1. Introduction
1.1. Background
The rapid changes in the market and the diversification of competitors are changing business strategies. The companies depend on customer differentiation, the introduction and development of new products with shorter delivery times, and a better quality/cost ratio to be competitive and achieve long-term growth [
1,
2].
There are various business strategies to improve quality and lower final product costs, but the first step should be process improvement. Gryna [
3] stated that of a product’s final cost, it is likely that one-third is wasted from the beginning of its manufacture until it is sold. Waste costs are consequences of chronic or sporadic errors in the manufacturing process such as rework, unexpected waste, rejects, deviations, or anomalies [
4,
5]. These quality problems can damage both the competitiveness and reputation of organizations [
6], so efforts should be made to improve quality management and manufacturing practices.
In small and medium-sized enterprises (SMEs), some of the costs and the quality problems can be a consequence of the traditional work approach, better known as sequential engineering (SE). Under this approach, each step of the production process develops consecutively. That is, each phase of the sequence does not begin until the previous one has concluded. If an error occurs during the process, go back to the corresponding stage to correct it [
7]. This situation affects product development time, final costs, and product quality [
8]. A transition from SE to concurrent engineering (CE) [
9] can help solve these problems.
CE is a systematic way of working that seeks the integrated and concurrent design of products and their related processes, including manufacturing and support [
10]. The purpose is to streamline the development of the product or the production process through multidisciplinary teamwork and consider customer requirements for field support [
11]. The team considers all the factors that affect the development throughout its life cycle (from its conception to its withdrawal) from the outset, including quality, costs, deadlines, and user requirements [
12]. As a result, there is a reduction in the cycle time of the processes, elimination of rework and errors, standardization of activities, the optimization of resources, positive impact on customer satisfaction, among other aspects [
13,
14].
CE has been applied in oil and gas projects [
15] and has been used in developing various products, from electronics to aircraft, and from domestics households to military equipment [
16,
17]. However, few studies exposed a simple methodology for the implementation of CE in SMEs. Garnica-González et al. [
1] stated that models, methods, and instruments should be developed to facilitate and systematize the processes to solve the existing difficulties in manufacturing companies. For the above, this study’s objectives were to create a methodology for implementing CE in SMEs and apply it in a textile maquiladora enterprise located in Tijuana, Mexico, on the border with the United States.
1.2. Case Study
This study was carried out for a textile maquiladora enterprise that works under the SE system. Every time the enterprise makes a new product, each department acts as an independent phase in the process, without interaction between them until shipment to the client. This way of working has caused high rejection rates in the products due to delays, overuse of materials, not very robust designs, lack of raw materials, high price quotes, and project saturation, among other problems.
The lack of an adequate process for the development and implementation of new products generates considerable losses. Zhu et al. [
18] reported that approximately 70% of product recalls were traced to product development shortcomings. In this enterprise, the rate of rejection of the implementation is close to 75%. The production costs increase due to adjustments in the design and processes to meet production on the customer’s date.
The lack of follow-up to new products’ implementation processes generates slight effectiveness in the enterprise’s operations. The apparent similarity between the products leads to complete development being downplayed. This situation provokes short development times, untimely product delivery dates, highly complex construction products, and problems not anticipated in the design phase.
1.3. Proposed Methodologies to Apply Concurrent Engineering
In general terms, concurrent engineering is an approach applicable according to the needs and the desired scope. The methodologies are classified into three application levels according to the desired goals:
Focused on integrating design and the process, which consists of improving a process through the teamwork of those involved.
Concurrent design assisted by computer, engineering, and manufacturing methods, which consists of supporting the integration of design through products and process models and databases.
Fully address the product’s life cycle; this includes the design of a product, its manufacturing processes, and its disposition.
Each project where CE can be applied is different, so the tools required to implement the methodology may vary. Juárez et al. [
19] proposed a systematic approach, which included concurrent work from the development of the product, starting from the concept generated by the marketing department to the product’s distribution and sale. Luna and Mendoza [
20] proposed an implementation method for implementing CE for SMEs through seven stages. Gómez-Builes [
21] presented the PACE (Practical Approach for Concurrent Engineering) methodology. Its development consists of a seven-stage implementation framework that includes various activities, focusing on the product born as an idea and is transformed from a series of resources to meet its requirements or characteristics. Jiang et al. [
22] proposed a model to integrate the product design information, design process, and knowledge.
An analysis of the models for the implementation of CE in SMEs showed that, although they offer a way to guide efforts, in their current form, they are complex or limited, which makes them challenging to implement. The proposals of Juárez et al. [
19] and Gómez-Builes [
21] were elaborated on based on a bibliographical review, which left a gap between theory and practical application. Luna and Mendoza [
20] indicated that the model should be adapted according to the company and its characteristics. Kusar et al. [
9] focused on team and workgroup forming in the concurrent product development process’s loops. Jiang et al. [
22] presented an approach on collaborative network design, which is appropriate for CE but restricting of the work environment, and it does not provide SMEs a methodology. Stach et al. [
23] presented the CEPRA (Concurrent Engineering in Practice) approach, which aims to bring CE to SMEs by personal consulting and a software system simultaneously, but this is not open access. Gherardini et al. [
24] exposed a framework that integrates engineering methods with Web-based software tools, which could be complex for SMEs with limited IT and software resources. Moreover, it was found that SMEs work in line with CE’s concept in the new product development process, although they do not understand what CE is about [
25].
To help to fill this research gap, we deliver a new CE methodology for SMEs. The proposed approach and implementation’s explanation can overcome the shortcomings mentioned above with today’s work with others’ CE models.
