Abstract
Currently, wood is presented as an alternative to traditional building materials and to mitigate climate change. Chile is one of the eight largest wood producers in the world; therefore, wood-based products are an easily accessible resource. The aim of this research is to reinforce at laboratory scale plywood panels with basalt and carbon engineer fibers using epoxy resin and polyvinyl acetate as an adhesive system to improve their physical and mechanical properties. Three-point static bending and Janka hardness tests were carried out. The results showed a better performance in the reinforced boards, which showed an increase in Modulus of Elasticity (MOE) and Modulus of Rupture (MOR) properties in the parallel direction of about 48.2% and 52.8%, respectively. Additionally, for the perpendicular direction, there was an increase of 52.0% and 102.9%, respectively. On the other hand, the Fiber Reinforced Polymer (FRP) plywood panels showed an increase of at least 37% on the Janka hardness property, obtaining higher results with the polyvinyl acetate (PVA) adhesive. Finally, FRP–plywood, PVA–BF and PVA–CF may be a new option for composite wood materials, with their ductile behavior and superior mechanical properties, especially in the perpendicular direction, where the increases were greater than those shown in unreinforced plywood.
1. Introduction
The benefits of the wood composites, manufactured from laminated wood, adhesives and other materials, include their better dimensional stability, homogenous mechanical properties and higher durability [1]. These products include plywood and wood-based panels in veneer form.
Plywood is a rigid structural element, composed of wood veneers glued together so that the grain orientation of the veneer is perpendicular to the grain orientation of the adjacent layer; this alternation in the grain direction of its layers makes plywood resistant to delamination, allowing anchors to be placed very close to the edges of a panel [2,3]. Plywood properties depend on the wood species used; in some cases these panels are based on species, such as Radiata Pine, that have poor mechanical properties, so although plywood boards are highly valued worldwide and they have an assured market and many other factors in their favor, researchers are always looking to improve them in some way. One option is reinforcing them with different types of fibers, which is mainly to improve their mechanical properties, or in other cases to reduce costs by complementing another fiber or to reduce the maintenance of the structural element.
The mechanical properties of fiber-reinforced composites depend mostly on the stress transfer mechanism in the polymeric composite from the matrix of fibers. These also depend on the length of the fibers, their orientation, the volume fraction and the direction of external loading [4].
The use of fiber reinforcements in the veneer industry for wide-ranging applications is low. For structural materials, the common fiber reinforcement is the glass fiber, but for special applications carbon fibers, aramids fibers and basalt fibers can also be used [2,5].
Carbon fiber (CF) is an ideal reinforcement for polymer composites due to its excellent mechanical properties and light weight. Additionally, this fiber is a unique material because its properties cover a wide range of thermo-physical properties that can be adapted to the desired application [6,7]. In addition, CF, compared to other synthetic fibers, acquires a pioneering position in structural application due to its higher fiber structure in combination with physical and mechanical properties in both compressive and tensile modes [8]. However, its main limitation is its high cost [9].
Basalt fiber (BF) is a material composed of extremely fine fibers. It has many excellent properties such as high strength, electrical insulation, corrosion resistance, high temperature resistance, low thermal conductivity, a very high modulus, excellent stability, good chemical resistance. It is also natural, environmentally friendly, non-toxic and cheap. Properties of basalt fibers are better than glass fiber, and it is significantly cheaper than carbon fibers [5,10].
For the reinforcement fiber and the plywood bonding it is necessary to use adhesives. Two quite common adhesives are epoxy resin and polyvinyl acetate. The former, epoxy resin (ER), is the most significant category of thermosetting resins for several engineering applications. ER has high stiffness and strength, corrosion and microbial organisms, excellent dielectric behavior, resistance to chemicals, low shrinkage during cure, and good thermal features. This resin has been widely utilized in cryogenic engineering technologies as an impregnating material, adhesive or matrix for fiber-reinforced composites [11]. On the other hand, polyvinyl acetate (PVA), the thermoplastics adhesive, softens when the temperature is increased to a particular level and hardens again when cooled [12]. It develops good adhesion to wood and wood-based materials, and has the advantage of being a one-part system, with long shelf and pot lives. It also has a reasonably rapid cure at room temperature [13] and is less harsh for the environment than conventionally used resins [14].
