
Proposal of a Monitoring System for Collaborative Robots to Predict Outages and to Assess Reliability Factors Exploiting Machine Learning



Abstract
:1. Introduction
2. Research Hypothesis
2.1. HRC Assembly
2.2. HRC Handling
2.3. HRC Welding
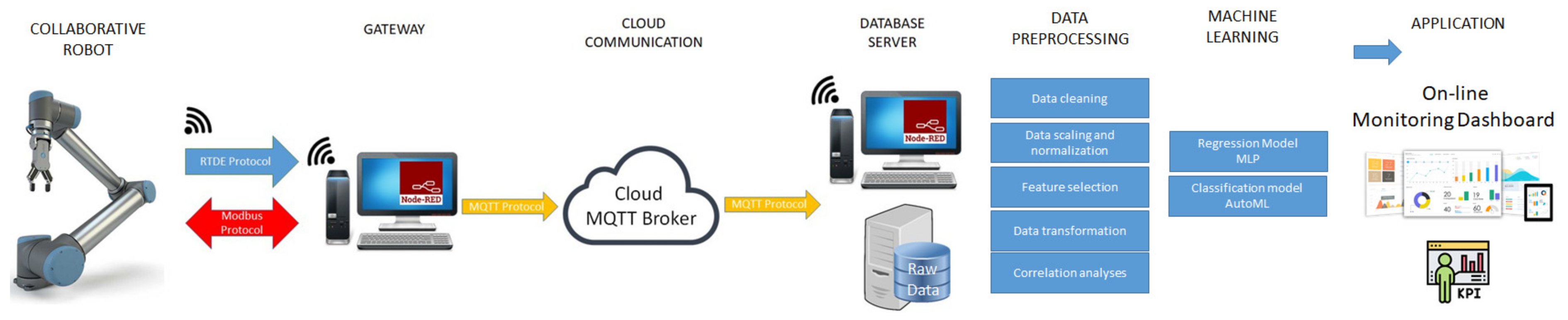
3. Methods
3.1. Data Acquisition
3.2. Data Preprocessing
3.3. Machine Learning Models
3.3.1. Regression Model Used to Predict the Quantitative Parameters
3.3.2. Automatic Classification Model to Predict Qualitative Parameters
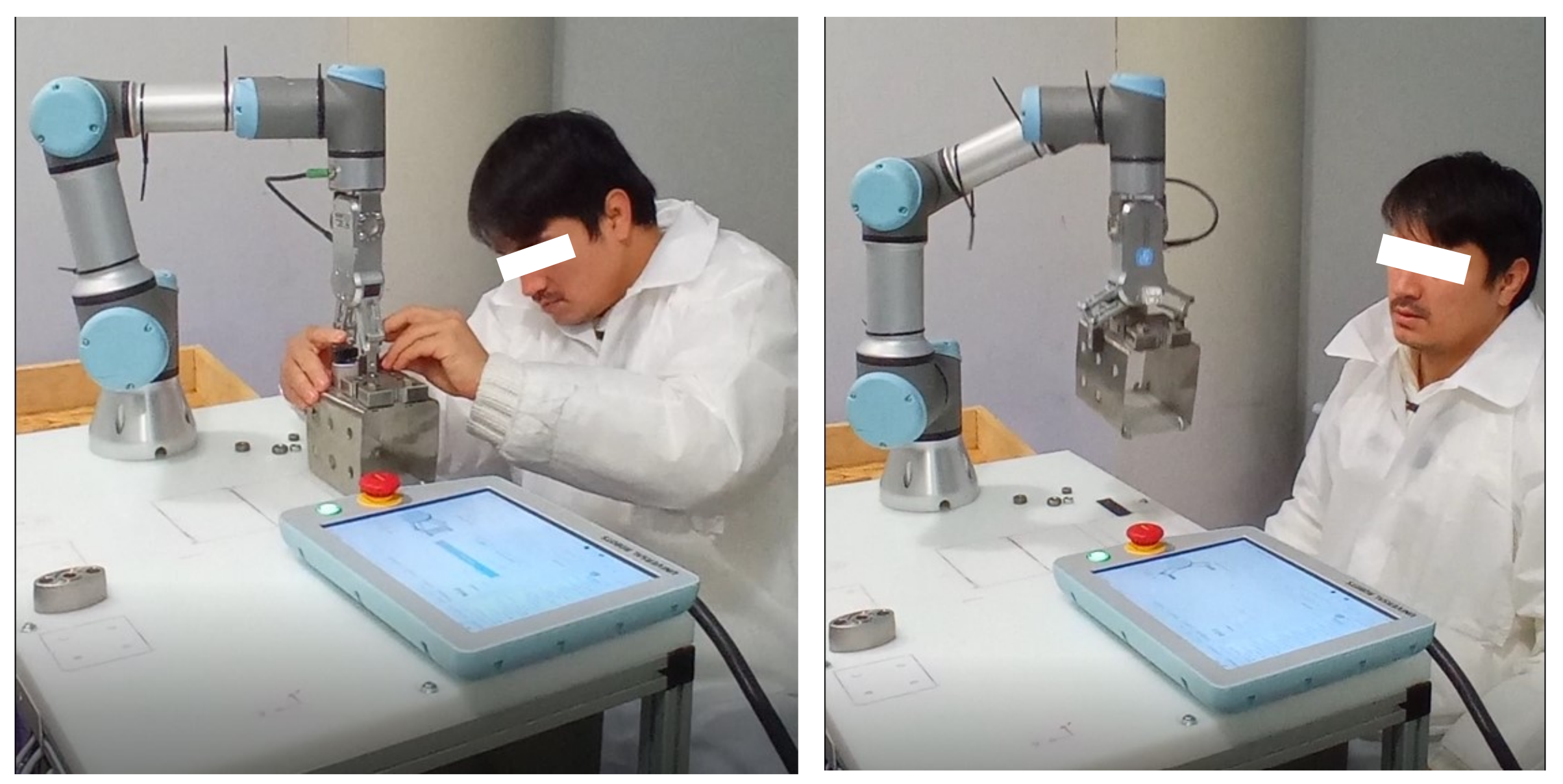
3.4. Description of the Case Study: Monitoring Cobot Arm Joints
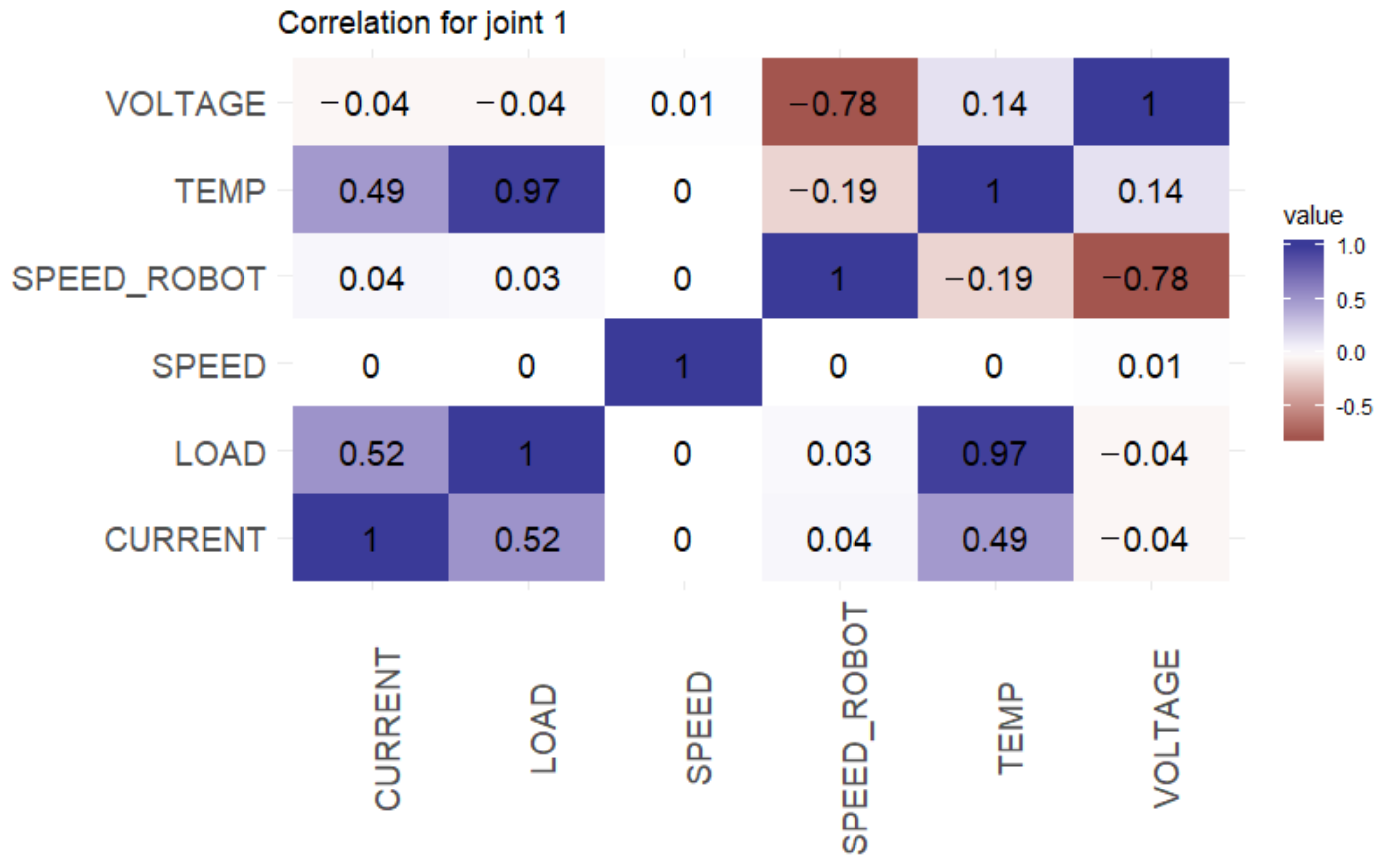
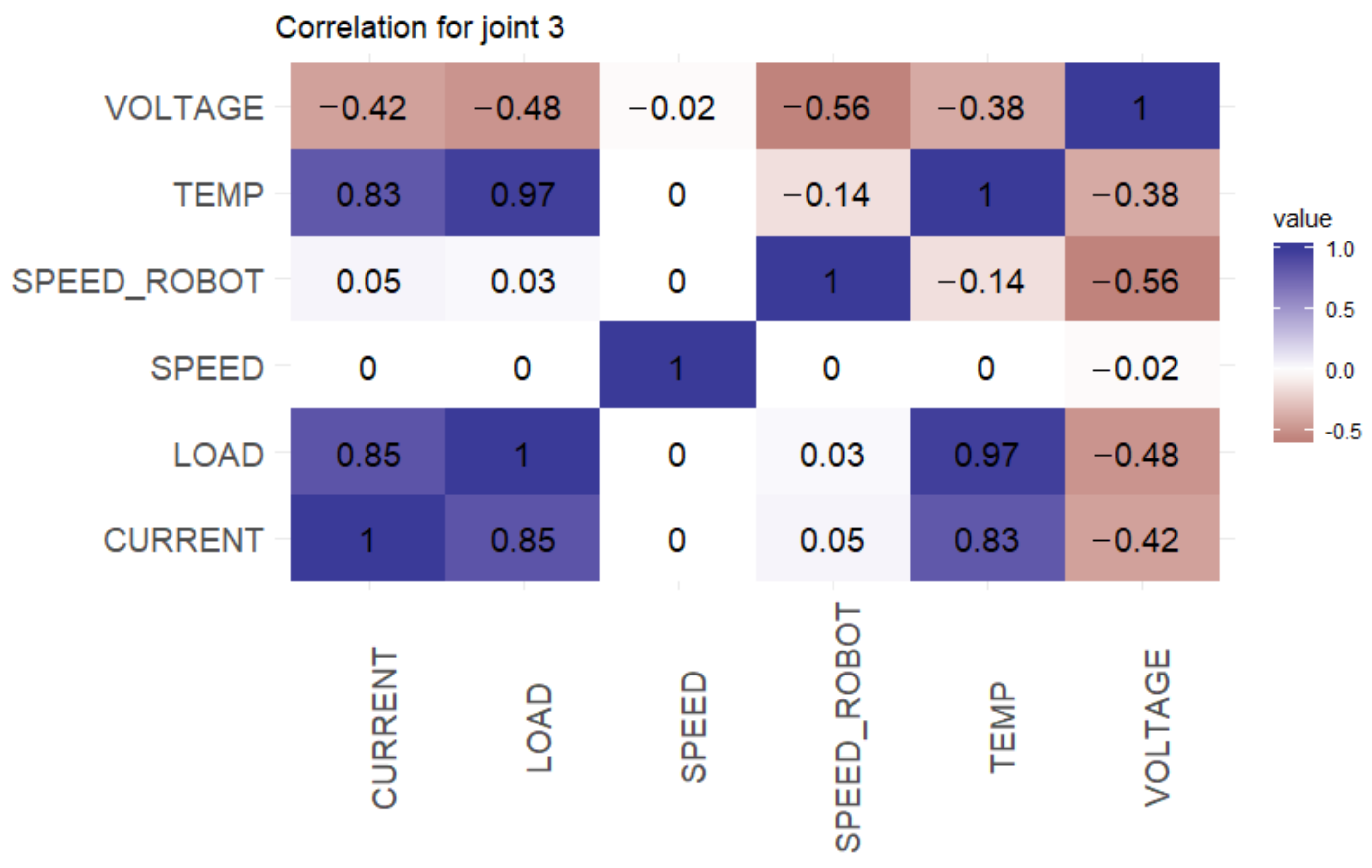
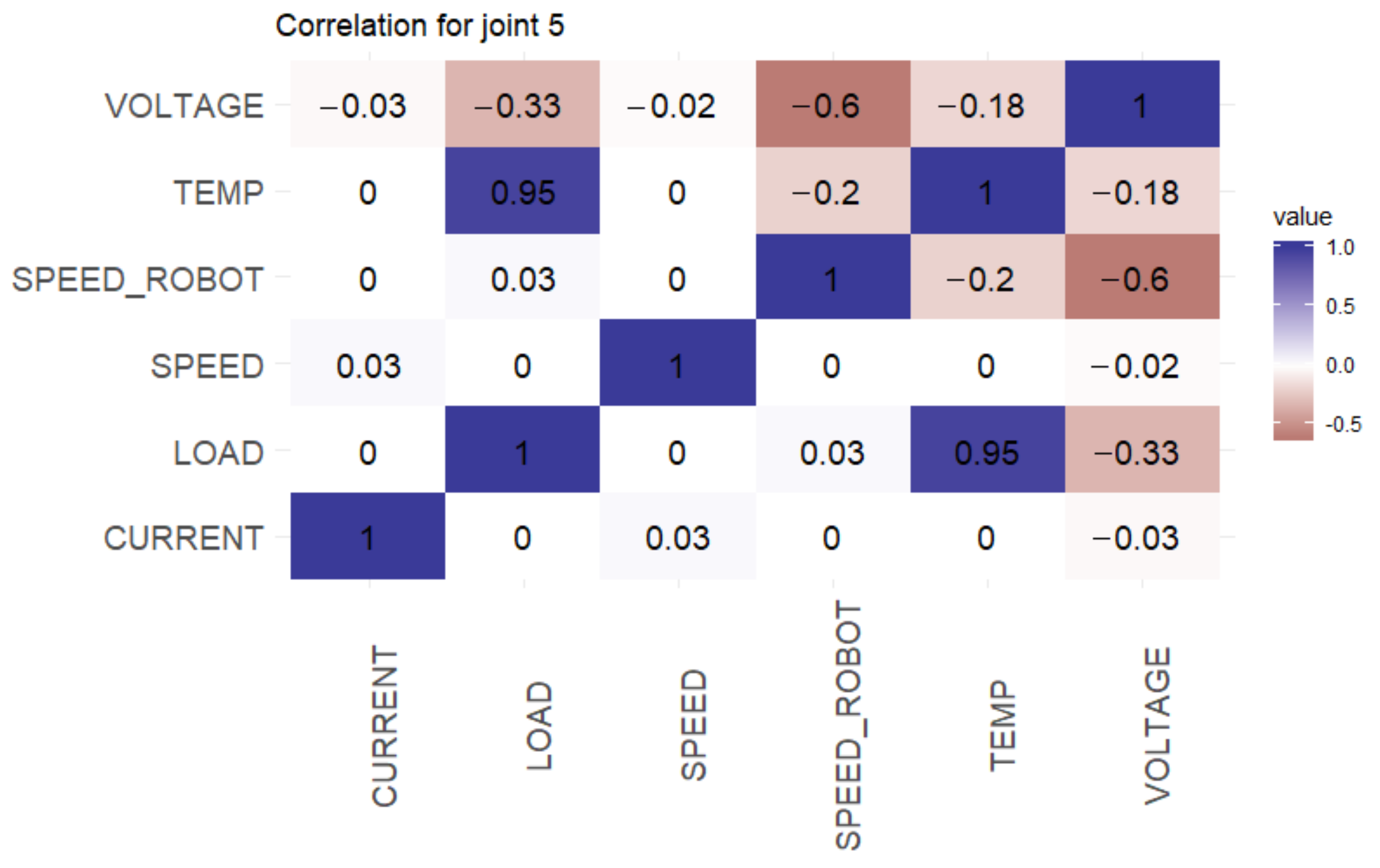
3.5. Correlation Analyses
4. Results and Discussions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aliev, K.; Antonelli, D. Analysis of Cooperative Industrial Task Execution by Mobile and Manipulator Robots. In Advances in Manufacturing II; Trojanowska, J., Ciszak, O., Machado, J.M., Pavlenko, I., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 248–260. [Google Scholar]
- Grigore, L.S.; Priescu, I.; Joita, D.; Oncioiu, I. The Integration of Collaborative Robot Systems and Their Environmental Impacts. Processes 2020, 8, 494. [Google Scholar] [CrossRef] [Green Version]
- Bortolini, M.; Ferrari, E.; Gamberi, M.; Pilati, F.; Faccio, M. Assembly system design in the Industry 4.0 era: A general framework. IFAC-PapersOnLine 2017, 50, 5700–5705. [Google Scholar] [CrossRef]
- Michalos, G.; Spiliotopoulos, J.; Makris, S.; Chryssolouris, G. A method for planning human robot shared tasks. CIRP J. Manuf. Sci. Technol. 2018, 22, 76–90. [Google Scholar] [CrossRef]