2. Materials and Methods
2.1. Determination of the Model to Implement
In general terms, CE is applied according to specific needs and a desired scope. In this study, we analyzed the implementation methods proposed by Juárez [
19], Luna and Mendoza [
20], Gómez-Builes [
21], Jiang et al. [
22], and Pawar et al. [
26]. To select the best method for the enterprise, the ease of integration was considered according to the needs, operational characteristics, and the approach (product/process).
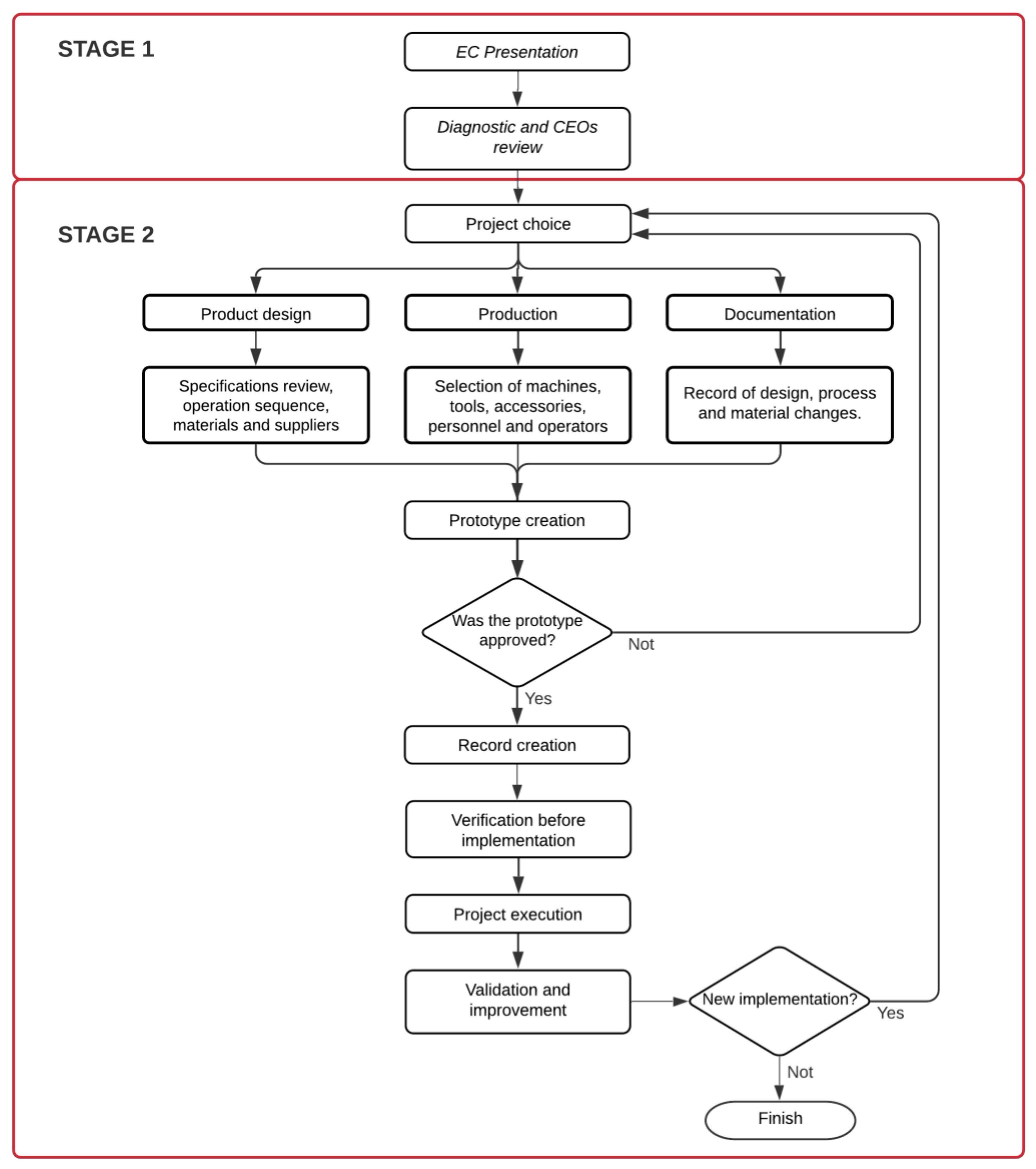
In the models’ analysis, it was observed that none of it could be implemented directly in the enterprise. Due to the enterprise’s needs and characteristics, the methodology proposed by Luna and Mendoza [
20] was taken as a reference. The new proposed model named the DINP (Development and Implementation of New Products), shown in
Figure 1, consists of two stages. The first conceptualizes the statement of reasons and presentation of the CE to enterprise executives. The second stage employs a closed cycle of evaluation and improvement of implementation under simultaneous or concurrent work. This cycle continues until a functional system that fully meets the needs of the departments involved has been developed.
2.2. Application of the Model
The proposed methodology for developing and implementing the new products, with the DINP model, was done in two stages. The description of the application follows.
2.2.1. Presentation of the CE
The project leader conducted a one-month production analysis before implementation (20 business days). With the results, he calculated the rejection rate and identified the principal causes using a Pareto chart. Because reject attributions are diverse, they were classified into 15 categories: transfer, moved corners, dimensions, panel, stitch bond, pleat, materials, chain, ripped, badly stitched, dirty, rips, zipper, labels, and fabrics. In parallel, the project leader investigated the implementation of CE in new products in SMEs. After these two processes, the leader made a presentation to the enterprise’s general manager and explained the current operating conditions, the costs for rework through the production phases during the implementation of new products, and the advantages of a CE-based working system.
Having identified the need for a CE-based working system, the team evaluated the current work system. After adjusting the work dynamics to improve results, the managers agreed to continue with the change process’s next stage.
