
Numerical Simulation and Experimental Investigation of Rotating Blade Centrifugal Jet in Slurry Blast Device Used for Steel Strip Descaling


Abstract
:Featured Application
Abstract
1. Introduction
2. Modeling
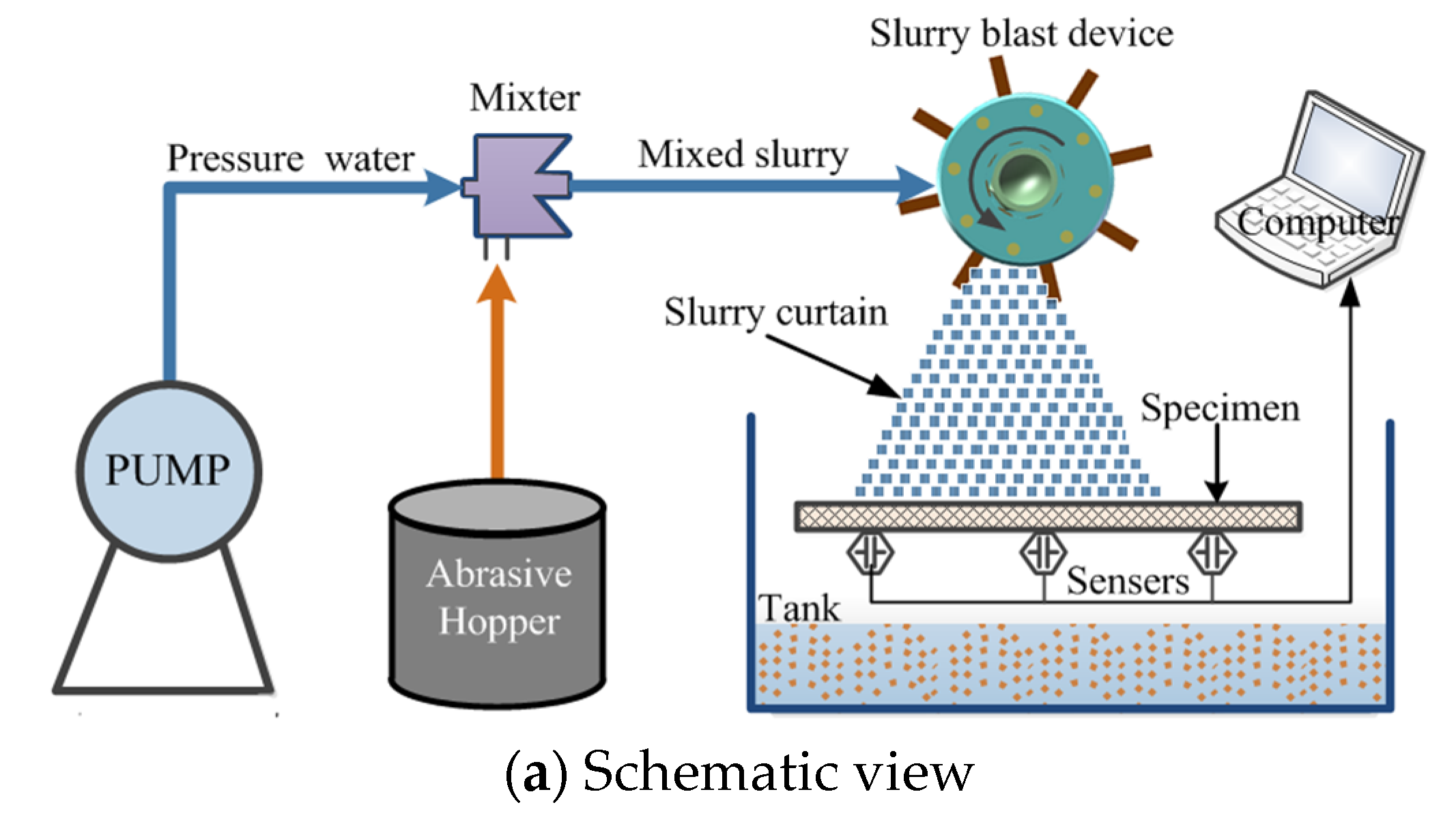
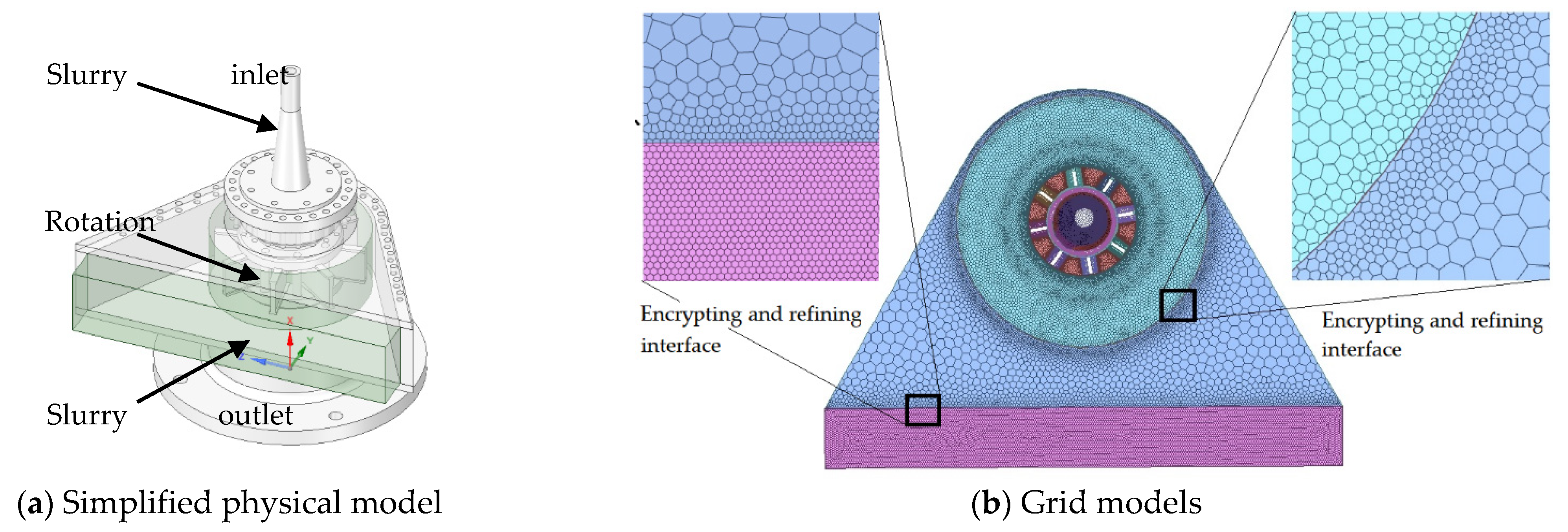
2.1. Physical Model
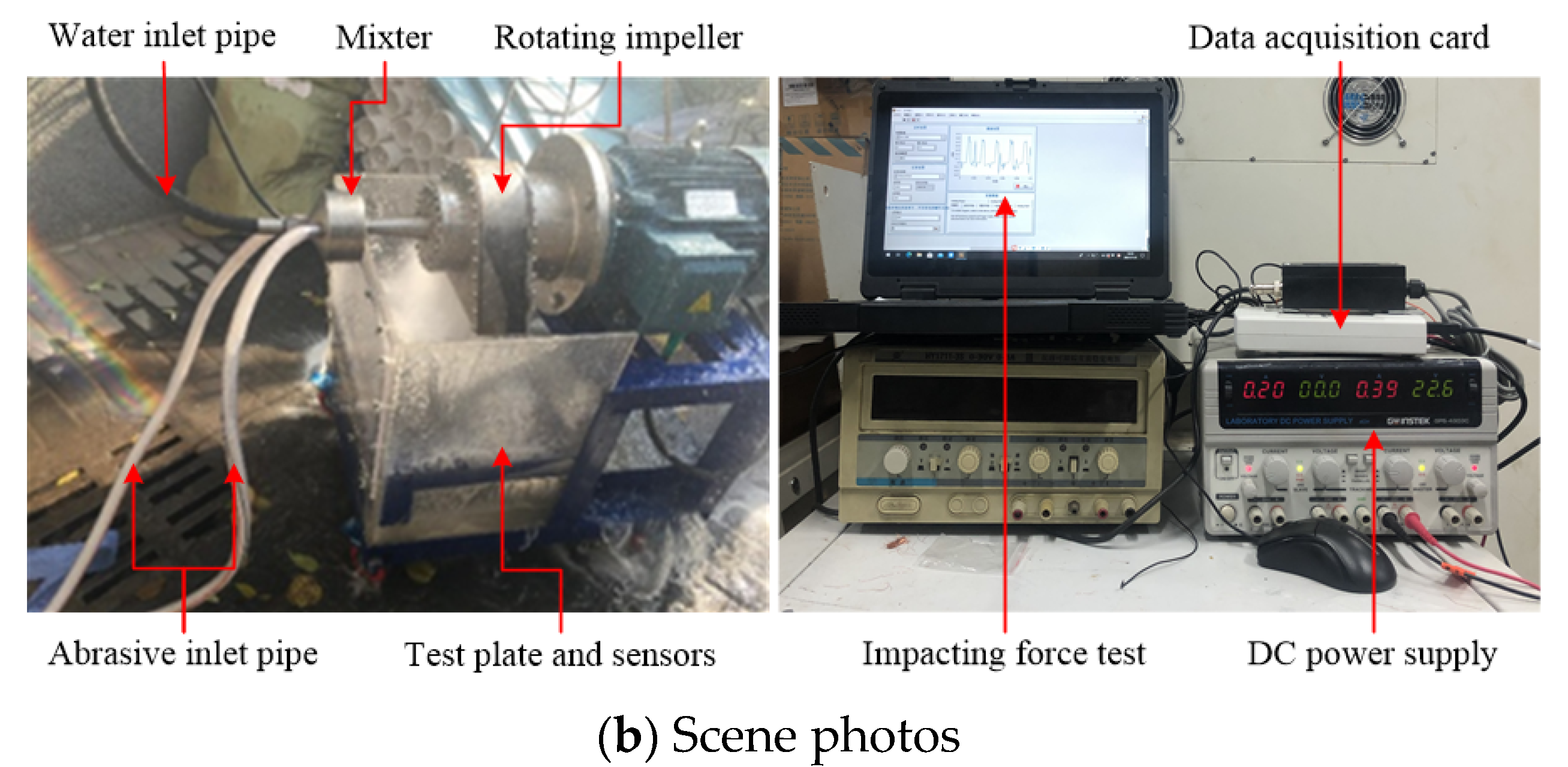
