
Connectivity as a Design Feature for Industry 4.0 Production Equipment: Application for the Development of an In-Line Metrology System


 ,
,  ,
,  , ,
, ,
Abstract
:1. Introduction
- −
- One of the most important technical challenges to the deployment of I4.0 capabilities is the integration of IoT technologies in the design of a machine [1]. This works introduces an approach based on functional decomposition concepts to help address this issue, and includes a mapping of technologies and networks that show the possible connections available to the designer that are needed to integrate and coordinate the signals from the different sensors and devices.
- −
- Connectivity, integration through data sharing, development of product memory, and improved process intelligence are key concepts for the development of smart factories under the I4.0 paradigm [25]. A function connectivity block was proposed to help designers manage the application of these I4.0 principles during the development of new machines. The proposed concepts are applied for the design of the in-line metrology machine.
- −
- A novel machine architecture for a highly relevant current application [22], in-line metrology of automotive parts, is presented. Among other characteristics, the new design uses connectivity to facilitate digitalization of the operation. Connectivity also helps improve the intelligence of the measuring process by allowing timely montoring of the status and performance of the machine.
2. Intelligence in Machine Tool Design
- Accuracy and Repeatability. These attributes refer to the capacity of the machine to perform its functions consistently within bounds of an acceptable size from the intended target specification. The most common function associated with these attributes is the positioning of a tool. Accuracy refers to the ability of the machine to place a tool in the target location. Repeatability is associated with the size of the deviation in achieving a target when the positioning action is repeated.
- Flexibility. Refers to the ability of the equipment to meet changing needs on the shop floor. For example, the features to be measured may vary depending on the type of analysis being conducted (for in-line metrology), or the machine may allow for parts of different geometry to be produced.
- Robustness. This characteristic refers to the ability of the machine to perform its function reliably and accurately. Factors that affect this characteristic are the ambient conditions and the operator’s handling of the equipment.
- Speed. Refers to the capacity of the machine to perform all its functions in a given time, and it is affected not only by the velocity with which mechanical functions are performed but also by the processing speed of the controls of the machine.