2.2.2. Management Review and Diagnosis
In a project, the participation of all relevant disciplines in the initial phases ensures that they can deal with any problems that may arise [
15]. Gutiérrez [
27] suggested that to minimize adjustments and improve product quality it is necessary to integrate everyone involved with the design into an integrated approach to achieve this goal. Hence, the project leader convened a meeting with the heads of each department. To understand the importance of CE and how it can help solve problems in new product implementation, the project leader presented a flow diagram of the production process used at that time. The information generated interest in problem solving, and consequently, the team developed an Ishikawa diagram to identify the root causes of the main production problems.
The team, which comprised personnel from six departments, adjusted the new product development procedure in consideration of the available resources. It then developed viable alternatives to achieve a more robust design in the process. To do this, the team used the observations in the previous meeting as a reference and established the work dynamics and staff involvement in all relevant stages. Customer requirements, technical solutions, and manufacturability were considered [
28]. But, being a maquiladora, there are restrictions on the participation of all departments.
2.2.3. Project Selection
The team selected two projects to evaluate the functionality of the CE approach. The first, known as the Pilot Test, was a project that had delays due to poor planning and that had to meet the agreed delivery date. The second, Project Reex, was a project in which the client had direct participation from the beginning.
In both projects, the work team met to present the situation and to work under the concurrent approach. The team members reviewed the products’ general requirements to plan the project and its monitoring. They worked in parallel and met individual responsibilities and commitment dates. At the end of each project, they also reviewed the results as part of the improvement cycle.
2.2.4. Product Development, Planning, and Documentation
Enterprises use social media applications to facilitate individual and client communications [
29]. Ngai et al. [
30] indicated that social networks serve as tools that help knowledge sharing in online communities, particularly those related to product information. Therefore, at the beginning of this phase, Skype and WhatsApp were used as real-time communication teamwork tools. The team followed the progress of the project through Google Docs and Office packages.
The team reviewed each project to identify activities that could be performed simultaneously. Each department’s head was integrated into the project team, assigned specific activities, and given agreed deadlines. Duda [
31] states that the effectiveness of information integration depends on the appropriate synchronization of the information flow and the efficiency of the decision process. Following the above, the leader created a communication line to update the information, which allowed better monitoring of the process.
In the development phase, the team determined the general characteristics of the product, materials, certified suppliers, and variations in the design. They also analyzed the main characteristics of the product to make proposals that would simplify the design and increase the production capacity. Based on the agreements made between the team and the client, the production department delivered the prototypes, which had adjustment cycles to achieve customer satisfaction. Once the prototype was approved, the team developed documentation for verification before implementation in the production lines.
Once the product was approved, the team had a meeting to plan the project. The analysis data includes general information of the project, each one’s responsibilities, and the client’s execution period. Each department verified their participation, execution times, and critical dates. Then they integrated the results into a CPM (critical path method) diagram, which helped to understand the interrelation of activities and specific development times. Some authors [
32,
33] stated that planning is of great relevance for the sustainability of the project, and its success depends on the effectiveness of the decision making.
The team documented the entire process to establish traceability in future developments. Each developed prototype had its register with information about design changes, the manufacturing process, critical operations, and approval criteria by attributes. Then they recorded a new process control procedure that included the documentation provided by the client.
2.2.5. Pre-Implementation Verification
Before implementation, companies should conduct a self-check to determine if all documents are complete and that the required system components are addressed [
34]. Thus, the team had a meeting to check the client’s final observations, to assess the design’s critical points and to prepare the evaluation of the process during the project’s execution. The next step was to verify the critical path within the established time and identify the possible threats to its fulfillment. Finally, the team checked the documentation to ensure that it coincided with the manufacturing process to eliminate possible doubts by jointly validating the official product information.
2.2.6. Project Execution
At this phase, the team executed the plan and resolved the unforeseen events that had arisen during production. In collaboration with the operational personnel, they analyzed each problem to generate the necessary adjustments in the process. Next, they recorded containment actions immediately to keep records up to date. The customer participated in the process audit and the documentation to validate compliance with specifications.
2.2.7. Validation and Improvement
The team met the client to hear his opinion of the manufactured products and the DINP model results. The result of this activity was a list of improvement opportunities for future implementations. This activity was essential in order to understand better and describe the conflict’s nature, ensuring future smooth implementations, as Li [
35] indicated. Finally, as part of the continuous improvement process, in a meeting between the enterprise executives, they presented the results and determined their opinion of the new work system.
3. Results and Discussion
Developing the project under the CE approach represented a significant challenge because the enterprise lacks a well-defined organizational structure and sufficient administrative staff. Therefore, the personnel’s load of activities was the main barrier to implementing the DINP model. The coordination and review of the information before the start of the project allowed all areas quick access to relevant knowledge and allowed them to identify and anticipate possible problems throughout the project.
3.1. Application of the Model
Implementing the DINP model highlighted a need to perform work additional to the normal working day, constant monitoring of the project, and making agreements with the staff to meet shared objectives. The participation of the team from the beginning of the project allowed non-conformities that, if not resolved, would have caused the failure of the project to be identified. It was necessary to approach the working groups and carry out training on the new work dynamics to guarantee the operative levels’ participation.
3.1.1. Stage 1
This stage represented a significant challenge due to the new way of working. The observations and findings in each phase are listed below.
3.1.2. Presentation of the CE
The analysis results before implementation are displayed in
Figure 2: 47,681 units were analyzed, of which 13,209 (28%) were non-compliant due to their attributes. The Pareto principle indicates that 20% of causes cause 80% of defects. This study found that four vital categories (27%) of the 15 analyzed represented 79.3% of the total non-conformities.