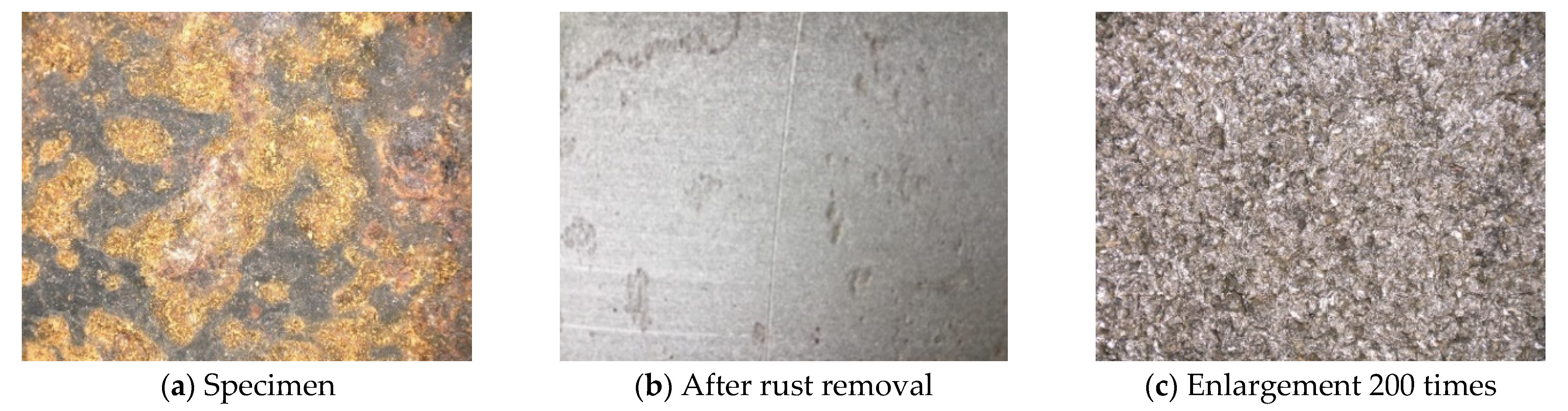
2.2. Materials and Test Methods
2.3. Mathematical Model
2.4. Grid Generation and Boundary Conditions
3. Results Analysis and Discussion
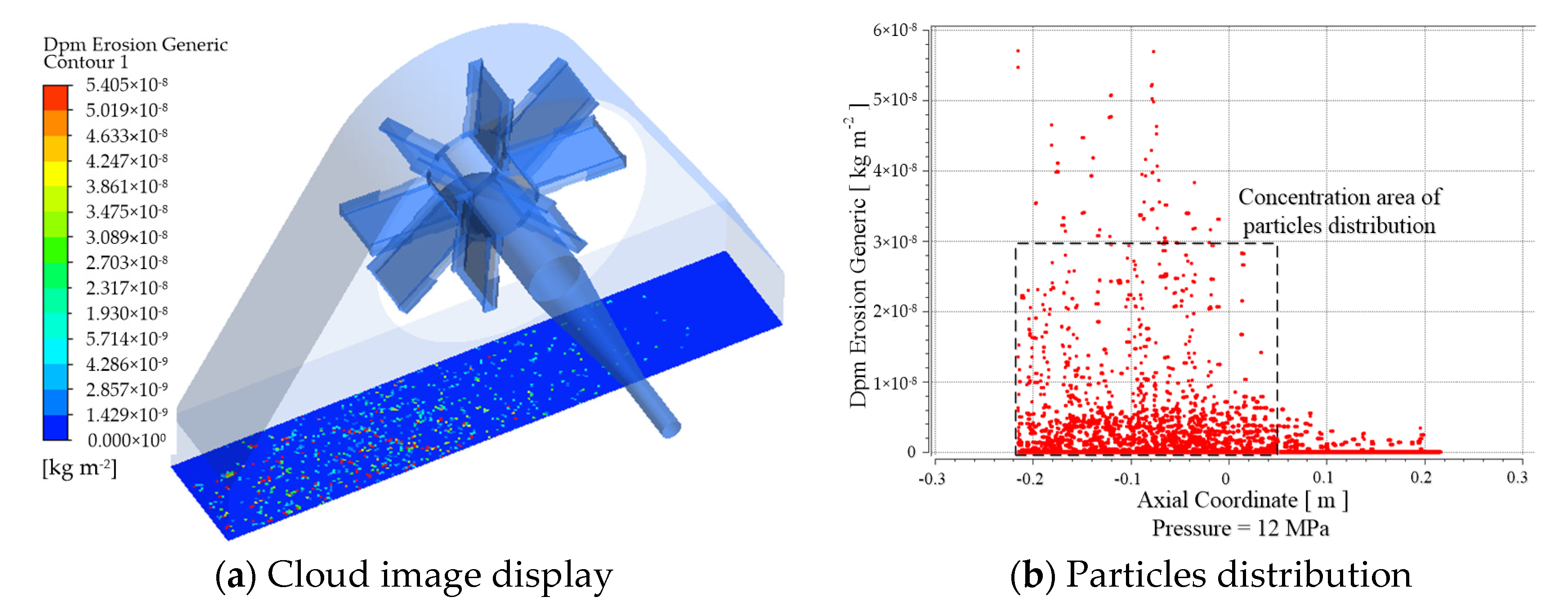
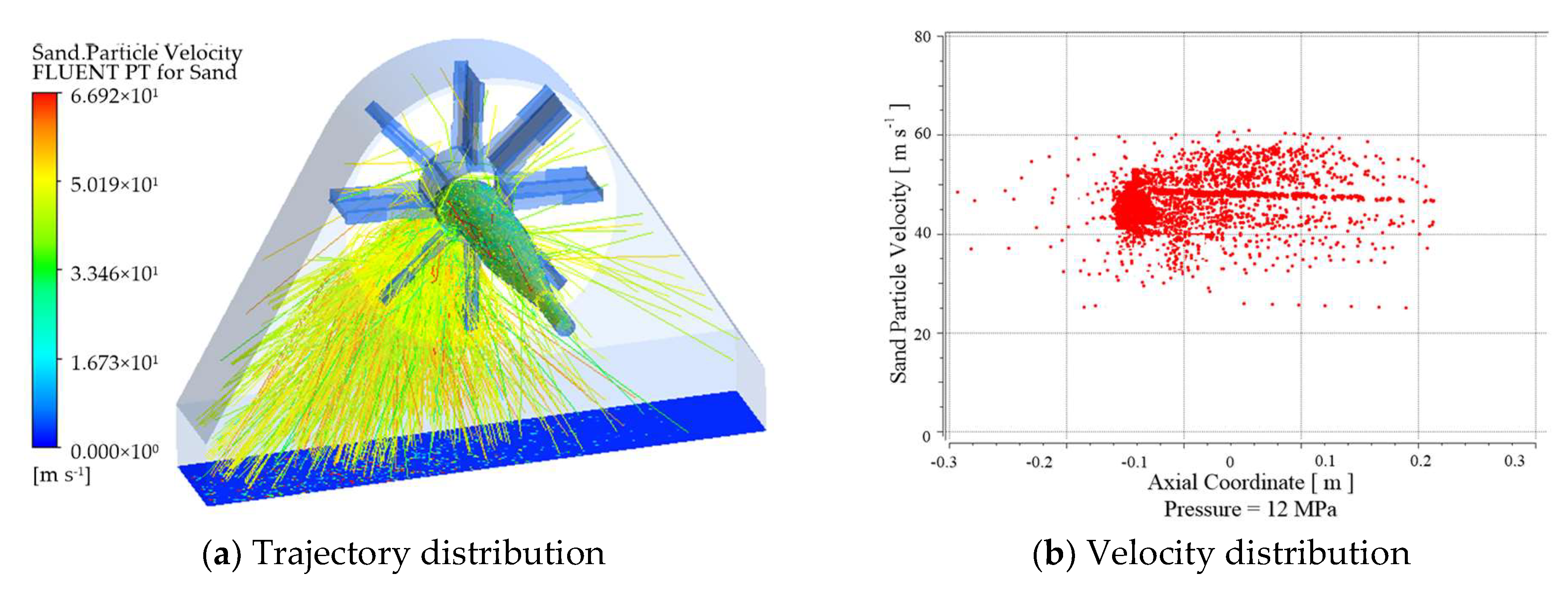
3.1. Simulation Results and Analysis
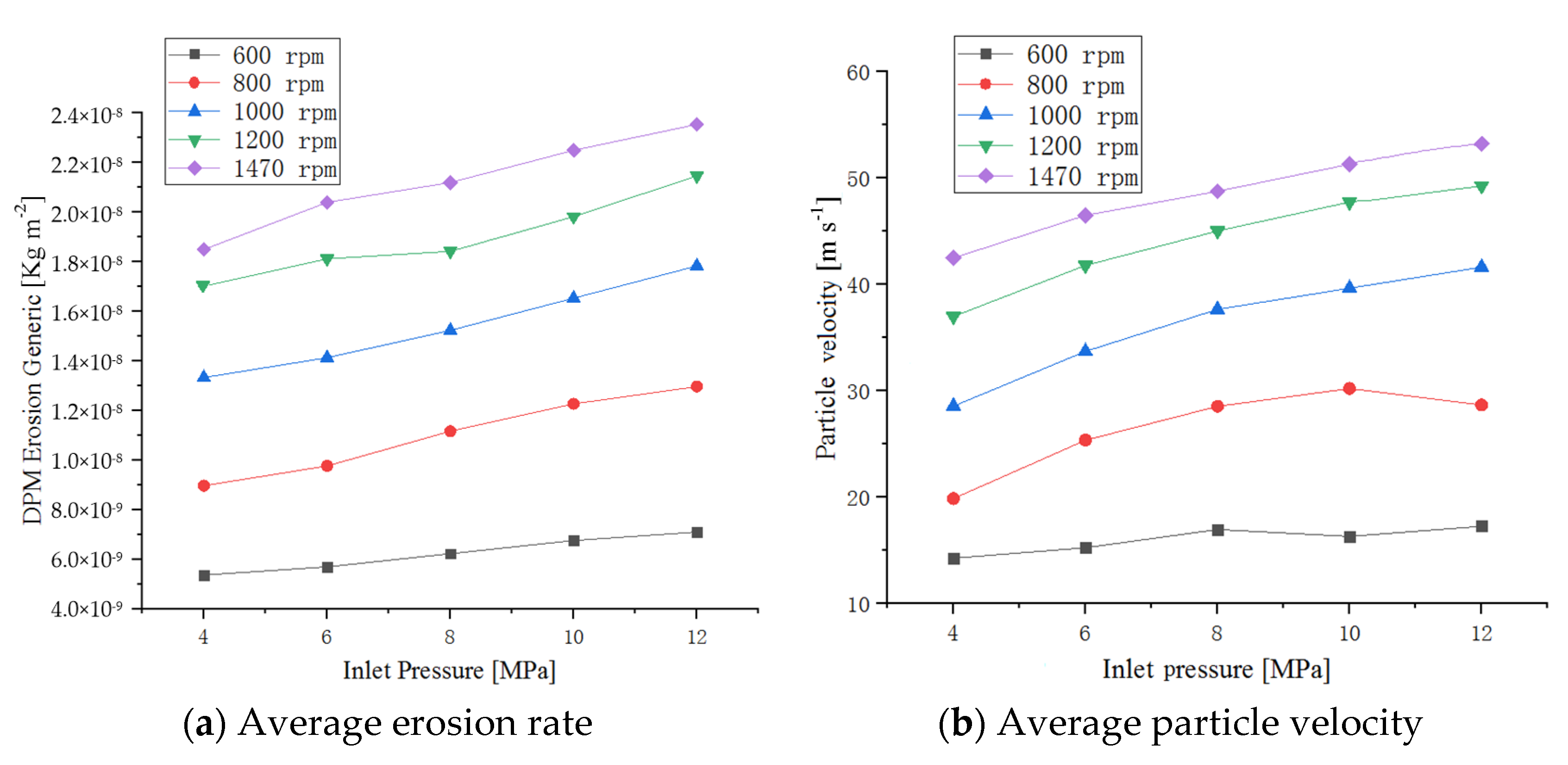