- Yang, C.; Sun, Y.; Ladubec, C.; Liu, Y. Developing Machine Learning-Based Models for Railway Inspection. Appl. Sci. 2020, 11, 13. [Google Scholar] [CrossRef]
- Cardoso, D.; Ferreira, L. Application of Predictive Maintenance Concepts Using Artificial Intelligence Tools. Appl. Sci. 2020, 11, 18. [Google Scholar] [CrossRef]
- Villani, V.; Pini, F.; Leali, F.; Secchi, C. Survey on human–robot collaboration in industrial settings: Safety, intuitive interfaces and applications. Mechatronics 2018, 55, 248–266. [Google Scholar] [CrossRef]
- Magrini, E.; Ferraguti, F.; Ronga, A.J.; Pini, F.; De Luca, A.; Leali, F. Human-robot coexistence and interaction in open industrial cells. Robot. Comput.-Integr. Manuf. 2020, 61, 101846. [Google Scholar] [CrossRef]
- ISO. Robots and Robotic Devices–Safety Requirements for Industrial Robots—Part 1: Robots; ISO: Geneva, Switzerland, 2011. [Google Scholar]
- ISO. ISO 10218-2: 2011. Robots and Robotic Devices—Safety Requirements for Industrial Robots–Part 2: Robot Systems and Integration (ISO 10218-2: 2011) Machinery; ISO: Geneva, Switzerland, 2011. [Google Scholar]
- ISO. TS 15066: 2016: Robots and Robotic Devices–Collaborative Robots; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- Scopus Database Scopus. Available online: www.scopus.com (accessed on 20 January 2021).
- Matheson, E.; Minto, R.; Zampieri, E.G.; Faccio, M.; Rosati, G. Human–Robot Collaboration in Manufacturing Applications: A Review. Robotics 2019, 8, 100. [Google Scholar] [CrossRef] [Green Version]