In the past years, there have been different types of approaches to the enhancement of plywood properties with FRP. Among them, Bal et al. [15] used glass fiber to increase the physical and mechanical properties of plywood. Carbon fiber has also improved plywood properties; Ashori et al. [16] use it with the addition of waste rubber powder and methylene diphenyl isocyanate resin, Zhang et al. [17], use it applying a plasma treatment to also improve the interfacial bonding between the veneers and the fiber and Auriga et al. [18], use it on reinforced plywood bonded with melamine-urea-formaldehyde (MUF), where two different fiber orientations were tested. Authors such as Kramár et al. [14,19] and Lohmus et al. [20] have enhanced plywood’s physical and mechanical properties using basalt fibers with different types of adhesives.
In general, all the different approaches of plywood reinforcement described include different types, combinations and treatments on the fibers and adhesives, fiber orientations, grammages and location. However, very little include basalt fiber just placed on the surface of a Pinus radiata D. DON plywood, in comparison to well-known glass and carbon fibers, so this research also innovates and bring an environmental option, by comparing the use of basalt fiber with carbon fiber. Therefore, the aim of this work was to compare the physical and mechanical properties of plywood—made of a wood specie with low structural properties—reinforced with carbon and basalt fiber glued with polyvinyl acetate adhesive and epoxy resin on a laboratory scale.
2. Materials and Methods
2.1. Materials
2.1.1. Plywood Panels
The seven-layered plywood panels with a thickness of 18 mm and dimensions of 500 mm × 500 mm were made of Pinus radiata D. DON veneers glued with Phenol Formaldehyde (PF) adhesive. These panels were donated by Eagon Lautaron S.A. company (Lautaro, Chile).
2.1.2. Reinforcement Fibers
The engineering reinforced fibers used were basalt fiber (BF) and carbon fiber (CF), both of which were supplied by Aura Industrial. Some properties of each fiber are listed in the Table 1.

Table 1.
Properties of the reinforcement fibers used by Aura Industrial data sheets.
2.1.3. Adhesives
For the fabrication of FRP–plywood, bi-component epoxy resin (Aura 280 and its hardener Aradur 963) and polyvinyl acetate adhesive (PVA D4) were used. Both adhesives were supplied by Aura Industrial (New Delhi, India). Some properties of each adhesive are listed in the Table 2.
Table 2.
Properties of the adhesives used by Aura Industrial data sheets.
2.2. Methods
2.2.1. Reinforcement of Plywood Panels
Firstly, the physical properties of the plywood panel without reinforcement were evaluated. Density and moisture content were measured according to the Chilean standard NCh 176/2 [21] and NCh176/1 [22], respectively.
Secondly, the reinforcement fibers were applied in the plywood panels. From a total of 25 boards, 20 of them were reinforced with basalt and carbon fiber. The fiber coating was applied to one side of each board using 400 g/m² of PVA adhesive and 220 g/m² o epoxy resin. The adhesives were applied by adding a half of the determined dose on the selected face of the board, then the fiber was placed on the adhesive and finally, the remaining dose of adhesive was added on the fiber.
After gluing, plywood panels were hot and cold pressed. The hot pressing was carried out at a temperature of 120 ± 2 °C, by means of a three-stage pressing cycle shown in Figure 1. Cold pressing was performed by applying the same stages of hot pressing at a water temperature of 20 ± 2 °C.
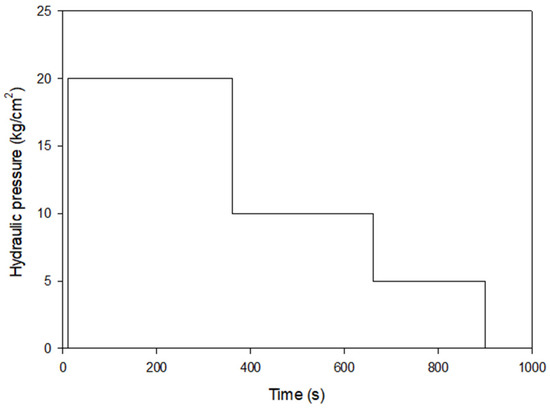
Figure 1.