- Safety. This attribute is associated with the capacity of the machine to care for the physical integrity of the human operator, as well as the machine and its surroundings.
- Intelligence. This attribute refers to the capacity of the machine to perform its functions in an autonomous manner. Automatic operation requires the machine to manage, monitor, and control the functions it performs. Autonomous operation requires the ability to adapt to changes in conditions, particularly those in the environment. The ability to communicate with its surroundings and respond to commands from recognized higher authorities are also features of intelligence.
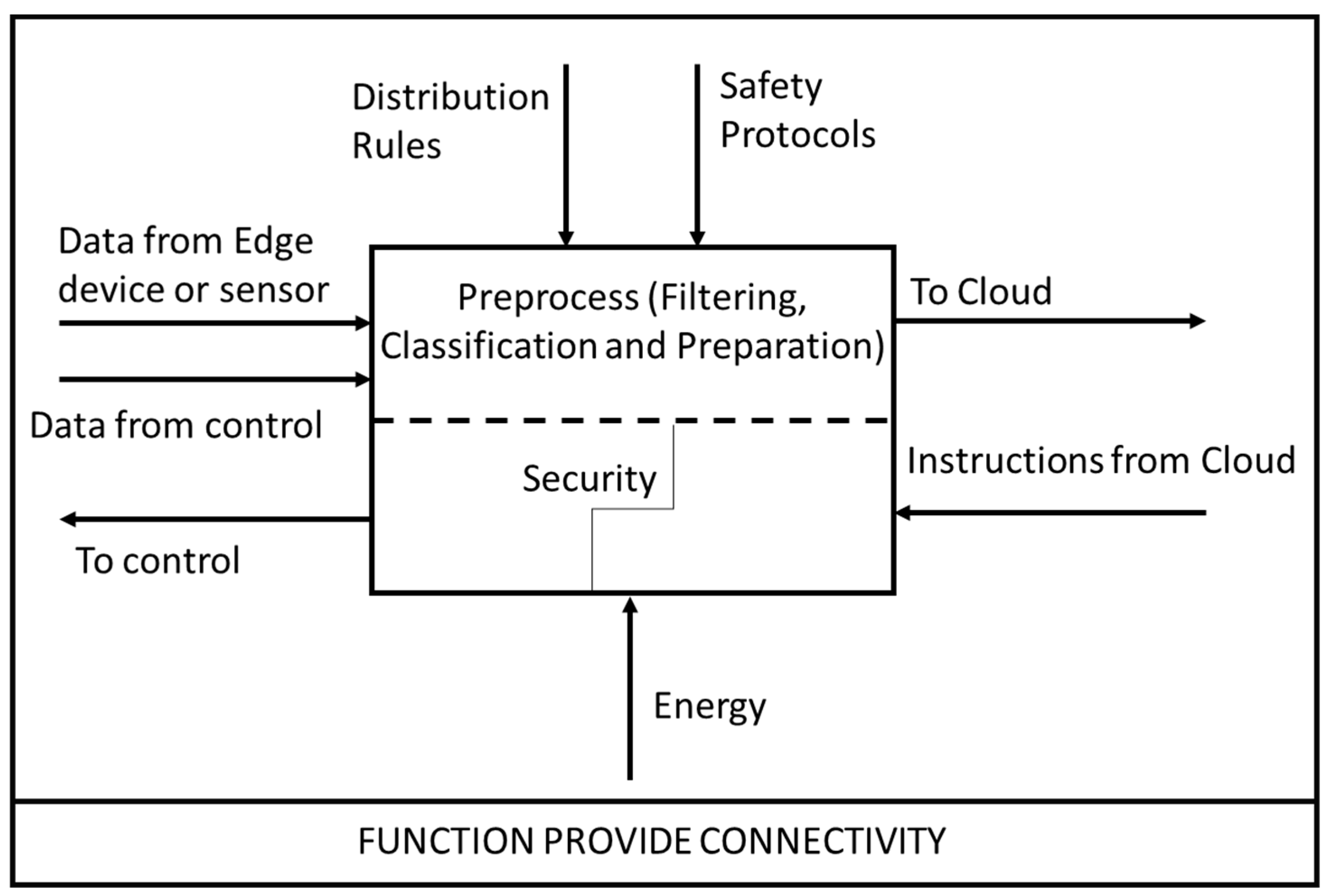
3. Connectivity as a Design Function
4. Application of the Concepts: Design of an In-Line Measuring Machine
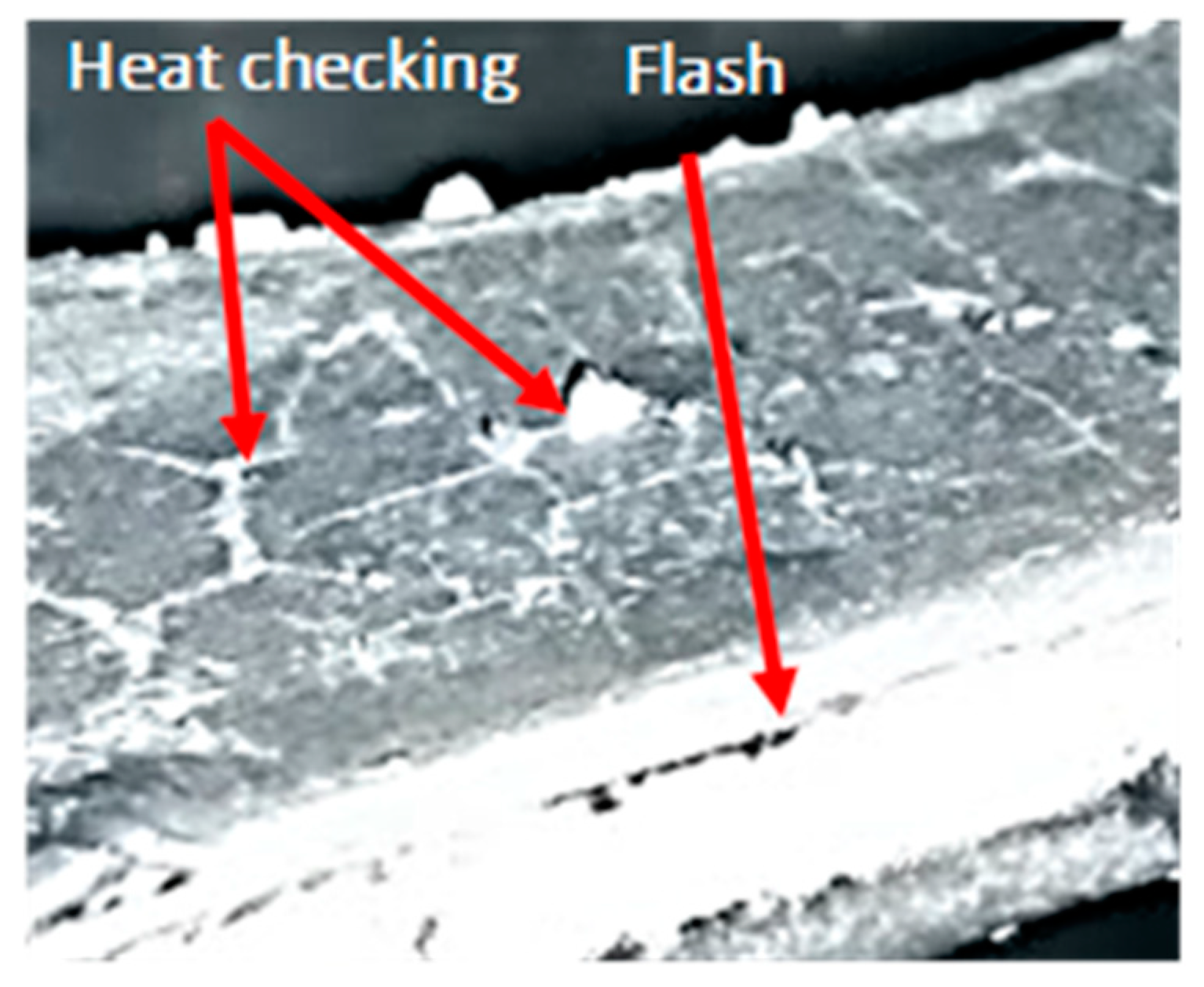
4.1. Analysis of Current Gauging Process and Target Specifications
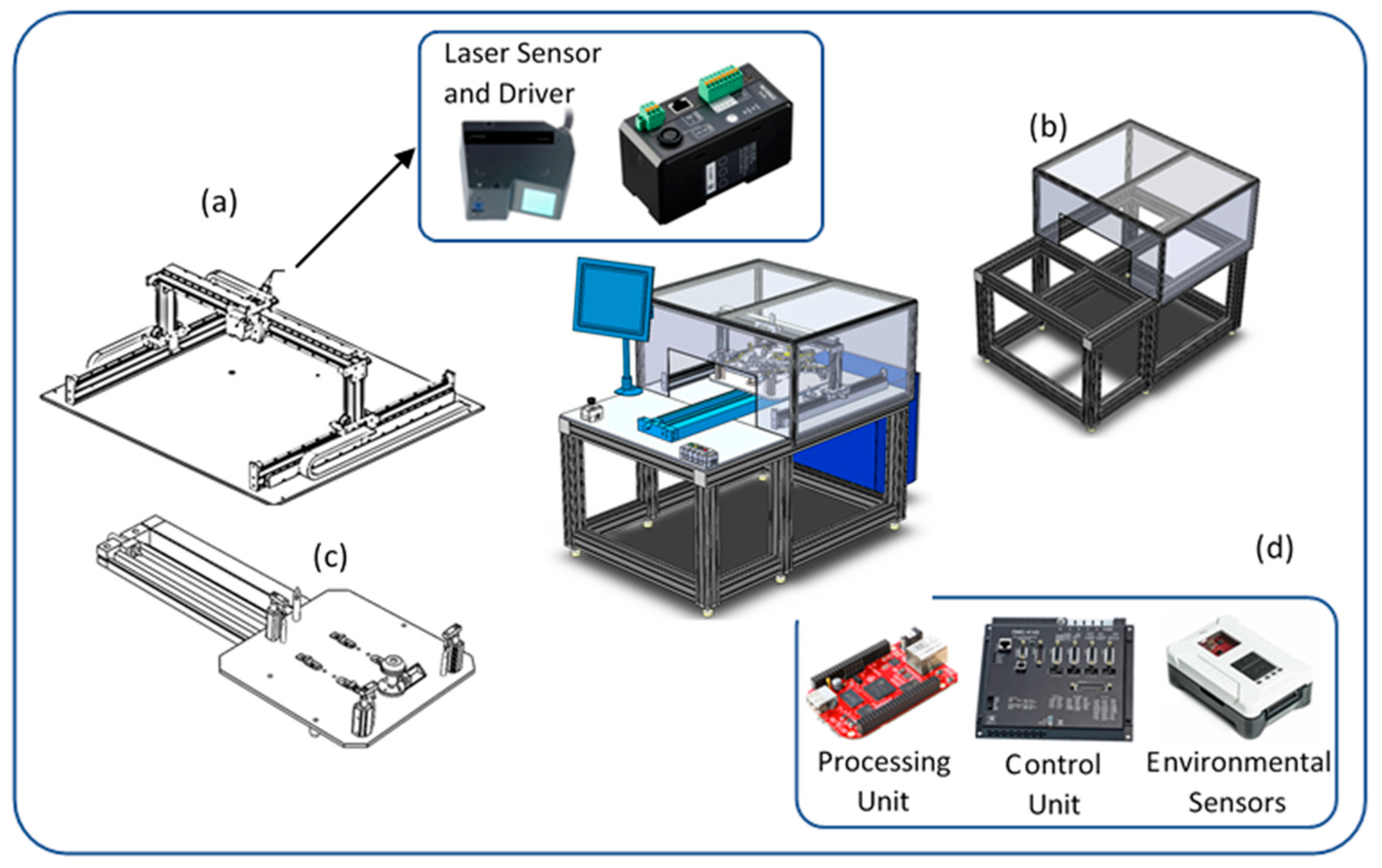
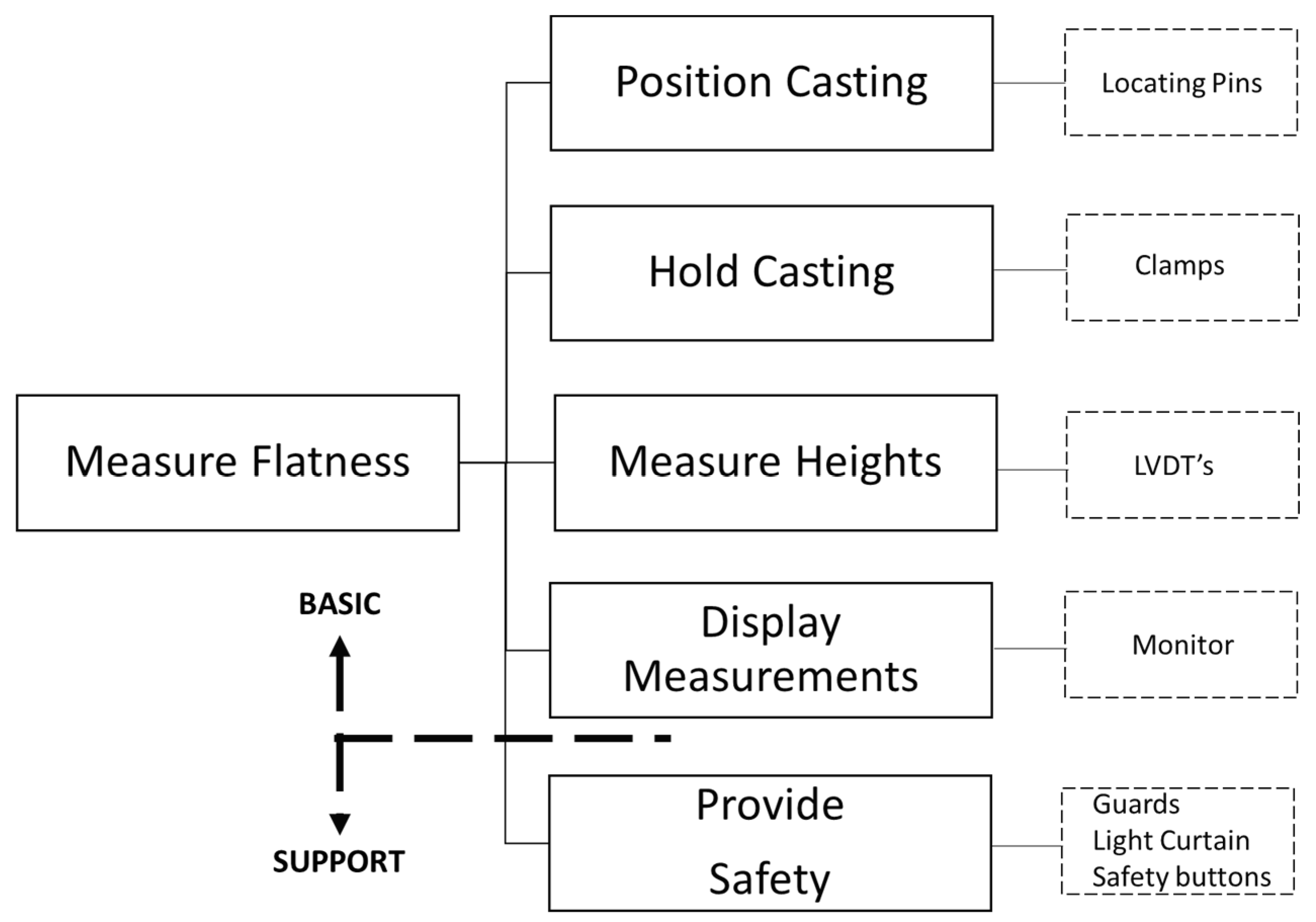
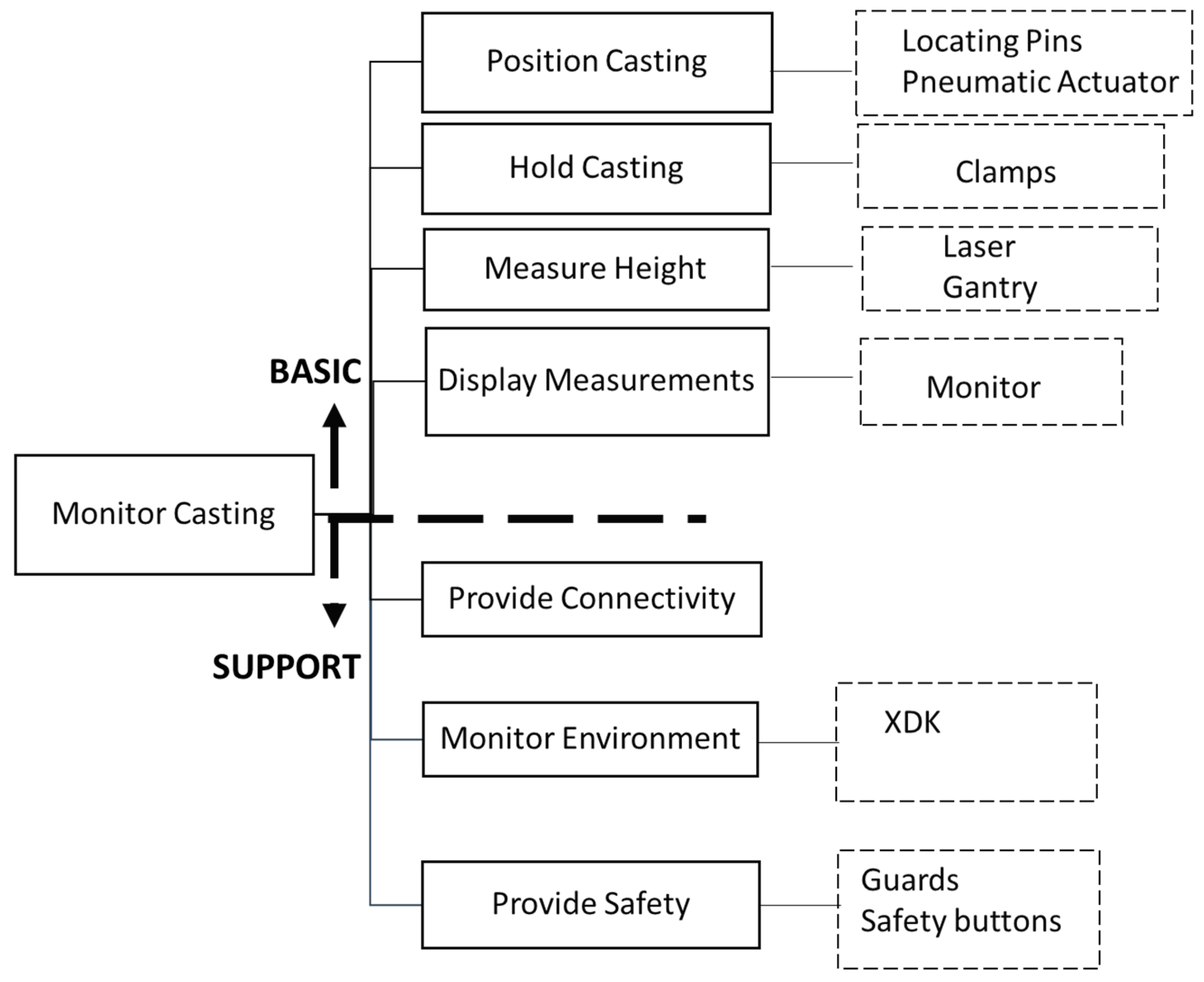
4.2. Architecture of In-Line Measuring Station
4.2.1. Flexibility
4.2.2. Accuracy
4.2.3. Robustness and Safety
4.2.4. Speed
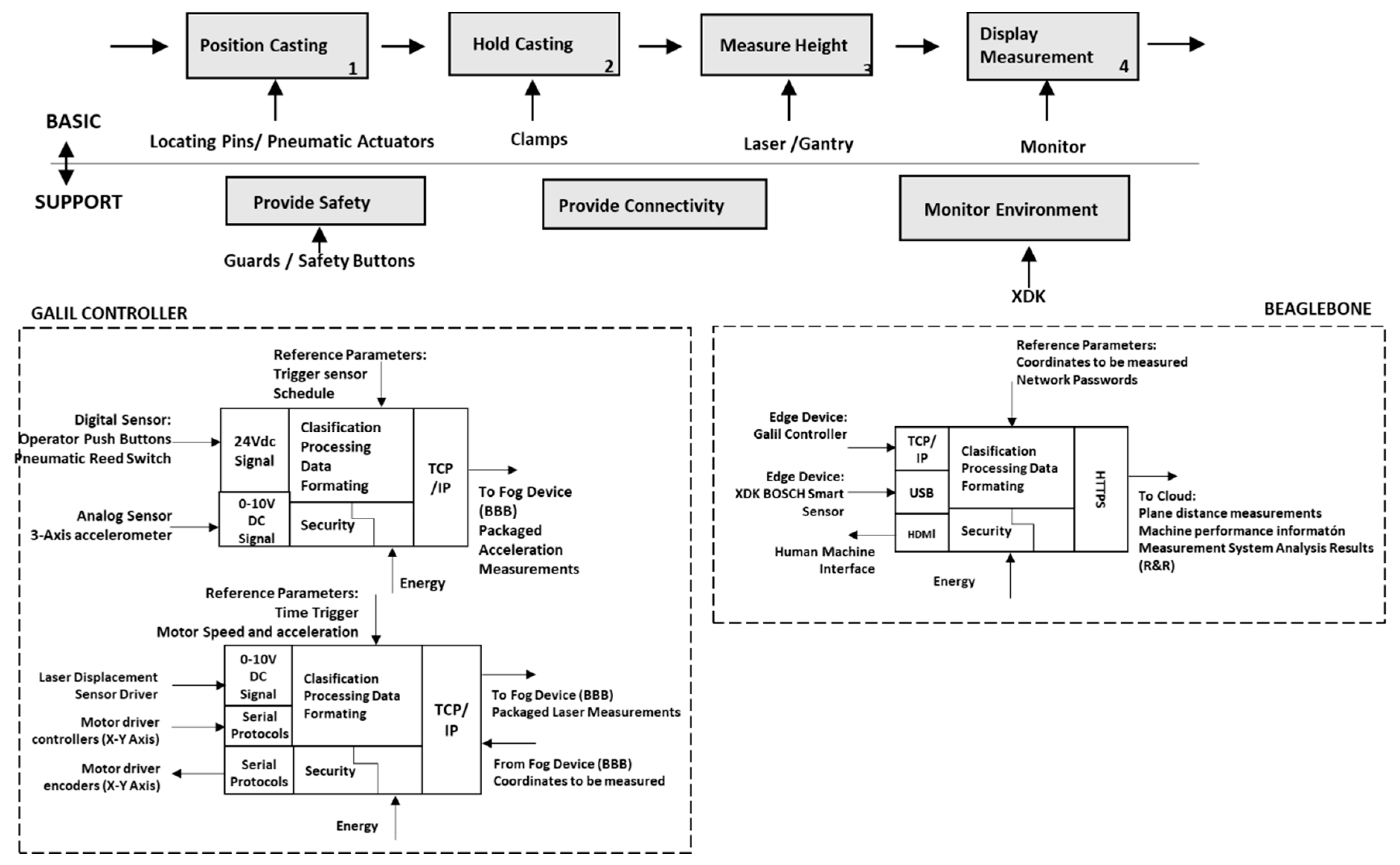
4.3. Control System Architecture and Connectivity
4.4. Implementation of Connectivity
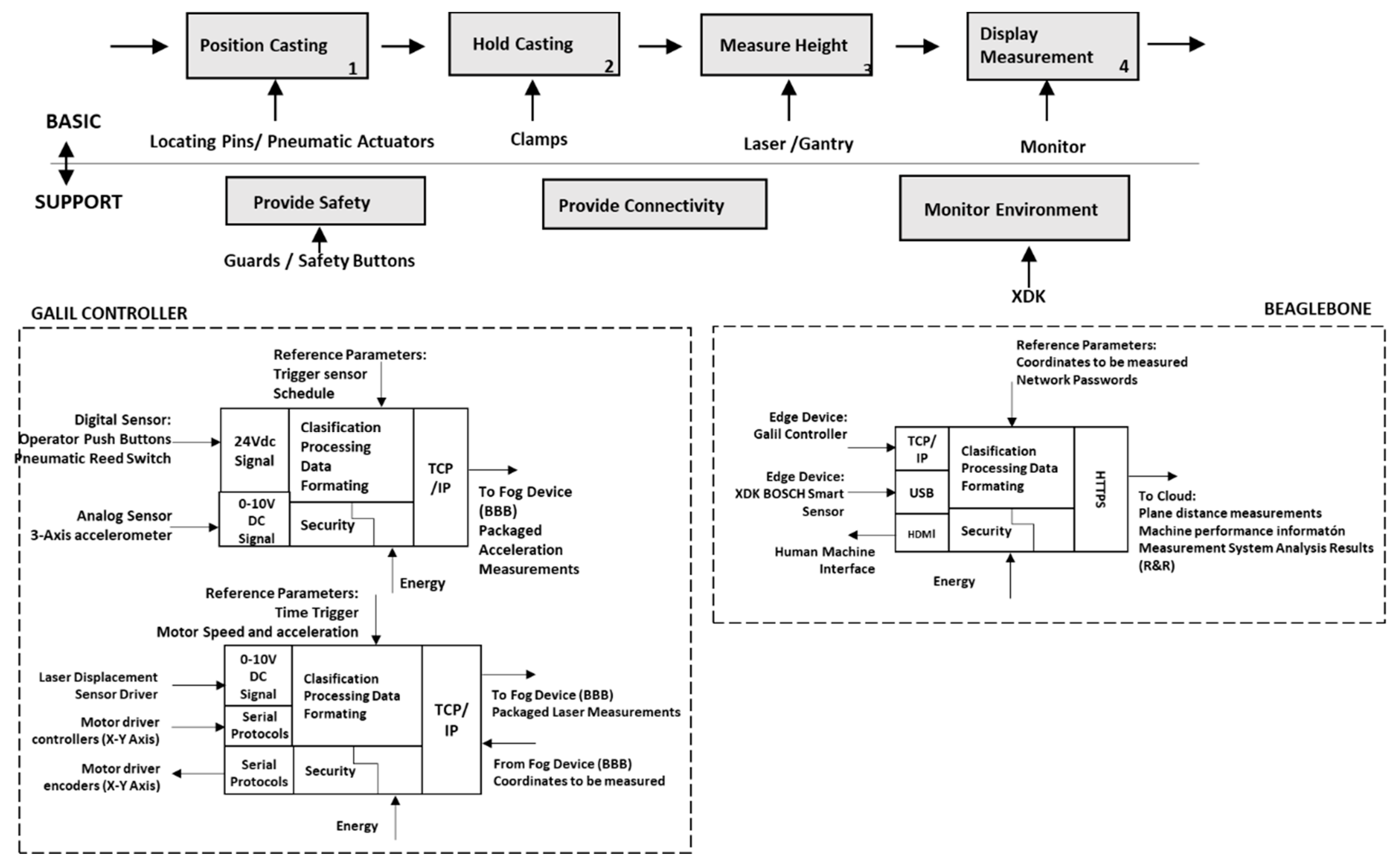
- Laser displacement sensor (LDS): This instrument performs the essential basic function of the machine. It measures the height at specific locations of the workpiece. In this case, the laser is calibrated to perform 30 measurements at each location in about 0.080 s