Table 1 shows the percentage of economic loss due to adjustments and discrepancies in implementing new products in the enterprise. Waste costs can rise to 20%, depending on the product stage. If a product has a profit of 25%, and there are returns for non-compliance in the quality stage, the enterprise only earns 5% of the estimate.
CE implementation’s awareness phase did not have the resistance that some authors [
36,
37] have stated. The leader obtained the management’s support without difficulty because in the last implementation of new products, there was a loss equivalent to USD 7000. Customer complaints about non-compliance with specifications, presented as poor-quality costs, was an essential aspect in making the implementation decision. Its relevance lies in the fact that each product’s quality directly affects the customer and affects their trust and loyalty [
38].
3.1.3. Management Review and Diagnosis
This phase has reaffirmed the need for senior management’s support in order to achieve the project’s success, as stated by Englund and Graham [
39]. In the first meeting, some team members did not respond to the call, so the enterprise manager intervened to ensure that all staff involved participated in the work. Implementation of CE can be difficult, if not impossible if the project leader does not have sufficient influence and backing from senior management [
40].
At the beginning of the diagnosis, some team members showed resistance due to previous implementation experiences that complicated the processes and did not solve the quality problems. Rico et al. [
41] indicated that unsuccessful initiatives drain staff’s physical, mental, and emotional energies and demotivate them. To eliminate this barrier, the project leader presented the flow diagram of the production process (
Figure 3) and demonstrated how a lack of coordination and transmission of information hinders the production process at each stage. The team, realizing how their actions can influence the process and how it affects productivity, showed a greater interest in participating in the process’s improvement. This agrees with Haque [
17], who indicated that communication and collaboration between different functional groups are necessary to enable proper functioning of the CE.
The team’s observations were the trigger for the meeting’s dynamism in identifying the root cause of the problems. The Ishikawa diagram (see
Figure 4) revealed that the enterprise lacks records and process controls in all departments. The team determined that this behavior is because the staff performed the activities empirically and did not make the documentation process. Karningsih et al. [
16] identified several problems in implementing CE as: (1) lack of expertise, (2) inadequate communication, (3) improper organization structure, (4) lack of knowledge about CE approach, (5) unsupported corporate culture. In this study, the team observed that the problems’ causes could be classified into two big categories: planning and communication. Hence, staff can improve the process by validating the information and products before production.
Nuscheler et al. [
42] indicated that the coordination and cooperation of multidisciplinary teams are inversely proportional to members’ diversity. In this study, the team made agreements and adjustments to the work system quickly and expeditiously to implement the DINP model (see
Figure 1). The explanation for this difference may be that the need to solve mutual interest problems positively influenced the participation of its members.
3.2. Stage 2
The functionality of the DINP model was evaluated by comparing the results from the two projects. The Pilot Test allowed opportunities for improvement to be identified and served as training for team members. The Reex Project results helped to convince the enterprise staff of the differences between the new way of working and the previous version.
3.2.1. Pilot Test
The team selected a project with a production delay to test the effectiveness of the DINP model. Sahoo and Yadav [
43] indicated that successful CE implementation depends on understanding the factors or barriers that hinder it. Thus, during the project’s new planning, the team looked for all possible threats that could generate delays in the production process and developed strategies to prevent people from reverting to their old departmental management habits [
39]. However, when executed, the pressure to meet the deadline prompted the production staff to ignore the concurrent work and follow the traditional work system. This situation led to non-compliance with specifications and customer complaints. As a result, rework rates rose from 50 to 62%, replacing and stocking 2500 units rejected by the customer. At the end of this project, the team understood the need to follow established procedures for better implementation.
3.2.2. Project Selection
In the Reex project, the leader observed that client participation influenced staff to become actively involved in the project. This fact was consistent with Zidane et al. [
15], who reported that customer participation improves CE implementation, but that such participation generally occurs in large companies. Their presence to give clarification of doubts and individual monitoring of activities generated greater dynamism in the project, preventing obstructions in development due to lack of information or specifications. At the same time, they channeled work efforts towards fulfilling specific objectives in order to achieve the product specifications. This situation matches with Zhu et al. [
18], who pointed out that the integration of information and customers’ influence in the product development process positively affect the products’ quality.
3.2.3. Product Development, Planning, and Documentation
The development phase required the longest time due to the number of aspects to evaluate and variations to control. This situation was typical because the more significant resources come in CE’s design phase due to its influence on its general cost [
15,
44]. From the production point of view, between 60 and 80% of the total production cost is determined in the design phase [
1,
15]. Ullah et al. [
45] pointed out that changes in this stage can affect productivity up to 24% and delivery time up to 44%. Hence, CE prioritizes the development and planning phases of the product to reduce the need for subsequent changes and rationalize its times and resources. Gutiérrez and De la Vara [
46] argued that, in economic terms, only the design phase can achieve such high-quality levels.
At the start of the development phase, the client objected to the design proposals due to fear of obtaining a lower quality product than had been agreed contractually. Therefore, the team carried out tests to demonstrate that the adjustments did not alter the final product’s functionality and met the established specifications. The client was satisfied with the demonstration and the team’s attitude, so he approved the prototypes and the inspection criteria by attributes to be used. This fact proved that product innovation and quality only improved if team members’ problem-solving efforts are coordinated [
40,
47].