Hot three-stage pressing cycle.
Immediately after pressing, the boards were stored at room temperature conditions for 7 days, at 20 °C and 65% relative humidity. Finally, plywood boards were cut to final dimensions of 480 mm × 480 mm to determine their physical and mechanical properties according to Chilean and European standards. The composite panels manufactured are shown in Figure 2 and the design of the experiment is summarized in Table 3.
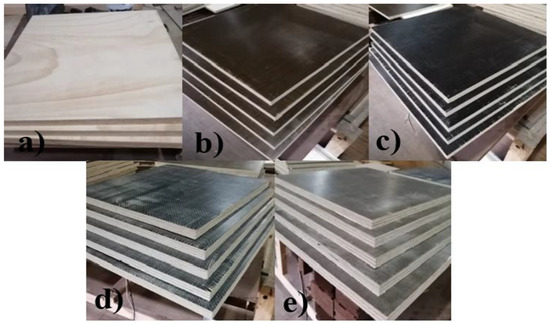
Figure 2.
Control and reinforced plywood panels: (a) Control plywood panel; (b) Basalt fiber/epoxy resin reinforced plywood; (c) Carbon fiber/epoxy resin reinforced plywood; (d) Carbon fiber/PVA adhesive reinforced plywood; (e) Basalt fiber/PVA adhesive reinforced plywood.
Table 3.
Design of the experiment.
2.2.2. Physical Properties
Firstly, density was measured in 6 specimens with dimensions of 50 mm × 50 mm, according to the Chilean standard NCh 176/2. The density profile of the panels was measured by using an Amersham plc AMCK6693 gamma-ray densimeter, scanning directly through the thickness of the sample with an incremental step of 0.1 mm. A density profile of 5 specimens with dimensions of 50 mm × 50 mm of each plywood was recorded.
Moisture content was measured in 6 specimens in accordance with the Chilean standard NCh 176/1, and finally, thickness swelling and water absorption were determined in 8 specimens with dimensions of 50 mm × 50 mm under the conditions of the European standard EN 317 [23].
2.2.3. Mechanical Properties
The bending properties of the control and reinforced plywood panels were determined through mechanical tests of three-point static bending in the direction parallel and perpendicular to the fibers, according to specifications and methodology of the European standard EN 310 [24]. A total of 10 specimens were tested for each plywood sample, with dimensions of 480 mm × 50 mm. The type of failure produced in the specimens was observed and classified, using the European standard EN 310.
The Janka hardness test of control and reinforced boards was performed on 6 specimens with dimensions of 76 mm × 52 mm, according to the American standard ASTM D1037-12 [25].
Bending properties and Janka hardness were measured using a universal testing machine, Instron 100-23, equipped with BlueHill2 software.
2.2.4. Analysis of Data
For the data analysis of the results obtained, an ANOVA was performed where the differences between the averages were accepted at a significance of p < 0.05. In those cases where the differences were statistically significant between the physical and mechanical properties obtained from the tests performed, a multivariance analysis LSD Test was applied, with a confidence level of 95%. Results of the ANOVA analysis are marked in each relevant table.
This section may be divided by subheadings. It should provide a concise and precise description of the experimental results, their interpretation, as well as the experimental conclusions that can be drawn.
3. Results
3.1. Physical Properties
The FRP–plywood showed an increase in density compared to the reference panel (Table 4). The range of increase was between 17% and 27% for the ER–BF sample with a density of 511.31 kg/m3 and the ER–CF sample with a density of 553.89 kg/m3, respectively. The moisture content of the samples varied between 8.55% and 11.29%, which is the expected range for conditioning. The thickness swelling did not vary between the samples. The FRP–plywood presented a decrease in the percentage of water absorption, between 16.6% and 37.6%, of the PVA–CF sample with 0.59 g and the PVA–BF sample with 0.50 g, respectively.
Table 4.
Results of physical properties.
The density profile showed differences in the FRP–plywood samples, which showed a peak on the surface where the carbon and basalt fibers were found. The samples reinforced with basalt fiber showed a higher peak (Figure 3).