- Grahn, S.; Langbeck, B.; Johansen, K.; Backman, B. Potential Advantages Using Large Anthropomorphic Robots in Human-robot Collaborative, Hand Guided Assembly. Procedia CIRP 2016, 44, 281–286. [Google Scholar] [CrossRef] [Green Version]
- Michalos, G.; Makris, S.; Papakostas, N.; Mourtzis, D.; Chryssolouris, G. Automotive assembly technologies review: Challenges and outlook for a flexible and adaptive approach. CIRP J. Manuf. Sci. Technol. 2010, 2, 81–91. [Google Scholar] [CrossRef]
- Nguyen, M.T.; La, H.M.; Teague, K.A. Collaborative and compressed mobile sensing for data collection in distributed robotic networks. IEEE Trans. Control Netw. Syst. 2017, 5, 1729–1740. [Google Scholar] [CrossRef]
- Kirschner, D.; Schlotzhauer, A.; Brandstötter, M.; Hofbaur, M. Validation of relevant parameters of sensitive manipulators for human-robot collaboration. In International Conference on Robotics in Alpe-Adria Danube Region; Springer: Berlin, Germany, 2017; pp. 242–252. [Google Scholar]
- Aliev, K.; Antonelli, D.; Awouda, A.; Chiabert, P. Key Performance Indicators Integrating Collaborative and Mobile Robots in the Factory Networks. In Collaborative Networks and Digital Transformation; Camarinha-Matos, L.M., Afsarmanesh, H., Antonelli, D., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 635–642. [Google Scholar]
- Dagalakis, N.G.; Yoo, J.M.; Oeste, T. Human-robot collaboration dynamic impact testing and calibration instrument for disposable robot safety artifacts. Ind. Robot. Int. J. 2016, 43, 328–337. [Google Scholar] [CrossRef] [Green Version]
