
Conventional Selection of Mechanical Fasteners for Flat Belts

 ,
,  ,
,
Abstract
:1. Introduction
2. Solution Overview
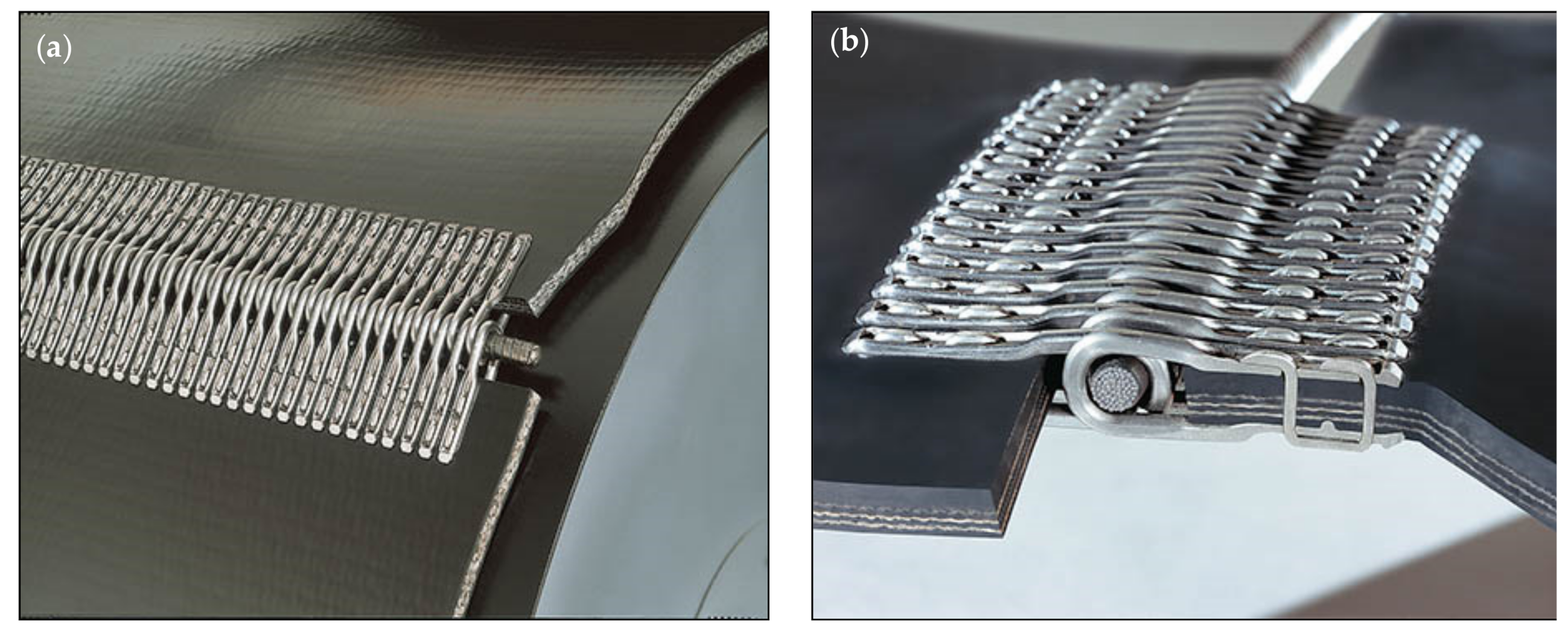
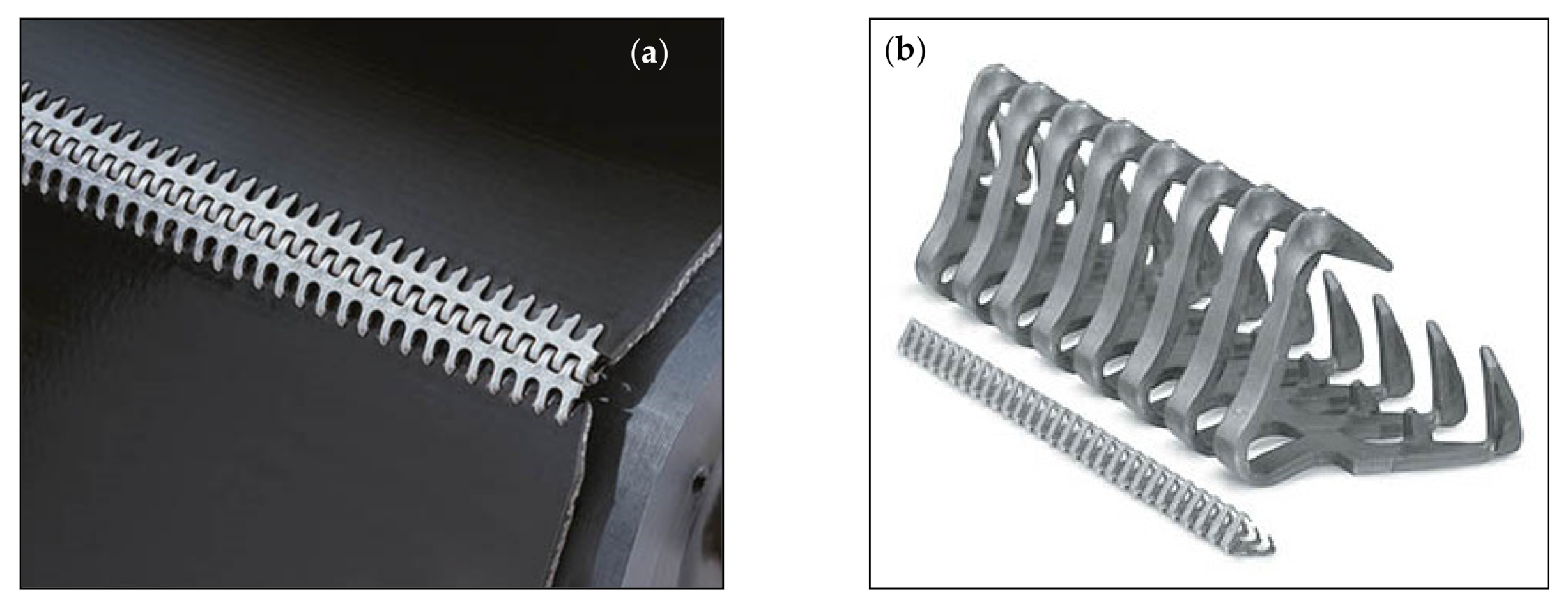
2.1. Hinge Fastener with a Patch Welded to a Monolithic Belt
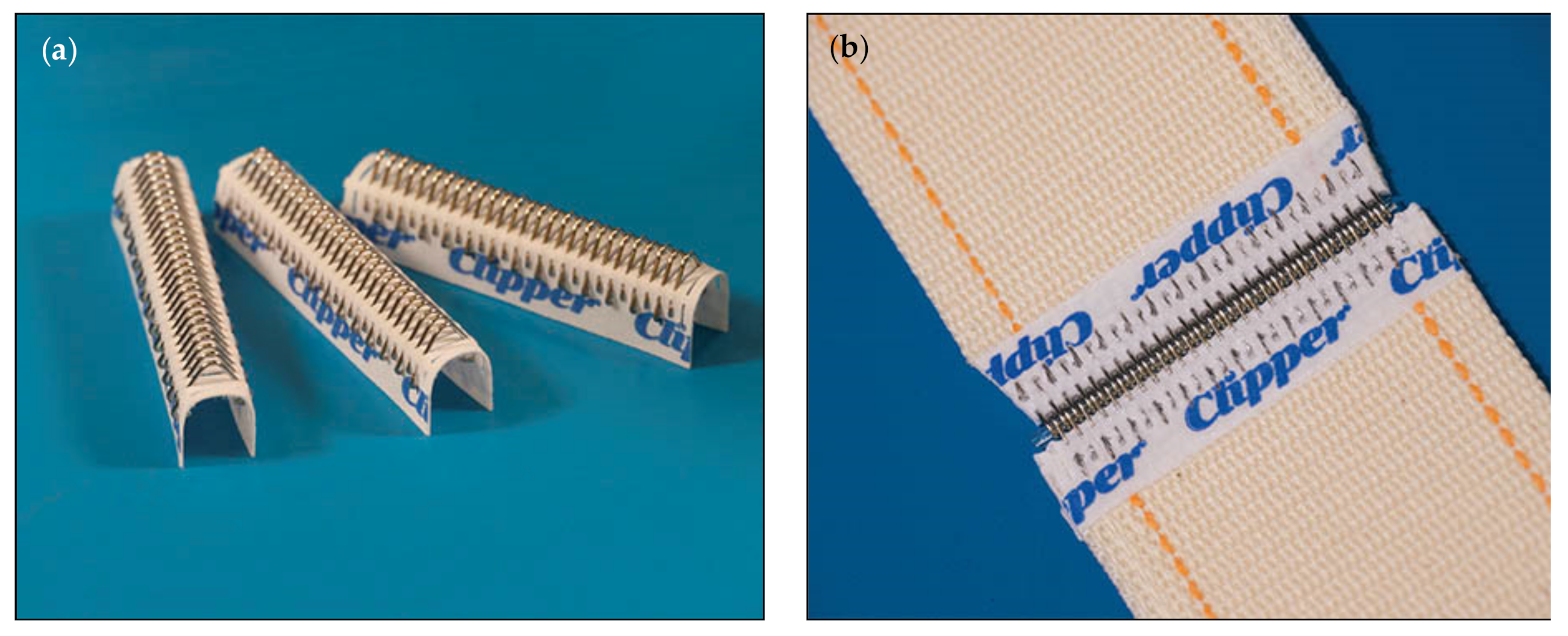
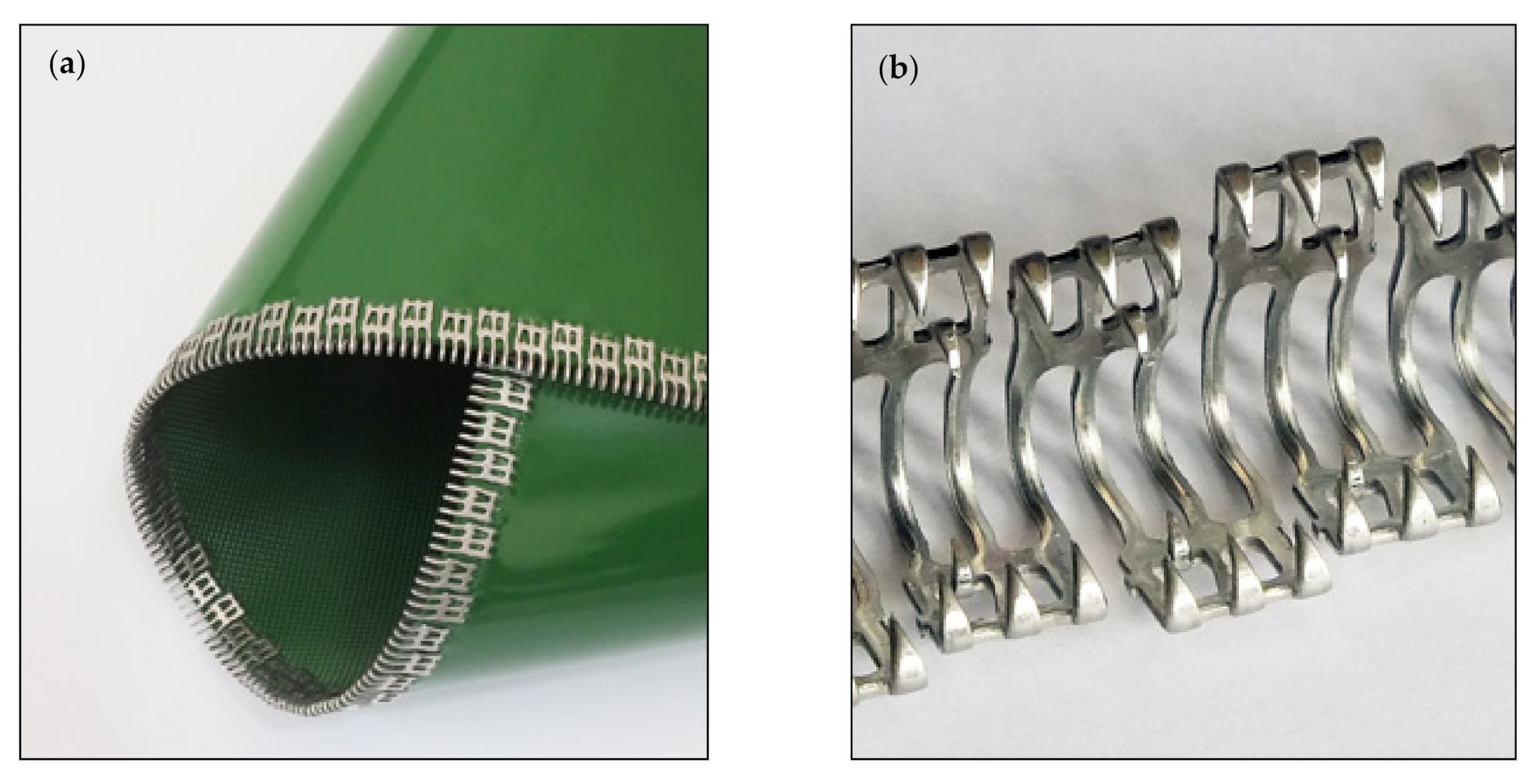
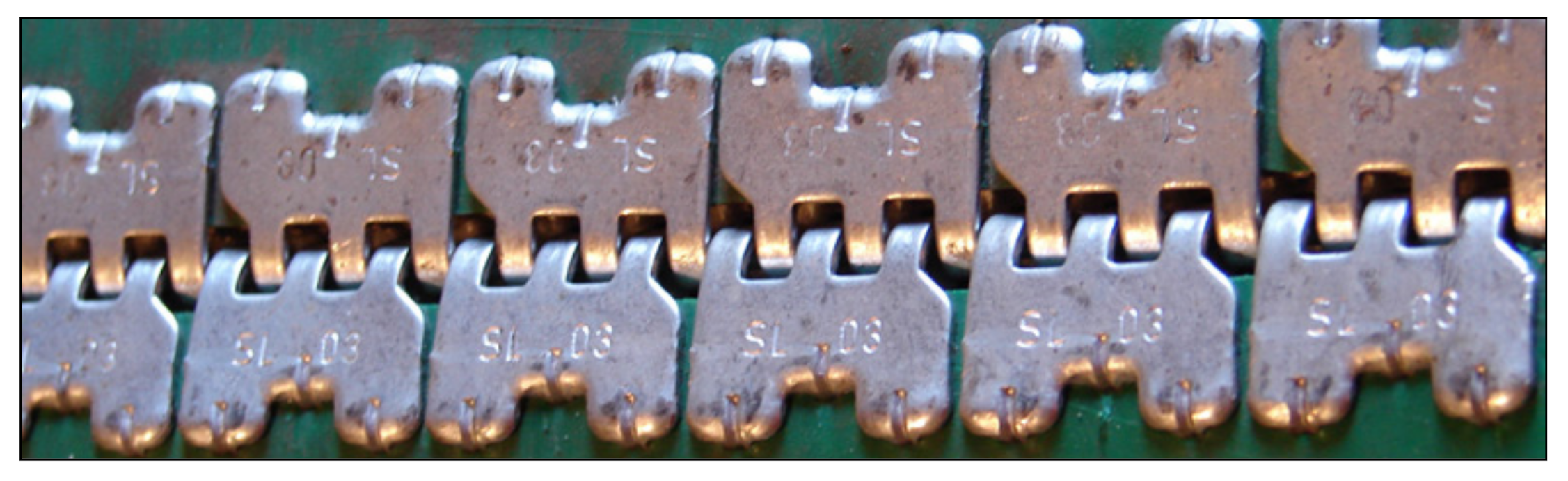