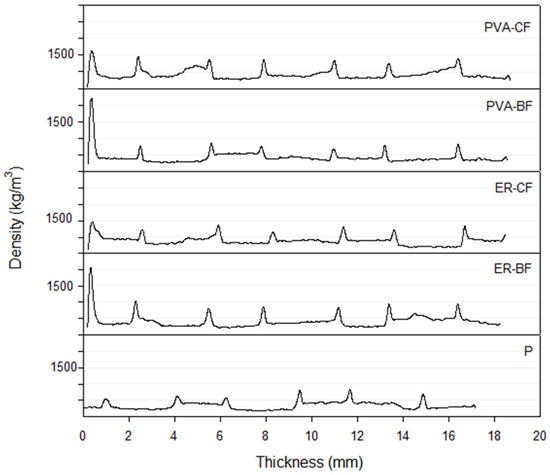
Figure 3.
Density profile of the composite panels.
3.2. Mechanical Properties
3.2.1. Strength and Stiffness Bending Properties
FRP–plywood improves the bending properties of plywood. Stiffness (MOE) and resistance (MOR) are higher in the tests in the parallel direction than in the perpendicular one (Table 5).
Table 5.
Results of strength and stiffness bending properties in the direction parallel and perpendicular to the fibers.
In the parallel direction (Figure 4), the MOE increase varied between 9.2% and 42.8%, in the ER–BF (3680 MPa) and ER–CF (4998 MPa) samples, respectively. The MOR increase varied between 28.8% and 52.8%, in the PVA–BF (44.65 MPa) and ER–CF (52.95 MPa) samples, respectively.
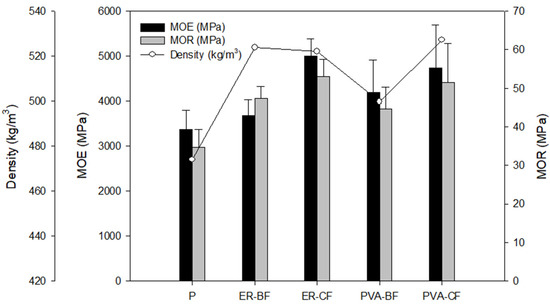
Figure 4.
Results of MOE, MOR and density of each sample in the parallel direction.
In the perpendicular direction (Figure 5), the MOE increase varied between 19.2% and 52.0%, in the PVA–BF (3188 MPa) and ER–CF (4066 MPa) samples, respectively. The MOR increase varied between 57.6% and 102.9%, in the ER–BF (39.52 MPa) and PVA–CF (50.89 MPa) samples, respectively.

Figure 5.
Results of MOE, MOR and density of each sample in the perpendicular direction.
The load–deflection curves of the bending tests of the parallel and perpendicular samples had evidenced that FRP–plywood increase the maximum load and maximum deflection of plywood, these results are shown in Figure 6 and Figure 7, respectively.
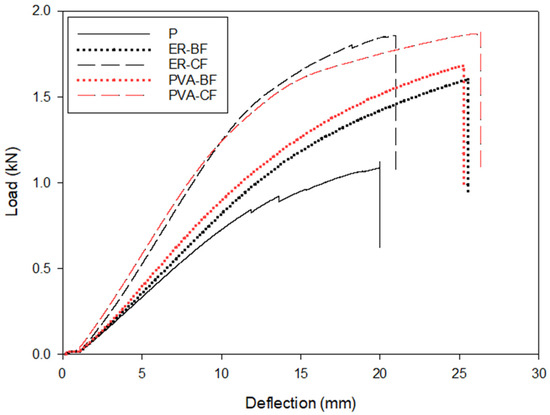
Figure 6.
Load–deflection curves of the samples during the three-point bending test in the parallel direction.
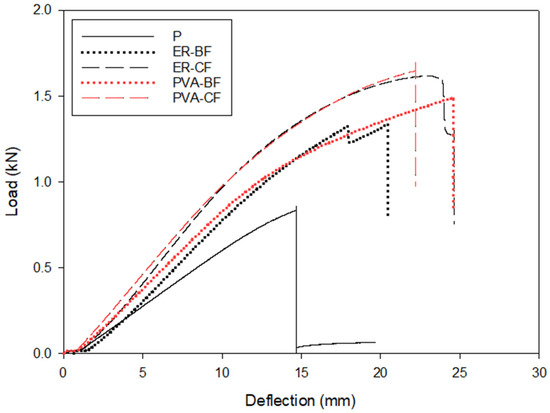
Figure 7.
