Ultraviolet Laser Sintering of Printed Nickel Oxide Nanoparticles for Thin-Film Thermistor via Aerosol Jet Printing Technology

 ,
,
Abstract
:1. Introduction
2. Method
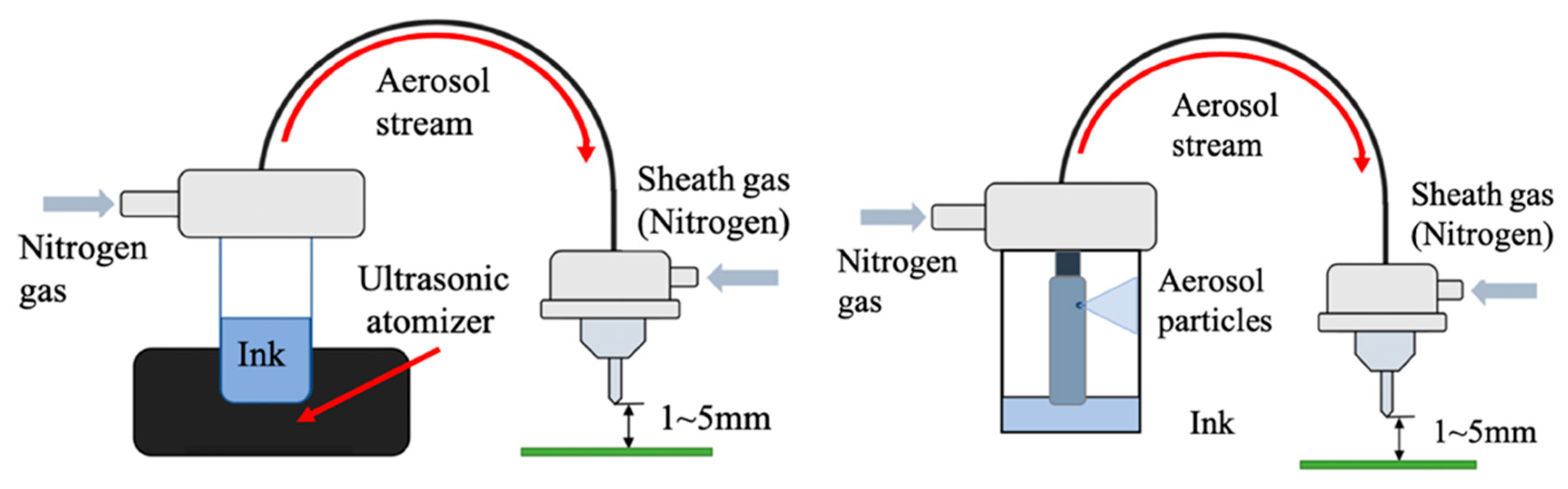
