethylamine-N-oxide, trimethylamine, dimethylamine, and formaldehyde, and the deamination of adenine nucleotides; thus, the amount of VBN is reduced [
21,
22,
23]. Moreover, the same pattern was observed for TBARS, that is, the roasting treatment reduced the amount of TBARS by approximately 35.59% from that of raw abalone, indicating that lipid oxidation could be prevented during roasting. The results of TBARS indicated that roasted abalone can be categorized as a perfect product [
20]. The chemical analysis showed that the abalone used to produce the test HMR product was in the fresh condition, and subsequent processing did not affect the freshness. Thus, a good raw material will result in a high-quality HMR product.
3.4. Sensory Characteristics
The sensory characteristics were evaluated to measure the sensory quality of the test HMR product. Slow and quick freezing methods were used to determine the best freezing method for test HMR products. Microwaves were used to reheat the frozen test HMR product prior to sensory evaluation. The color, aroma, flavor, texture, and overall acceptance of the test HMR product were evaluated by the panelists. The results of the sensory evaluation are displayed in
Table 4. The color, aroma, flavor, texture, and overall acceptance values for quick freezing were not significantly (
p ≥ 0.05) different between fresh and frozen test HMR products. However, for slow freezing, the flavor and texture characteristics differed significantly from those of the fresh product. The slow freezing method reduced the flavor and texture characteristics by 3.8% and 4.5%, respectively. Tirtawijaya et al. [
7] and Negara et al. [
6] also reported that the application of slow freezing methods significantly impaired the texture characteristics of seafood HMR products.
Thus, the application of freezing methods affects the sensory characteristics of test HMR products. The formation of ice crystals during slow freezing can affect the sensory characteristics. According to Samples [
24], ice crystals form during slow freezing and affect membrane disruption. This phenomenon can impair the texture of the product and increase oxidation. Moreover, Hergenreder et al. [
25] reported that the formation of ice crystals during slow freezing causes tissue damage in frozen foods. Furthermore, the muscle fibers of frozen products can be destroyed by ice crystals [
16]. In contrast, during the quick freezing process, the faster rate of heat loss does not produce ice crystals [
26], which minimizes disturbance to the cell walls and maintains the sensory characteristics of the product. Therefore, we employed quick freezing to freeze the test HMR product during the production process, thereby minimizing changes in the sensory characteristics and ensuring product quality.
3.5. Nutritional Composition of the HMR Product
The nutritional composition of the test HMR product, including the proximate analysis, fatty acid content, and amino acid content, is shown in
Table 5,
Table 6 and
Table 7, respectively. Proximate analysis showed that the test HMR product contained some macro- and micronutrients, including carbohydrates, fat, calcium, fiber, protein, potassium, and iron (
Table 5). These nutrients are essential for human health and are used as sources of energy in the human body [
27]. In addition, the test HMR product contained trans fat that is still acceptable to consume. According to US Food and Drug Administration [
28], the daily value of trans fat is 2 g/100 g. Thus, the test HMR product exhibited high nutritional value and contributed to daily nutritional requirements.
The total saturated fatty acid content represented the highest proportion of fatty acids in the test HMR product (55.55%), followed by polyunsaturated fatty acids (23.55%) and monounsaturated fatty acids (20.90%). The three most dominant fatty acids were palmitic acid, oleic acid, and linoleic acid, which have known beneficial effects on human health [
29]. Moreover, the test HMR product contained omega 3 and omega 6, which indicates that the product is highly nutritious. We also observed EPA, DPA, and DHA in the product, which may contribute to human health by influencing inflammation, neuronal, immune function, retinal, peripheral artery disease, major coronary events, and anticoagulation [
30]. Furthermore, omega 6 contributes to maintaining human health by lowering “bad” cholesterol levels, reducing total cholesterol levels, raising “good” cholesterol levels, and reducing the risk of cancer and heart disease [
31]. Thus, the test HMR product exhibits good nutritional value for the human body and can be a source of daily fatty acid requirements.
Analysis of the amino acid contents showed that the test HMR products contained both nonessential and essential amino acids (
Table 7). The nonessential amino acid content was 11.14% higher than that of essential amino acids. Glutamate, aspartic acid, and arginine were the three most dominant amino acids in the tested HMR product, which are an important source of energy for the immune system [
32] and beneficial for human health. According to Li et al. [
33] and Li et al. [
34], glutamate is the dominant amino acid found in fishery products. Takahashi et al. [
29] reported that amino acids can enhance the immune system and reduce the risk of cardiovascular disease. Moreover, Akram et al. [
35] reported that amino acids act to support growth, provide energy, and repair tissue in the human body. The presence of amino acids, namely, glycine, alanine, aspartic acid, and glutamic acid, also contributes to the taste of food [
36]. The amino acid content in the test HMR product will also contribute to daily amino acid requirements. Thus, the processed abalone product exhibits high nutritional value for daily life as well as various human health benefits.