Load–deflection curves of the samples during the three-point bending test in the perpendicular direction.
In the parallel direction, the maximum load increased between 43.1% and 57.4%, for the PVA–BF (1.57 kN) and ER–CF (1.73 kN) samples, respectively. The maximum deflection increased between 1.8% and 37.5%, for the ER–CF (18.37 mm) and PVA–CF (24.82 mm) samples, respectively.
In the perpendicular direction, the maximum load increased between 58.0% and 100.9%, for the ER–BF (1.31 kN) and PVA–CF (1.66 kN) samples, respectively. The maximum deflection increased between 37.3% and 86.2%, for the ER–CF (19.16 mm) and PVA–BF (25.99 mm) samples, respectively.
3.2.2. Results of the Janka Hardness Test
The FRP–plywood increased the Janka hardness results between 37.4% and 79.1%, in the ER–CF (2.57 kN) and PVA–CF (3.35 kN) samples, respectively. On the other hand, the MOE increased between 33.3% and 82.9%, in the ER–BF (3.36 MPa) and PVA–CF (4.61 MPa) samples, respectively. These results are presented in Table 6 and shown in Figure 8. The load–deflection behavior of each sample is shown in Figure 9.
Table 6.
Results of Janka Hardness test.
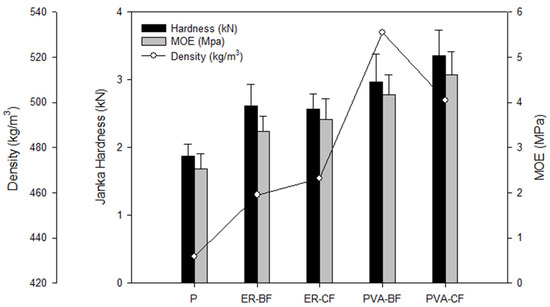
Figure 8.
Results of Janka Hardness test of each sample.

Figure 9.
Load–deflection curves of the samples during the Janka hardness test.
4. Discussion
4.1. Physical Properties
The FRP–plywood presented higher density values than the plywood, due to the incorporation of the basalt and carbon fiber with epoxy resin and polyvinyl acetate matrixes, which have a higher density than wood, but there was no direct relationship between the type of fiber and the type of adhesive with the increase in the density of the sample, despite the fact that the density profile showed that the highest peak on the surface was presented by the samples reinforced with basalt fibers.
The moisture content of the samples presented results in the expected range for their conditioning (8–12%). The swelling of the samples did not present significant differences. Additionally, the water absorption decreased in the FRP–plywood samples, due to the waterproofing effect on the surface caused by the presence of the FRP.
4.2. Mechanical Properties
FRP–plywood presented better bending results, in stiffness and strength in both the parallel and the perpendicular direction, with respect to plywood. This is generally attributed to the capacity of fibers and adhesives (FRP) to enhance the mechanical properties of plywood.
The bending test stiffness (MOE) and strength (MOR) were higher in the parallel direction than in the perpendicular direction. In the parallel direction, the ER–CF sample presented an increase of 48.2% and 52.8% of the MOE and MOR, respectively. In the perpendicular direction, the ER–CF sample was also the one that presented the greatest increase in MOE (52.0%), but it was the PVA–CF sample that presented the greatest increase in MOR (102.9%).
The orientation of the veneers on the surface of the plywood defines the parallel and perpendicular direction of these. The greater strength of the structure of the wood fibers in the longitudinal direction is the cause of the greater strength to bending in the parallel direction of plywood. This gives it a higher MOR and MOE due to the longitudinal tensile and compressive strength of the wood, as well as a lower deflection of the samples during the test [26]. Incorporating FRP in the flexo-tensile surface of the plywood increases its stiffness and strength to parallel and perpendicular bending, changing its failure behavior from a brittle material to a more ductile material [14,19,27,28].