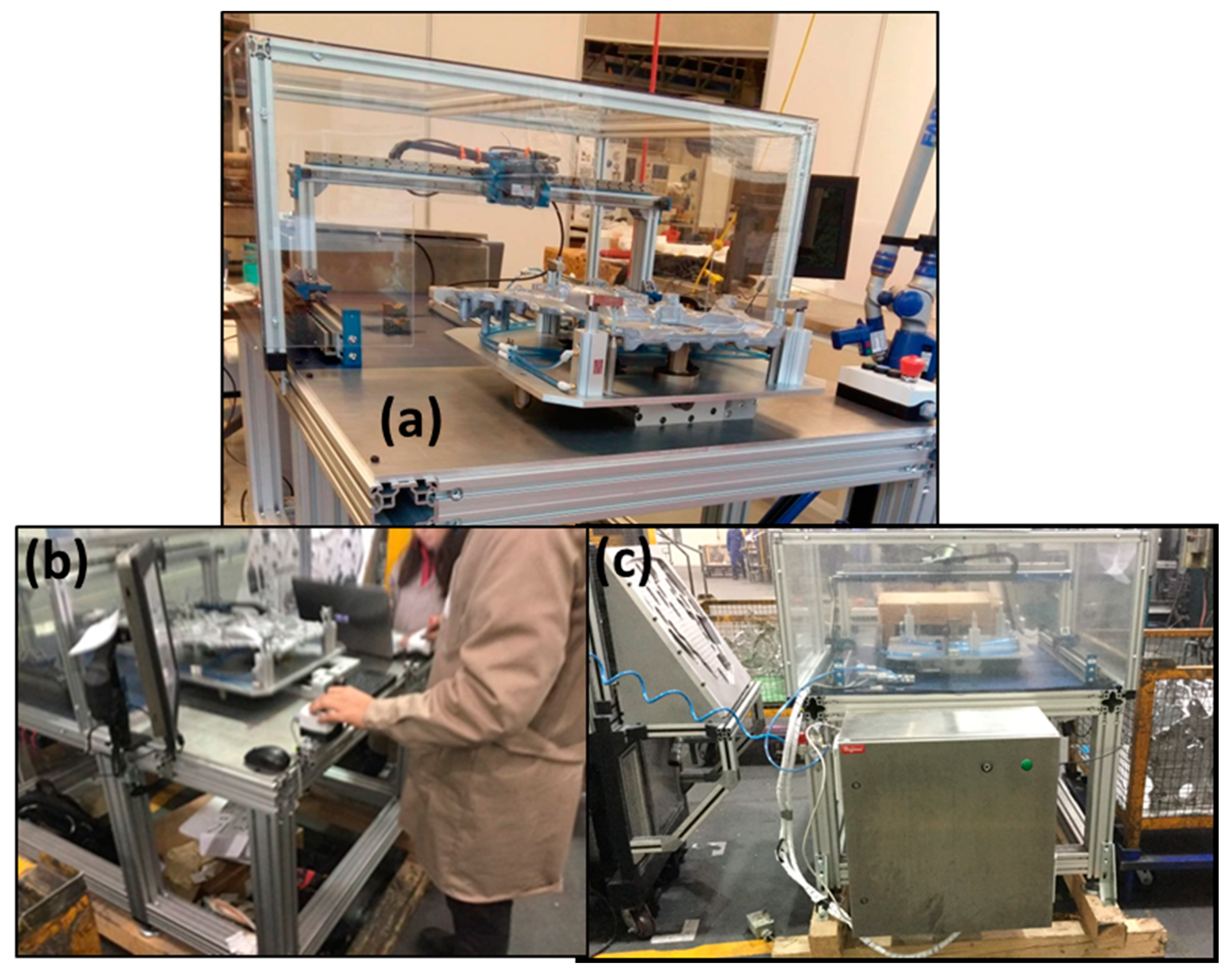
- Positioning system. This system transports the laser sensor to the location where measurements are made. It is actuated by linear motors, and has a travel space of 600 by 600 mm. The gantry system can reach speeds of 6 m/s, with a resolution of 0.001 mm. Linear encoders report the position of the laser head to the GC at any given instant.
- Button box: The operator interacts with the control and paces the measurement process through the control buttons. After placing the part in the pallet, the operator can start the measuring process by pushing a button. The operator can also release the part, after the process, or can stop the process in an emergency situation. The time at which the start button is pushed is recorded and sent to the Cloud.
- Pneumatic actuator: The actuator is responsible for transporting the part in and out of the measuring volume. Sensors are triggered when it reaches its limit positions.
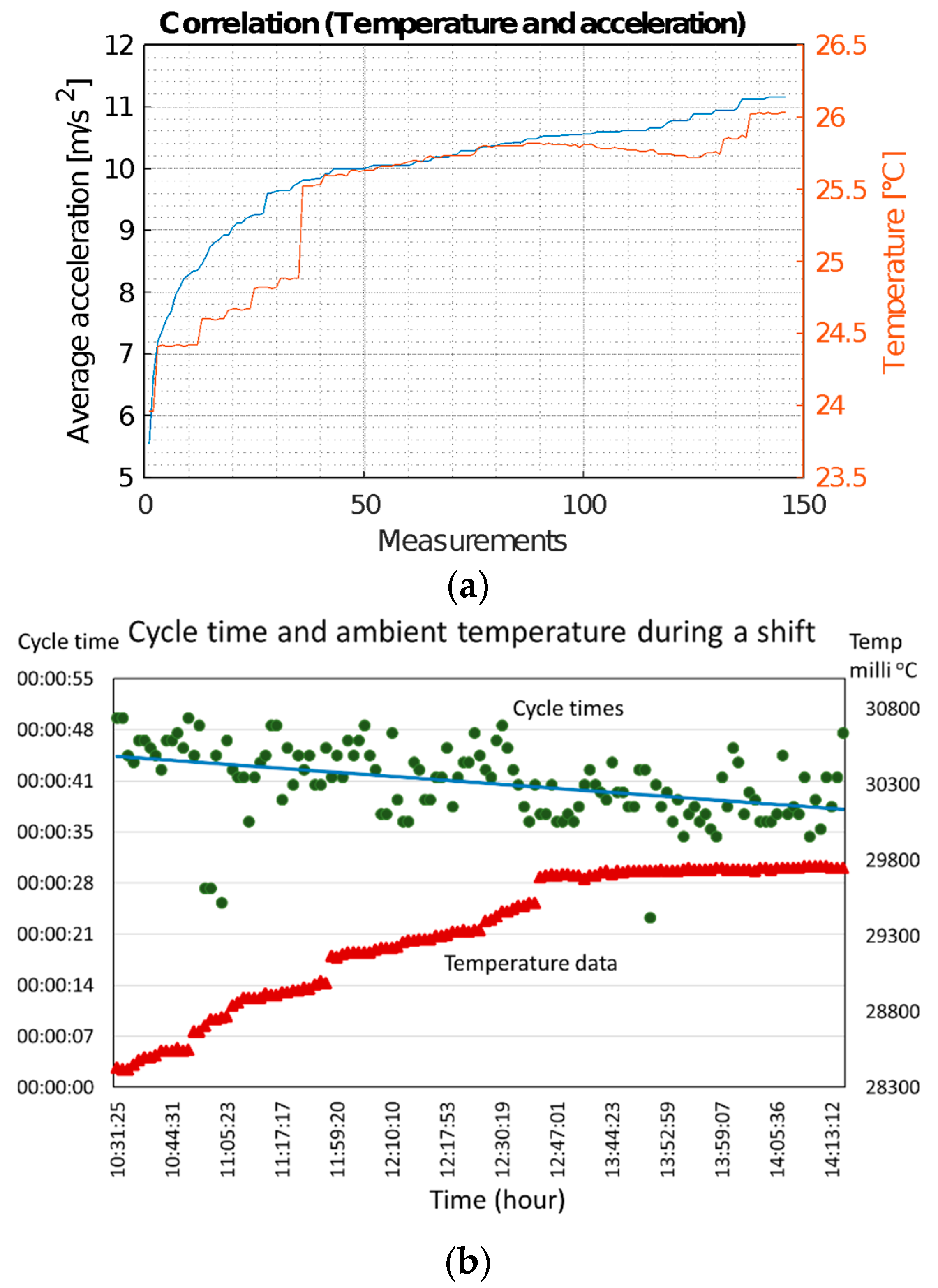
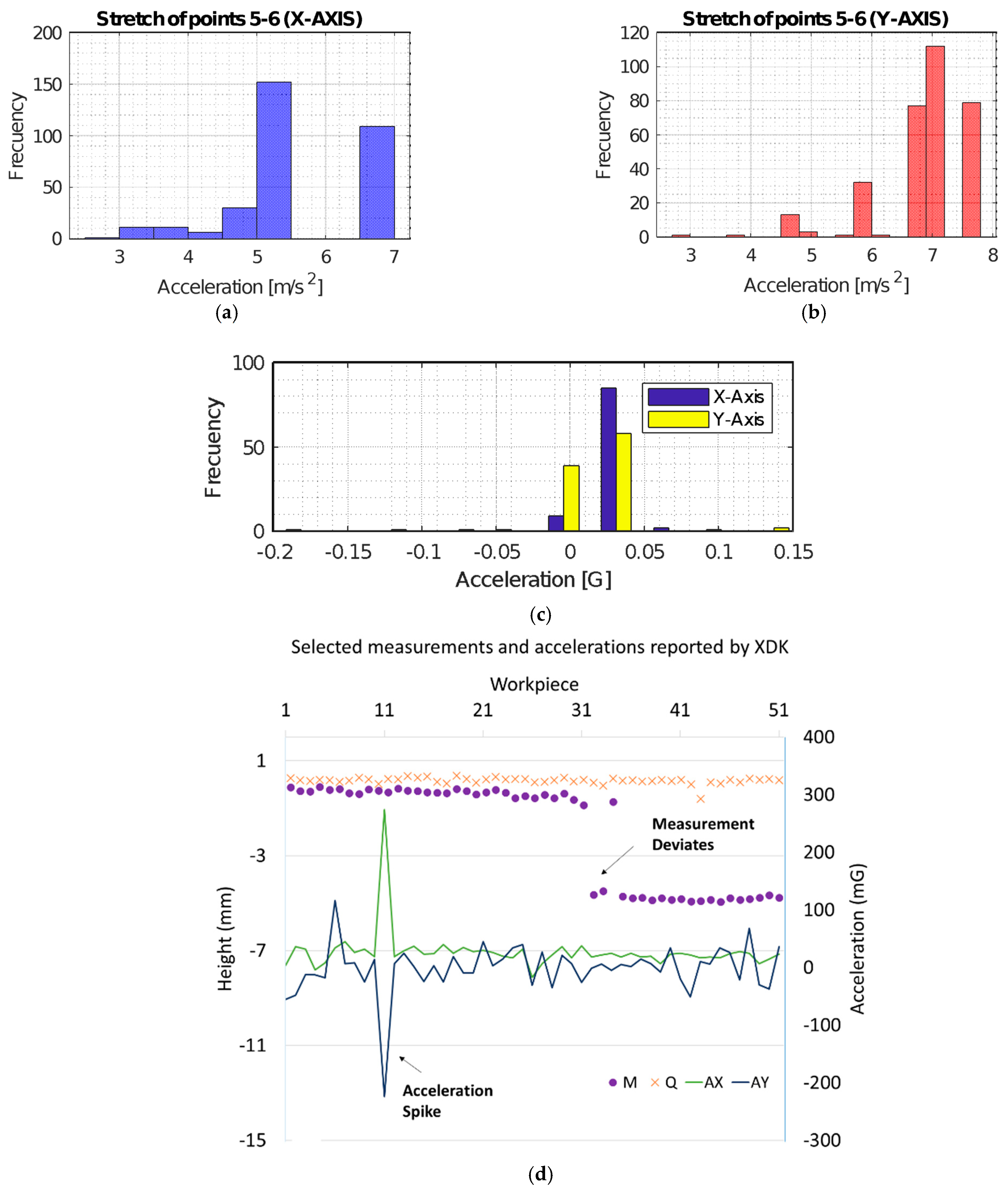
- 3-axis accelerometer (MMA7361): This sensor records the accelerations in different directions as the gantry goes through the measuring cycle. These data are intended to provide information about the health of the operation. The GC takes data from these accelerometers at a rate of 400 Hz approximately.