3.6. Shelf Life Analysis
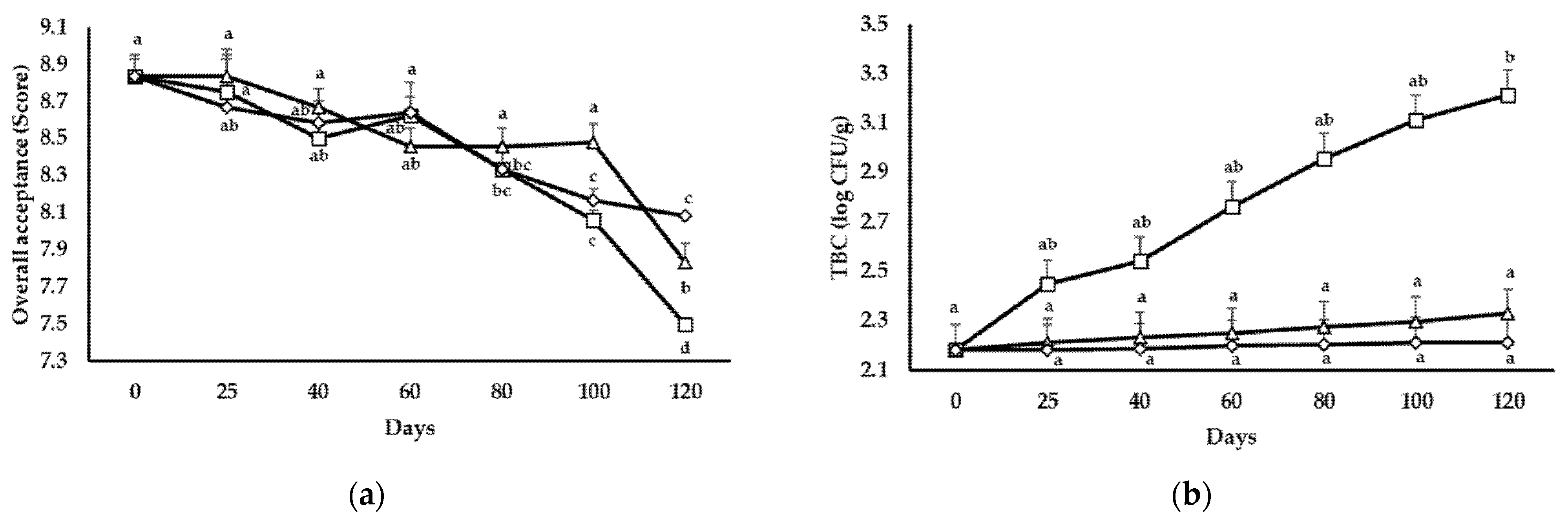
As an HMR product, the shelf life of the product should be known. Therefore, we estimated the shelf life of the test HMR product using a visual shelf life simulator from the Ministry of Food and Drug Safety, Republic of Korea. Several parameters, including the physical, biological, and chemical characteristics of the test HMR product, were analyzed during the estimation (
Figure 4). For the physical characteristics, we used overall acceptance as an indicator, whereas TBC,
Salmonella spp., and
S. aureus were used as parameters for the biological characteristics. The VBN and TBARS of the test HMR were used to determine the chemical characteristics. The shelf life estimation was performed for 90 days at three different temperatures: −13 °C, −18 °C, and −23 °C.
The overall acceptance score decreased during the storage period; however, the physical and chemical characteristics increased with increasing storage time (
Figure 4a). Specifically, the overall acceptance of the test HMR product decreased significantly (
p < 0.05) on day 80 during storage at −13 °C. The same pattern was also observed when the test HMR product was stored at −23 °C; however, when the test HMR product was stored at −18 °C, the overall acceptance only started to decrease on day 120. Despite this decrease in overall acceptance, the test product scored 7.50–8.83, which corresponds to panelist scores of “like moderately” to “like very much.” Thus, the product maintains high sensory characteristics during storage.
