
A MIG Welding Clamping Scheme for Power Battery Enclosure’s Deformation Restrain



Abstract
:1. Introduction
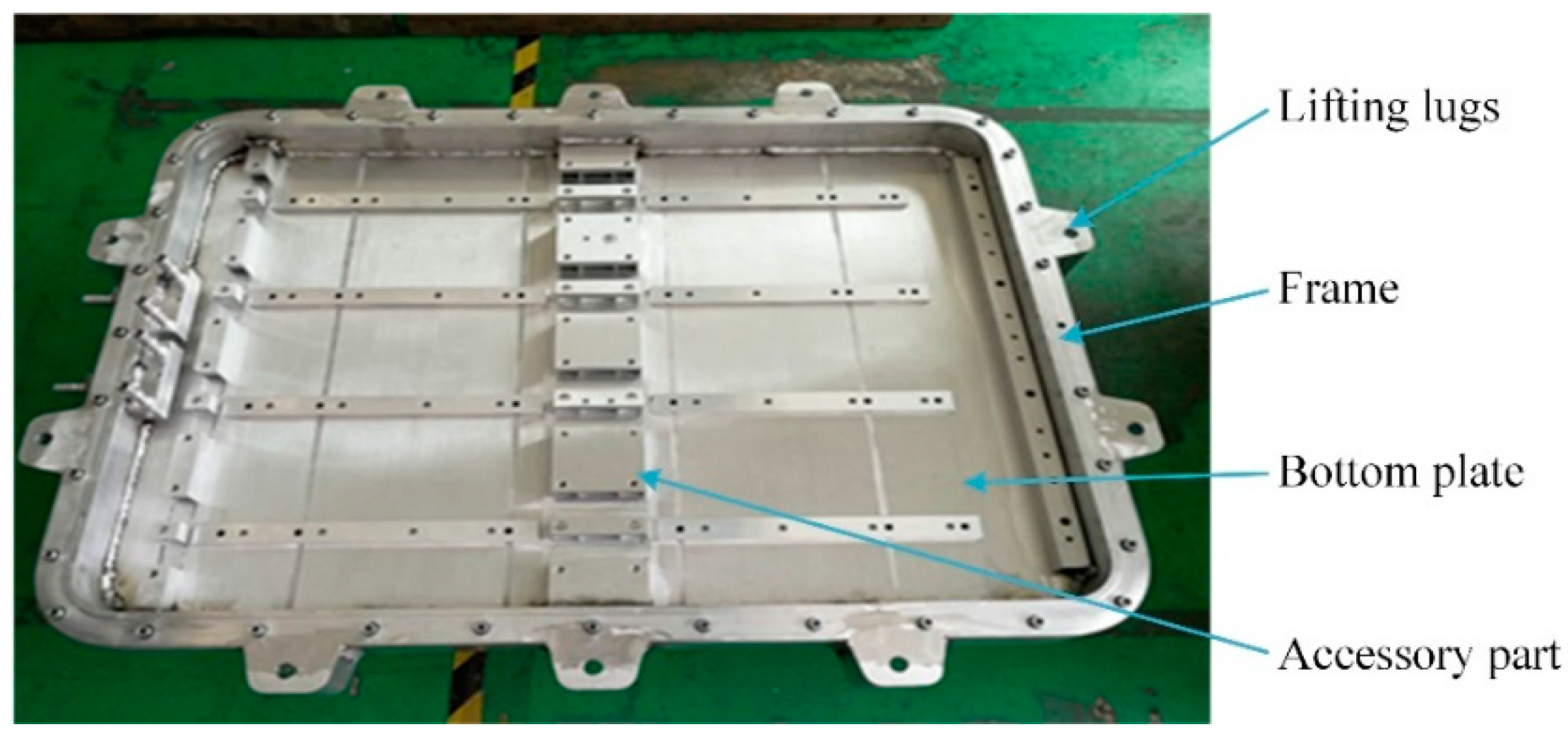
2. The MIG Welding Clamping Scheme of Power Battery Enclosure
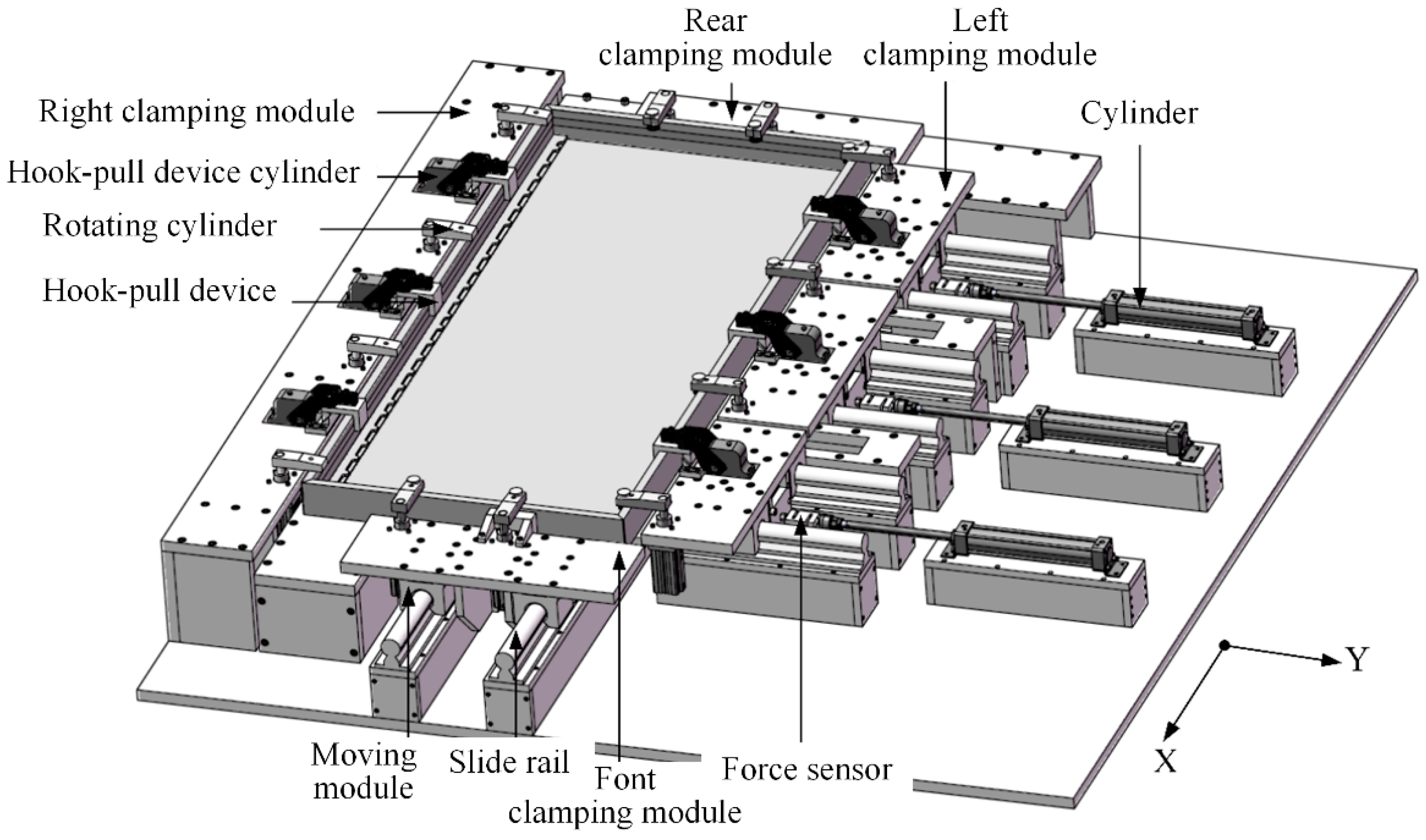
2.1. Design of Positioning and Clamping Scheme
2.2. Design of Positioning and Clamping Scheme
3. Simulation Analysis of Clamping Scheme
3.1. Simulation Preprocess
3.2. Heat Source Model Selection and Verification
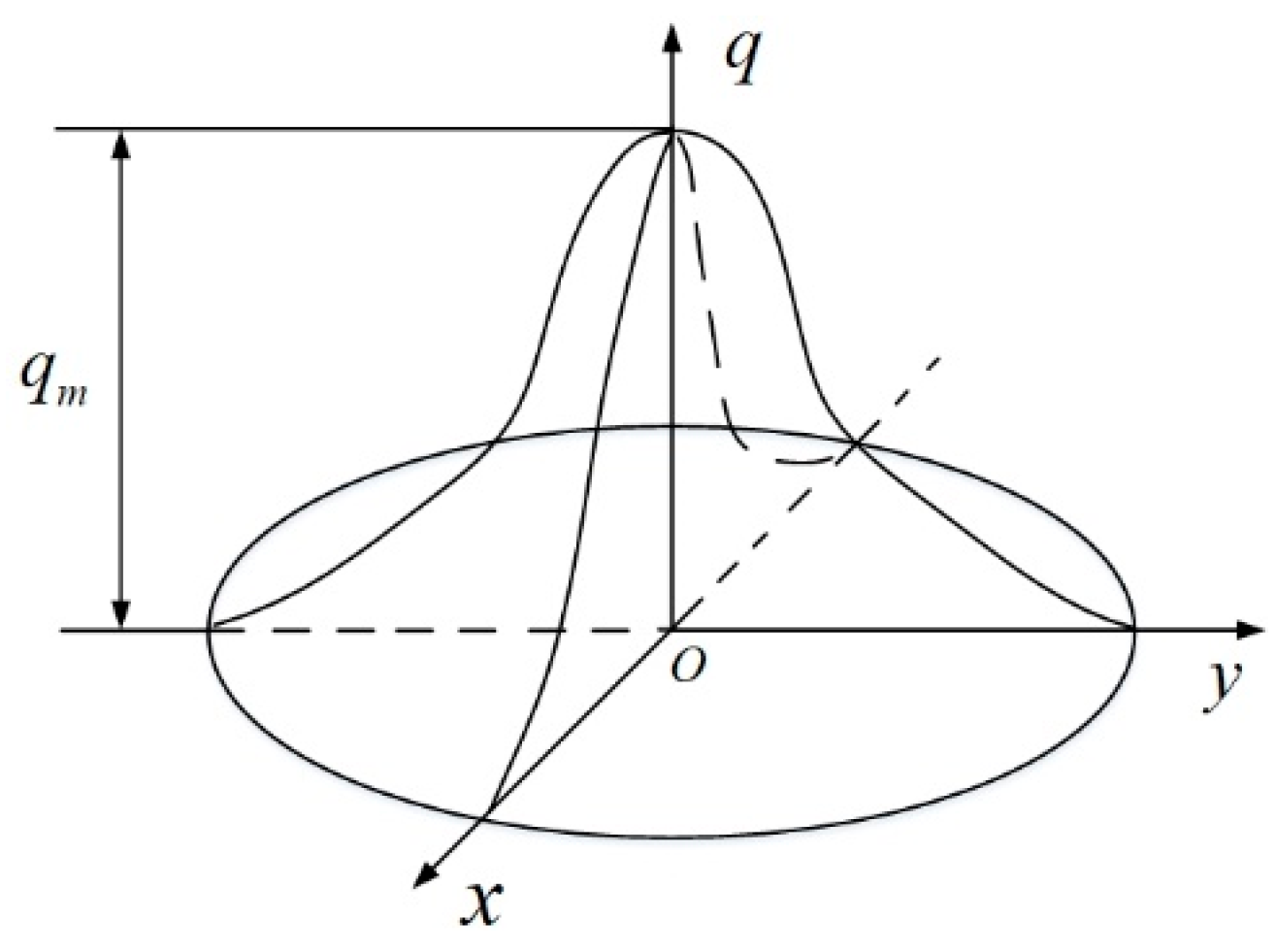
3.2.1. Heat Source Model Selection
3.2.2. Verification of Heat Source Model
3.3. Boundary Conditions and Simulation Results
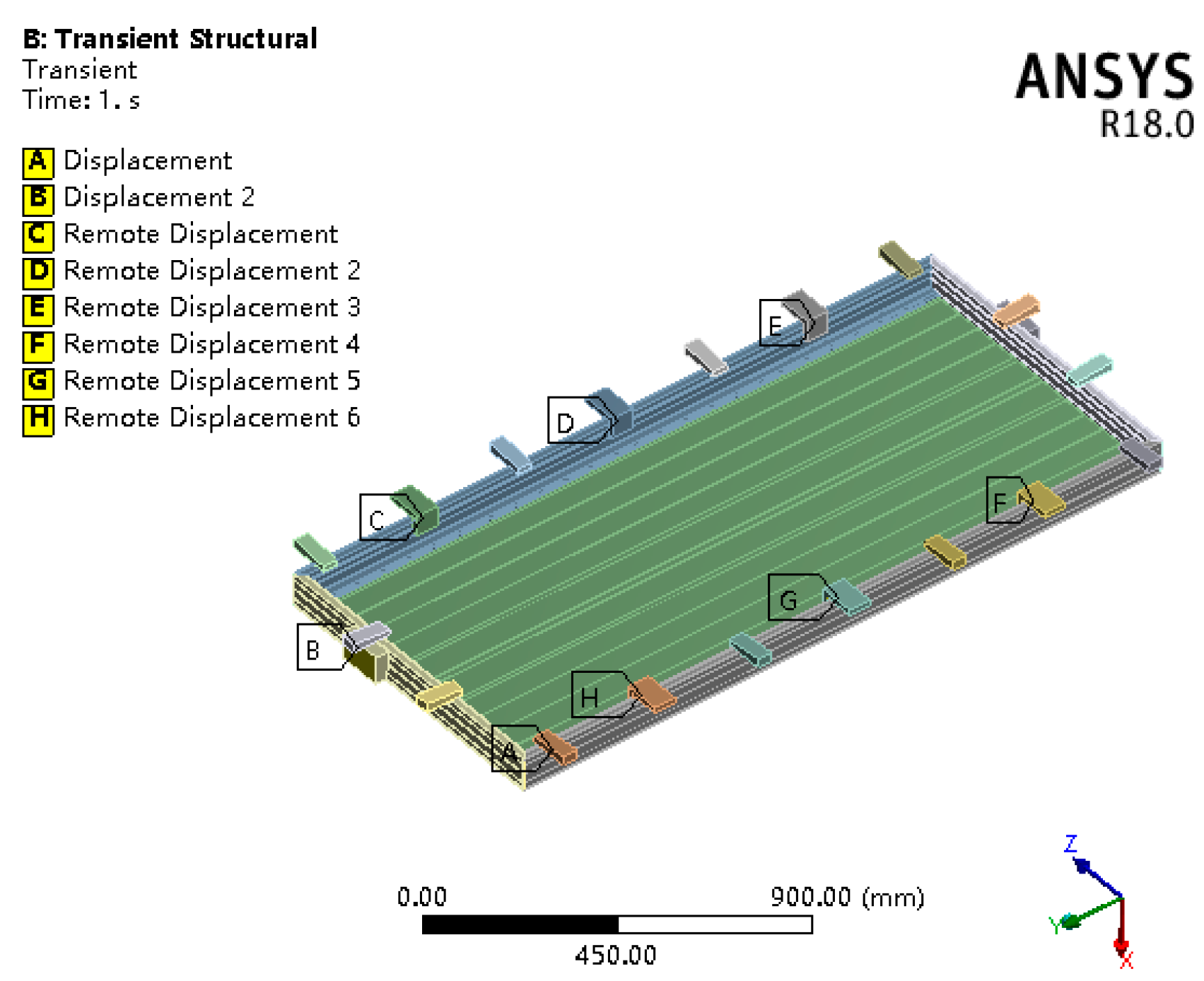
3.3.1. Boundary Conditions