3.2. Effect of Different Inlet Pressures
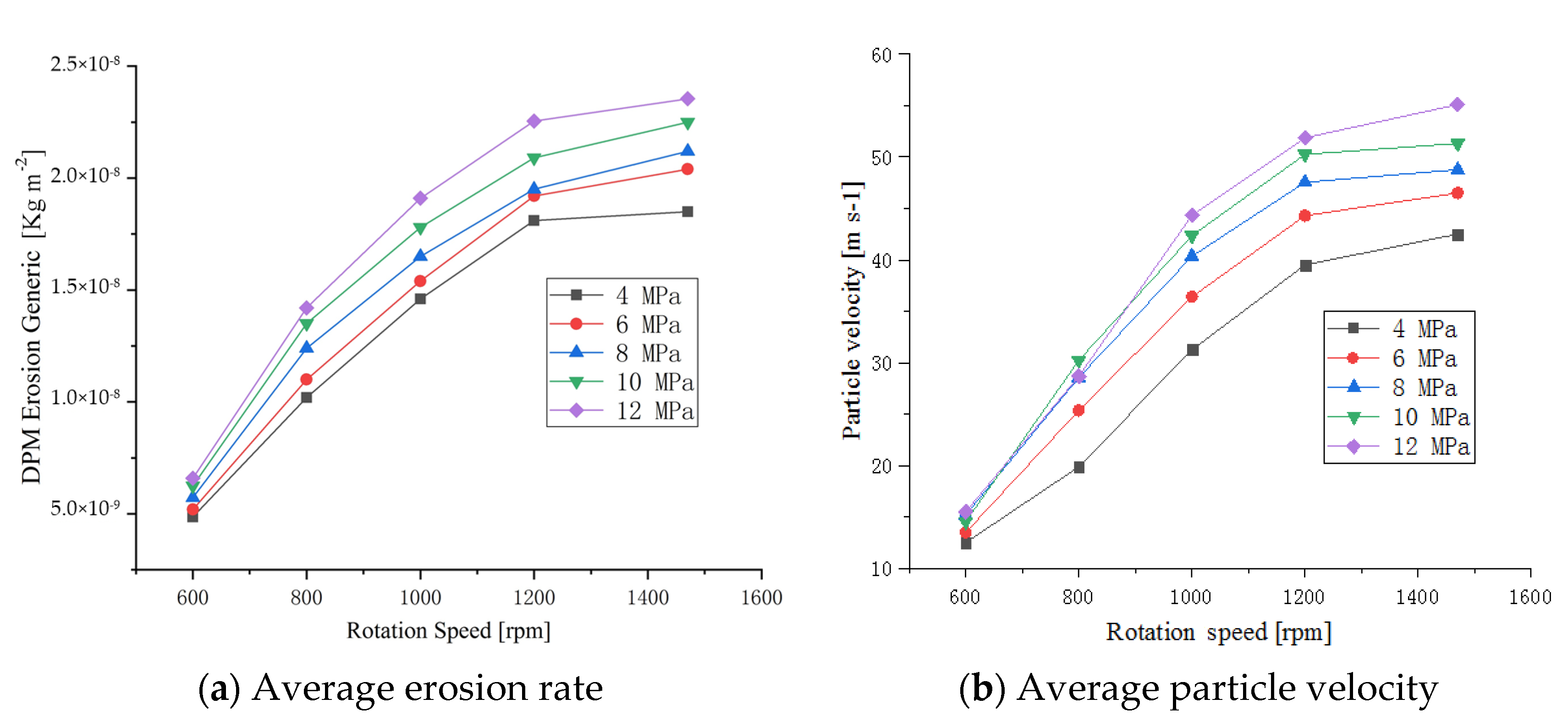
3.3. Effect of Different Blade Rotation Speeds
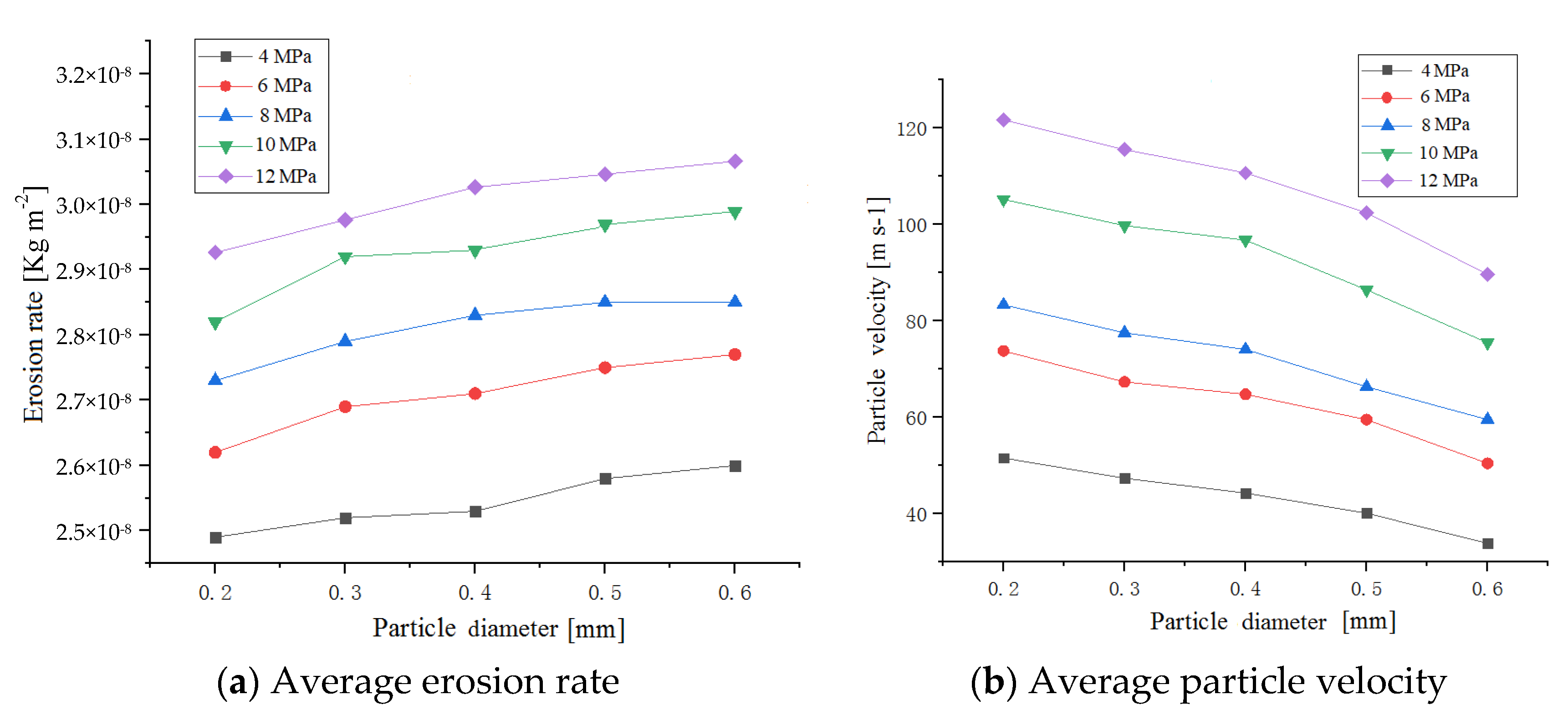
3.4. Effect of Different Particle Diameters
4. Experiment Verification
4.1. Impact Force at Different Blade Rotation Speeds
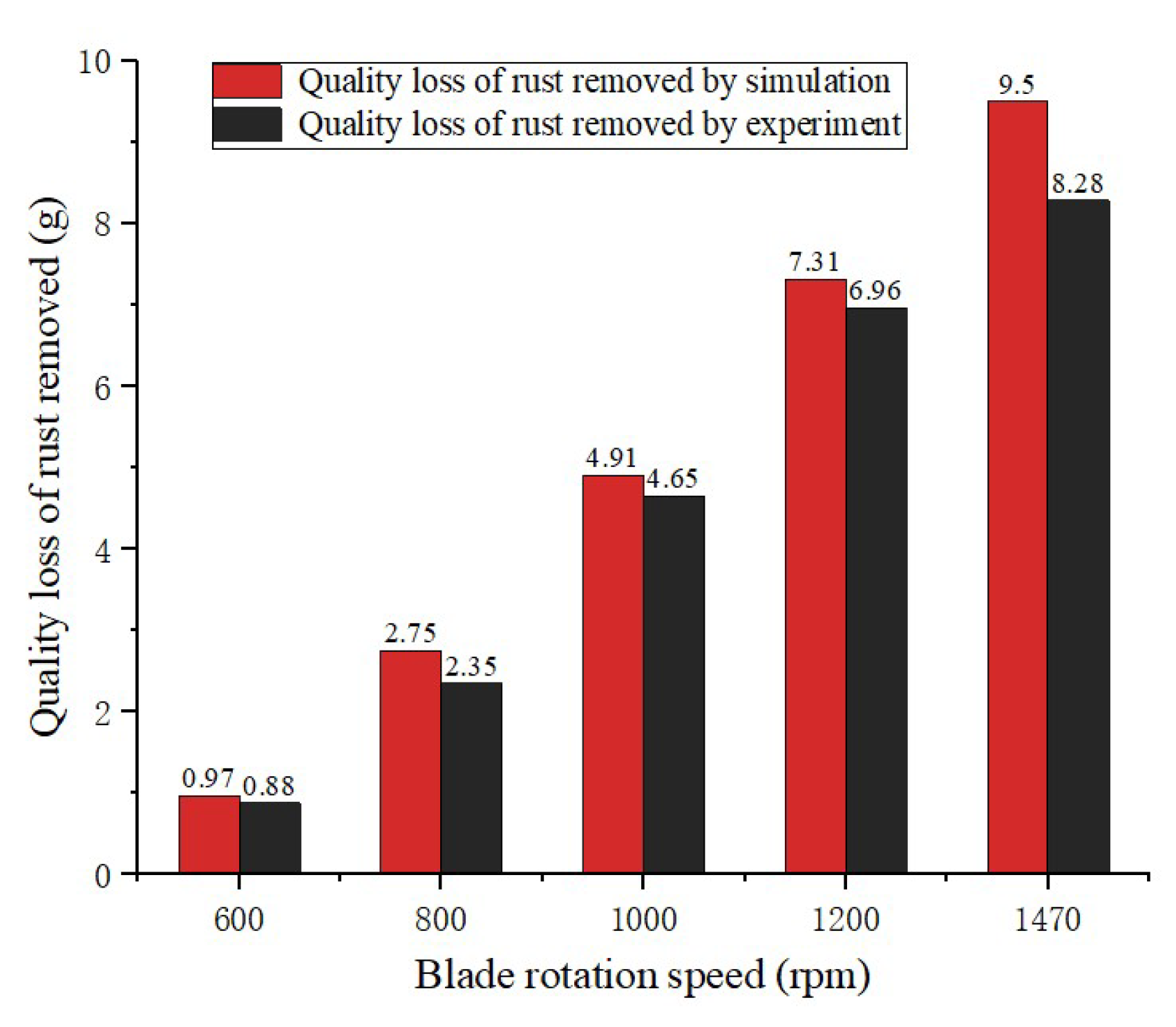
4.2. Weight of Rust Removed at Different Blade Rotation Speeds
4.3. Impact Force at Different Inlet Pressures
5. Conclusions
- (1)
- The DPM is adopted to simulate the momentum and the energy of particles in a continuous phase and then obtain trajectory and particle velocity. The erosion model can simulate the erosion effect of particles on the rust layer and removal weight changes with time. The simulation results show that erosion locations are concentrated on the downwind area of the rotating blades on the steel plate, and erosion rates are mostly in the range of 0–3.0 × 10−8 kg/m2.
- (2)
- The erosion rate and the particle velocity of the mixed slurry are proportional to blade rotation speed and inlet pressure. Impact force is increased by 3.4 times with the variation of different blade rotation speeds and is increased by 1.28 times with the increase in inlet pressure. Therefore, the larger blade rotation speed and reasonable inlet pressure should be adopted as much as possible to obtain a greater impact force and improve the efficiency of rust removal of slurry blast devices.