The results obtained were in accordance with those from Kramár et al. [19], in which a 15-layered plywood reinforced with basalt fiber and bonded with epoxy resin on the tension side showed, in most instances, a better performance than the control panel. Kramár et al. [16], compared plywood samples reinforced with one and two layers of basalt fiber and bonded with PVA adhesive. The results obtained by these authors were also consistent with those obtained in the present study, where values of bending stiffness and strength of the FRP–plywood were higher than the control panel.
With regard to the different behavior of the different adhesives used, similar results were published by Chanda et al. [29], who noted that PVA adhesive may impart superior bonding strength in the longitudinal tensile plane compared to the epoxy resin used, due to the intermolecular bonding, while the ER have better tensile properties when loaded in the transverse direction, which can be caused by the stronger thermosetting adhesive used.
This performance was observed for MOE and MOR of the BF reinforced samples and for MOE of the CF reinforced samples. So, the material properties and composite performance will be derived from the thermoplastic or thermoset adhesive and from the fiber reinforcement used, but also from the bonding mechanisms between these components [30].
Additionally, the stronger curing state and the brittle nature of the ER can also result in increased strength values in a perpendicular direction [29]. On the contrary, the PVA adhesive is the least brittle among wood bonding adhesives; it has the ability to sustain high deformations without fractures [31], behavior that was evidenced with the higher strength values in the parallel direction. The results with the different adhesives used can lead to different uses of the FRP–plywood depending on the direction of the fiber.
Hardness results are presented in Table 5 and are shown in Figure 8 and Figure 9. Janka hardness is an important property to define the end use of FRP–plywood, especially when used as flooring components [32]. The FRP–plywood showed a higher Janka hardness. The PVA–CF sample presented the highest hardness and stiffness values, with increases of 79.0% and 82.9%, respectively. In this case, fibers bonded with PVA, an adhesive with ductile behavior, tend to have higher hardness values than fibers bonded with ER, an adhesive with brittle behavior. Similar results were published by Ulker [33], who obtained higher hardness values for particleboard when reinforced compared to the reference panel.
5. Conclusions
It was shown that the FRP–plywood can increase the mechanical properties of stiffness and strength in bending, and the Janka hardness of plywood.
The flexural properties of the FRP–plywood in the parallel direction had an increase of 48.2% for MOE and 52.8% for MOR, while in the perpendicular direction they had an increase of 52.0% and 102.9% for MOE and MOR, respectively. The best results were obtained with carbon fiber.
The FRP–plywood showed at least a 37% increase in Janka hardness, obtaining superior results with the PVA adhesive in the two reinforcing fibers used.
In general, the use of carbon and basalt fibers with the PVA adhesive caused a more ductile behavior of the FRP–plywood.
Finally, FRP–plywood PVA–BF and PVA–CF may be a new option for composite wood materials, with their ductile behavior and superior mechanical properties, especially in the perpendicular direction, where the increases were greater than the unreinforced plywood. In general, the advantage of the proposed compositions used is that when bonded with PVA adhesive, it has a less negative impact on the environment and is cost-attractive; also, the basalt fiber may be easy to obtain due to the presence of basalt rocks in Chilean volcanos.