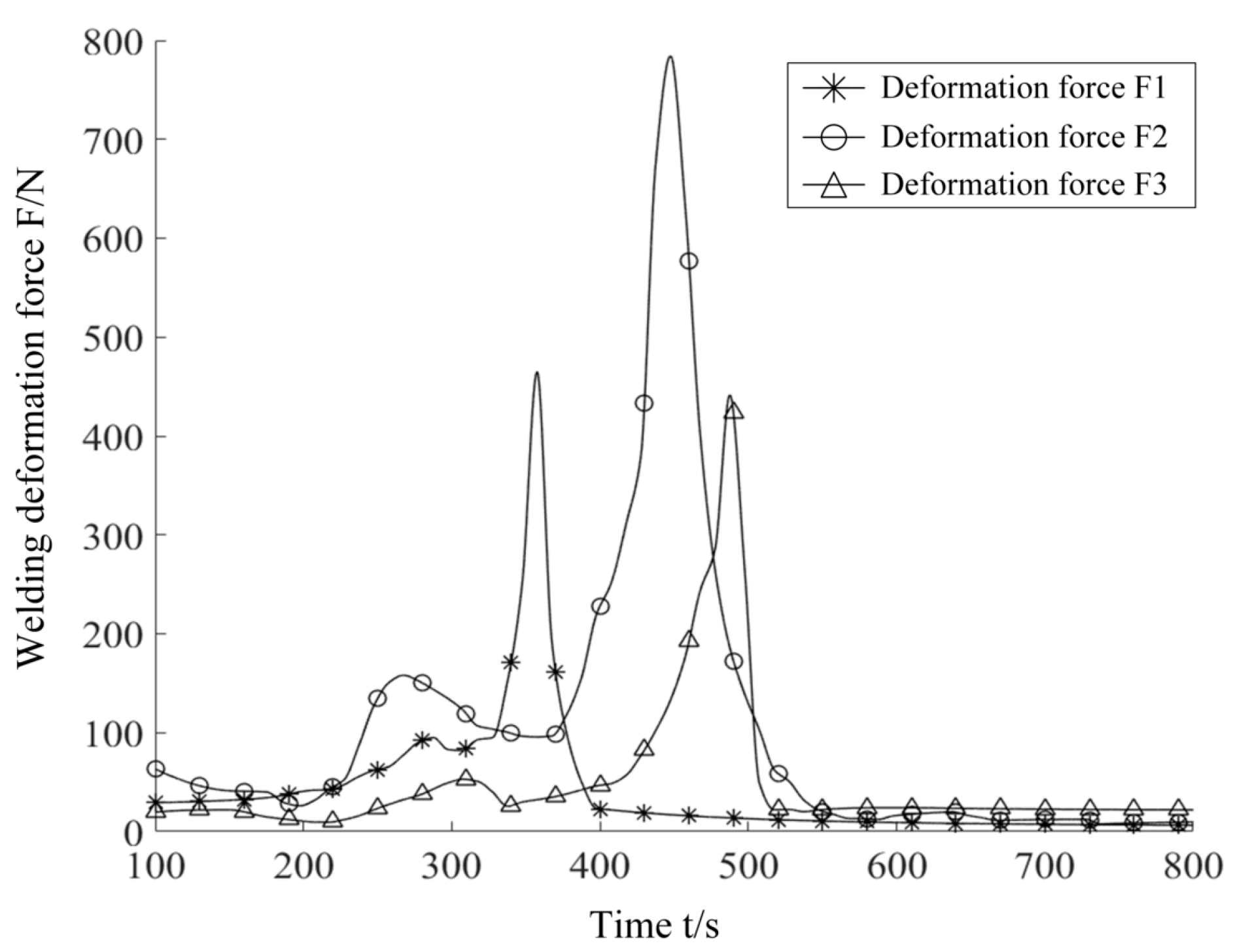
3.3.2. Simulation Results
4. Servo Control System Design and Simulation Analysis
4.1. Servo Control System
4.2. Servo Control System
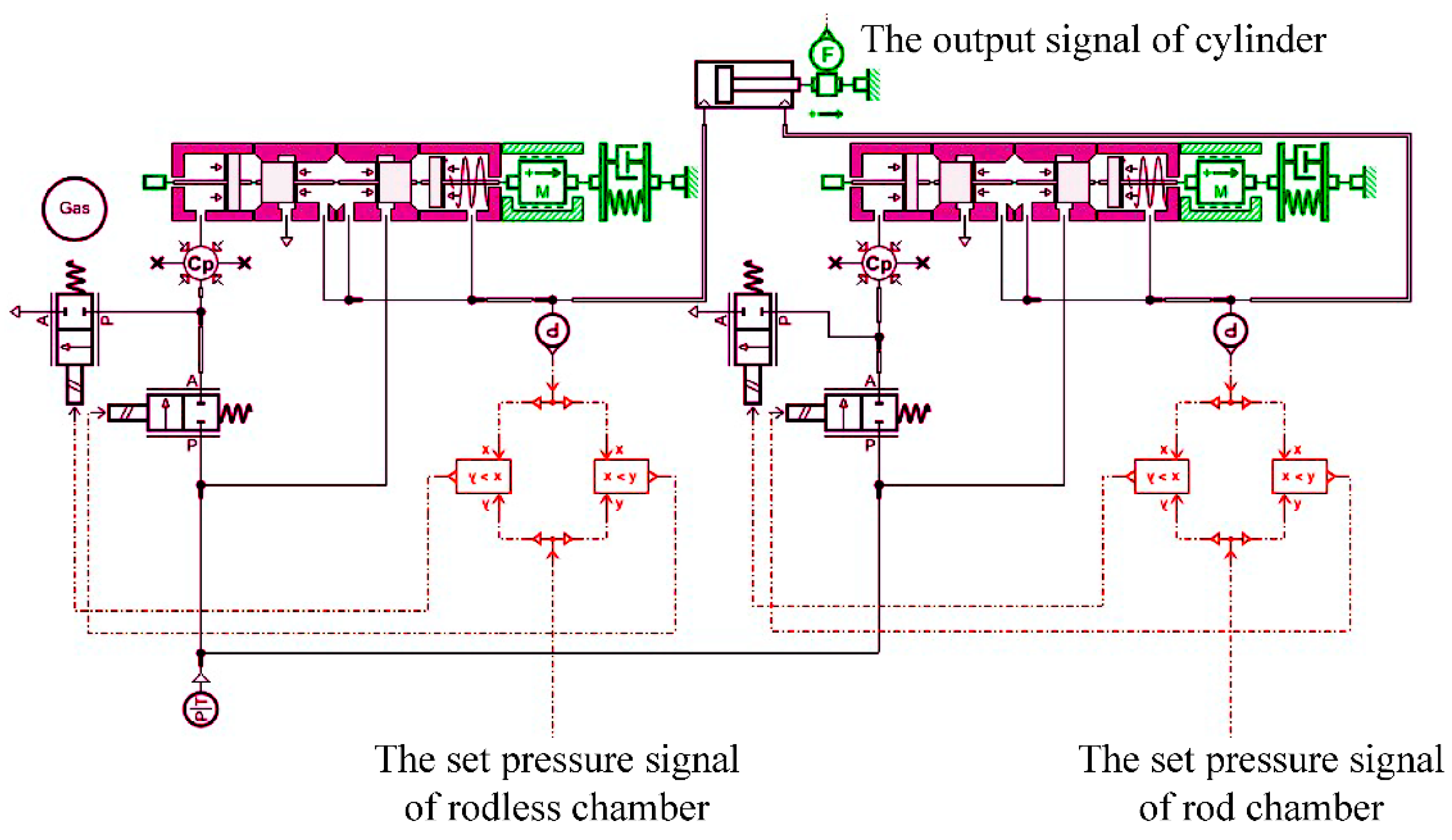
4.2.1. Pneumatic Circuit Modeling
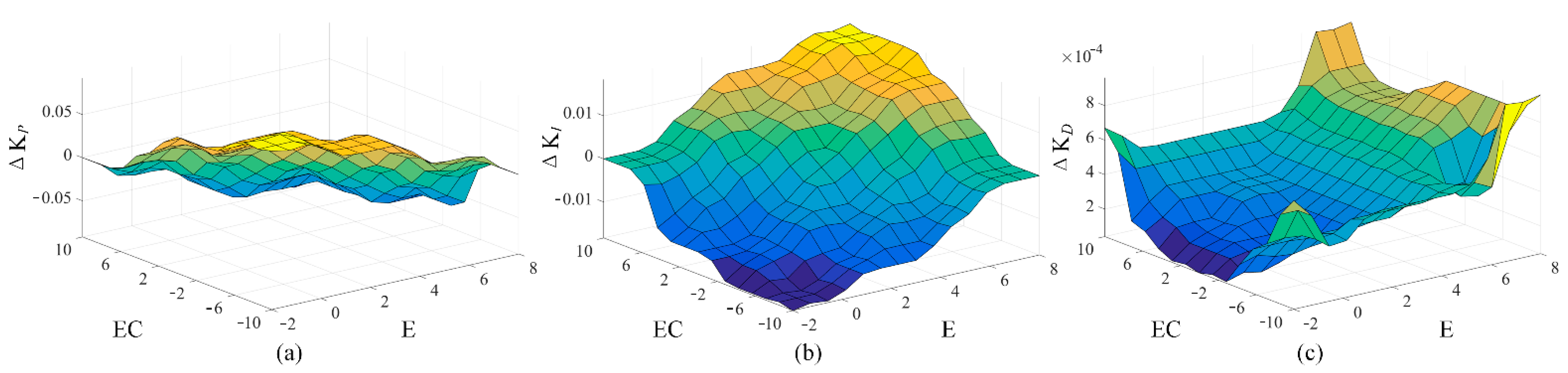
4.2.2. Fuzzy Adaptive PID Controller
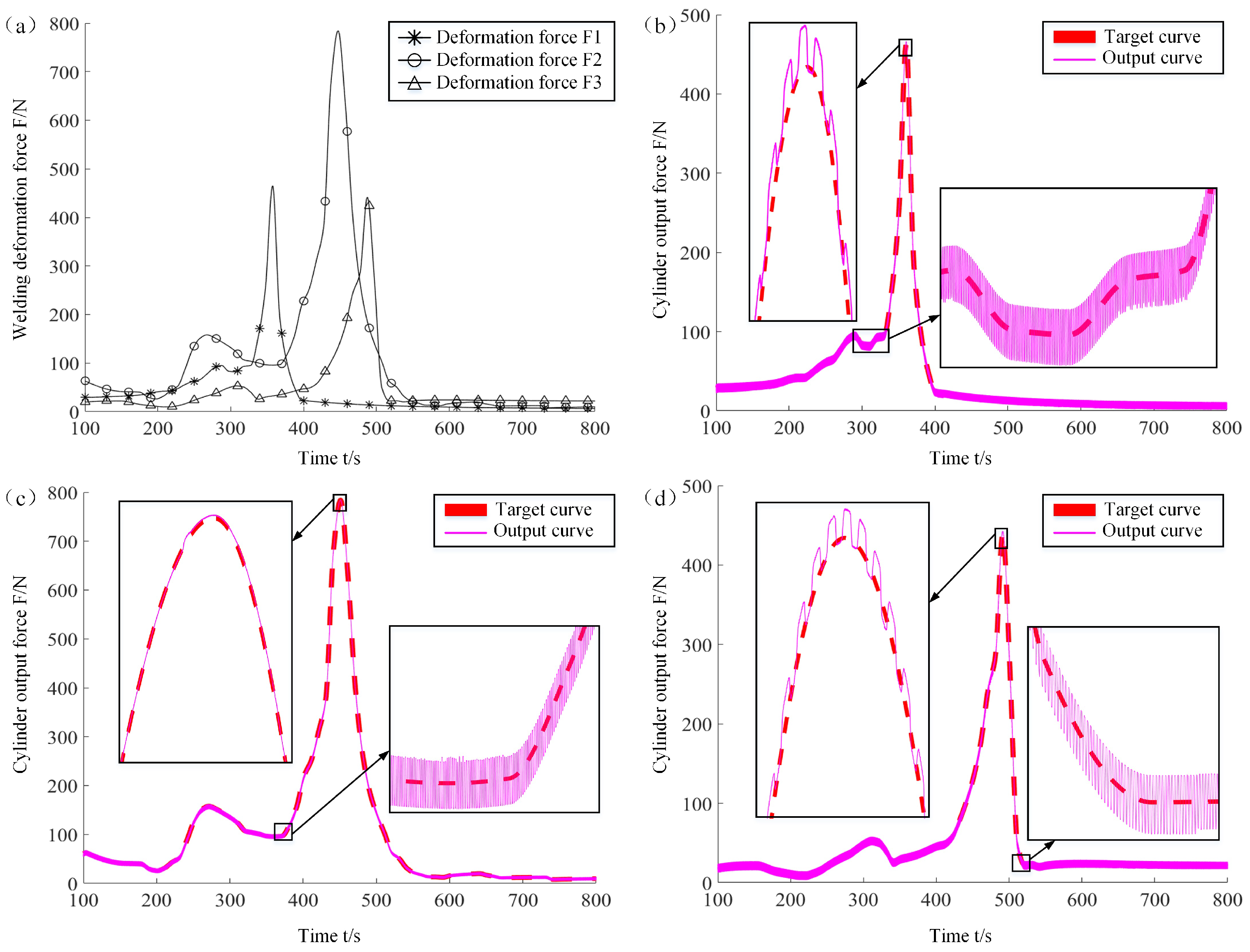
4.3. Co-Simulation
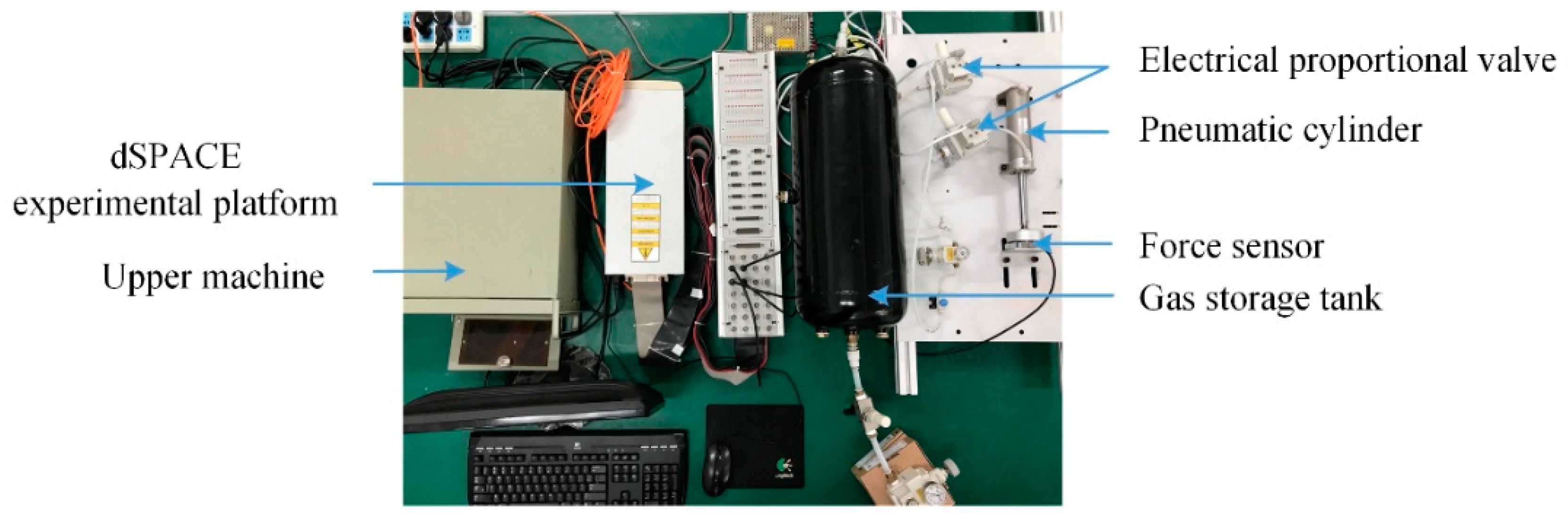
5. Experimental Verification
5.1. Experimental Verification of Dynamic Adjustment of Clamping Force
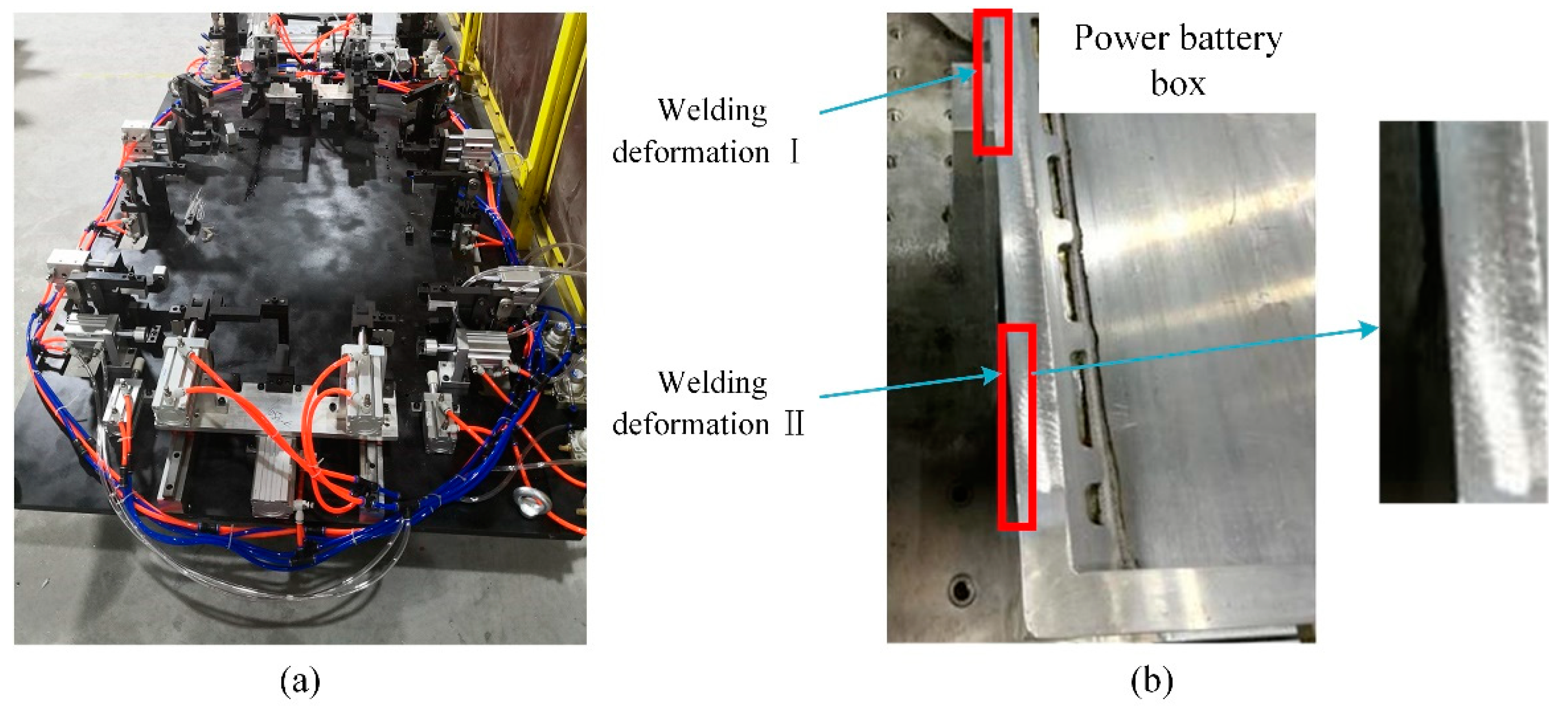
5.2. Experimental Verification of MIG Welding Deformation Inhibition of Power Battery Enclosure
6. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Ueda, Y.; Yamakawa, T. Analysis of thermal elastic-plastic stress and strain during welding by finite element method. Jpn. Weld. Soc. Trans. 1971, 2, 90–100. [Google Scholar]
- Okumoto, Y.; Yanai, H.; Tsuda, Y.; Kanazawa, I.; Kutsuwa, K.; Kasuya, T.; Engineers, O. Study on Plate Deformation due to Fillet Welding at Sub-assembly Stage. J. Jpn. Soc. Nav. Archit. Ocean. Eng. 1995, 1995, 339–346. [Google Scholar] [CrossRef]
- Bachorski, A.; Painter, M.J.; Smailes, A.J.; Wahab, M.A. Finite-element prediction of distortion during gas metal arc welding using the shrinkage volume approach. J. Mater. Process. Technol. 1999, 92–93, 405–409. [Google Scholar] [CrossRef]
- Spina, R.; Tricarico, L.; Basile, G.; Sibillano, T. Thermo-mechanical modeling of laser welding of AA5083 sheets. Journal of Materials Processing. Technol. Procedia Eng. 2007, 191, 215–219. [Google Scholar]
- Piekarska, W.; Rek, K. Numerical Analysis and Experimental Research on Deformation of Flat Made of TIG Welded 0H18N9 Steel. Procedia Eng. 2017, 177, 182–187. [Google Scholar] [CrossRef]
- Cai, Z.P.; Zhao, H.Y.; Lu, A.L.; Cai, Z.Y. Derivation and Verification of Similarity Criteria for Welding Temperature Field, Stress Field and Strain Field. Chin. Mech. Eng. 2001, 10, 85–88. [Google Scholar]
- Li, X.D.; Li, G.C.; Zhu, Z.M.; Xu, F.L. Engineering Application of Simulation and Prediction of Welding Deformation in MIG Welding of Aluminum Alloy Sheet. Trans. China Weld. Inst. 2014, 35, 104–108,118. [Google Scholar]