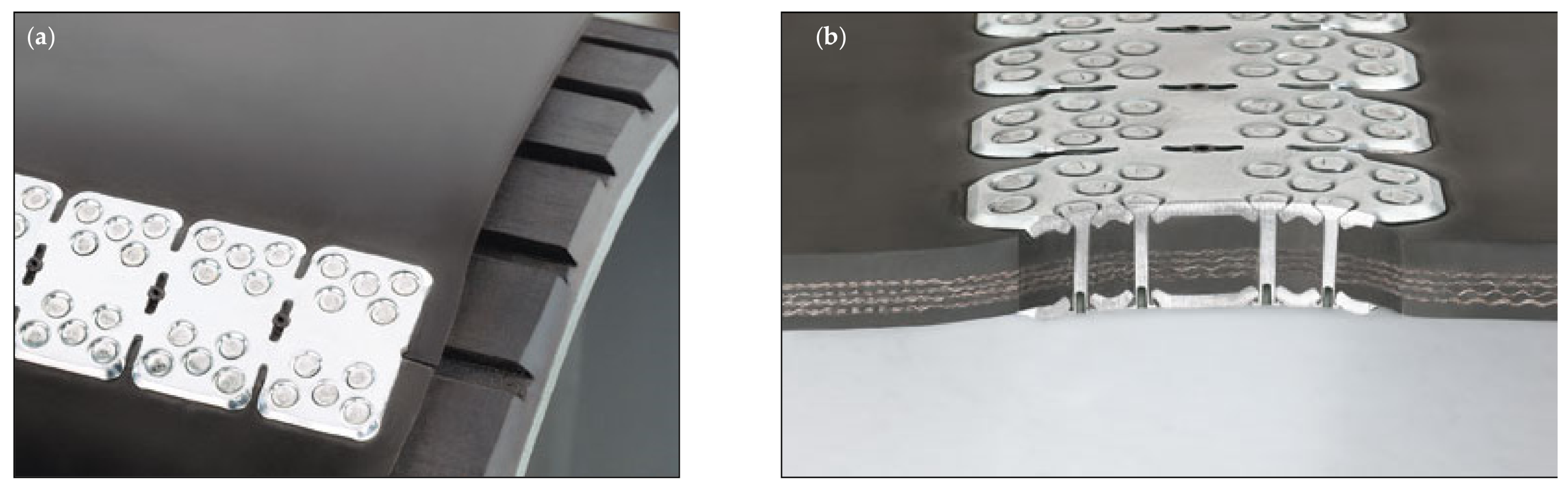
2.2. Hinge Plate Fastener with Staples Attachment Method
2.3. Hinge Fastener with Rivets Attachment Method
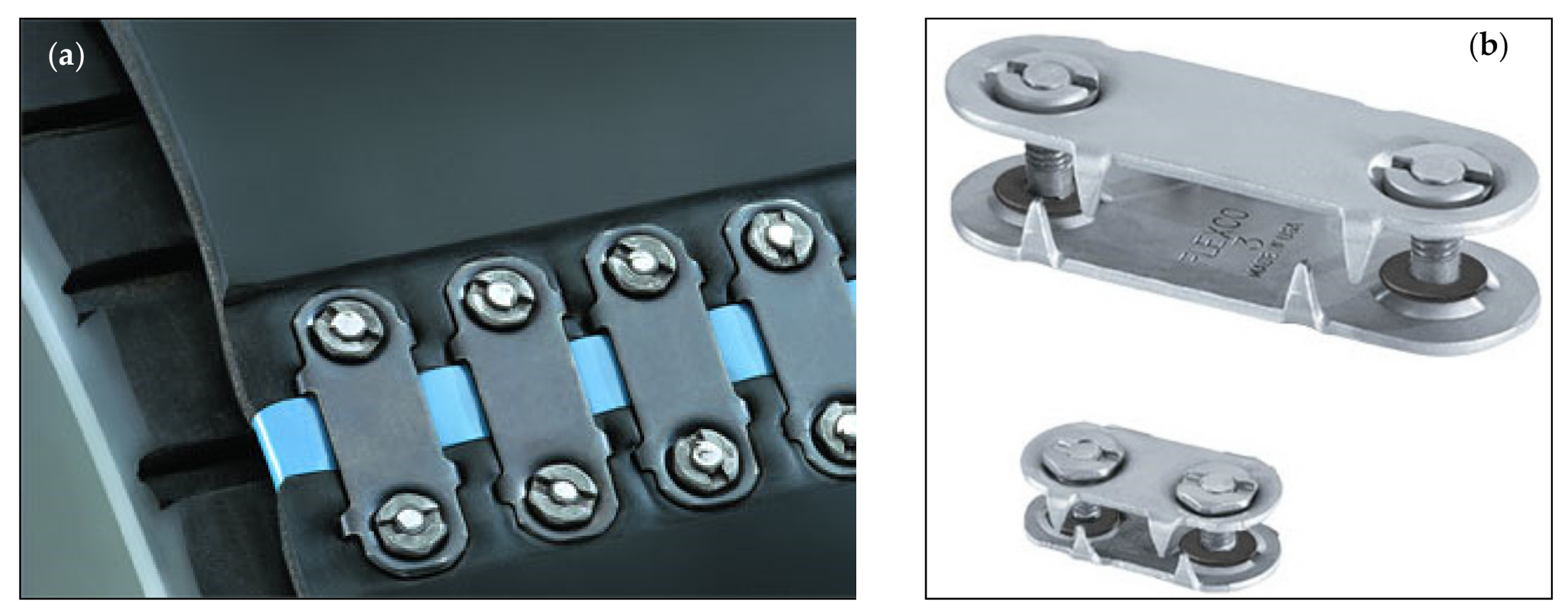
2.4. Fastener with Bolts/Screws Attachment Method
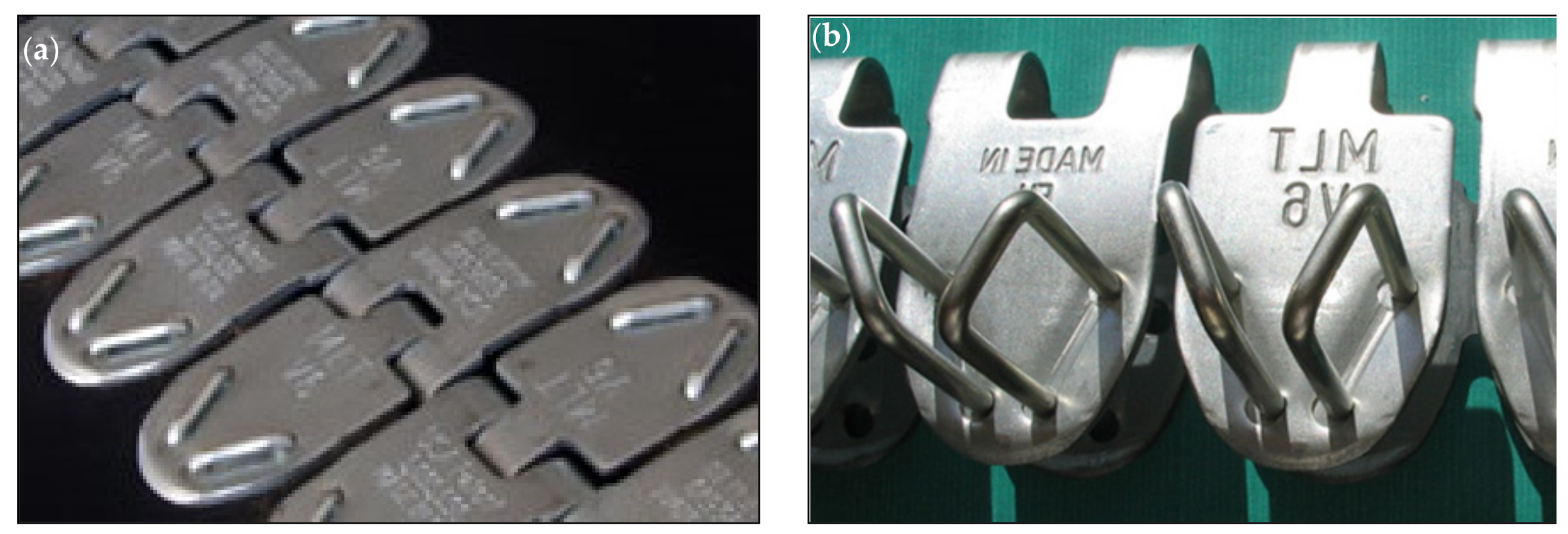
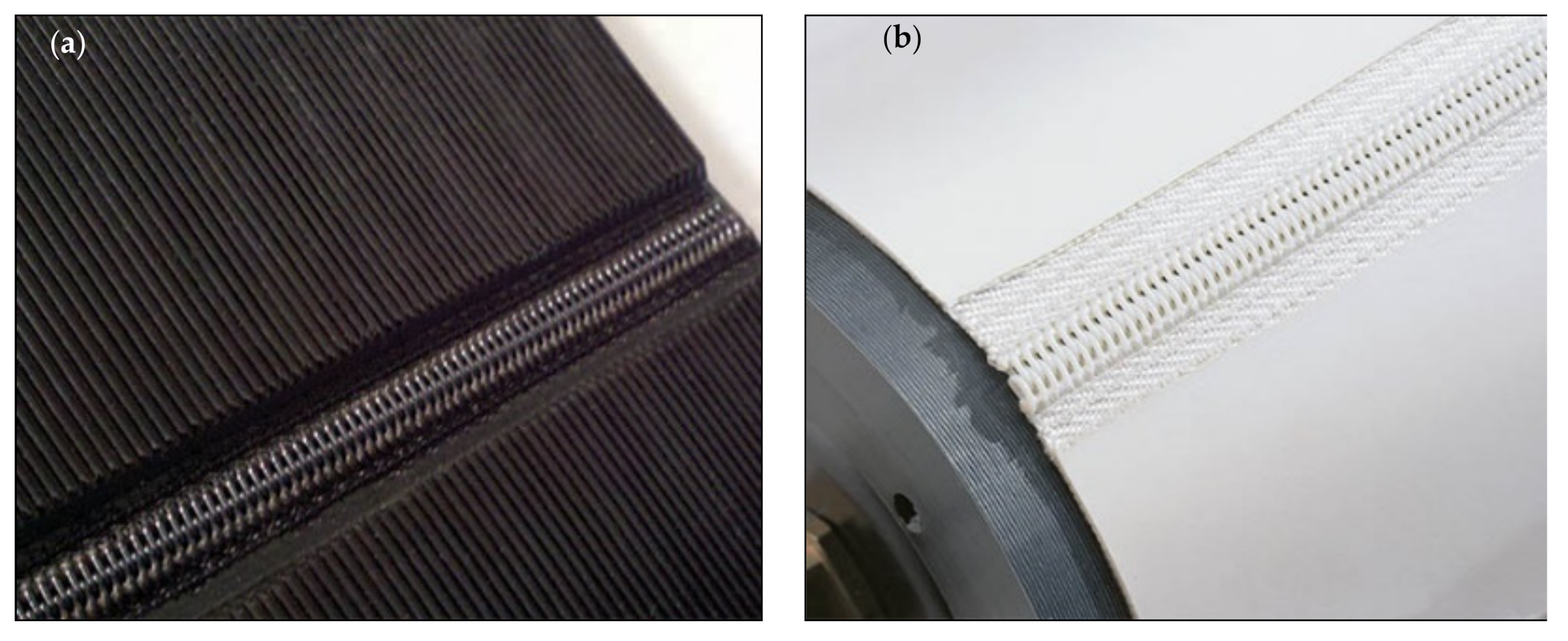
2.5. Wire Hook Fastener
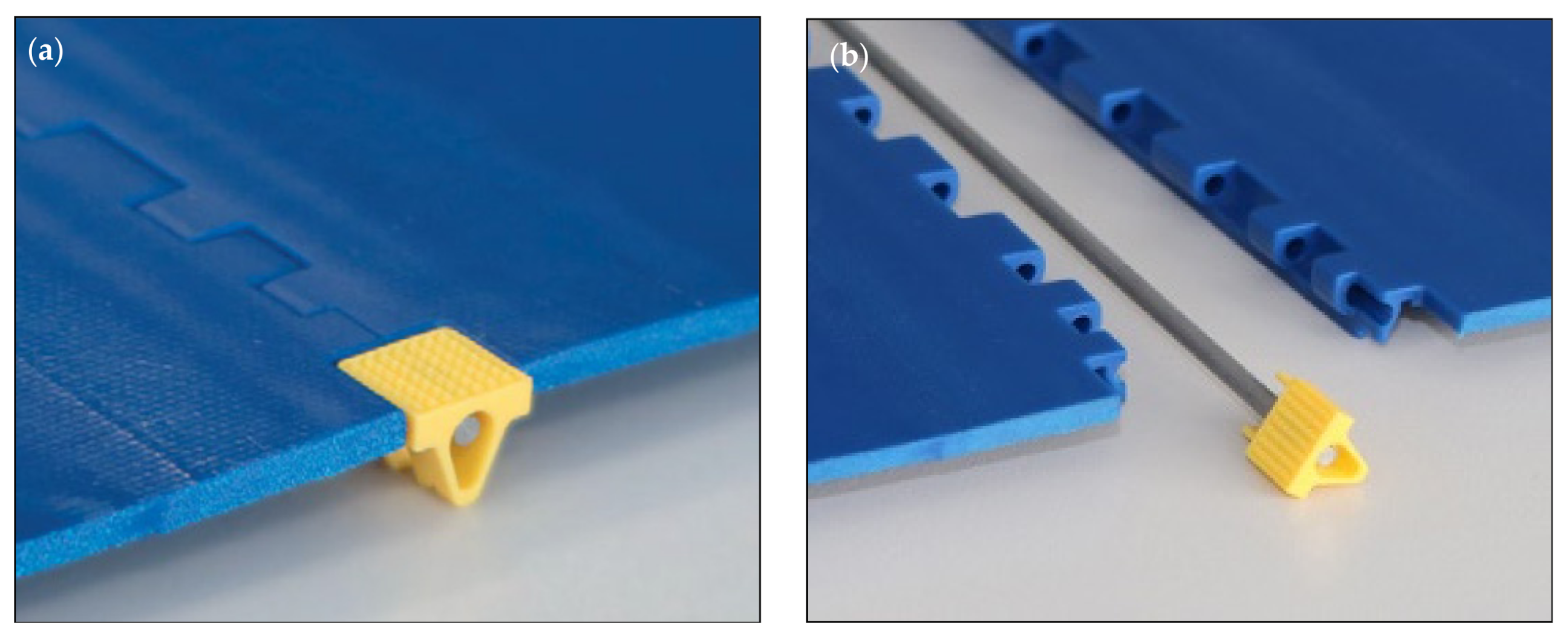