- Polygerinos, P.; Correll, N.; Morin, S.A.; Mosadegh, B.; Onal, C.D.; Petersen, K.; Cianchetti, M.; Tolley, M.T.; Shepherd, R.F. Soft robotics: Review of fluid-driven intrinsically soft devices; manufacturing, sensing, control, and applications in human-robot interaction. Adv. Eng. Mater. 2017, 19, 1700016. [Google Scholar] [CrossRef]
- Wang, Q.; Cheng, Y.; Jiao, W.; Johnson, M.T.; Zhang, Y. Virtual reality human-robot collaborative welding: A case study of weaving gas tungsten arc welding. J. Manuf. Process. 2019, 48, 210–217. [Google Scholar] [CrossRef]
- Antonelli, D.; Astanin, S. Qualification of a Collaborative Human-robot Welding Cell. Procedia CIRP 2016, 41, 352–357. [Google Scholar] [CrossRef] [Green Version]
- Antonelli, D.; Astanin, S. Enhancing the quality of manual spot welding through augmented reality assisted guidance. Procedia CIRP 2015, 33, 556–561. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.; Qiu, T.; Lin, T.; Wu, L.; Tian, J.; Lv, W.; Zhang, Y. Intelligent Technologies for Robotic Welding. In Robotic Welding, Intelligence and Automation; Tarn, T.J., Zhou, C., Chen, S.B., Eds.; Springer Berlin Heidelberg: Berlin/Heidelberg, Germany, 2004; pp. 123–143. [Google Scholar]
- Aliev, K.; Antonelli, D.; Bruno, G. Task-based Programming and Sequence Planning for Human-Robot Collaborative Assembly. IFAC-PapersOnLine 2019, 52, 1638–1643. [Google Scholar] [CrossRef]
- Ende, T.; Haddadin, S.; Parusel, S.; Wüsthoff, T.; Hassenzahl, M.; Albu-Schäffer, A. A human-centered approach to robot gesture based communication within collaborative working processes. In Proceedings of the 2011 IEEE/RSJ International Conference on Intelligent Robots and Systems, San Francisco, CA, USA, 25–30 September 2011; pp. 3367–3374. [Google Scholar] [CrossRef] [Green Version]