Working in a coordinated and collective way allows the time taken to develop and approve prototypes to reduce substantially, as Balfe [
33] indicated. Working together produced several prototype proposals in a short time that met the client’s expectations, as indicated by Roibás-Millán et al. [
48]. Before implementing the CE, the average time was two to three months (40–60 days); in this project, the time dropped to approximately one month (19 business days). If a three-month scenario is considered, reductions in product development time reach 68%, which is very close to the 70% reported by Zidane et al. [
15]. The strategies implemented to achieve such a reduction were: a) the feedback of information and immediate adjustments based on the client’s observations; and b) elaboration of prototypes based on the characteristics of the design, machinery, and specific tools of the production line to avoid adaptations in the production lines. These actions allowed the efficient distribution of resources to develop, evaluate, and validate the designs in the time established by the client. It enabled a more robust process by identifying design issues, potential operator errors, and bottlenecks (for which countermeasures were planned before implementation). As a general consequence, the time required to complete the project in its entirety was reduced.
The project’s planning allowed the responsibilities and execution times (see
Table 2) for the fulfillment of the dates stipulated with the client to be identified. The CPM diagram (see
Figure 5) helped visualize the general work dynamics and identify the project’s critical path. Additionally, it provided a picture of the risk of the decisions taken [
49] and the impact of delays in meeting the objectives. With this, it was possible to develop a system according to the enterprise’s capabilities that minimized the expenses for adjustments to a project.
The execution of several activities simultaneously did not reduce the number of activities to be carried out, but it did shorten the overall development time. This fact was consistent with that indicated by some authors [
16], who agreed that simultaneous work allows multiple aspects of the project to be covered, achieving shorter development cycles.
Documentation of the approved product was the most critical part of the project due to the cultural issue of not keeping records. Brevault et al. [
50] indicated that the application of CE provides a collaborative environment based on data exchange. In this study, the client’s support and the need to comply with their requirements guided the development of registration and information control processes. Each stage of the production process was documented, including machinery, operators, tools, guides, documentation, and material control to trace projects and information. The team observed that information integration turned out to be essential for the planning and relation of activities. By handling reliable data in real time, it was possible to develop a sequence according to the project’s real needs and to avoid delays. In addition, the staff were able to concentrate on planning the implementation test. These findings coincide with some authors [
32,
48,
51,
52], who indicated that the early disclosure of information reduces uncertainty and promotes the detection of problems within the system.
3.2.4. Pre-Deployment Verification
This process was quick compared to the previous phases due to the involvement of all the team members plus the client. The verification was practical in identifying errors or omissions, increasing the team’s confidence, and determining if the project could progress to the execution phase. After an executive meeting, all involved authorized the production’s start.
3.2.5. Project Execution
Unlike the Pilot Test, the Reex Project managed to reduce chronic problems (inadequate performance due to hurried jobs, errors due to mishandling of materials, or confusion of the same) and improve the monitoring of the activities carried out by each member. After the Reex Project, the planning had an efficiency of 81.25%, because three actions were unfinished. An analysis showed that the non-compliance was due to some team members not working exclusively on the project, diverting their attention and time elsewhere. Koufteros and Marcoulides [
40] indicated that sufficient time is needed to plan, manage, and monitor the project to improve concurrent activities and reduce overall development time. Haque [
17] reported that members’ part-time participation constitutes a barrier in implementing the CE.
The DINP model made it possible to guide efforts and reduce the enterprise’s costs of implementing new products. Compared to previous implementations, where there were losses due to raw material replacements and rework equivalent to 75%, in this implementation, losses decreased to 35.6% (a 52% reduction), avoiding the cost of replacement of materials equal to USD 16,558.2. Considering that an implementation cost of USD 72,433.2 was forecast, there was a saving of 22.86%. This fact is a significant achievement for the company, but it is still below the benefits achieved by large companies (up to 40%), according to Karningsih et al. [
16].
The two vital categories decreased; nonconformities due to dirt went from 40.2% to 12.8%, while badly stitched went from 16.5% to 7.7% (see
Figure 6). However, as Karningsih et al. [
16] reported in another implementation study, a poor communication problem appeared. Fabric of a lower spec entered the production line without notifying the rest of the team. The quality department identified the fabric’s brittleness and, in an attempt to avoid customer rejections, used more stringent validation criteria than had been programmed without consulting with the team. This caused the percentages of non-conformities to increase in two non-vital categories: rips (+27.8%) and pleats (+19.8%). This behavior can be explained by Gardner et al. [
53], who indicated that when people have habits that conflict with their intentions, and they lack the motivation, attention, or momentary control to override habit urges, they are likely to follow habits rather than intentions.
The variation in the quality of the materials affected customer confidence and, to guarantee the products’ specifications, increased the inspection work. The added validation process generated an unforeseen bottleneck that affected productivity and extended the project’s duration by two weeks. Consequently, the team and the customer agreed on a new date for sending the parts and approving the project. The misuse of resources in planning caused poor performance and increased project waiting times, as Jin [
54] reported.
The customer’s participation in the execution phase represented a challenge not foreseen in the planning phase. The team observed that maintaining constant communication with the client to clarify their doubts and provide quick solutions to disagreements gave the project greater fluidity. However, staff limitations and workload prevented all team members from staying with the customer for long periods. The solution for this problem was to schedule team members to accompany the client in the process’s various reviews.
3.2.6. Validation and Improvement
The results indicated a process with greater operational control and an increase in the products’ quality. However, the productivity level decreased, which represents a loss for the enterprise. While it is essential to keep implementation costs low to improve product pricing, it is crucial to have adequate capacity to meet customer demand. The team concluded that the enterprise must work together to enhance productivity, as stated by Koufteros and Marcoulides [
40].
The results and experiences indicated that the knowledge of the managers is not sufficient for effective planning. The implementation team must pay attention to technical dimensions to improve the management’s knowledge, which allows for better understanding and effective use of resources. The operational experts’ participation was valuable for the adaptation of the processes based on the characteristics of the product. For this reason, the team determined that it is essential to include operational leaders in the planning stage so that the empirical knowledge of the staff and the knowledge acquired from the administrative staff complement each other. Doing this delivers improvements on resources, time, money, administration, equipment, and design method, as stated by some authors [
35,
51].