2.1. NiO Ink Preparation and Fabrication Process of Thin Film
2.2. Experimental Design
2.3. Characterization of NiO Thin Films
3. Results and Discussion
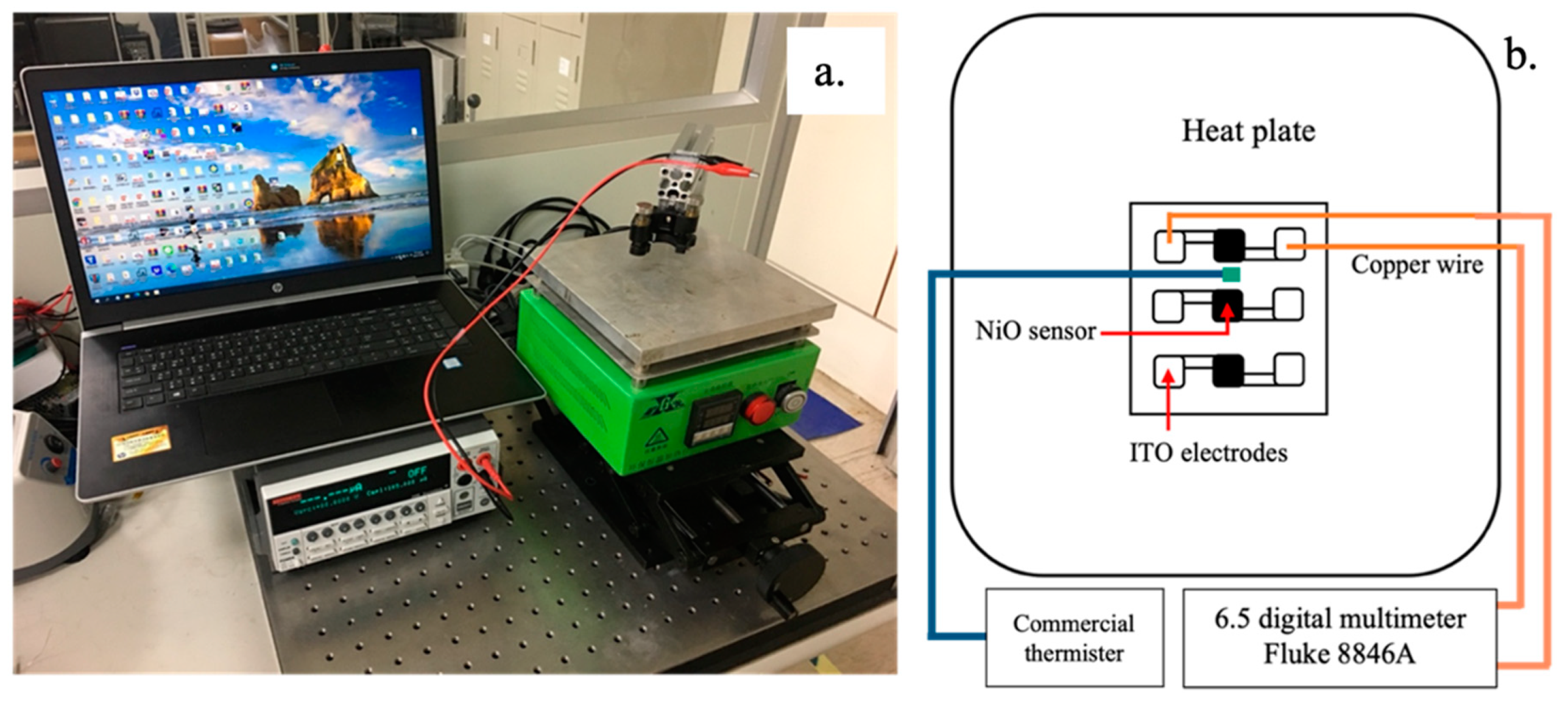
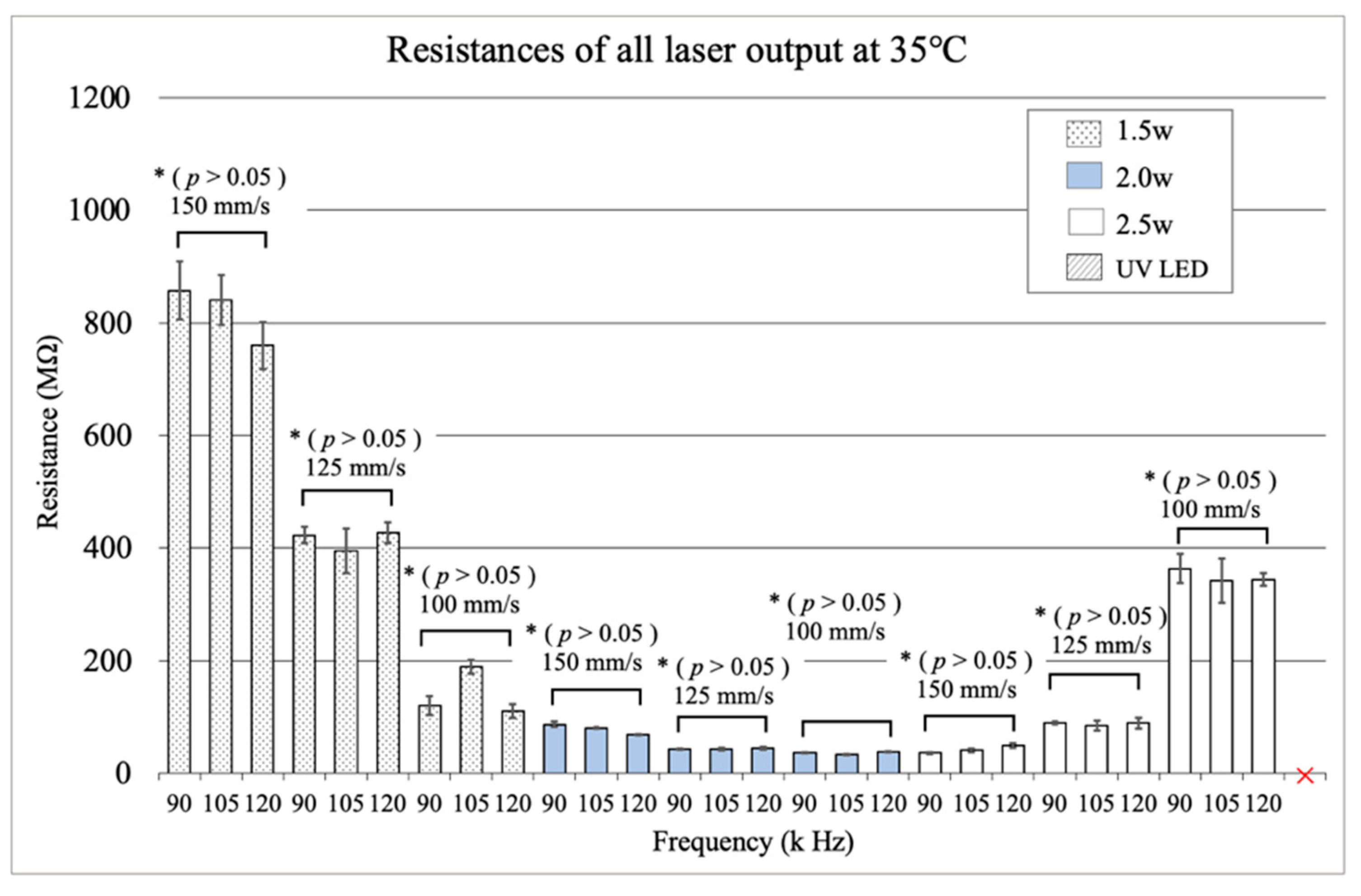
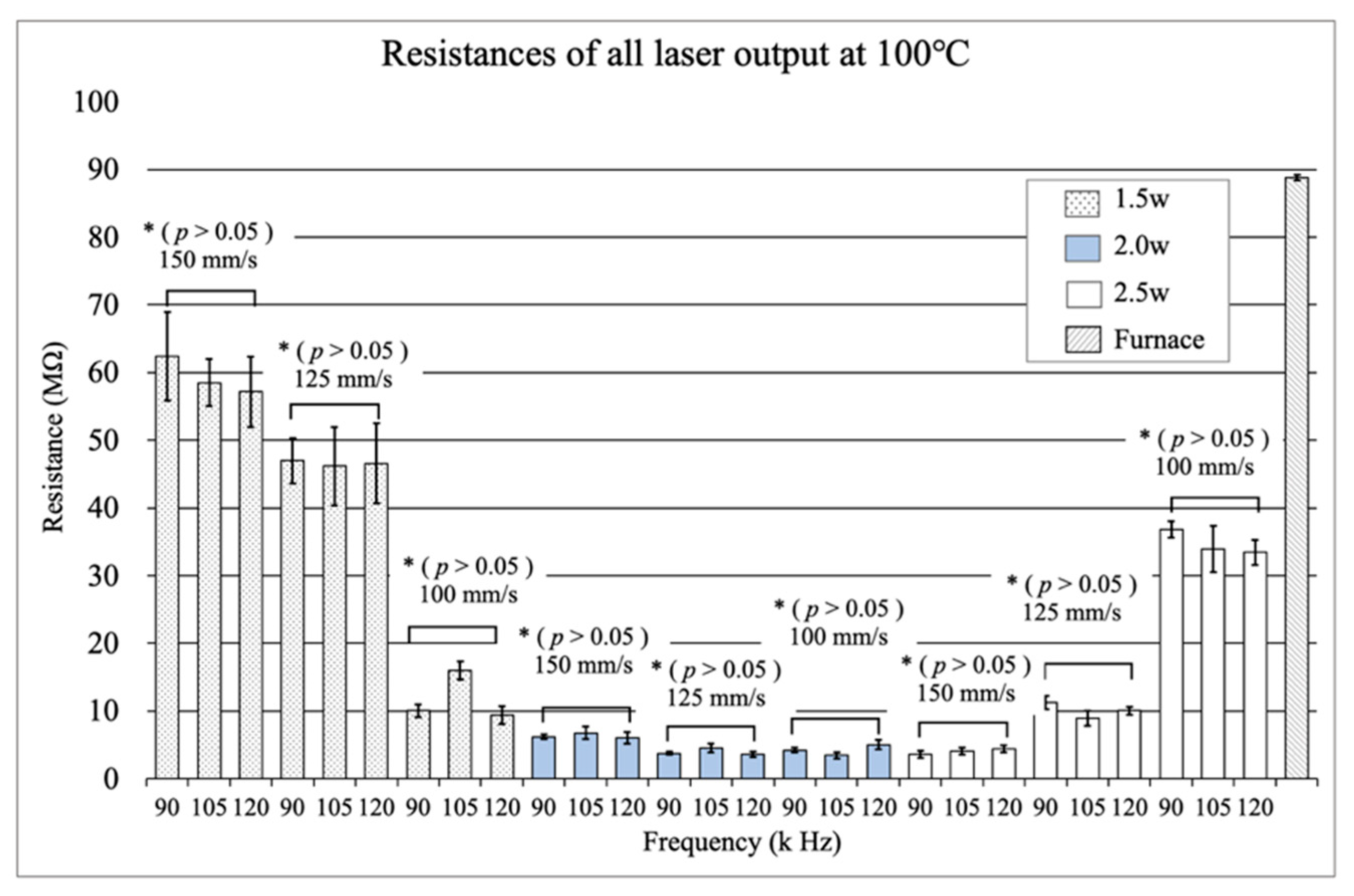