- Rosi, G.; Vignali, G.; Bottani, E. A Conceptual Framework for the Selection of an “Industry 4.0” Application to Enhance the Operators’ Safety: The Case of an Aseptic Bottling Line. In Proceedings of the 2018 IEEE International Conference on Engineering, Technology and Innovation (ICE/ITMC), Stuttgart, Germany, 17–20 June 2018; pp. 1–9. [Google Scholar] [CrossRef]
- Pini, F.; Leali, F. Human-robot collaborative reconfigurable platform for surface finishing processes. Procedia Manuf. 2019, 38, 76–83. [Google Scholar] [CrossRef]
- Hu, J.; Kabir, A.M.; Hartford, S.M.; Gupta, S.K.; Pagilla, P.R. Robotic deburring and chamfering of complex geometries in high-mix/low-volume production applications. In Proceedings of the2020 IEEE 16th International Conference on Automation Science and Engineering (CASE), Hong Kong, China, 20–21 August 2020; pp. 1155–1160. [Google Scholar] [CrossRef]
- Byner, C.; Matthias, B.; Ding, H. Dynamic speed and separation monitoring for collaborative robot applications–Concepts and performance. Robot. Comput.-Integr. Manuf. 2019, 58, 239–252. [Google Scholar] [CrossRef]
- Awouda, A.; Aliev, K.; Chiabert, P.; Antonelli, D. Practical Implementation of Industry 4.0 Based on Open Access Tools and Technologies. In Product Lifecycle Management in the Digital Twin Era; Fortin, C., Rivest, L., Bernard, A., Bouras, A., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 94–103. [Google Scholar]
- Khalid, A.; Kirisci, P.; Ghrairi, Z.; Thoben, K.D.; Pannek, J. A methodology to develop collaborative robotic cyber physical systems for production environments. Logist. Res. 2016, 9, 23. [Google Scholar] [CrossRef]