- Cai, J.P.; Jiang, X.H.; Zhang, Y.J.; Deng, D.A. Effect of Groove Type on Residual Stress and Deformation of SUS304 Austenitic Stainless Steel Butt Joint. Trans. China Weld. Inst. 2016, 37, 63–66,132. [Google Scholar]
- Chen, Z.; Li, C.; Han, X. Sensitivity analysis of the MIG welding process parameters based on response surface method. J. Adhes. Sci. Technol. 2020, 10, 1–20. [Google Scholar] [CrossRef]
- Samad, Z.; Nor, N.M.; Fauzi, E.R.I. Thermo-Mechanical Simulation of Temperature Distribution and Prediction of Heat-Affected Zone Size in MIG Welding Process on Aluminium Alloy EN AW 6082-T6. Mater. Sci. Eng. 2019, 530, 012016. [Google Scholar] [CrossRef]
- Lei, W.; Mitsuyosi, T. Comparison of Residual Stress Between MIG Welding and Friction Stir Welding. Appl. Mech. Mater. 2012, 1682, 155–156. [Google Scholar]
- Prisco, U. Shape of the melt pool produced by a moving Gaussian heat source. Weld. Woeld 2021, 65, 2105–2118. [Google Scholar] [CrossRef]
- Fu, L.; Du, S.G. Progress in Numerical Simulation of Friction Welding Process. Trans. China Weld. Inst. 2001, 5, 87–92,80. [Google Scholar]
- Shimakawa, M. A Study on Particle Fuzzy Reasoning Method. In Proceedings of the Innovative Computing, Information and Control, Kumamoto, Japan, 5–7 September 2007. [Google Scholar]