- LDS Controller received data from the laser sensor. Processing at this stage consists of scaling, filtering, and mathematical operations. This control was programmed to obtain the average of 30 measurements, and then deliver these data to the GC. LDS driver sends its data via ethernet communication using UART protocol over RS-232C interface or by using analog signals from 0 to 10 Vdc.
- Galil controller (GC) is responsible for coordinating and ordering the motion of the gantry, with the measurements taken by the laser. The controller synchronizes the data from both laser and encoders to form a coherent stream of data. In addition, data from the 3-axis accelerometer are also synchronized with the other signals. The control performs these operations in about 200 millisecond. For this purpose, it uses about 4 KB of its 32 KB capacity.
- XDK BOSCH (XDK) is a platform of environmental sensors that monitor pressure, temperature, vibration, and humidity. XDK process capabilities allow edge computing to transform data in valuable information of the machine surroundings and give an intelligence level to the machine. Temperature, pressure, and humidity in the machine’s measurement area are collected at approximately 182 Hz. Data from accelerometers and gyroscopes can be reported at a rate of up to 2000 Hz.
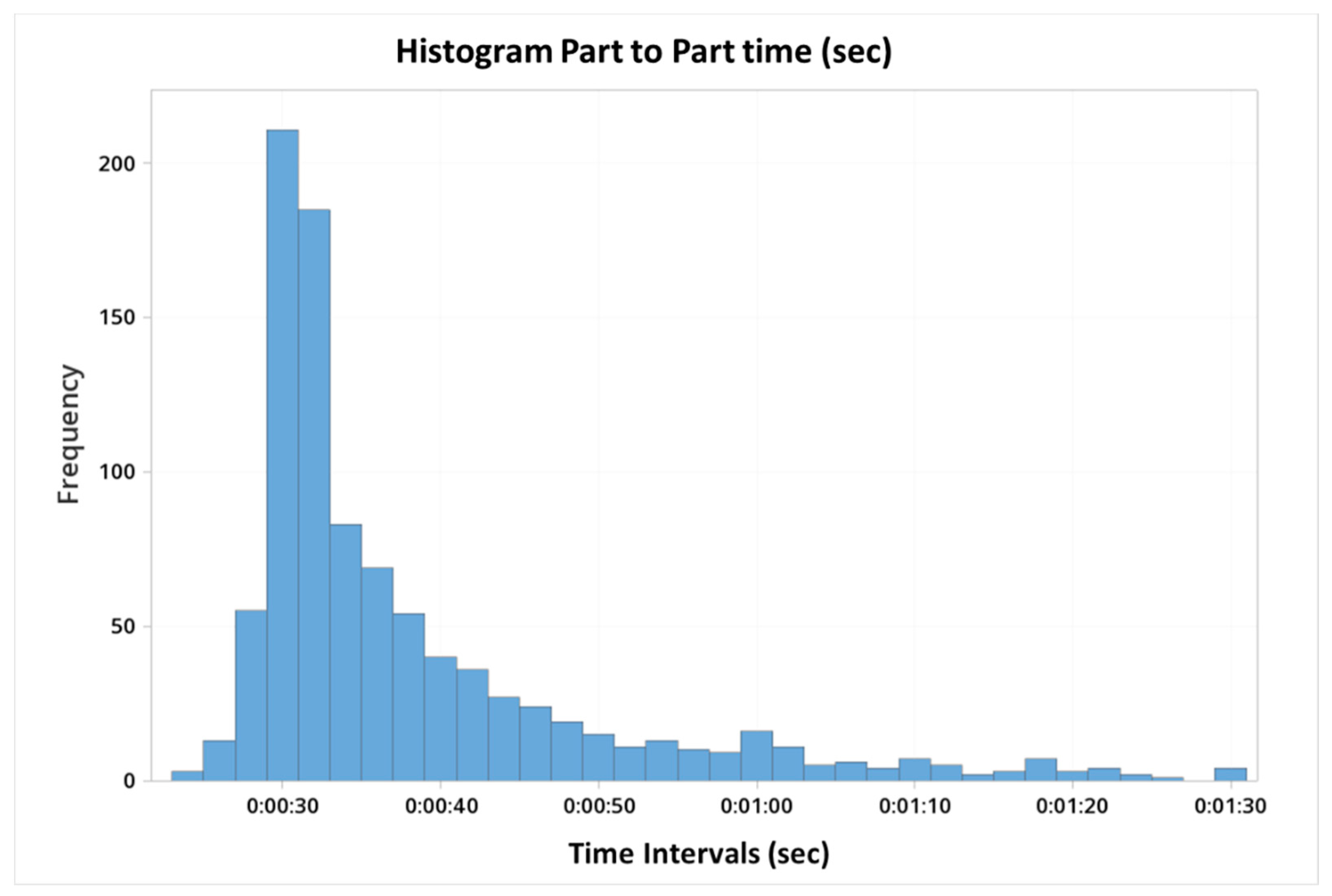
5. Assessment of Machine Performance
- Part clamp and insertion into the workspace: 6 s.