It is not easy for enterprise staff to switch to a new work system. Therefore, it is necessary to continue collaborative work and eliminate implementation barriers such as lack of concurrent job training, lack of internal experience and management support, inadequate communication, inadequate organizational structure [
16], and changes in the staff’s mentality [
55]. Despite the inconveniences that arose in this project, the team members showed a friendlier dynamic and less resistance to the decisions made under this new way of working.
At the end of the Reex project, production continued with a standardized product, so the DINP model’s application concluded. According to the model presented, in case of having a new product implementation, the process would restart in stage 2, in “Project choice” step. A further sensitization of CEOs (Stage 1) would not be necessary.
4. Conclusions
Implementing CE through a model reduces uncertainty and guides business efforts. This declaration does not mean that there will be no unforeseen events or resistance to change. Like any quality improvement tool, implementation cycles are needed in order to gain experience and obtain better results.
The implementation of CE in the enterprise was facilitated and achieved good results because it was possible to count on the client’s participation, which is not common in developing new products in SMEs. Usually, their participation is in the conception stage (due to the requirements) and final product approval.
The environment created with the CE links the project participants through an information system that allows the exchange of knowledge, establishes easy and effective mechanisms to coordinate activities, and shortens the development time of the product. The presence of a project leader focuses decision-making on the objective. This team member allows the group’s responsibility to be minimized without inciting them to disclaim responsibility from their respective areas, while encouraging them to actively participate in the project. Along with administrative changes, it is necessary to work on people’s habits to achieve permanent success with CE.
This study proved that if the team cannot count on the customer’s participation, the project leader must understand its needs and specifications. Some essential aspects are the customer’s wishes, the critical points of the product, and the elements that are not relevant. Although it seems basic knowledge, learning these points consumes time. However, it is compensated by the benefits obtained by having adequate and precise knowledge.
This research focused on implementing new products in a textile enterprise with specific characteristics such as proximity and total export of products to the USA. Other industries may have different conditions, so they must carefully evaluate this model’s application in its current form. Future research may be on the application/adaptation of this model in other sectors in SMEs such as construction, furniture manufacturing, and others where product innovation is constant.
Author Contributions
Conceptualization, Q.A.-V., P.T.-G., and M.C.-G.; methodology, Q.A.-V., P.T.-G., and M.C.-G.; validation, P.T.-G. and M.C.-G.; formal analysis, Q.A.-V. and M.C.-G.; investigation, M.C.-G.; resources, J.G.-V.; data curation, L.M.-B.; writing—original draft preparation, Q.A.-V., M.C.-G., and L.M.-B.; writing—review and editing, Q.A.-V., P.T.-G., and J.G.-V.; visualization, L.M.-B. and J.G.-V.; supervision, Q.A.-V. and P.T.-G.; project administration, P.T.-G. and M.C.-G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Garnica-González, J.; Hernández-Hernández, N.; Niccolas-Morales, H. Análisis de necesidades y justificación para crear un modelo de planeación de la innovación del diseño de nuevos productos. Mercados y Negocios: Revista de Investigación y y Análisis 2014, 30, 111–128. [Google Scholar]
- Borchani, M.F.; Hammadi, M.; Ben Yahia, N.; Choley, J.-Y. Integrating Model-Based System Engineering with Set-Based Concurrent Engineering Principles for Reliability and Manufacturability Analysis of Mechatronic Products. Concurr. Eng. 2019, 27, 80–94. [Google Scholar] [CrossRef]
- Gryna, F.M.; Chua, R.C.H.; Feo, J.A.D.; Magaña, J.P. Método Juran: Análisis y Planeación de la Calidad; McGraw-Hill Interamericana: México, D.F., México, 2007; ISBN 978-970-10-6142-8. [Google Scholar]
- Pulido, D.S. Manual de calidad total para operarios/Total Quality Manual for Operators; Editorial Limusa: México, D.F., México, 2003; ISBN 978-968-18-6289-3. [Google Scholar]
- Castañeda-Urriza, G.M. Manual de Calidad Para la Pequeña y Mediana Empresa; Universidad Iberoamericana: México, D.F., México, 1999; ISBN 978-968-859-361-5. [Google Scholar]
- Özkan, S.; Karaibrahimoğlu, Y.Z. Activity-Based Costing Approach in the Measurement of Cost of Quality in SMEs: A Case Study. Total Qual. Manag. Bus. Excell. 2013, 24, 420–431. [Google Scholar] [CrossRef]