- Huang, Z.; Qiang, S. A new fuzzy interpolative reasoning method based on center of gravity. In Proceedings of the 12th IEEE International Conference on Fuzzy System, St. Louis, MO, USA, 25–28 May 2003. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Parameter |
|---|---|
| Welding voltage | 18 V |
| Welding current | 170 A |
| Thermal efficiency | 0.72 |
| Welding speed | 10 mm/s |
| Blackbody radiation constant | 5.67 × 10−8 W/(m2·K4) |
| Name | Parameter |
|---|---|
| Effective area at the top of the valve stem | 4.13 × 10−4 m2 |
| Effective area at the bottom of the valve stem | 3.27 × 10−4 m2 |
| Component quality of valve stem | 8 × 10−2 kg |
| Equivalent spring stiffness | 2.2 × 105 N/m |
| Value of intake spool spring pre-compression | 2.4 × 10−4 m |
| Value of outtake spool spring pre-compression | 1.6 × 10−4 m |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Zuo, J.; Li, G. A MIG Welding Clamping Scheme for Power Battery Enclosure’s Deformation Restrain. Appl. Sci. 2022, 12, 6598. https://doi.org/10.3390/app12136598
Xu J, Zuo J, Li G. A MIG Welding Clamping Scheme for Power Battery Enclosure’s Deformation Restrain. Applied Sciences. 2022; 12(13):6598. https://doi.org/10.3390/app12136598
Chicago/Turabian StyleXu, Jun, Jiapeng Zuo, and Gangyan Li. 2022. "A MIG Welding Clamping Scheme for Power Battery Enclosure’s Deformation Restrain" Applied Sciences 12, no. 13: 6598. https://doi.org/10.3390/app12136598