- Measurement cycle: 9 s.
- Part extraction and unclamp: 5 s.
- Handling of the part to load and unload. In these cases, time varies depending on the operator’s training.
6. Discussion
7. Conclusions and Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. DoGet Script

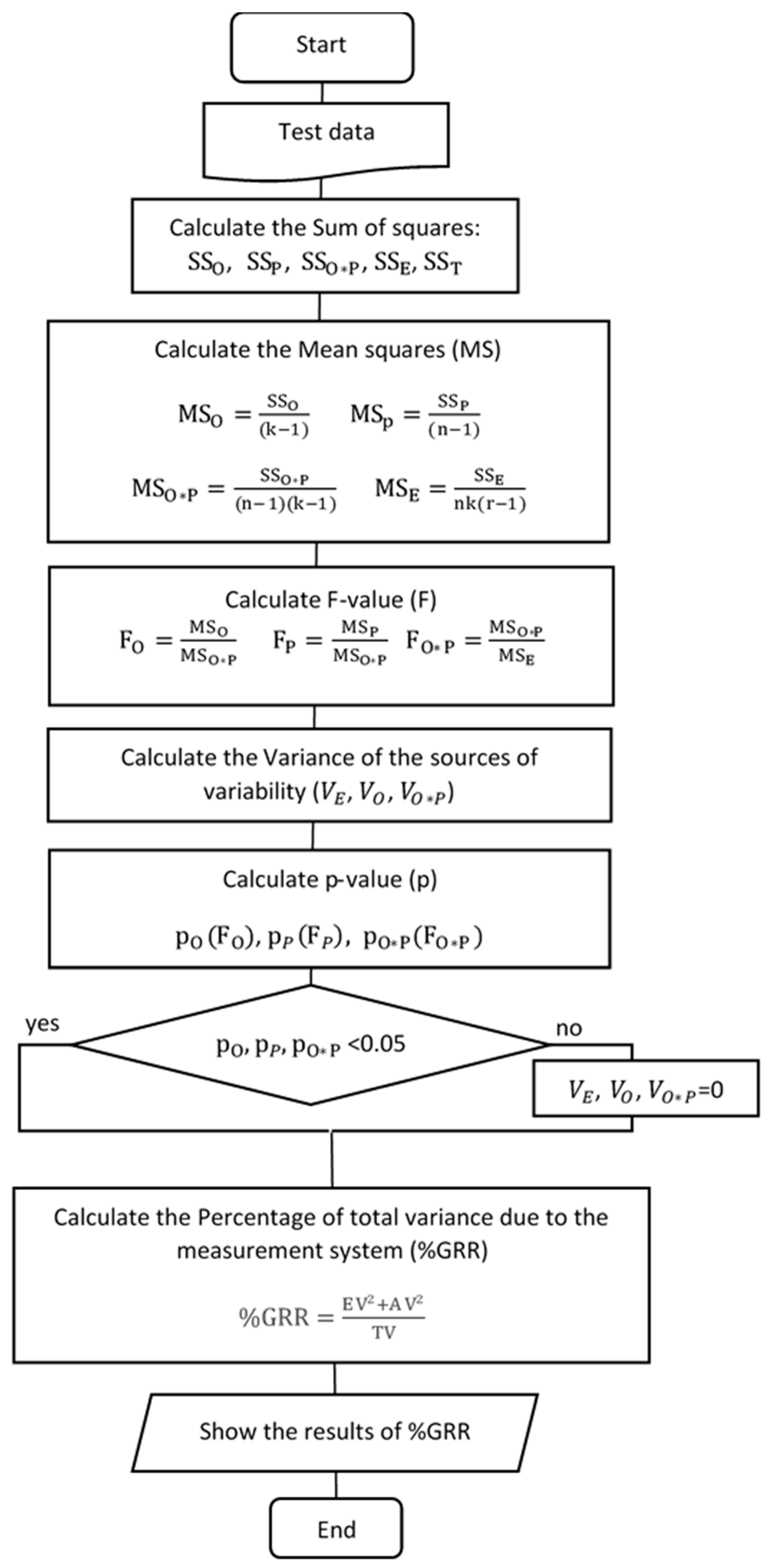
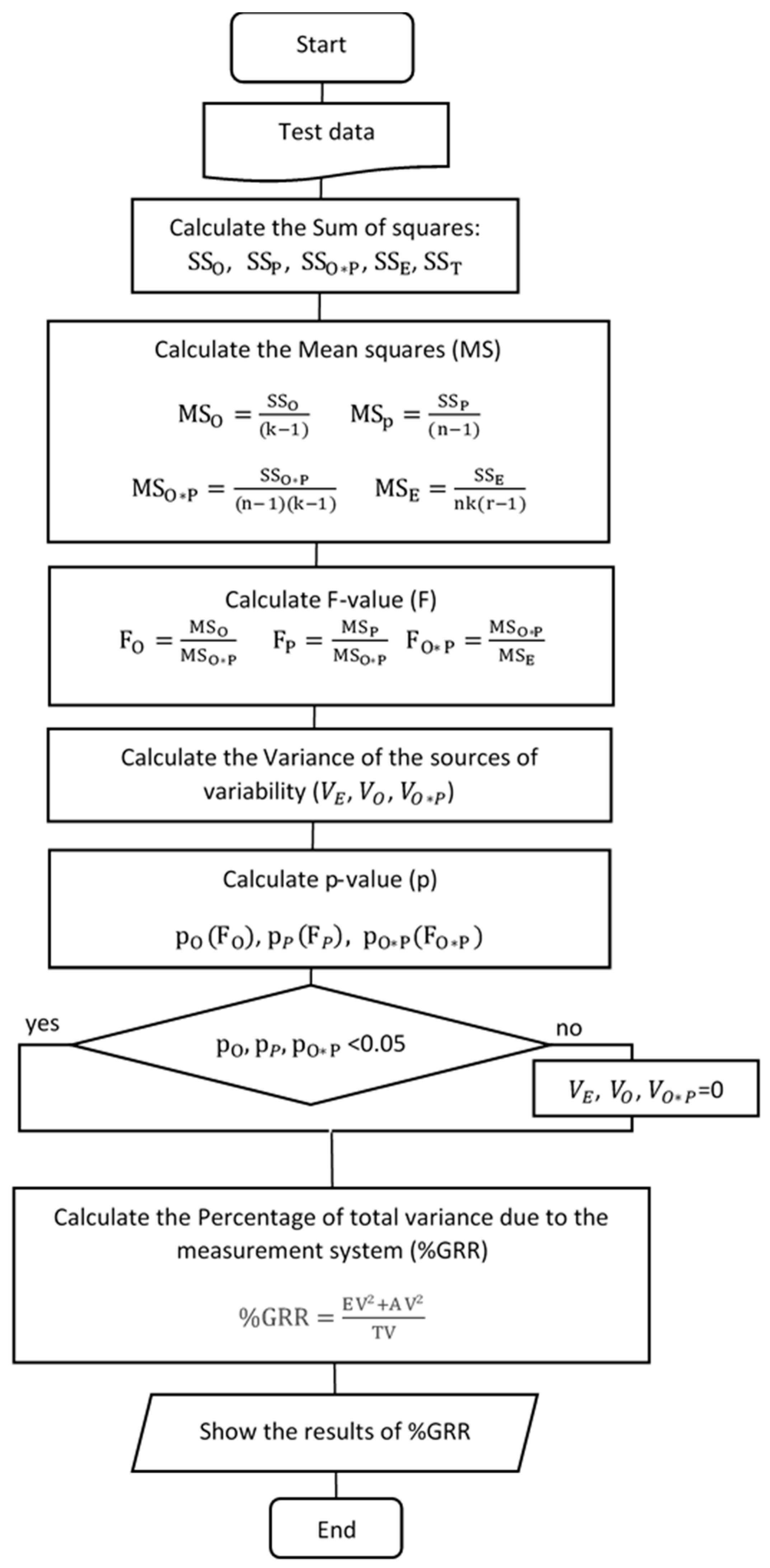
Appendix B. R&R Program Flow Chart
References
- Da Xu, L.; Xu, E.L.; Li, L. Industry 4.0: State of the art and future trends. Int. J. Prod. Res. 2018, 56, 2941–2962. [Google Scholar]
- Ahuett-Garza, H.; Kurfess, T. A brief discussion on the trends of habilitating technologies for Industry 4.0 and Smart manufacturing. Manuf. Lett. 2018, 15, 60–63. [Google Scholar] [CrossRef]
- Huh, J.-H.; Lee, H.-G. A Cost-Effective Redundant Digital Excitation. Processes 2018, 6, 29. [Google Scholar]
- Awan, M.D.; Khiyal, M.S.H. Big Data in Cloud Computing: A Resource. Sci. Prog. 2018, 2018, 5418679. [Google Scholar]
- García-Garza, M.A.; Ahuett-Garza, H.; Lopez, M.G.; Orta-Castañón, P.; Kurfess, T.R.; Urbina Coronado, P.D.; Güemes-Castorena, D.; Villa, S.G.; Salinas, S. A Case about the Upgrade of Manufacturing Equipment for Insertion into an Industry 4.0 Environment. Sensors 2019, 19, 3304. [Google Scholar] [CrossRef] [Green Version]
- Huh, J.-H.; Lee, H.-G. Simulation and Test Bed of a Low-Power Digital Excitation System for Industry 4.0. Processes 2018, 6, 145. [Google Scholar] [CrossRef] [Green Version]
- Park, S.; Huh, J. Development and Test Bed for Successful Industry 4.0 Project: Safety Management for Security. Processes 2018, 6, 88. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Bagheri, B.; Kao, H.A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Rosen, R.; Von Wichert, G.; Lo, G.; Bettenhausen, K.D. About the importance of autonomy and digital twins for the future of manufacturing. IFAC-PapersOnLine 2015, 28, 567–572. [Google Scholar] [CrossRef]
- Chen, B.; Wan, J.; Shu, L.E.I.; Member, S. Smart Factory of Industry 4.0: Key Technologies, Application Case, and Challenges. IEEE Access 2018, 6, 6505–6519. [Google Scholar] [CrossRef]
- Croccolo, D.; Cavalli, O.; De Agostinis, M.; Fini, S.; Olmi, G.; Robusto, F.; Vincenzi, N. A Methodology for the Lightweight Design of Modern Transfer Machine Tools. Machines 2018, 6, 2. [Google Scholar] [CrossRef] [Green Version]
- Gao, R.X.; Wang, P. Through Life Analysis for Machine Tools: From Design to Remanufacture. Procedia CIRP 2017, 59, 2–7. [Google Scholar] [CrossRef]
- Cheng, K.; Niu, Z.C.; Wang, R.C.; Rakowski, R.; Bateman, R. Smart Cutting Tools and Smart Machining: Development Approaches, and Their Implementation and Application Perspectives. Chin. J. Mech. Eng. 2017, 30, 1162–1176. [Google Scholar] [CrossRef] [Green Version]
- Schauerte, H.; Reifferscheid, M.; Vogel, B. Derivation of a generic architecture proposal. Prod. Eng. 2019, 13, 247–257. [Google Scholar]
- Åkerman, M.; Stahre, J.; Engström, U.; Angelsmark, O.; McGillivray, D.; Holmberg, T.; Bärring, M.; Lundgren, C.; Friis, M.; Fast-Berglund, Å. Technical Interoperability for Machine Connectivity on the Shop Floor. Technologies 2018, 6, 57. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Wang, Z.; Zhang, T.; Du, F. A review on vibration analysis and control of machine tool feed drive systems. Int. J. Adv. Manuf. Technol. 2020, 107, 503–525. [Google Scholar] [CrossRef]
- Sato, R.; Hayashi, H.; Shirase, K. Active vibration suppression of NC machine tools for high-speed contouring motions. J. Adv. Mech. Des. Syst. Manuf. 2020, 14, JAMDSM0005. [Google Scholar] [CrossRef]
- Moriwaki, T.; Shirase, K. Intelligent machine tools: Current status and evolutional architecture. Int. J. Manuf. Technol. Manag. 2006, 9, 204–218. [Google Scholar] [CrossRef]
- Mutilba, U.; Sandá, A.; Vega, I.; Gomez-Acedo, E.; Bengoetxea, I.; Fabra, J.A.Y. Traceability of on-machine tool measurement: Uncertainty budget assessment on shop floor conditions. Measurement 2019, 135, 180–188. [Google Scholar] [CrossRef]
- Weckenmann, A.; Krämer, P.; Hoffmann, J. Manufacturing metrology–state of the art and prospects. In Proceedings of the 9th Internacional Symposium on Measurement and Quality Control, Chennai, India, 21–24 November 2007; pp. 1–8. [Google Scholar]
- Weckenmann, A.; Krämer, P.; Akkasoglu, G. Metrology—Base for Scientific Cognition and Technical Production. Adv. Mater. Res. 2012, 498, 169–176. [Google Scholar] [CrossRef] [Green Version]
- Koren, Y.; Gu, X.; Guo, W. Reconfigurable manufacturing systems: Principles, design, and future trends. Front. Mech. Eng. 2018, 13, 121–136. [Google Scholar] [CrossRef] [Green Version]