- RTDE Protocol Universal Robots. Available online: https://www.universal-robots.com/articles/ur/real-time-data-exchange-rtde-guide/ (accessed on 20 January 2021).
- MODBUS SERVER Universal Robots. Available online: https://www.universal-robots.com/articles/ur/modbus-server/ (accessed on 20 January 2021).
- García, S.; Luengo, J.; Herrera, F. Data Preprocessing in Data Mining; Springer: Berlin, Germany, 2015. [Google Scholar]
- Twala, B.; Cartwright, M. Ensemble missing data techniques for software effort prediction. Intell. Data Anal. 2010, 14, 299–331. [Google Scholar] [CrossRef]
- Myrtveit, I.; Stensrud, E.; Olsson, U.H. Analyzing data sets with missing data: An empirical evaluation of imputation methods and likelihood-based methods. IEEE Trans. Softw. Eng. 2001, 27, 999–1013. [Google Scholar] [CrossRef] [Green Version]
- Al Shalabi, L.; Shaaban, Z.; Kasasbeh, B. Data mining: A preprocessing engine. J. Comput. Sci. 2006, 2, 735–739. [Google Scholar] [CrossRef] [Green Version]
- Kuhn, M.; Johnson, K. Applied Predictive Modeling; Springer: Berlin, Germany, 2013; Volume 26. [Google Scholar]
- Daoud, J.I. Multicollinearity and regression analysis. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2017; Volume 949, p. 012009. [Google Scholar]
- Liu, H.; Motoda, H. Feature transformation and subset selection. IEEE Intell. Syst. Their Appl. 1998, 13, 26–28. [Google Scholar]
- Gareth, J.; Daniela, W.; Trevor, H.; Robert, T. An Introduction to Statistical Learning: With Applications in R; Spinger: Berlin, Germany, 2013. [Google Scholar]
- H2O 3 H2O.ai. Available online: https://docs.h2o.ai/h2o/latest-stable/h2o-docs/welcome.html# (accessed on 8 February 2021).