- Kalpakjian, S.; Schmid, S.R. Manufacturing Engineering and Technology; Pearson: IN, USA, 2014; ISBN 978-0-13-312874-1. [Google Scholar]
- Luna-Amaya, C. Ingeniería Simultánea Un enfoque para reducir los tiempos de entrega, mejorar la calidad y disminuir los costos. Revista Científica Ingeniería y Desarrollo 2011, 5, 80–91. [Google Scholar]
- Kušar, J.; Duhovnik, J.; Grum, J.; Starbek, M. How to Reduce New Product Development Time. Robot. Comput. Integr. Manuf. 2004, 20, 1–15. [Google Scholar] [CrossRef]
- Sapuan, S.M.; Mansor, M.R. Concurrent Engineering Approach in the Development of Composite Products: A Review. Mater. Des. 2014, 58, 161–167. [Google Scholar] [CrossRef]
- Prasad, B. (Brian) Collaborative Design and Manufacturing Research. Concurr. Eng. 2018, 26, 211–214. [Google Scholar] [CrossRef] [Green Version]
- Aguilar-Virgen, Q.; Taboada-González, P. Ingeniería Concurrente ¿sabes Que Es. Rev. Uabc 2010, 8, 17–23. [Google Scholar]
- Serrano Gómez, L.; Ortiz Pimiento, N.R. Una revisión de los modelos de mejoramiento de procesos con enfoque en el rediseño. Estud. Gerenc. 2012, 28, 13–22. [Google Scholar] [CrossRef] [Green Version]
- Haque, B.U.; Belecheanu, R.A.; Barson, R.J.; Pawar, K.S. Towards the Application of Case Based Reasoning to Decision-Making in Concurrent Product Development (Concurrent Engineering). Knowl. Based Syst. 2000, 13, 101–112. [Google Scholar] [CrossRef]
- Zidane, Y.J.-T.; Stordal, K.B.; Johansen, A.; Van Raalte, S. Barriers and Challenges in Employing of Concurrent Engineering within the Norwegian Construction Projects. Procedia Econ. Financ. 2015, 21, 494–501. [Google Scholar] [CrossRef] [Green Version]
- Karningsih, P.D.; Anggrahini, D.; Syafi’i, M.I. Concurrent Engineering Implementation Assessment: A Case Study in an Indonesian Manufacturing Company. Procedia Manuf. 2015, 4, 200–207. [Google Scholar] [CrossRef] [Green Version]
- Haque, B. Problems in Concurrent New Product Development: An In-depth Comparative Study of Three Companies. Integr. Manuf. Syst. 2003, 14, 191–207. [Google Scholar] [CrossRef]
- Zhu, A.Y.; von Zedtwitz, M.; Assimakopoulos, D.; Fernandes, K. The Impact of Organizational Culture on Concurrent Engineering, Design-for-Safety, and Product Safety Performance. Int. J. Prod. Econ. 2016, 176, 69–81. [Google Scholar] [CrossRef] [Green Version]
- Juarez, D.; Segui, J.; Mengual, A.; Ferrándiz, S. Application of Concurrent Engineering in Product and Process Design. Ann. Univ. Oradea. Fascicle Manag. Technol. Eng. 2015, 24, 77–80. [Google Scholar] [CrossRef]
- Luna Amaya, C.; Mendoza Bayuelo, A.C. Metodología para mejorar la ingeniería de Producto/Proceso basada en Ingeniería Concurrente. Revista Científica Ingeniería y Desarrollo 2011, 16, 59–69. [Google Scholar]
- Gómez-Builes, A.C. Elaboración de un Modelo de Ingeniería Cuncurrente Para el Diseño de Productos en Condiciones de Incertidumbre: Un Caso Aplicado a Pequeñas y Medianas Industrias del Sector de la Confección en el Valle de Aburrá Arango Serna; Universidad Nacional deColombia: Medellín, Colombia, 2010. [Google Scholar]
- Jiang, G.; Huang, H.-Z.; Fan, X.; Miao, Q.; Ling, D. Concurrent Engineering Based Collaborative Design Under Network Environment. J. Mech. Sci. Technol. 2006, 20, 1534–1540. [Google Scholar] [CrossRef]
- Stach, R.; Weber, F.; Pawar, K.; Price, G.; Lisanti, B. Concurrent Engineering in Practice for Small and Medium Enterprises: Findings from Research and Industrial Pilot Cases. Air Space Eur. 2001, 3, 53–55. [Google Scholar] [CrossRef]
- Gherardini, F.; Renzi, C.; Leali, F. A Systematic User-Centred Framework for Engineering Product Design in Small- and Medium-Sized Enterprises (SMEs). Int. J. Adv. Manuf. Technol. 2017, 91, 1723–1746. [Google Scholar] [CrossRef]
- Ganagambegai, S. Managing Concurrent Engineering in Malaysian Small Medium Enterprises. Procedia Soc. Behav. Sci. 2012, 57, 119–125. [Google Scholar] [CrossRef] [Green Version]
- Pawar, K.; Driva, H.; Klaus-Dieter, T.; Oehlmann, R.; Weber, F. Concurrent Engineering: From Concept to Implementation. In A Paper Presented at the International Conference on Agile Manufacturing, Bangalore, India, 22–24 February 1996; Tata-McGraw Hill: New Delhi, India, 1996; pp. 1–17. [Google Scholar]
- Gutiérrez Pulido, H. Calidad Total y Productividad, 3rd ed.; McGraw-Hill Interamericana: México, D.F., México, 2010; ISBN 978-607-15-0315-2. [Google Scholar]
- Elhariri Essamlali, M.T.; Sekhari, A.; Bouras, A. Product Lifecycle Management Solution for Collaborative Development of Wearable Meta-Products Using Set-Based Concurrent Engineering. Concurr. Eng. 2017, 25, 41–52. [Google Scholar] [CrossRef]
- Wang, W.Y.C.; Pauleen, D.J.; Zhang, T. How Social Media Applications Affect B2B Communication and Improve Business Performance in SMEs. Ind. Mark. Manag. 2016, 54, 4–14. [Google Scholar] [CrossRef]
- Ngai, E.W.T.; Moon, K.K.; Lam, S.S.; Chin, E.S.K.; Tao, S.S.C. Social Media Models, Technologies, and Applications: An Academic Review and Case Study. Ind. Manag. Data Syst. 2015, 115, 769–802. [Google Scholar] [CrossRef]