- Szalavetz, A. Technological Forecasting & Social Change Industry 4.0 and capability development in manufacturing subsidiaries. Technol. Forecast. Soc. Chang. 2019, 145, 384–395. [Google Scholar]
- Ahuett-Garza, H.; Urbina Coronado, P.D. A Reference Model for Evolving Digital Twins and Its Application to Cases in the Manufacturing Floor. Smart Sustain. Manuf. Syst. 2019, 3, 20190049. [Google Scholar] [CrossRef]
- Lasi, H.; Kemper, H.; Fettke, P.; Feld, T.; Hoffman, M. Industry 4.0. Bus. Inf. Syst. Eng. 2020, 6, 239–242. [Google Scholar] [CrossRef]
- Molina, A.; Rodriguez, C.A.; Ahuett, H.; Cortés, J.A.; Ramírez, M.; Jiménez, G.; Martinez, S. Next-generation manufacturing systems: Key research issues in developing and integrating reconfigurable and intelligent machines. Int. J. Comput. Integr. Manuf. 2005, 18, 525–536. [Google Scholar] [CrossRef]
- Andersen, A.L.; Brunoe, T.D.; Nielsen, K.; Rösiö, C. Towards a generic design method for reconfigurable manufacturing systems: Analysis and synthesis of current design methods and evaluation of supportive tools. J. Manuf. Syst. 2017, 42, 179–195. [Google Scholar] [CrossRef]
- Karimi, D.A.K. What the Internet of Things (IoT) Needs to Become a Reality; White Paper; FreeScale and ARM: Cambridge, UK, 2013; pp. 1–16. [Google Scholar]
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia CIRP 2016, 40, 536–541. [Google Scholar] [CrossRef] [Green Version]
- Borgia, E. The internet of things vision: Key features, applications and open issues. Comput. Commun. 2014, 54, 1–31. [Google Scholar] [CrossRef]
- Gorecky, D.; Schmitt, M.; Loskyll, M.; Zühlke, D. Human-machine-interaction in the industry 4.0 era. In Proceedings of the Proceedings—2014 12th IEEE International Conference on Industrial Informatics (INDIN), Porto Alegre, Brazil, 27–30 July 2014. [Google Scholar]
- Gai, K.; Qiu, M.; Xiong, Z.; Liu, M. Privacy-preserving multi-channel communication in Edge-of-Things. Future Gener. Comput. Syst. 2018, 85, 190–200. [Google Scholar] [CrossRef]
- Dastjerdi, A.V.; Buyya, R. Fog Computing: Helping the Internet of Things Realize Its Potential. In Computer; IEEE: Long Beath, CA, USA, 2016; Volume 49, pp. 112–116. [Google Scholar]
- Wan, J.; Canedo, A.; Al Faruque, M.A. Functional Model-Based Design Methodology for Automotive Cyber-Physical Systems. IEEE Syst. J. 2015, 11, 2028–2039. [Google Scholar] [CrossRef]
- Van Eck, D.; McAdams, D.A.; Vermaas, P.E. Functional decomposition in engineering: A survey. In Proceedings of the ASME International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, DETC2007, Las Vegas, NV, USA, 4–7 September 2007; American Society of Mechanical Engineers: New York, NY, USA, 2008; Volume 3, pp. 227–236. [Google Scholar]
- Wixson, J.R. Function Analysis and Decomposistion using Function Analysis Systems Technique. INCOSE Int. Symp. 1999, 9, 800–805. [Google Scholar] [CrossRef] [Green Version]
- Arlitt, R.; Van Bossuyt, D.L.; Stone, R.B.; Tumer, I.Y. The Function-Based Design for Sustainability Method. J. Mech. Des. 2017, 139, 041102. [Google Scholar] [CrossRef]
- Umeda, Y.; Ishii, M.; Yoshioka, M.; Shimomura, Y.; Tomiyama, T. Supporting conceptual design based on the function-behavior-state modeler. Artif. Intell. Eng. Des. Anal. Manuf. 1996, 10, 275–288. [Google Scholar] [CrossRef] [Green Version]
- Jensen, D.C.; Tumer, I.Y. Modeling and analysis of safety in early design. Procedia Comput. Sci. 2013, 16, 824–833. [Google Scholar] [CrossRef] [Green Version]
- Kiraci, E.; Franciosa, P.; Turley, G.A.; Olifent, A.; Attridge, A.; Williams, M.A. Moving towards in-line metrology: Evaluation of a Laser Radar system for in-line dimensional inspection for automotive assembly systems. Int. J. Adv. Manuf. Technol. 2017, 91, 69–78. [Google Scholar] [CrossRef] [Green Version]
- Imkamp, D.; Berthold, J.; Heizmann, M.; Kniel, K.; Manske, E.; Peterek, M.; Schmitt, R.; Seidler, J.; Sommer, K.D. Challenges and trends in manufacturing measurement technology—The “industrie 4.0” concept. J. Sens. Sens. Syst. 2016, 5, 325–335. [Google Scholar] [CrossRef] [Green Version]
- Bauza, M.B.; Tenboer, J.; Li, M.; Lisovich, A.; Zhou, J.; Pratt, D.; Edwards, J.; Zhang, H.; Turch, C.; Knebel, R. Realization of Industry 4.0 with high speed CT in high volume production. CIRP J. Manuf. Sci. Technol. 2018, 22, 121–125. [Google Scholar] [CrossRef]
- Recalls-Probes-Reshape-Auto-Industry-Heading-Into-2020s. Available online: https://www.cnbc.com/2019/12/27/recalls-probes-reshape-auto-industry-heading-into-2020s.html (accessed on 8 May 2020).