- Halvari, T.; Nurminen, J.K.; Mikkonen, T. Testing the Robustness of AutoML Systems. arXiv 2020, arXiv:2005.02649. [Google Scholar]
- Feurer, M.; Klein, A.; Eggensperger, K.; Springenberg, J.; Blum, M.; Hutter, F. Efficient and robust automated machine learning. In Advances in Neural Information Processing Systems; MIT Press: Cambridge, MA, USA, 2015; pp. 2962–2970. [Google Scholar]
- Olson, R.S.; Moore, J.H. TPOT: A tree-based pipeline optimization tool for automating machine learning. In Proceedings of the Workshop on Automatic Machine Learning, PMLR, New York, NY, USA, 24 June 2016; pp. 66–74. [Google Scholar]
- Jin, H.; Song, Q.; Hu, X. Auto-keras: An efficient neural architecture search system. In Proceedings of the 25th ACM SIGKDD International Conference on Knowledge Discovery & Data Mining, Anchorage, AK, USA, 4–8 August 2019; pp. 1946–1956. [Google Scholar]
- LeDell, E.; Poirier, S. H2o automl: Scalable automatic machine learning. In Proceedings of the AutoML Workshop at ICML, Nashville, TN, USA, 8–12 July 2020; Volume 2020. [Google Scholar]
- Milutinovic, M.; Schoenfeld, B.; Martinez-Garcia, D.; Ray, S.; Shah, S.; Yan, D. On evaluation of automl systems. In Proceedings of the ICML Workshop on Automatic Machine Learning, Tahoe City, CA, USA, 17–18 July 2020. [Google Scholar]
- Feurer, M.; Klein, A.; Eggensperger, K.; Springenberg, J.T.; Blum, M.; Hutter, F. Auto-sklearn: Efficient and robust automated machine learning. In Automated Machine Learning; Springer: Cham, Switzerland, 2019; pp. 113–134. [Google Scholar]
- Kotthoff, L.; Thornton, C.; Hoos, H.H.; Hutter, F.; Leyton-Brown, K. Auto-WEKA 2.0: Automatic model selection and hyperparameter optimization in WEKA. J. Mach. Learn. Res. 2017, 18, 826–830. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| HRC Applications | Deployed Tasks | Important Parameters for HRC |
|---|---|---|
| Assembly | HRC assembly in a shared workspace [25] | End-effector force; |
| Manual guidance collaborative assembly [14] | Payload monitoring; | |
| HRC integrated automotive assembly [15] | Robot Temperature; Joint Speed; | |
| Handling | Hazardous material handling [26] | End-effector force; |
| Aseptic bottling using AR [27] | Joint position and orientation; | |
| Collaborative surface polishing, sanding [28,29] | Robot Force; Joint Speed; | |
| Collaborative robot injection and moulding [30] | Speed and separation monitoring | |
| Welding | Virtual reality HRC welding [21] | Torque/force sensors; Temperatures; |
| HRC Welding Cell [22] | Position and orientation accuracy; | |
| Spot welding manual guidance using AR [23] | Robot Temperature; Joint Speed; |
| Metrics | Description | Formulation |
|---|---|---|
| Residual Standard Error (RSE) | The Residual Standard Error is a measure of the quality of a linear regression fit. | |
| R squared is the square of the Pearson correlation coefficient between the labels and the predicted values. This metric ranges from zero to one. A higher value indicates a higher quality model. | ||
| Adjusted | This measures the proportion of variation explained by only those independent variables that really help to explain the dependent variable. In the equation, where -sample R-square; p-Number of predictors; N-total sample size | |
| F-score | This makes it possible to compute the variance of the dependant variable, the simpler model is not able to explain as much as the complex model. In the equation and are parameters of two models | |
| p-value | This is a statistical test that determines the probability of extreme results of the statistical hypothesis test, and which takes the Null Hypothesis to be correct. |
| Metrics | Description of the Metrics |
|---|---|
| AUC PR | The area under the precision-recall (PR) curve. This value ranges from zero to one, and a higher value indicates a higher-quality model. |