- (3)
- The abrasive particle diameter has a minimal effect on erosion rate, and particle velocity decreases with the increase in particle diameter distinctly. Assuming that the rust layer of the steel plate can be completely removed, the smaller particle is an effective method to improve the particle velocity and the rust removal ability of the rotating blade centrifugal jet.
- (4)
- The weight of rust removed is proportional to blade rotation speed. When the rotation speed is 1470 rpm, the maximum weight of rust removed reaches 9.5 g/s. The experimental data are consistent with the simulation trends, which are approximately 85–95% of the simulation value.
6. Patents
- (1)
- Nie, S.; Huo, G.; Ji, H. A High Pressure Water Mixed Steel Strip Rust Removal Device: China. ZL 201810423430.2 [P], 13 December 2019 (authorized).
- (2)
- Nie, S.; Huo, G.; Ji, H. A Blade Type Slurry Blast Device for Strip Steel Cleaning: China. ZL 201810423429.x [P], 28 August 2020 (Authorized).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zieliński, A.; Dudziak, T.P.; Golański, G.; Gazdowicz, J.; Koodziej, A. Effects of long-term ageing at high temperatures on oxide scale development and evolution of austenitic steels microstructure. Steel Res. Int. 2020, 91, 1900595. [Google Scholar] [CrossRef]
- Bhattacharya, R.; Jha, G.; Kundu, S.; Shankar, R.; Gope, N. Influence of cooling rate on the structure and formation of oxide scale in low carbon steel wire rods during hot rolling. Surf. Coat. Technol. 2006, 201, 526–532. [Google Scholar] [CrossRef]
- Bourithis, L.; Papadimitriou, G. Three body abrasion wear of low carbon steel modified surfaces. Wear 2005, 258, 1775–1786. [Google Scholar] [CrossRef]
- Hlavá, L.M.; Hlaváová Planár, I.M.; Krenick, T.; Geryk, V. Deformation of products cut on AWJ x-y tables and its suppression. IOP Conf. Ser. Mater. Sci. Eng. 2018, 307, 12015. [Google Scholar] [CrossRef]
- Monno, M.; Ravasio, C. The effect of cutting head vibrations on the surfaces generated by waterjet cutting. Int. J. Mach. Tools Manuf. 2005, 45, 355–363. [Google Scholar] [CrossRef]
- Minakov, V.V. New technologies for cleaning up oil spills. Chem. Pet. Eng. 2004, 40, 59–62. [Google Scholar] [CrossRef]
- Leu, M.C.; Meng, P.; Geskin, E.S.; Tismeneskiy, L. Mathematical modeling and experimental verification of stationary waterjet cleaning process. J. Manuf. Sci. Eng. 1998, 120, 571–579. [Google Scholar] [CrossRef]
- Anand, U.; Katz, J. Prevention of nozzle wear in abrasive water suspension jets (AWSJ) using porous lubricated nozzles. J. Tribol. 2003, 125, 168–180. [Google Scholar] [CrossRef]
- Chen, X.; Deng, S.; Guan, J.; Hua, W. Experiment and simulation research on abrasive water jet nozzle wear behavior and anti-wear structural improvement. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 1–11. [Google Scholar] [CrossRef]
- Li, B. A review of tool wear estimation using theoretical analysis and numerical simulation technologies. Int. J. Refract. Met. Hard Mater. 2012, 35, 143–151. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H.; Shibahara, M. Investigations on welding distortion in an asymmetrical curved block by means of numerical simulation technology and experimental method. Comput. Mater. Sci. 2010, 48, 187–194. [Google Scholar] [CrossRef]
- Andreini, A.; Bianchini, C.; Puggelli, S.; Demoulin, F.X. Development of a turbulent liquid flux model for Eulerian-Eulerian multiphase flow simulations. Int. J. Multiph. Flow 2016, 81, 88–103. [Google Scholar] [CrossRef]
- Zeng, Y.C.; Yu, C.W. Numerical simulation of air flow in the nozzle of an air-jet spinning machine. Text. Res. J. 2003, 73, 350–356. [Google Scholar] [CrossRef]
- Annoni, M.; Arleo, F.; Malmassari, C. CFD aided design and experimental validation of an innovative air assisted pure water jet cutting system. J. Mater. Processing Technol. 2014, 214, 1647–1657. [Google Scholar] [CrossRef] [Green Version]
- Guha, A.; Barron, R.M.; Balachandar, R. Numerical simulation of high-speed turbulent water jets in air. J. Hydraul. Res. 2010, 48, 119–124. [Google Scholar] [CrossRef]
- Liu, H.; Wang, J.; Kelson, N.; Brown, R.J. A study of abrasive waterjet characteristics by CFD simulation. J. Mater. Processing Technol. 2004, 153–154, 488–493. [Google Scholar] [CrossRef] [Green Version]
- Ji, H.; Cao, X.R.; Nie, S.L.; Yin, F.L. Simulation and experiment study of the self-excited oscillating mixer with abrasive jet used for the descaling of rusty steel. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2019, 233, 1109–1127. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Considerations in using the discrete phase model (DPM). Steel Res. Int. 2011, 82, 1287–1289. [Google Scholar] [CrossRef]