Author Contributions
Conceptualization, M.N.-D., Y.B.-R. and C.O.-C.; methodology, M.N.-D., Y.B.-R. and B.M.-R.; software, M.N.-D. and C.O.-C.; validation, M.N.-D., Y.B.-R., C.O.-C. and M.V.-V.; formal analysis, M.N.-D., Y.B.-R., C.O.-C., B.M.-R., M.V.-V. and A.O.-V.; investigation, M.N.-D., Y.B.-R., C.O.-C., B.M.-R., M.V.-V. and A.O.-V.; resources, M.N.-D. and Y.B.-R.; data curation, M.N.-D., Y.B.-R. and C.O.-C.; writing—original draft preparation, M.N.-D., Y.B.-R. and C.O.-C.; writing—review and editing, M.N.-D., Y.B.-R. and C.O.-C.; visualization, M.N.-D., Y.B.-R. and C.O.-C.; supervision, M.N.-D.; project administration, M.N.-D.; funding acquisition, M.N.-D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
We would like to thank the collaboration, equipment and infrastructure provided by the Wood and Adhesive Engineering Products Laboratory (PRODIMA-LAB), of the Department of Civil and Environmental Engineering of the Universidad del Bío-Bío. We also want to thank the ANID BASAL FB210015.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ramage, M.; Burridge, H.; Busse-Wicher, M.; Fereday, G.; Reynolds, T.; Shah, D.; Wu, G.; Tu, L.; Fleming, P.; Densley-Tingley, D.; et al. The wood from the trees: The use of timber in construction. Renew. Sustain. Energy Rev. 2017, 68, 333–359. [Google Scholar] [CrossRef]
- Sandberg, D. Additives in Wood Products—Today and Future Development. In Environmental Impacts of Traditional and Innovative Forest-based Bioproducts, 1st ed.; Kutnar, A., Muthu, S., Eds.; Springer: Singapore, 2016; Volume 1, pp. 105–172. ISBN 978-981-10-0655-5. [Google Scholar]
- Falk, R.H. Wood-Based composite Materials. In Wood Handbook: Wood as an Engineering Material. Forest Products Laboratory; Ross, R.J., Ed.; Department of Agriculture Forest Service: Madison, WI, USA, 2010; pp. 11–15. [Google Scholar] [CrossRef]
- Rogovina, S.Z.; Prut, E.V.; Berlin, A.A. Composite Materials Based on Synthetic Polymers Reinforced with Natural Fibers. Polym. Sci. Ser. A 2019, 64, 417–438. [Google Scholar] [CrossRef]
- Yang, G.; Park, M.; Park, S. Recent progresses of fabrication and characterization of fibers-reinforced composited: A review. Compos. Commun. 2019, 14, 34–42. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, T.; Jiang, B.; Zhao, L.; Liu, H.; Zhang, J.; Fan, J.; Guo, Z.; Huang, Y. Interfacially reinforced carbon fiber silicone resin via constructing functional nano-structural silver. Compos. Sci. Technol. 2019, 181, 1–6. [Google Scholar] [CrossRef]
- Newcomb, B. Processing, structure, and properties of carbon fibers. Compos. Part A 2016, 91, 262–282. [Google Scholar] [CrossRef]
- Das, T.; Ghosh, P.; Das, N. Preparation, development, outcomes, and application versatility of carbon fiber-based polymer composites: A review. Adv. Compos. Hybrid Mater. 2019, 2, 214–233. [Google Scholar] [CrossRef]
- Li, Q.; Xie, S.; Serem, W.; Naik, M.; Liu, L.; Yuan, J. Quality Carbon Fiber from Fractionated Lignin. Green Chem. 2017, 19, 1628–1634. [Google Scholar] [CrossRef]
- Dhand, V.; Mittal, G.; Rhee, K.; Park, S.; Hui, D. A short review on basalt fiber reinforced polymer composites. Compos. Part B 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Rafique, I.; Kausar, A.; Muhammad, B. Epoxy Resin Composite reinforced with Carbon Fiber and Inorganic Filler: Overview on Preparation and Properties. Polym. Plast. Technol. Eng. 2016, 55, 1653–1672. [Google Scholar] [CrossRef]
- Úlker, O. Wood Adhesives and Bonding Theory. In Adhesives—Applications and Properties, 1st ed.; Rudawska, A., Ed.; InTech: Rijeka, Croatia, 2016; Volume 1, pp. 271–288. [Google Scholar] [CrossRef]
- Tout, R. A review of adhesives for furniture. Int. J. Adhes. Adhes. 2000, 20, 269–272. [Google Scholar] [CrossRef]