| AUC ROC | The area under the receiver operating characteristic (ROC) curve. This ranges from zero to one, and a higher value indicates a higherquality model. |
| Accuracy | The fraction of classification predictions produced by the model that were correct. |
| Log loss | The cross-entropy between the model predictions and the target values. This ranges from zero to infinity, and a lower value indicates a higher-quality model. |
| RMSE | The root-mean-square error metric is a frequently used measure of the differences between the values predicted by a model, or an estimator, and the observed values. This metric ranges from zero to infinity; a lower value indicates a higher quality model. |
| MSE | This is an estimator that measures the average of the squares of the errors, that is, the average squared difference between the estimated values and the actual values |
| Feature importance | AutoML generates tables that indicate how much each feature impacts a specific model. The values are provided as a percentage of each feature: the higher the percentage is, the more that feature impacts model training. |
| Experimental Setups | Res. Std. Err. | Multiple R-Squared | Adjusted R-Squared | F-Statistic | p-Value |
|---|---|---|---|---|---|
| UR3 with all the data | 1.865 | 0.9529 | 0.9346 | 52.02 | <1.163 × 10 |
| UR3 with the Max.Load | 0.1422 | 0.9152 | 0.9151 | 3.347 × 10 | <2.2 × 10 |
| UR3 with the Medium Load | 0.364 | 0.1571 | 0.1569 | 578.3 | <2.2 × 10 |
| UR3 with the Min. Load | 0.3832 | 0.3952 | 0.395 | 2027 | <2.2 × 10 |
| Input Variables | Estimate | Std. Error | t Value | Pr(>|t|) |
|---|---|---|---|---|
| Intercept | 1.195 × 10 | 1.375 × 10 | 0.869 | <0.396248 |
| LOAD | 1.208 × 10 | 1.041 × 10 | 11.611 | 8.56 × 10 |
| JOINT_0 | 1.534 × 10 | 2.694 × 10 | 5.693 | 2.13 × 10 |
| SPEED_ROBOT | −6.107 × 10 | 1.411 × 10 | −4.327 | 0.000406 |
| TIME | −7.458 × 10 | 8.761 × 10 | −0.851 | 0.405837 |
| CURRENT | 5.800 × 10 | 2.902 × 10 | 1.999 | 0.060971 |
| VOLTAGE | 1.048 × 10 | 2.652 × 10 | 0.395 | 0.697487 |
| POWER | −4.051 × 10 | 2.063 × 10 | −1.964 | 0.065163 |
| Model_id | AUC | logloss | aucpr | rmse | mse |
|---|---|---|---|---|---|
| GBM_1_AutoML_20201030_160448 | 0.982 | 0.052 | 0.921 | 0.109 | 0.012 |
| GBM_grid__1_AutoML_20201030_160448_model_3 | 0.979 | 0.055 | 0.913 | 0.112 | 0.012 |
| XRT_1_AutoML_20201030_160448 | 0.979 | 0.055 | 0.927 | 0.106 | 0.011 |
| DRF_1_AutoML_20201030_160448 | 0.979 | 0.059 | 0.927 | 0.105 | 0.011 |
| DeepLearning_grid__2_AutoML_20201030_160448_model_1 | 0.913 | 0.107 | 0.766 | 0.150 | 0.022 |
| DeepLearning_grid__1_AutoML_20201030_160448_model_1 | 0.907 | 0.141 | 0.749 | 0.152 | 0.023 |
| DeepLearning_grid__3_AutoML_20201030_160448_model_1 | 0.904 | 0.120 | 0.754 | 0.151 | 0.023 |
| DeepLearning_1_AutoML_20201030_160448 | 0.883 | 0.116 | 0.744 | 0.153 | 0.023 |
| GLM_1_AutoML_20201030_160448 | 0.835 | 0.114 | 0.687 | 0.153 | 0.023 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aliev, K.; Antonelli, D. Proposal of a Monitoring System for Collaborative Robots to Predict Outages and to Assess Reliability Factors Exploiting Machine Learning. Appl. Sci. 2021, 11, 1621. https://doi.org/10.3390/app11041621
Aliev K, Antonelli D. Proposal of a Monitoring System for Collaborative Robots to Predict Outages and to Assess Reliability Factors Exploiting Machine Learning. Applied Sciences. 2021; 11(4):1621. https://doi.org/10.3390/app11041621
Chicago/Turabian StyleAliev, Khurshid, and Dario Antonelli. 2021. "Proposal of a Monitoring System for Collaborative Robots to Predict Outages and to Assess Reliability Factors Exploiting Machine Learning" Applied Sciences 11, no. 4: 1621. https://doi.org/10.3390/app11041621
APA StyleAliev, K., & Antonelli, D. (2021). Proposal of a Monitoring System for Collaborative Robots to Predict Outages and to Assess Reliability Factors Exploiting Machine Learning. Applied Sciences, 11(4), 1621. https://doi.org/10.3390/app11041621