2.6. Metal Fastener with Legs or Clamp
2.7. Detachable Sewn Fastener
2.8. Solid Fastener with Rivets Attachment Method
2.9. Solid Fastener with Bolts/Screws Attachment Method
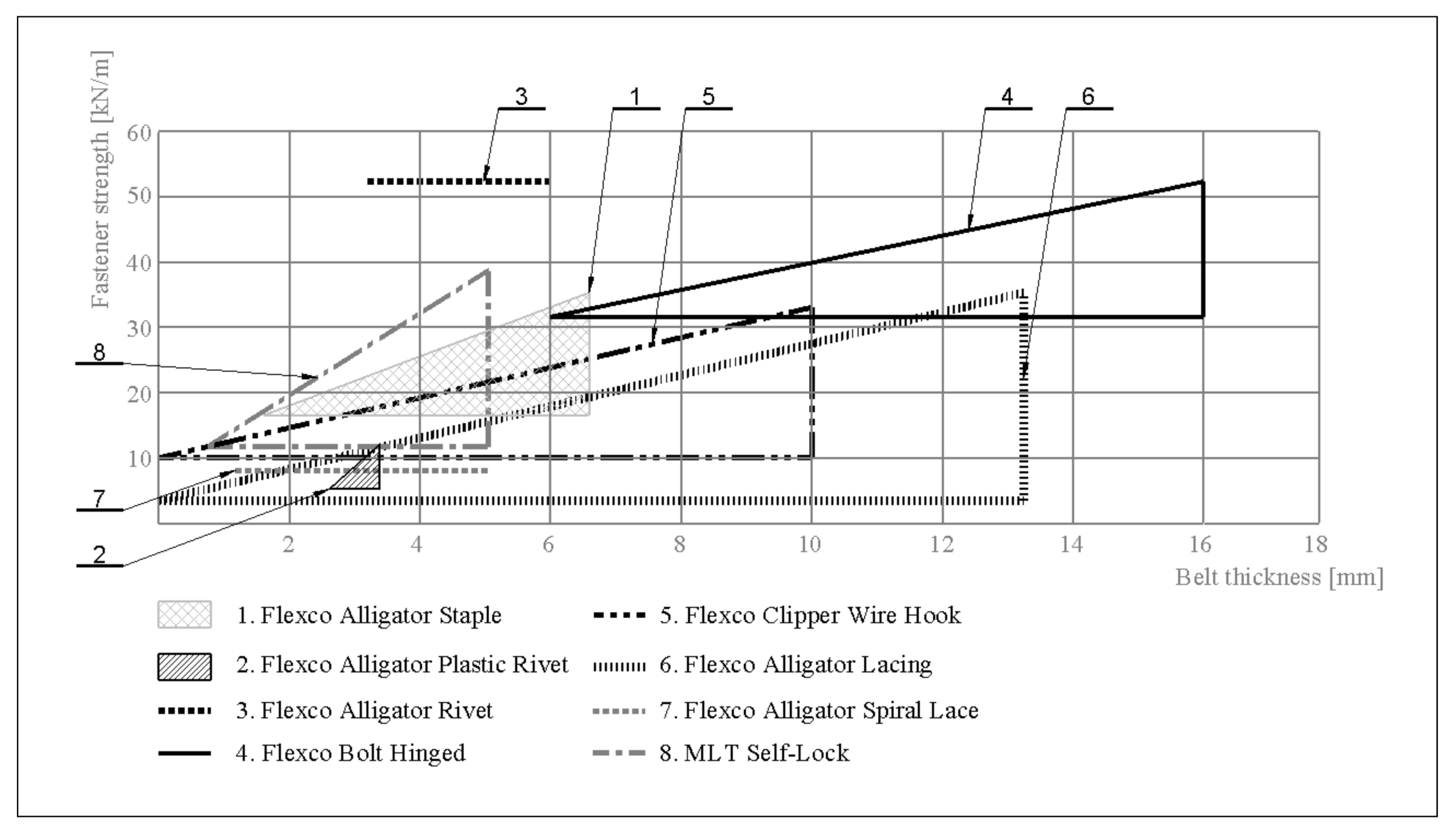
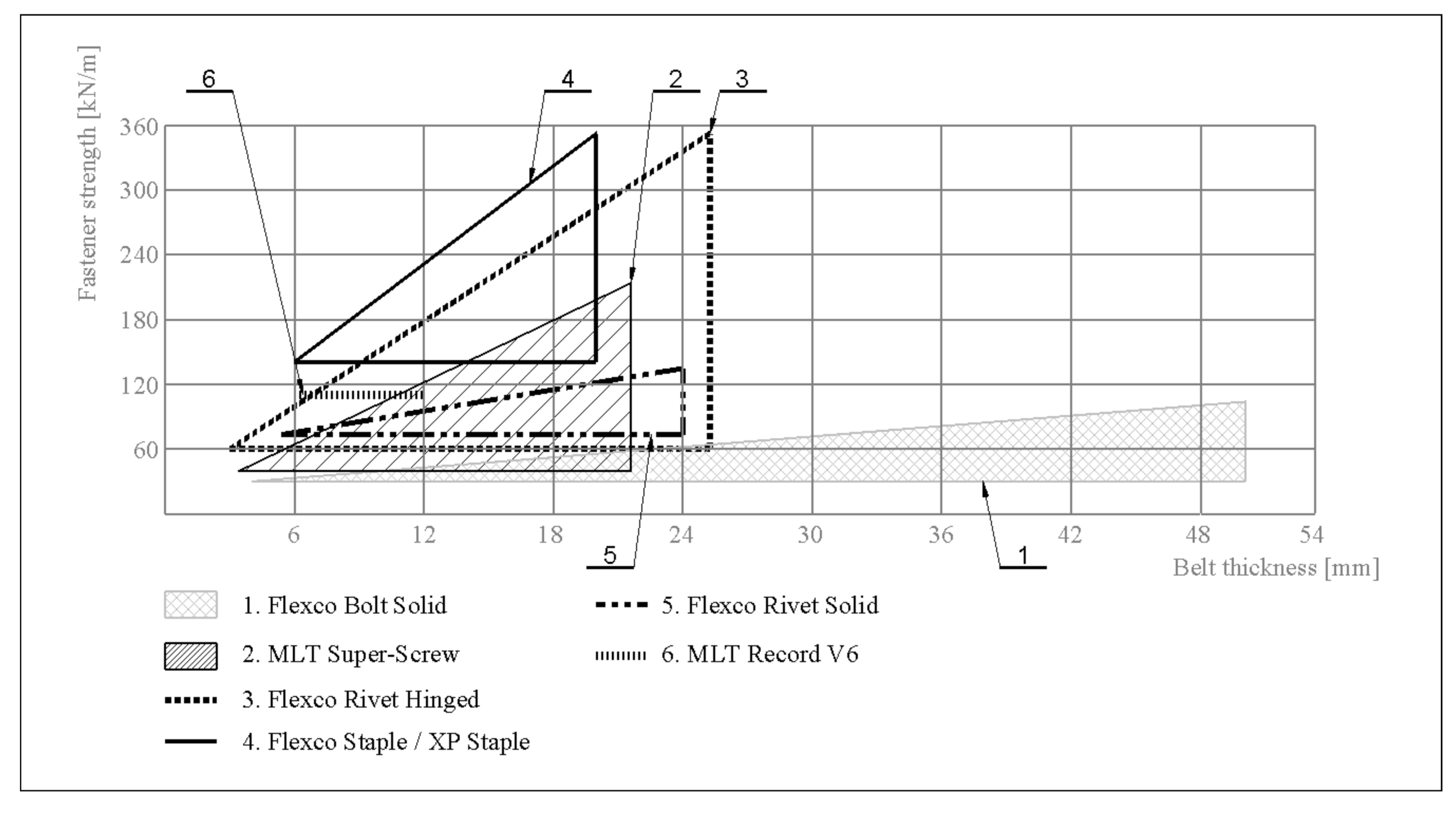
3. Summary
- Material: metal (mainly steel, but also light metals, such as titanium), non-metal (plastic, rubber).
- Separable and non-separable.
- Complexity: monolithic (uniform), several partial, with intermediate elements.
- The method of integration with the belt (clamp form): teeth, legs, claws, spikes, hooks, screws, bolts, rivets, weld, pins, staples, nails, spiral lacing
- Clamp pattern (selected): staples in a horizontal pattern, staples in a diagonal pattern, staples in a V-pattern, meander pattern, multi-row pattern, etc.
- Belt preparation: with a one-sided initial skiving (material loss in the thickness of the belt), with a double-sided initial skiving, cutting the belt widthwise, cutting the belt diagonally (at a specific angle), form cut, pre-drilling, preliminary puncturing, etc.
- Number of fasteners: number of bolts, number of rivets, number of staples, etc.
- Effect of joint height on roll integrity and with e.g., scraper: low profile joints, normal joints, high profile joints, joints compatible with the belt thickness.
- Complexity of connection techniques: only mechanical, hybrid (mechanical connection with any other, e.g., glued).
- Surface contact with the belt (contact area of the contact surfaces of the joints with the top and bottom layers of the belt).