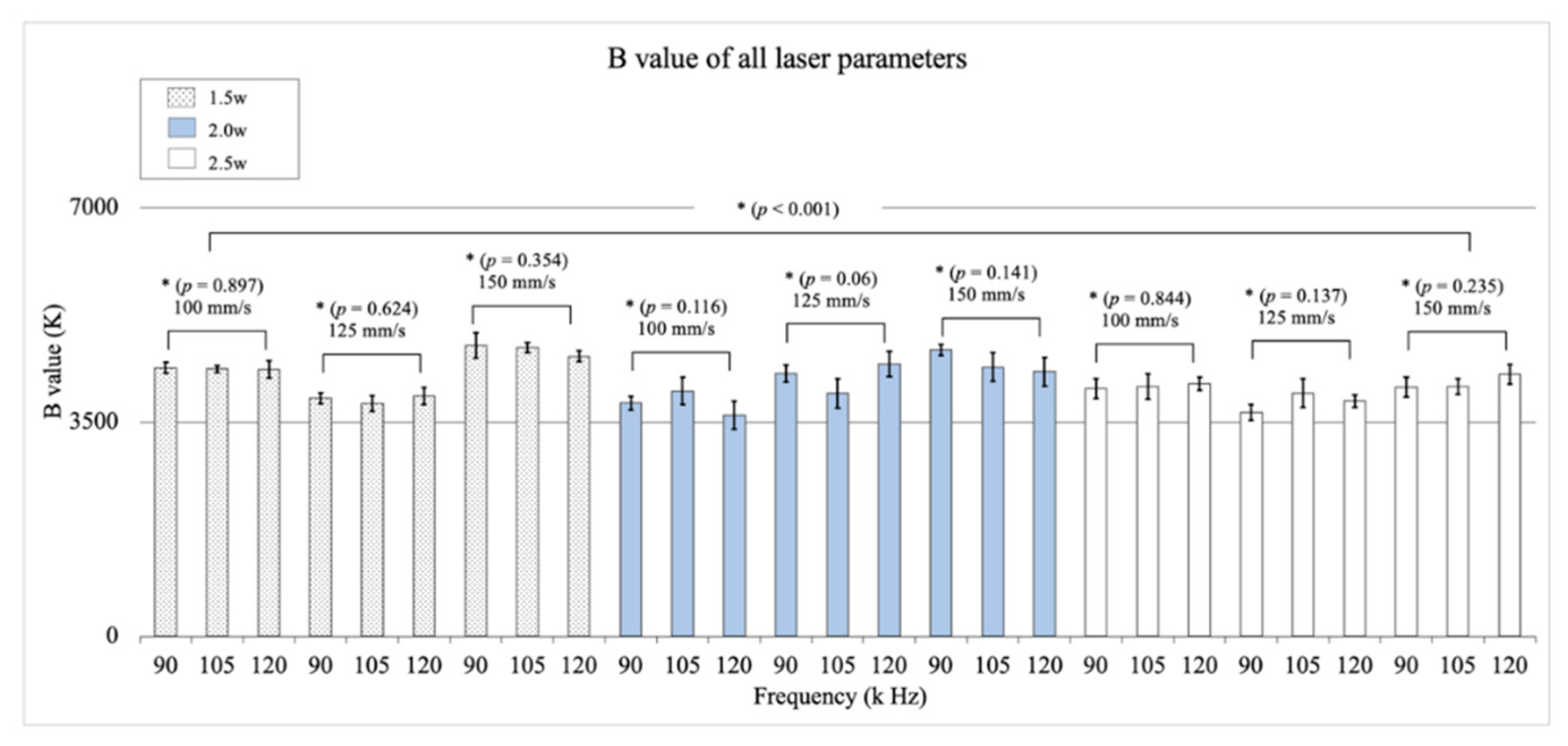
3.1. Resistance Experiments
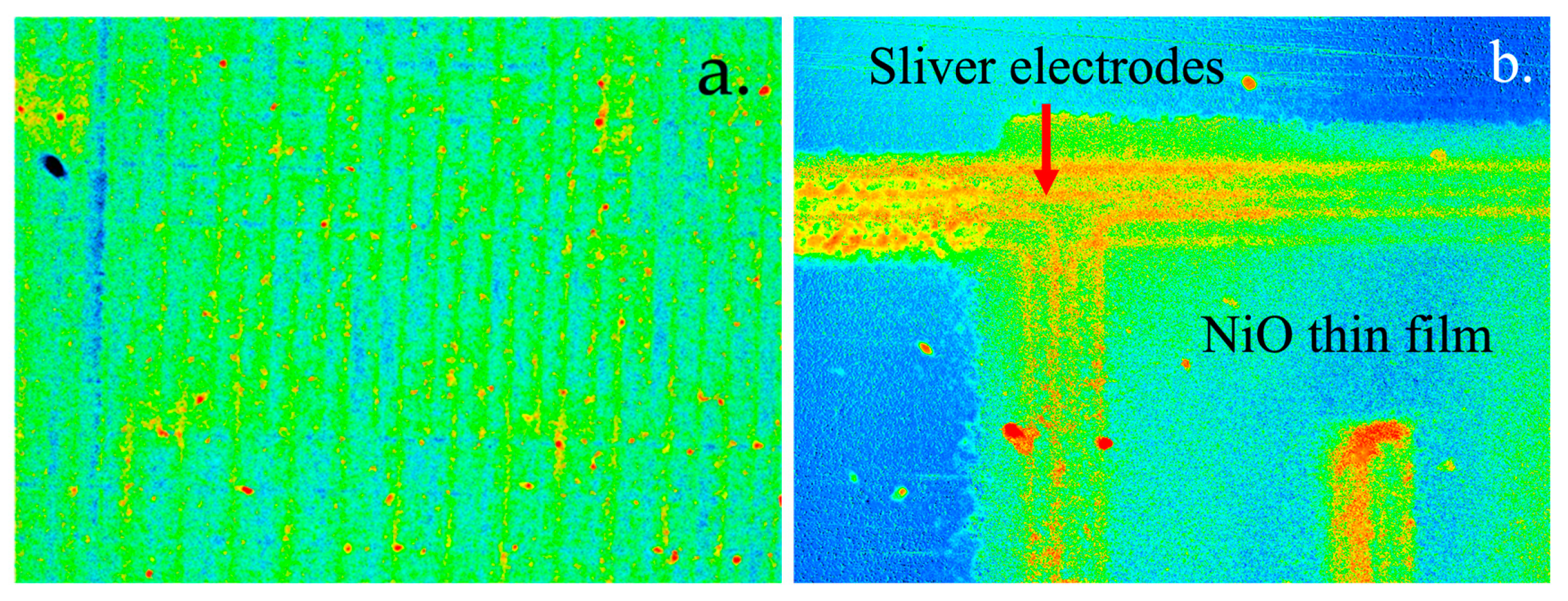
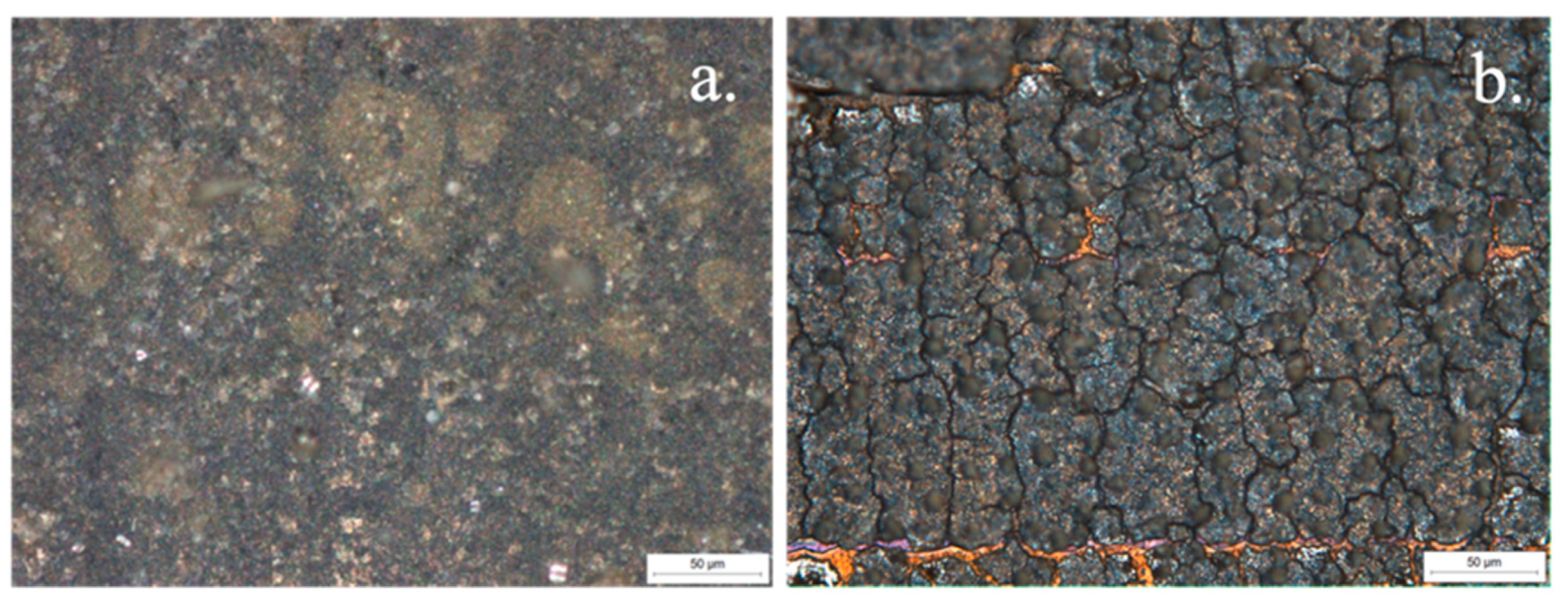
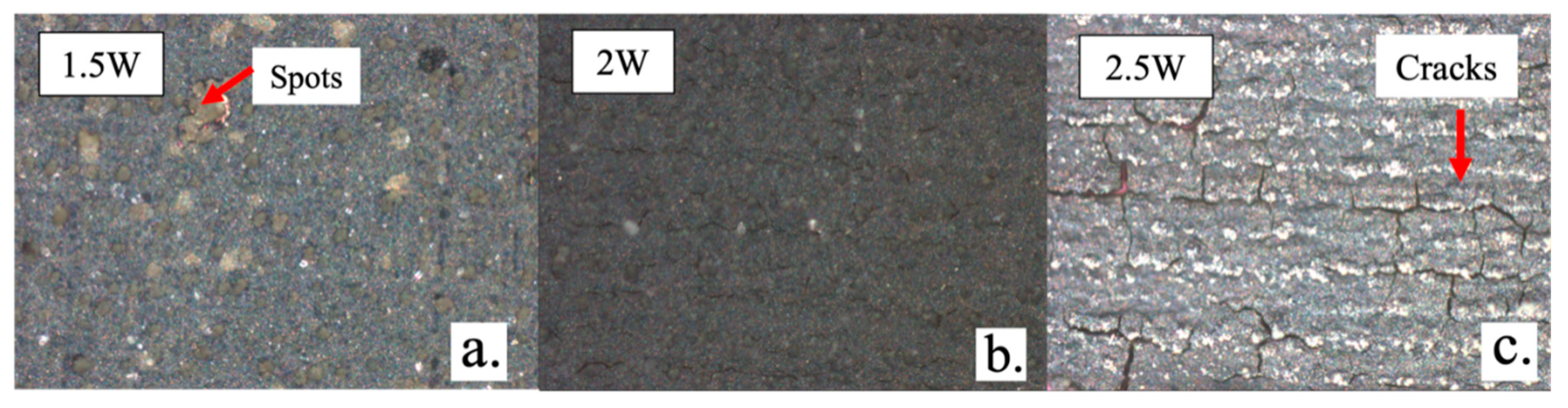
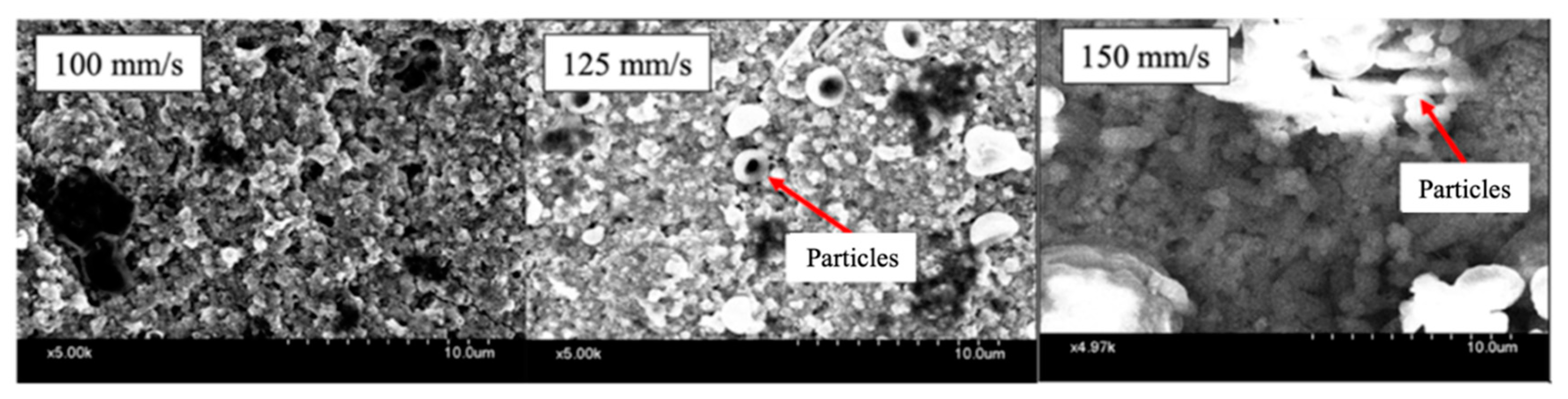