- Safaei, M.R.; Mahian, O.; Garoosi, F.; Hooman, K.; Karimipour, A.; Kazi, S.N.; Gharehkhani, S. Investigation of micro- and nanosized particle erosion in a 90° pipe bend using a two-phase discrete phase model. Sci. World J. 2014, 2014, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Mezhericher, M.; Brosh, T.; Levy, A. Modeling of particle pneumatic conveying using DEM and DPM methods. Part. Sci. Technol. 2011, 29, 197–208. [Google Scholar] [CrossRef]
- Moslemi, A.; Ahmadi, G. Study of the hydraulic performance of drill bits using a computational particle-tracking method. SPE Drill. Completion 2014, 29, 28–35. [Google Scholar] [CrossRef]
- Saman, R.; Javad, E.; Rahmat, E. Convective heat transfer and particle motion in an obstructed duct with two side by side obstacles by means of DPM model. Appl. Sci. 2017, 7, 431. [Google Scholar]
- Jeon, S.; Kim, Y. Numerical simulation of level ice-structure interaction using damage-based erosion model. Ocean. Eng. 2020, 220, 108485. [Google Scholar] [CrossRef]
- Nugroho, S.S.; McLaury, B.S.; Shirazi, S.A. Application of a CFD-Based Erosion Prediction Procedure for Sudden Expansions; Volume 2: Symposia and General Papers, Parts A and B; ASME: Montreal, QC, Canada, 2002. [Google Scholar]
- Chen, X.; McLaury, B.S.; Shirazi, S.A. Application and experimental validation of a computational fluid dynamics (CFD)-based erosion prediction model in elbows and plugged tees. Comput. Fluids 2004, 33, 1251–1272. [Google Scholar] [CrossRef]
- Tazibt, A.; Parsy, F.; Abriak, N. Theoretical analysis of the particle acceleration process in abrasive water jet cutting. Comput. Mater. Sci. 1996, 5, 243–254. [Google Scholar] [CrossRef]
- Summers, D.A. Waterjetting Technology; Taylor and Francis: London, UK, 1995; ISBN 0419196609. [Google Scholar]
- Mansouri, A.; Arabnejad, H.; Shirazi, S.A.; McLaury, B.S. A combined CFD/experimental methodology for erosion prediction. Wear 2015, 332–333, 1090–1097. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Number of Cells | Erosion Rate (kg/m2) | Particle Velocity(m/s) |
|---|---|---|---|
| Case 1 | 874,050 | 2.33 × 10−8 | 48.51 |
| Case 2 | 1,206,482 | 2.55 × 10−8 | 53.25 |
| Case 3 | 1,543,365 | 2.61 × 10−8 | 55.12 |
| Case 4 | 1,769,118 | 2.62 × 10−8 | 55.40 |
| Case 5 | 2,685,220 | 2.626 × 10−8 | 55.52 |
| Parameters | Unit | Value |
|---|---|---|
| Water/Abrasive density | kg/m3 | 998.2/3000 |
| Water viscosity | kg/(m3/s) | 0.001003 |
| Percent of abrasive | % | 10 |
| Abrasive diameter | mm | 0.2/0.3/0.4/0.5/0.6 |
| Total flow rate of abrasive | kg/s | 0.2 |
| Blade rotation speed | rpm | 600/800/1000/1200/1470 |
| Inlet pressure | MPa | 4/6/8/10/12 |
| No. | Blades Rotation Speed (rpm) | Simulation Velocity (m/s) | Simulation Impact Force (N) | Experimental Impact Force (N) |
|---|---|---|---|---|
| 1 | 600 | 13.24 | 41.29 | 33.03 |
| 2 | 800 | 27.63 | 85.76 | 55.74 |
| 3 | 1000 | 38.52 | 120.19 | 84.14 |
| 4 | 1200 | 45.21 | 142.61 | 106.95 |
| 5 | 1470 | 48.78 | 145.65 | 116.52 |
| No. | Blade Rotation Speed (rpm) | Average Erosion Rate (kg/m2) | Number of the Particles | Weight of Rust Removed by Simulation (g/s) | Weight of Rust Removed by Experiment (g/s) |
|---|---|---|---|---|---|
| 1 | 600 | 6.25 × 10−9 | 9370 | 0.97 | 0.88 |
| 2 | 800 | 1.35 × 10−8 | 11,330 | 2.75 | 2.35 |
| 3 | 1000 | 1.78 × 10−8 | 15,340 | 4.91 | 4.65 |
| 4 | 1200 | 2.09 × 10−8 | 19,430 | 7.31 | 6.96 |
| 5 | 1470 | 2.25 × 10−8 | 23,460 | 9.50 | 8.28 |
| No. | Inlet Pressure (MPa) | Simulation Velocity (m/s) | Simulation Impact Force (N) | Experimental Impact Force (N) |
|---|---|---|---|---|
| 1 | 4 | 42.5 | 120.62 | 102.33 |
| 2 | 6 | 46.5 | 132.97 | 112.17 |
| 3 | 8 | 48.77 | 138.41 | 116.26 |
| 4 | 10 | 51.32 | 147.65 | 122.43 |
| 5 | 12 | 55.09 | 153.35 | 125.77 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huo, G.; Ma, Z.; Huang, Y.; Nie, S.; Zhang, Z. Numerical Simulation and Experimental Investigation of Rotating Blade Centrifugal Jet in Slurry Blast Device Used for Steel Strip Descaling. Appl. Sci. 2022, 12, 478. https://doi.org/10.3390/app12010478
Huo G, Ma Z, Huang Y, Nie S, Zhang Z. Numerical Simulation and Experimental Investigation of Rotating Blade Centrifugal Jet in Slurry Blast Device Used for Steel Strip Descaling. Applied Sciences. 2022; 12(1):478. https://doi.org/10.3390/app12010478
Chicago/Turabian StyleHuo, Guotao, Zhonghai Ma, Yeqing Huang, Songlin Nie, and Zhenhua Zhang. 2022. "Numerical Simulation and Experimental Investigation of Rotating Blade Centrifugal Jet in Slurry Blast Device Used for Steel Strip Descaling" Applied Sciences 12, no. 1: 478. https://doi.org/10.3390/app12010478
APA StyleHuo, G., Ma, Z., Huang, Y., Nie, S., & Zhang, Z. (2022). Numerical Simulation and Experimental Investigation of Rotating Blade Centrifugal Jet in Slurry Blast Device Used for Steel Strip Descaling. Applied Sciences, 12(1), 478. https://doi.org/10.3390/app12010478