- Type of belt penetration: material damage (puncture e.g., when riveting or screwing in screws), elastic/plastic deformation (e.g., by clamping the belt from shaped hooks).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Goździecki, M.; Świątkiewicz, H. Przenośniki; Wydawnictwa Naukowo-Techniczne: Warszawa, Poland, 1979; ISBN 83-204-0081-3. [Google Scholar]
- Domek, G.; Wilczyński, M.; Woźniak, T. Application of flat belts in advanced machine constructions. Mechanik 2017, 90, 1048–1050. [Google Scholar] [CrossRef] [Green Version]
- Guzha, E.D.; Romanenko, V.A.; Skorokhod, M.A. Simulation and histogram modeling of conveyor systems. In IOP Conference Series: Materials Science and Engineering, Mechanical and Automation Engineering for Industry 2020; MIP: Engineering-2020; IOP Publishing: Bristol, UK, 2020; Volume 862, p. 032008. [Google Scholar] [CrossRef]
- Kawalec, W.; Suchorab, N.; Konieczna-Fuławska, M.; Król, R. Specific Energy Consumption of a Belt Conveyor System in a Continuous Surface Mine. Energies 2020, 13, 5214. [Google Scholar] [CrossRef]
- Kozhushko, G.G.; Yampolsky, D.A.; Lukashuk, M.D. Analysis of forced vibrations of conveyor belts. In IOP Conference Series: Materials Science and Engineering, International Conference on Modern Trends in Manufacturing Technologies and Equipment 2020; ICMTMTE; IOP Publishing: Bristol, UK, 2020; Volume 709, p. 033022. [Google Scholar] [CrossRef]
- Rudawska, A.; Madlenák, R.; Madlenáková, L.; Droździel, P. Investigation of the Effect of Operational Factors on Conveyor Belt Mechanical Properties. Appl. Sci. 2020, 10, 4201. [Google Scholar] [CrossRef]
- Pihnastyi, O.; Khodusov, V. Neural model of conveyor type transport system. In CEUR Workshop Proceedings; 2020; Available online: https://www.researchgate.net/publication/342667146_Neural_model_of_conveyor_type_transport_system (accessed on 12 December 2020).
- Boslovyak, P.V.; Lagerev, A. Optimization of the conveyor transport cost. IFAC-PapersOnLine 2019, 52, 397–402. [Google Scholar] [CrossRef]
- Wheatley, G. Design of a Conveyor Belt Turning Frame. In Industrial Engineering & Management; 2018; Volume 7, ISSN 2169-0316. Available online: https://www.researchgate.net/publication/339615559_design-of-a-conveyor-belt-turning-frame (accessed on 12 December 2020). [CrossRef]
- Wojtkowiak, D.; Talaśka, K.; Malujda, I.; Domek, G. Estimation of the perforation force for polymer composite conveyor belts taking into consideration the shape of the piercing punch. Int. J. Adv. Manuf. Technol. 2018, 98, 2539–2561. [Google Scholar] [CrossRef] [Green Version]
- Wojtkowiak, D.; Talaśka, K. Determination of the effective geometrical features of the piercing punch for polymer composite belts. Int. J. Adv. Manuf. Technol. 2019, 104, 315–332. [Google Scholar] [CrossRef] [Green Version]
- Wojtkowiak, D.; Talaśka, K.; Wilczyński, D. Evaluation of the belt punching process efficiency based on the resistance force of the compressed material. Int. J. Adv. Manuf. Technol. 2020, 110, 717–727. [Google Scholar] [CrossRef]
- Ahad, N.A. A Recent blend of thermoplastic polyurethane (TPU), Conference Paper in IOP Conference Series Materials Science and Engineering. In Proceedings of the IOP Conference Series: Materials Science and Engineering, International Conference on Sustainable Materials (ICoSM 2020), Pahang, Malaysia, 30 March 2020. [Google Scholar] [CrossRef]
- Xu, T.; Shen, W.; Lin, X.; Xie, Y.M. Mechanical Properties of Additively Manufactured Thermoplastic Polyurethane (TPU) Material Affected by Various Processing Parameters. Polymers 2020, 12, 3010. [Google Scholar] [CrossRef] [PubMed]
- Wojtkowiak, D.; Talaśka, K.; Malujda, I.; Domek, G. Vacuum conveyor belts perforation—methods, materials and problems. Mechanik 2017, 90, 1138–1142. [Google Scholar] [CrossRef] [Green Version]
- Romanchev, I.O. The mathematical model of the belt conveyor. In Proceedings of the IOP Conference Series: Materials Science and Engineering, International Conference on Mechanical Engineering, Automation and Control Systems 2018, Novosibirsk, Russia, 12–14 December 2018; Volume 560, p. 012035, MEACS2018. [Google Scholar] [CrossRef]
- Li, J.; Pang, X. Belt Conveyor Dynamic Characteristics and Influential Factors, Hindawi. Shock. Vib. 2018, 2018, 8106879. [Google Scholar] [CrossRef] [Green Version]
- Ibishi, I.; Latifi, A.; Ibishi, G.; Sejdiu, K.; Shala-Galica, M.; Latifi, B. Calculation of tension force of belt conveyor. Int. J. Eng. Sci. Technol. 2012, 4, 4886–4892. [Google Scholar]
- Trufanova, I.S.; Avksentiev, S.Y. Mathematical model of belt conveyor intermediate drive with baffles. In Proceedings of the IOP Conference Series: Earth and Environmental Science, International Conference on Innovations and Prospects of Development of Mining Machinery and Electrical Engineering 2019, Saint-Petersburg Mining University, Saint-Petersburg, Russia, 24–27 April 2019; Volume 378, p. 012033, IPDME 2019. [Google Scholar] [CrossRef]
- Hussein, E.K. Belts Systems, Types of Belts Systems (Flat Belt Drives), ATU, TCM. In Theory of Machines—Belts Drives; 2016; Available online: https://www.researchgate.net/publication/307431645_BELTS_SYSTEMS_TYPES_OF_BELTS_SYSTEMS_FLAT_BELT_DRIVES (accessed on 12 December 2020).
- Finnegan, K. Selecting Plate-Type Belt Fastener systems for Heavy-Duty conveyor-Belt Operations, Bulk Solids Handling. Sel. Belt Fasten. Syst. 2001, 21, 315–319. [Google Scholar]
- Markowski, M. Przenośniki cz. 1; Wydawnictwo Politechniki Łódzkiej: Łódź, Poland, 1995; ISBN 8386453443. [Google Scholar]
- Group Work. Katalog Przenośników Taśmowych KPT-3; Wydawnictwo Centralnego Biura Konstrukcji Maszynowych: Bytom, Poland, 1962. [Google Scholar]
- Website of the HABASIT AG, Manufacturer of Conveyor Belts. Available online: www.habasit.com (accessed on 12 December 2020).
- Website of the FLEXCO, Manufacturer of Fastening System for Conveyor Belts. Available online: www.flexco.com (accessed on 12 December 2020).