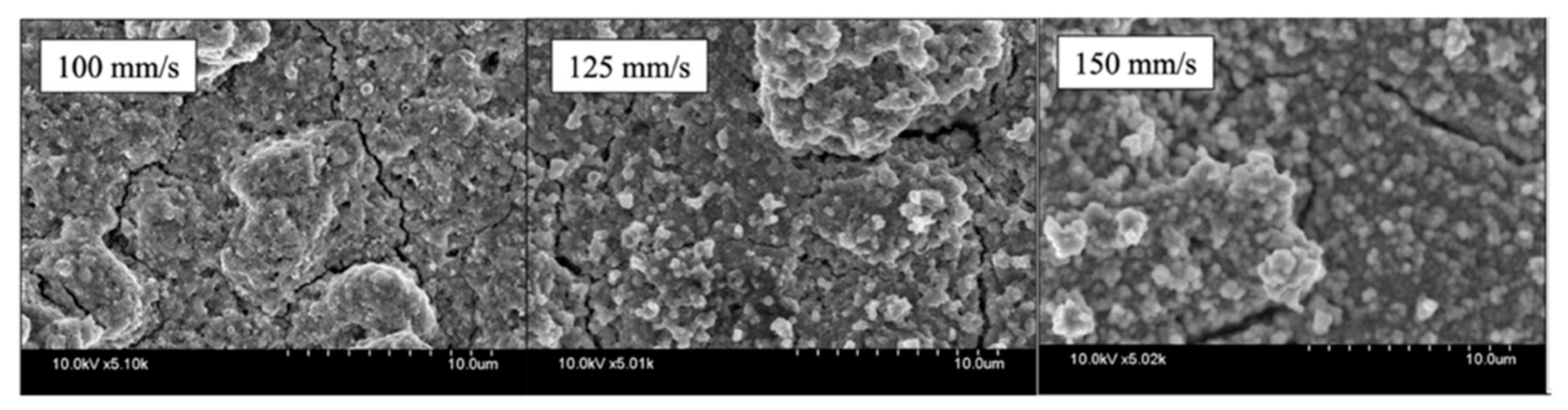
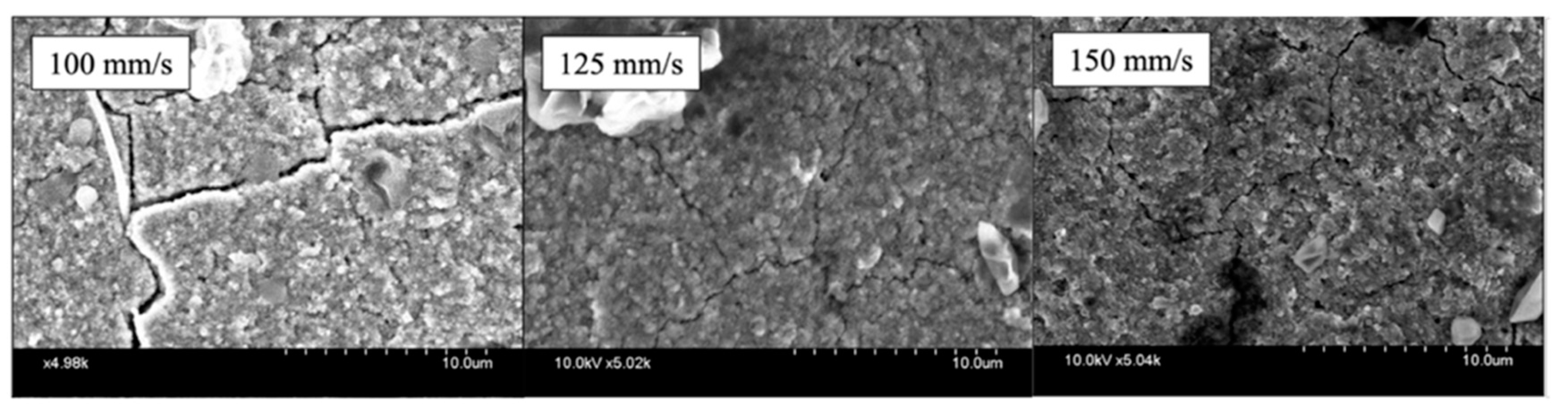
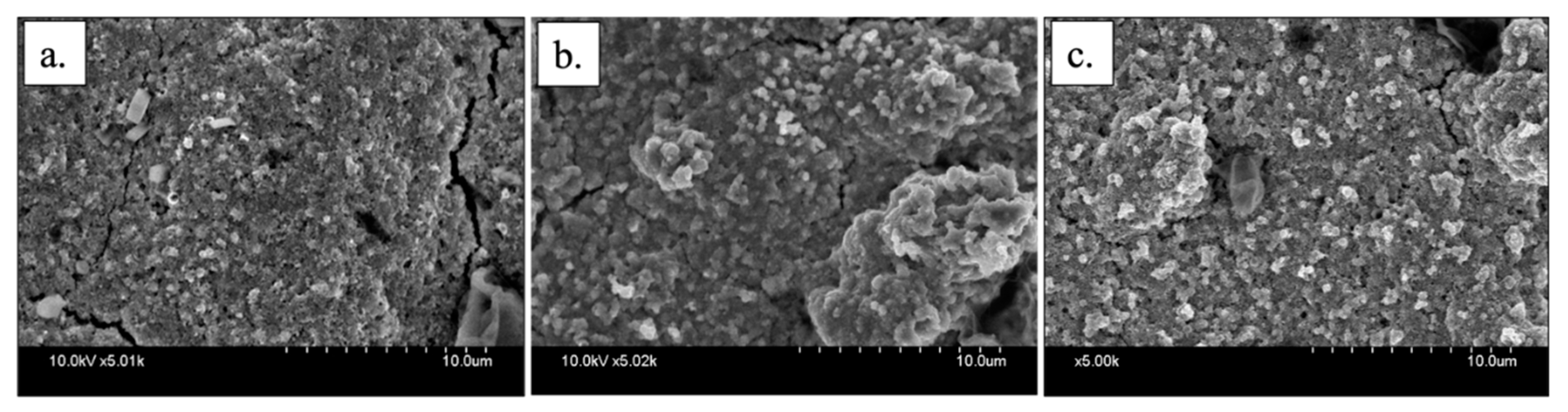
3.2. Morphology of the Printed NiO Thin Films
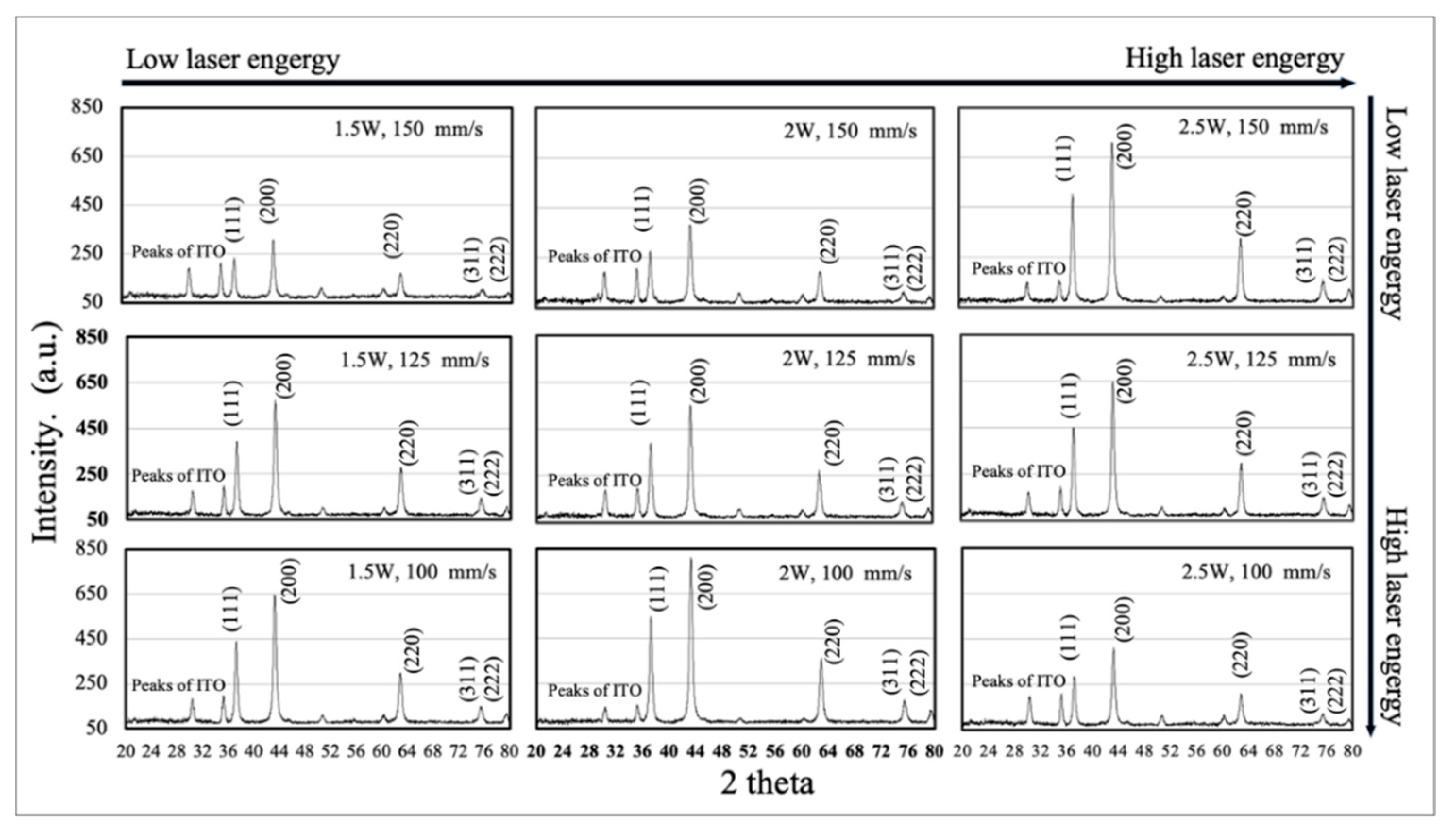