- Kramár, S.; Trcala, M.; Chitbanyong, K.; Král, P.; Puangsin, B. Basalt-Fiber-Reinforced Polyvinyl Acetate Resin: A coating for Ductile Plywood Panels. Materials 2020, 13, 49. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bal, B.; Bektas, Í.; Mengeloglu, F.; Karakus, K.; Demir, H. Some technological properties of poplar plywood panels reinforced with glass fiber fabric. Constr. Build. Mater. 2015, 101, 952–957. [Google Scholar] [CrossRef]
- Ashori, A.; Ghofrani, M.; Rezvani, M.; Ayrilmis, N. Development and Material Properties of Reinforced Plywood Using Carbon Fiber and Waste Rubber Powder. Polym. Compos. 2016, 39, 675–680. [Google Scholar] [CrossRef]
- Zhang, W.; Cao, Y.; Yang, P.; Chen, M.; Zhou, X. Manufacturing and interfacial bonding behavior of plasma-treated-carbon fiber reinforced veneer-based composites. Compos. Struct. 2019, 226, 111203. [Google Scholar] [CrossRef]
- Auriga, R.; Gumowska, A.; Szymanowski, K.; Wronka, A.; Robles, E.; Ocipka, P.; Kowaluk, G. Performance properties of plywood composites reinforced with carbon fibers. Compos. Struct. 2020, 248, 112533. [Google Scholar] [CrossRef]
- Kramár, S.; Král, P. Reinforcing Effect of a Thin Basalt Fiber-reinforced Polymer Plywood Coating. Bioresources 2019, 14, 2062–2078. [Google Scholar] [CrossRef]
- Lohmus, R.; Kallakas, H.; Tuhkanen, E.; Gulik, V.; Kiisk, M.; Saal, K.; Kalamees, T. The Effect of Prestressing and Temperature on Tensile Strength of Basalt Fiber-Reinforced Plywood. Materials 2021, 14, 4701. [Google Scholar] [CrossRef]
- NCh 176/2; Wood—Part 2: Determination of Density. Instituto Nacional de Normalización: Santiago, Chile, 1988.
- NCh 176/1; Wood—Part 1: Determination of Moisture. Instituto Nacional de Normalización: Santiago, Chile, 2019.
- EN 317; Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Madrid, Spain, 1994.
- EN 310; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Madrid, Spain, 1994.
- ASTM D1037-12; Standard Test Methods for Evaluating Properties of Wood-Base Fiber and Particle Panel Materials. ASTM International: West Conshohocken, PA, USA, 2020.
- Kollmann, F.F.P.; Kuenzi, E.W.; Stamm, A.J. Principles of Wood Science and Technology, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 1975; Volume 2, ISBN 3642879330. [Google Scholar]
- Thorhallsson, E.R.; Hinriksson, G.I.; Snaebjörnsson, J.T. Strength and stiffness of glulam beams reinforced with glass and basalt fibres. Compos. Part B 2017, 115, 300–307. [Google Scholar] [CrossRef]
- Bal, B.C.; Bektas, I. Some mechanical properties of plywood produced from eucalyptus, beech, and poplar veneer. Maderas—Cienc. Tecnol. 2014, 16, 99–108. [Google Scholar] [CrossRef] [Green Version]
- Chanda, A.; Kim, N.K.; Bhattacharyya, D. Effects of adhesive systems on the mechanical and fire-reaction properties of wood veneer laminates. Compos. Sci. Technol. 2022, 225, 109331. [Google Scholar] [CrossRef]
- Ku, H.; Wang, H.; Pattarachaiyakoop, N.; Trada, M. A review on the tensile properties of natural fiber reinforced polymer composites. Compos. Part B Eng. 2011, 42, 856–873. [Google Scholar] [CrossRef] [Green Version]
- Konnerth, J.; Gindl, W.; Müller, U. Elastic Properties of Adhesive Polymers. I. Polymer Films by Means of Electronic Speckle Pattern Interferometry. J. Appl. Polym. Sci. 2007, 103, 3936–3939. [Google Scholar] [CrossRef]
- de Souza, J.B.; de Azevêdo, T.B.; Souza, T.B.; da Silva, G.C.; Guimarães, J., Jr.; Pimenta, A.S. Plywood bonding with an adhesive based on tannins from Acacia mangium Wild. bark from trees grown in Northeastern Brazil. Rev. Bras. Cienc. Agrar. 2020, 15, 1–7. [Google Scholar] [CrossRef]
- Ulker, O. Surface roughness of Composite Panels as a Quality Control Tool. Materials 2018, 11, 407. [Google Scholar] [CrossRef] [Green Version]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).