- Ahsan, K. Trend Analysis of Car Recalls: Evidence from the US Market. Int. J. Manag. Value Supply Chains 2013, 4, 1–16. [Google Scholar] [CrossRef]
- Van Vliet, W.P.; Schellekens, P.H.; Engineering, S.P. Accuracy Limitations of Fast Mechanical Probing. CIRP Ann. 1996, 45, 483–487. [Google Scholar] [CrossRef] [Green Version]
- Bucher, J.L. The Quality Calibration Handbook: Developing and Managing a Calibration Program; ASQ Quality Press: Milwaukee, WI, USA, 2007; ISBN 9780873897044. [Google Scholar]
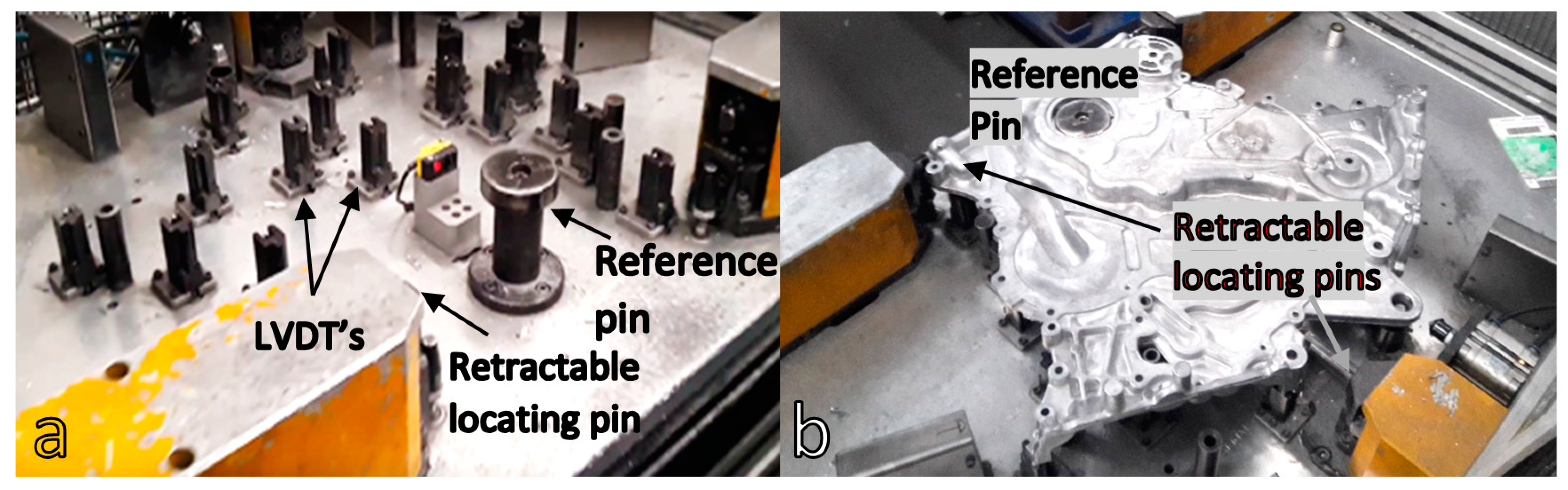
- Guamán-Lozada, D.; Ahuett-Garza, H.; Castro-Martin, A.P.; Ruiz-Carrizal, J.; Márquez-Alderete, M.F.; Anaya-Aranda, J.G.; Kurfess, T.R.; González de Castilla, E. Design and testing of a positioning system based on a quasi kinematic guide and a clamp plate suspended by compliant straps for in-line metrology systems. Manuf. Lett. 2020, 24, 19–22. [Google Scholar] [CrossRef]
- Langr, J. Modern C++ Programming with Test-Driven Development; Pragmatic Bookshelf: Raleigh NC, USA, 2013; ISBN 978-1-93778-548-2. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No of Sheet | Data Stored | Use | ||
|---|---|---|---|---|
| Asses Part Quality | Process Monitoring | Diagnostics/Forecast | ||
| 1 | Calculated values of height data for 19 measurement points. Environment data from XDK (taken during measurement) | x | x | |
| 2 | Environmental data from XDK when clamps are activated (taken before measuring cycle) | x | x | |
| 3 | Laser measurement raw data. 19 points | x | ||
| 4 | Height of locating points. 3 values. | x | x | x |
| 5 | Maximum accelerations of axis X | x | x | |
| 6 | Maximum accelerations of axis Y | x | x | |
| 7 | Results of R&R Gage | x | ||
| LAB | SHOP FLOOR | ||||||
|---|---|---|---|---|---|---|---|
| 15-nov-00 | 13-dic-00 | 24-sep-01 | 01-mar-02 | ||||
| Point | %R&R | Point | %R&R | Point | %R&R | Point | %R&R |
| 1 | 5.9 | 1 | 6.35 | 1 | 3.8 | 1 | 6.24 |
| 2 | 3.99 | 2 | 3.56 | 2 | 2.98 | 2 | 4.63 |
| 3 | 5.53 | 3 | 3.15 | 3 | 3.14 | 3 | 5.59 |
| 4 | 3.97 | 4 | 3.46 | 4 | 2.18 | 4 | 4.94 |
| 5 | 4.94 | 5 | 3.63 | 5 | 2.35 | 5 | 6.69 |
| 6 | 3.99 | 6 | 2.34 | 6 | 2.26 | 6 | 4.31 |
| 7 | 4.91 | 7 | 2.3 | 7 | 3.57 | 7 | 3.90 |
| 8 | 4.09 | 8 | 2.51 | 8 | 2.32 | 8 | 2.84 |
| 9 | 3.91 | 9 | 2.51 | 9 | 2.16 | 9 | 3.83 |
| 10 | 4.51 | 10 | 2.16 | 10 | 2.63 | 10 | 3.31 |
| 11 | 5.42 | 11 | 2.83 | 11 | 3.13 | 11 | 9.64 |
| 12 | 5.32 | 12 | 3.04 | 12 | 2.31 | 12 | 2.52 |
| 13 | 4.79 | 13 | 3.32 | 13 | 3.14 | 13 | 3.52 |
| 14 | 6.04 | 14 | 4.28 | 14 | 3.47 | 14 | 3.59 |
| 15 | 5.61 | 15 | 3.75 | 15 | 5.55 | 15 | 3.03 |
| 16 | 6.4 | 16 | 3.13 | 16 | 2.96 | 16 | 2.57 |
| 17 | 6.51 | 17 | 3.64 | 17 | 4.06 | 17 | 2.90 |
| 18 | 4.7 | 18 | 4.22 | 18 | 6.42 | 18 | 1.84 |
| 19 | 3.77 | 19 | 2.37 | 19 | 2.81 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Castro-Martin, A.P.; Ahuett-Garza, H.; Guamán-Lozada, D.; Márquez-Alderete, M.F.; Urbina Coronado, P.D.; Orta Castañon, P.A.; Kurfess, T.R.; González de Castilla, E. Connectivity as a Design Feature for Industry 4.0 Production Equipment: Application for the Development of an In-Line Metrology System. Appl. Sci. 2021, 11, 1312. https://doi.org/10.3390/app11031312
Castro-Martin AP, Ahuett-Garza H, Guamán-Lozada D, Márquez-Alderete MF, Urbina Coronado PD, Orta Castañon PA, Kurfess TR, González de Castilla E. Connectivity as a Design Feature for Industry 4.0 Production Equipment: Application for the Development of an In-Line Metrology System. Applied Sciences. 2021; 11(3):1312. https://doi.org/10.3390/app11031312
Chicago/Turabian StyleCastro-Martin, Ana Pamela, Horacio Ahuett-Garza, Darío Guamán-Lozada, Maria F. Márquez-Alderete, Pedro D. Urbina Coronado, Pedro A. Orta Castañon, Thomas R. Kurfess, and Emilio González de Castilla. 2021. "Connectivity as a Design Feature for Industry 4.0 Production Equipment: Application for the Development of an In-Line Metrology System" Applied Sciences 11, no. 3: 1312. https://doi.org/10.3390/app11031312
APA StyleCastro-Martin, A. P., Ahuett-Garza, H., Guamán-Lozada, D., Márquez-Alderete, M. F., Urbina Coronado, P. D., Orta Castañon, P. A., Kurfess, T. R., & González de Castilla, E. (2021). Connectivity as a Design Feature for Industry 4.0 Production Equipment: Application for the Development of an In-Line Metrology System. Applied Sciences, 11(3), 1312. https://doi.org/10.3390/app11031312