The microbiological characteristics of the test HMR product increased with storage time according to the TBC (
Figure 4b). However,
Salmonella spp. and
S. aureus were not identified during the shelf life estimation period. The TBC increased significantly (
p < 0.05) on day 120 after storage at −13 °C. Moreover, no significant (
p < 0.05) differences were observed for TBC throughout storage at −18 °C and −23 °C. These results showed that a lower temperature results in lower microbiological activities. Despite the increase in the TBC, it remained below 5 log CFU/g during storage. According to Miguéis et al. [
37], products with a TBC under 5 log CFU/g can be categorized as satisfactory products.
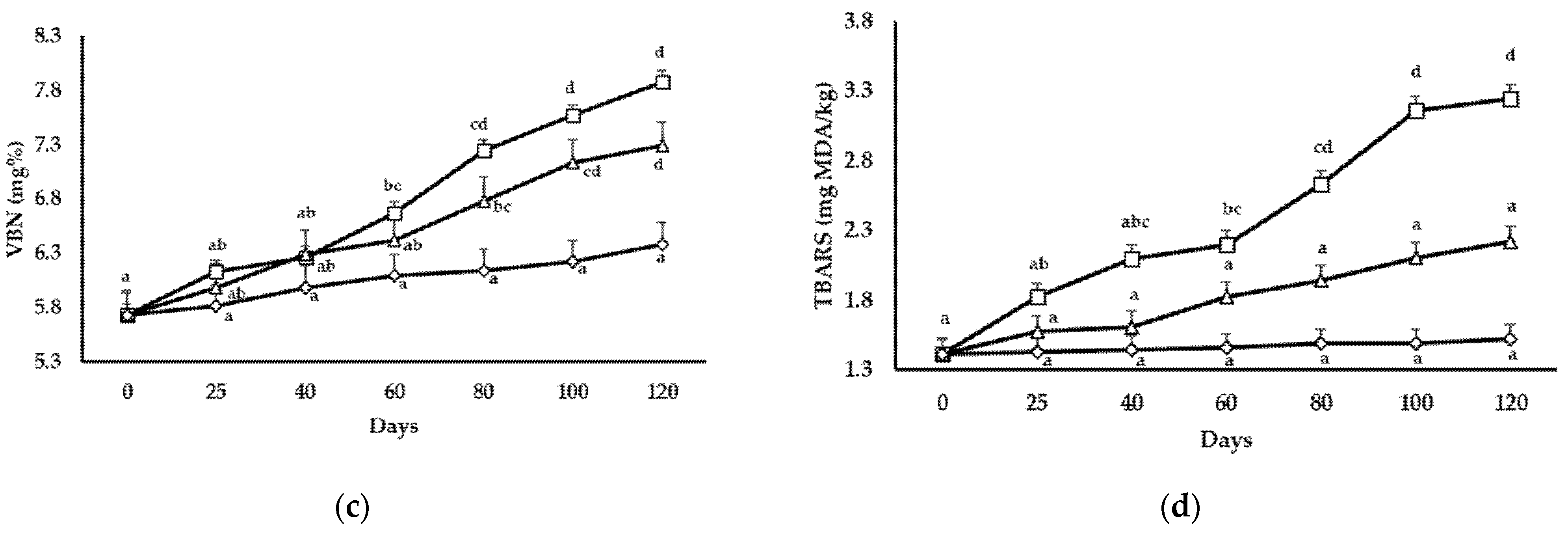
Furthermore, the VBN and TBARS contents increased with increasing storage time (
Figure 4c,d). Both VBN and TBARS increased significantly (
p < 0.05) on day 60 at −13 °C. However, at −18 °C, the VBN content increased significantly (
p < 0.05) on day 80, whereas TBARS did not differ significantly (
p ≥ 0.05) throughout the storage time. No significant (
p ≥ 0.05) difference was observed for VBN or TBARS throughout the shelf life estimation period at −23 °C. During storage, the VBN content was 5.73–7.88 mg%, whereas the TBARS content was 1.42–3.24 mgMDA/kg. According to these results, the test HMR product was categorized as a perfect product [
20], despite the increasing VBN and TBARS values. Thus, the chemical characteristics of the products were marinated during storage. Moreover, the oxidation of lipids and proteins was also prevented.
According to the overall acceptance, TBC, VBN, and TBARS values, the shelf life of the test HMR product was 37.67 months. To estimate the expiry date of the test HMR product, we multiplied the Arrhenius calculation result by 0.8 to represent the safety factor [
38]. As a result, the test HMR product had a shelf life of 30 months. Thus, the product will be acceptable for consumption and will continue to exhibit high nutritional value and good sensory characteristics during this period.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}