- Duda, J.A. Modelling and Implementation of Product Development Strategy. Concurr. Eng. 2018, 26, 187–197. [Google Scholar] [CrossRef]
- Kivilä, J.; Martinsuo, M.; Vuorinen, L. Sustainable Project Management through Project Control in Infrastructure Projects. Int. J. Proj. Manag. 2017, 35, 1167–1183. [Google Scholar] [CrossRef]
- Balfe, N.; Leva, M.C.; Ciarapica-Alunni, C.; O’Mahoney, S. Total Project Planning: Integration of Task Analysis, Safety Analysis and Optimisation Techniques. Saf. Sci. 2017, 100, 216–224. [Google Scholar] [CrossRef]
- Mayes, T.; Mortimore, S. Making the Most of Haccp: Learning from Others’ Experience; CRC Press LLC: FL, USA, 2001; ISBN 978-1-85573-651-1. [Google Scholar]
- Li, K.; Zhao, K.; Li, S. A Concept-Ontology-Based Model for Resource Conflict and Task Scheduling in Concurrent Engineering. Concurr. Eng. 2017, 25, 163–173. [Google Scholar] [CrossRef]
- Lines, B.C.; Sullivan, K.T.; Smithwick, J.B.; Mischung, J. Overcoming Resistance to Change in Engineering and Construction: Change Management Factors for Owner Organizations. Int. J. Proj. Manag. 2015, 33, 1170–1179. [Google Scholar] [CrossRef]
- Krügel, J.P.; Traub, S. Reciprocity and Resistance to Change: An Experimental Study. J. Econ. Behav. Organ. 2018, 147, 95–114. [Google Scholar] [CrossRef]
- López-Gumucio, R. La Calidad Total En La Empresa Moderna. Perspectivas 2005, 8, 67–81. [Google Scholar]
- Englund, R.; Graham, R.J. Creating an Environment for Successful Projects, 3rd ed.; Berrett-Koehler Publishers: Oakland, CA, USA, 2019; ISBN 978-1-5230-8549-1. [Google Scholar]
- Koufteros, X.; Marcoulides, G.A. Product Development Practices and Performance: A Structural Equation Modeling-Based Multi-Group Analysis. Int. J. Prod. Econ. 2006, 103, 286–307. [Google Scholar] [CrossRef]
- Rico, R.; Alcover, C.M.; Tabernero, C. Efectividad de Los Equipos de Trabajo: Una Revisión de La Última Década de Investigación (1999–2009). Revista de Psicología del Trabajo y de las Organizaciones 2010, 26, 47–71. [Google Scholar]
- Nuscheler, D.; Engelen, A.; Zahra, S.A. The Role of Top Management Teams in Transforming Technology-Based New Ventures’ Product Introductions into Growth. J. Bus. Ventur. 2019, 34, 122–140. [Google Scholar] [CrossRef]
- Sahoo, S.; Yadav, S. Total Quality Management in Indian Manufacturing SMEs. Procedia Manuf. 2018, 21, 541–548. [Google Scholar] [CrossRef]
- Baudin, C. Criterios de Transferibilidad Del Enfoque Concurrente En Los Procesos de Diseño y Desarrollo de Productos de Las Pequeñas y Medianas Empresas Chilenas. Ingeniare. Revista Chilena de Ingeniería 2011, 19, 146–161. [Google Scholar] [CrossRef] [Green Version]
- Ullah, I.; Tang, D.; Wang, Q.; Yin, L.; Hussain, I. Managing Engineering Change Requirements during the Product Development Process. Concurr. Eng. 2018, 26, 171–186. [Google Scholar] [CrossRef]
- Gutiérrez Pulido, H.; De La Vara Salazar, R. Análisis y Diseño de Experimentos, 3rd ed.; McGraw Hill: México, D.F., México, 2012; ISBN 978-607-15-0725-9. [Google Scholar]
- Muñoz Castorena, R.V.; Ochoa Hernández, M.B.; Morales García, M. Investigación de Operaciones; McGraw-Hill Interamericana: México, D.F, México, 2011; ISBN 978-607-15-0598-9. [Google Scholar]
- Roibás-Millán, E.; Sorribes-Palmer, F.; Chimeno-Manguán, M. The MEOW Lunar Project for Education and Science Based on Concurrent Engineering Approach. Acta Astronaut. 2018, 148, 111–120. [Google Scholar] [CrossRef]
- Vaagen, H.; Kaut, M.; Wallace, S.W. The Impact of Design Uncertainty in Engineer-to-Order Project Planning. Eur. J. Oper. Res. 2017, 261, 1098–1109. [Google Scholar] [CrossRef] [Green Version]
- Brevault, L.; Balesdent, M.; Defoort, S. Preliminary Study on Launch Vehicle Design: Applications of Multidisciplinary Design Optimization Methodologies. Concurr. Eng. 2018, 26, 93–103. [Google Scholar] [CrossRef]
- Deshpande, A. Concurrent Engineering, Knowledge Management, and Product Innovation. J. Oper. Strateg. Plan. 2018, 1, 204–231. [Google Scholar] [CrossRef]
- Garcia, G.; Roser, X. Enhancing Integrated Design Model–Based Process and Engineering Tool Environment: Towards an Integration of Functional Analysis, Operational Analysis and Knowledge Capitalisation into Co-Engineering Practices. Concurr. Eng. 2018, 26, 43–54. [Google Scholar] [CrossRef]
- Gardner, B.; Richards, R.; Lally, P.; Rebar, A.; Thwaite, T.; Beeken, R.J. Breaking Habits or Breaking Habitual Behaviours? Old Habits as a Neglected Factor in Weight Loss Maintenance. Appetite 2021, 162, 105183. [Google Scholar] [CrossRef]
- Jin, G.; Sperandio, S.; Girard, P. Management of the Design Process: Human Resource Evaluation in Factories of the Future. Concurr. Eng. 2018, 26, 313–327. [Google Scholar] [CrossRef]
- Johannesson, H.; Landahl, J.; Levandowski, C.; Raudberget, D. Development of Product Platforms: Theory and Methodology. Concurr. Eng. 2017, 25, 195–211. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}