- Website of the MLT, Manufacturer of Fastening System for Conveyor Belts. Available online: www.mlt-lacing.com (accessed on 12 December 2020).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material of Fastener. | Magnetic | Abrasion Resistant | Chemical Resistant | Rust Resistant |
|---|---|---|---|---|
| Galvanized Steel | No | + + + | + | + + |
| 316 Stainless Steel | Yes | + + + | + + + | + + + + |
| 430 Stainless Steel | No | + + + | + + | + + + |
| MegAlloy® | No | + + + + | + | + |
| Material of Pin | Type of Fastener | Recommended for | Picture |
|---|---|---|---|
| NC—Nylon Covered Steel Cable | steel | for troughing or flat belt conveyors |  |
| NCS—Nylon Covered Stainless Steel Cable | stainless steel, MegAlloy® | for extra abrasion and chemical resistance |  |
| SS—Stainless Steel Spring Wire | stainless steel | flat belts only |  |
| SP—Steel Spring Wire | steel | in abrasive or gritty material applications |  |
| Color | Properties | Picture |
|---|---|---|
| Black | UV—resistant for extended life in outdoor applications |  |
| White | FDA-accepted material resists weak acids, alkali, hydrocarbons, ester solvents, and alcohols |  |
| Blue | FDA-accepted material with the same resistance as the white offering but colored blue to match blue belts used in many food applications |  |
| Material of Fastener | Magnetic | Abrasion Resistant | Chemical Resistant | Rust Resistant |
|---|---|---|---|---|
| Galvanized Steel | Yes | + + + | + | + + |
| 300 Stainless Steel | Slightly | + + + | + + + | + + + + |
| MegAlloy® | Yes | + + + + | + | + |
| RustAlloy® | Yes | + + + | + + + | + + + |
| Material of Pin | Applications | Picture |
|---|---|---|
| AC—Bar Armored Cable | Heavy-duty, longwearing pin popular in underground mining applications. Armor wrapping protects interior wires. |  |
| ACS—Bar Armored Stainless Cable | The same advantages as bare armored cable plus corrosion resistance |  |
| NAC—Nylon Covered Armored Cable | Combines a durable armored steel wrap with a nylon covering for smooth operation and long service life. Nylon covering prevents pin migration. Not recommended in wet, abrasive applications. |  |
| NC—Nylon Covered Steel Cable | Nylon covering prevents pin migration. Not recommended in wet, abrasive applications. |  |
| NCS—Nylon Covered Stainless Cable | For greater corrosion resistance. Not recommended in wet, abrasive applications. |  |
| SC—Bar Steel Cable | Recommended for abrasive or gritty material conveyance. |  |
| SSC—Bar Stainless Steel Cable | For conditions where corrosion attacks steel pins. |  |
| Material of Pin | Recommended for |
|---|---|
| NC—Nylon Covered Steel Cable | reduces corrosion and simplifies hinge pin insertion |
| NCS—Nylon Covered Stainless Steel Cable | greater corrosion resistance |
| SC—Bare Steel Cable | recommended for abrasive or gritty material conveyance |
| SSC—Bare 300 Series Stainless Steel Cable | conditions where corrosion attacks ordinary steel pins |
| Material of Fastener | Magnetic | Abrasion Resistant | Chemical Resistant | Rust Resistant |
|---|---|---|---|---|
| Galvanized Steel | Yes | + + + | + | + + |
| 300 Stainless Steel | Slightly | + + + | + + + | + + + + |
| MegAlloy® | Yes | + + + + | + | + |
| Everdur | No | + | + | + |
| Material of Fastener | Magnetic Resistance | Abrasion Resistant | Chemical Resistant | Rust Resistant |
|---|---|---|---|---|
| Galvanized Steel | Yes | + + + | + | + + + |
| Coated SteelTM/Steel | Yes | + + + | + | + + + |
| High Tensile Steel | Yes | + + + + | + + | + + + |
| Rectangular High Tensile Steel | Yes | + + + + | + + | + + + |
| 430 Stainless Steel | Yes | + + + | + + + | + + + |
| 316L Stainless Steel | Slightly | + + + | + + + + | + + + + |
| Monel® 400 | Slightly | + + | + + + + | + + + + |
| Inconel® 600 | No | + + | + + + + | + + + + |
| Phosphor Bronze | No | + + + | + | + + + |
| Hastelloy C-22 | No | + + + | + + + + | + + + + |
| Black Oxide Steel | Yes | + + + | + | + + |
| Material of Pin | Diameter of Pin [mm] (inch) | Picture |
|---|---|---|
| DuraStainlessTM—DSS | 1.7 (0.065) 2.4 (0.093) 2.8 (0.109) 3.2 (0.125) 4.0 (0.156) |  |
| DuralinkTM—DL |  | |
| Nylosteel—NY |  | |
| Nylostainless—NYS |  | |
| Nylon-Covered-Cable—NCS |  | |
| Nylon Plus—NP |  |
| Material of Fastener | Magnetic | Abrasion Resistant | Chemical Resistant | Rust Resistant |
|---|---|---|---|---|
| Galvanized Steel | Yes | + + + | + | + + |
| 400 Stainless Steel | Yes | + + + | + + | + + + |
| 300 Stainless Steel | Slightly | + + + | + + + | + + + + |
| MegAlloy® | Yes | + + + + | + | + |
| Everdur | No | + | + | + |
| Material of Fastener | Magnetic | Abrasion Resistant | Chemical Resistant | Rust Resistant | Picture |
|---|---|---|---|---|---|
| Steel | Yes | + + + | + | + |  |
| 300 Stainless Steel | Slightly | + + + | + + + | + + + + |  |
| MegAlloy® | Yes | + + + + | + | + |  |
| Evedur | No | + | + | + |  |
| Rubber-Covered Steel | Yes | + + + + | + | + |  |
| Variant Name | Parameter Description |
|---|---|
| Abrasion Resistant | with a high resistance of rubber abrasion to 50 mm3 |
| Heat Resistant | in systems with temperatures up to 150 °C (302 °F) continuous and 170 °C (338 °F) flash |
| Heat Retardant | will withstand from 170 °C continuous (338 °F) to 200 °C (392 °F) flash |
| Oil Retardant | for surfaces which require oil and solvent resistance |
| Fire Resistant | fabricated in accordance with ISO 340 and ISO 284, ensures security of silos and underground mines in fire-resistant and antistatic environments |
| Very low temperature | resists even at low temperatures until −30 °C (−22 °F) −50 °C (−58 °F) on demand |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Konecki, K.; Wojtkowiak, D.; Talaśka, K.; Kołodziej, A.; Domek, G. Conventional Selection of Mechanical Fasteners for Flat Belts. Appl. Sci. 2021, 11, 2916. https://doi.org/10.3390/app11072916
Konecki K, Wojtkowiak D, Talaśka K, Kołodziej A, Domek G. Conventional Selection of Mechanical Fasteners for Flat Belts. Applied Sciences. 2021; 11(7):2916. https://doi.org/10.3390/app11072916
Chicago/Turabian StyleKonecki, Karol, Dominik Wojtkowiak, Krzysztof Talaśka, Andrzej Kołodziej, and Grzegorz Domek. 2021. "Conventional Selection of Mechanical Fasteners for Flat Belts" Applied Sciences 11, no. 7: 2916. https://doi.org/10.3390/app11072916
APA StyleKonecki, K., Wojtkowiak, D., Talaśka, K., Kołodziej, A., & Domek, G. (2021). Conventional Selection of Mechanical Fasteners for Flat Belts. Applied Sciences, 11(7), 2916. https://doi.org/10.3390/app11072916