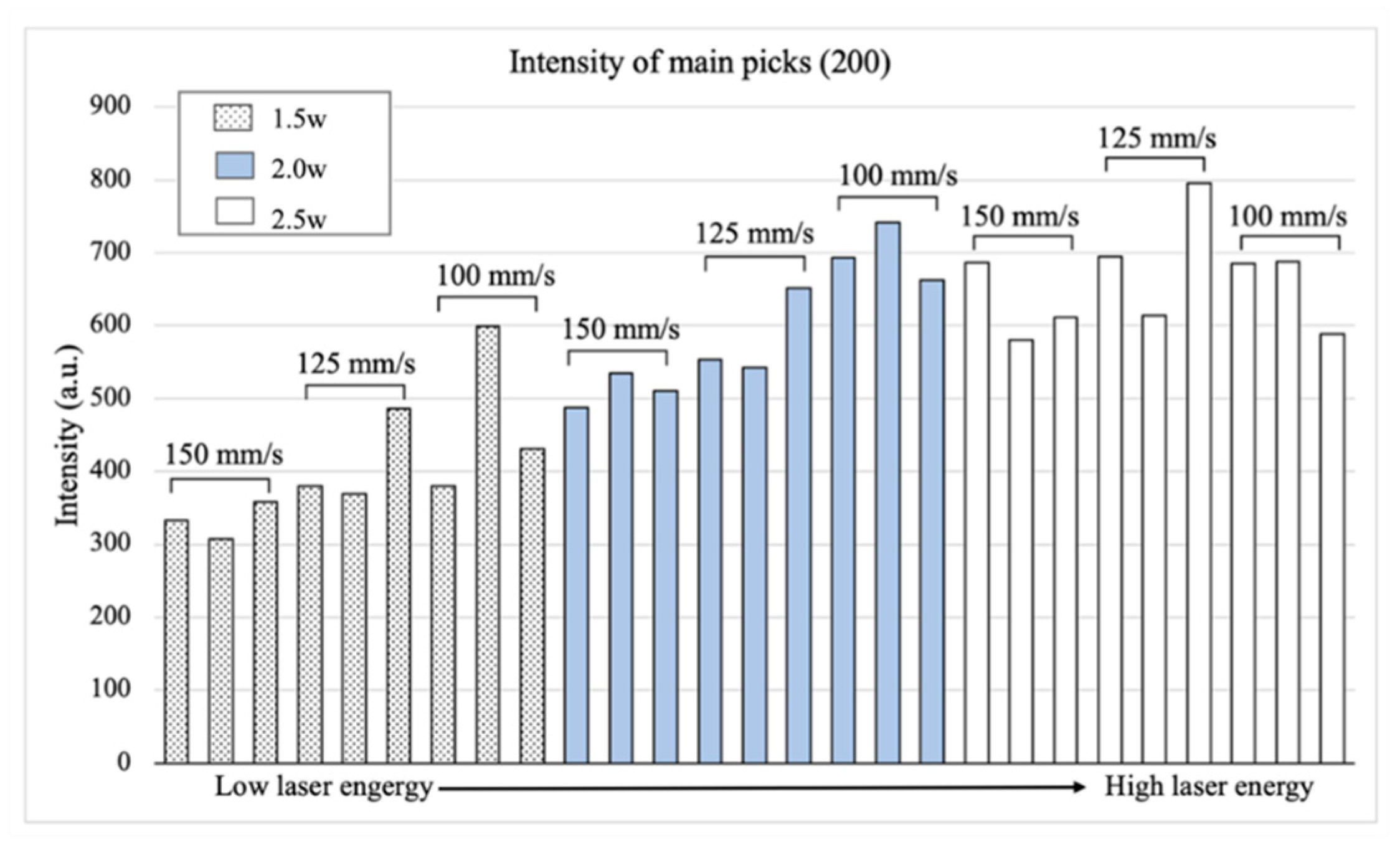
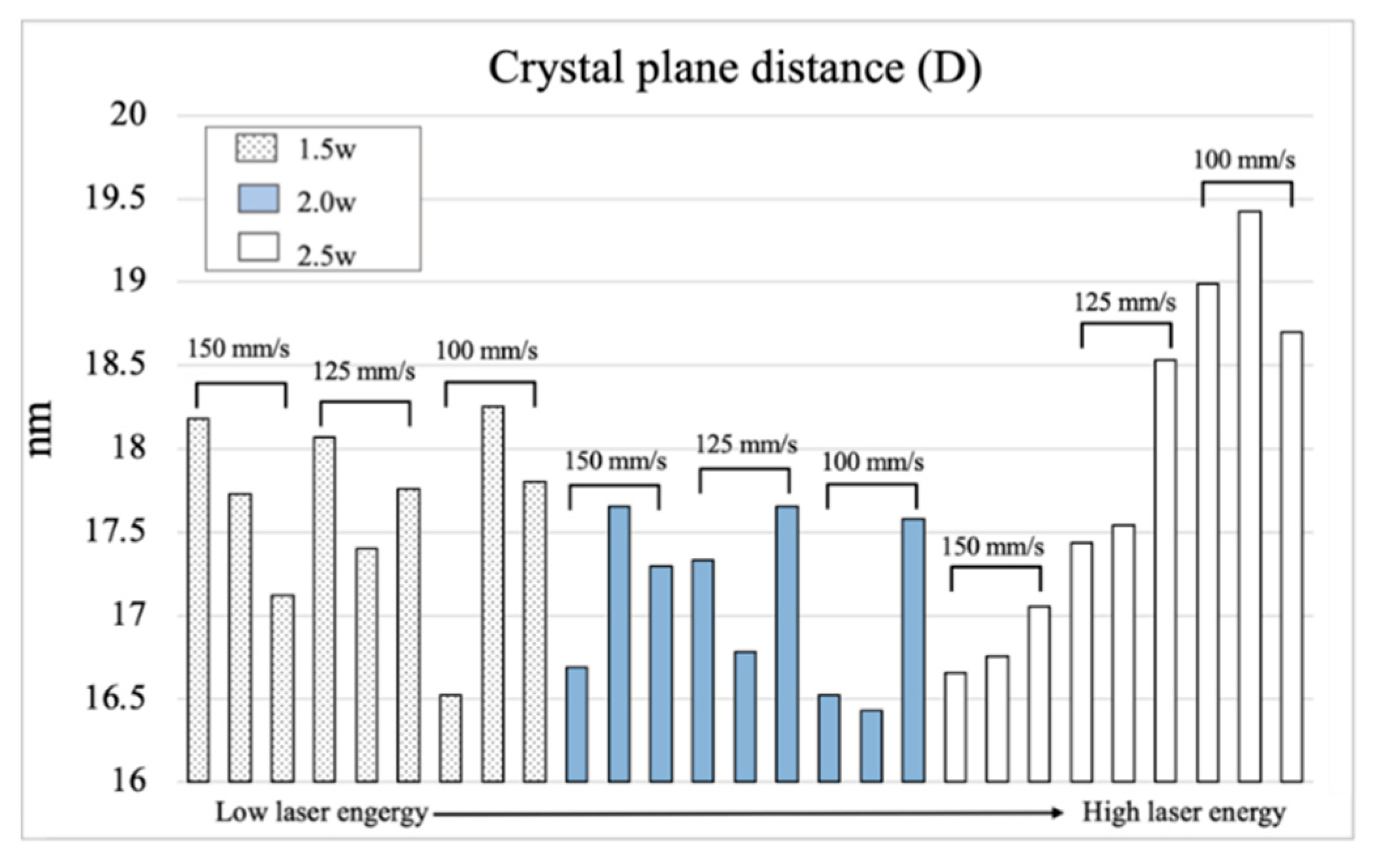
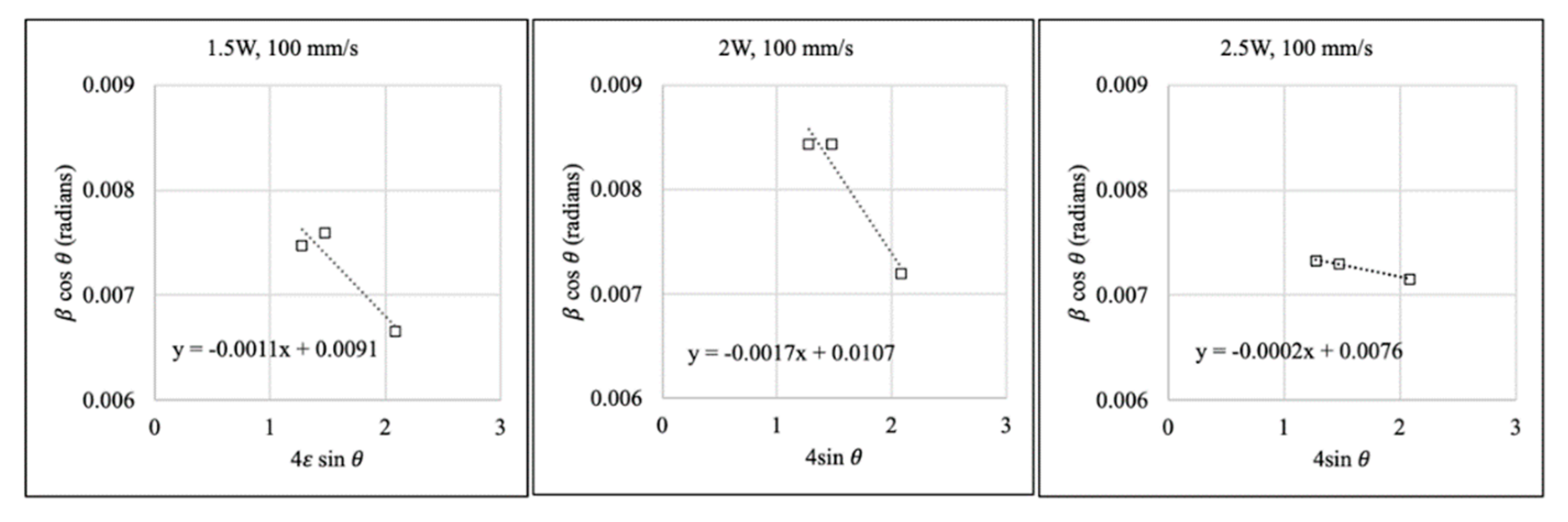
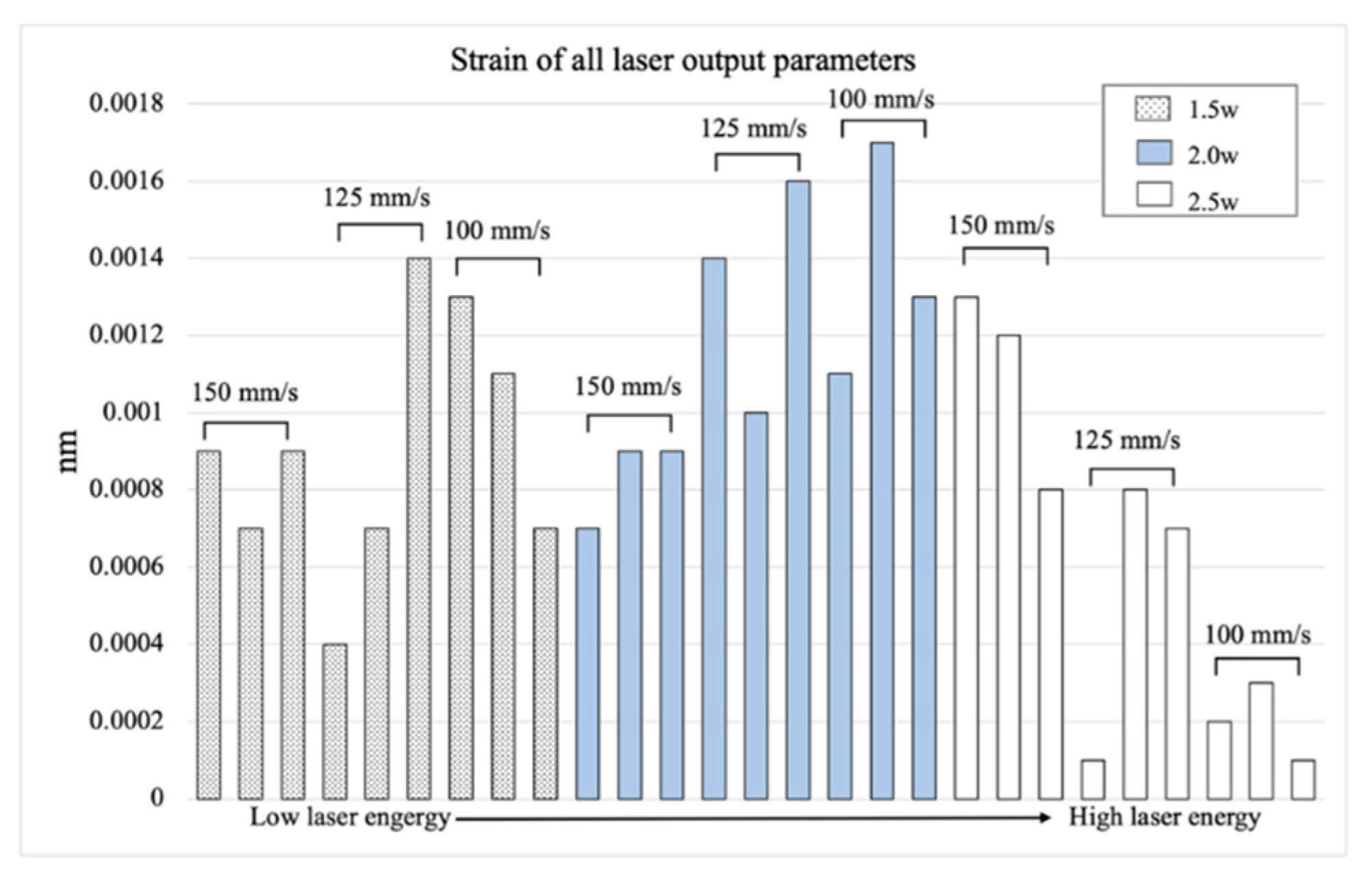
3.3. XRD Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Han, I.Y.; Kim, S.J. Diode temperature sensor array for measuring micro-scale surface temperatures with high resolution. Sens. Actuators A Phys. 2008, 141, 52–58. [Google Scholar] [CrossRef]
- Li, K.-M.; Liang, S.Y. Modeling of Cutting Temperature in Near Dry Machining. J. Manuf. Sci. Eng. 2006, 128, 416–424. [Google Scholar] [CrossRef]
- Feteira, A. Negative Temperature Coefficient Resistance (NTCR) Ceramic Thermistors: An Industrial Perspective. J. Am. Ceram. Soc. 2009, 92, 967–983. [Google Scholar] [CrossRef]
- Mateos, D.; Valdez, B.; Castillo, J.R.; Nedev, N.; Curiel, M.; Perez, O.; Arias, A.; Tiznado, H. Synthesis of high purity nickel oxide by a modified sol-gel method. Ceram. Int. 2019, 45, 11403–11407. [Google Scholar] [CrossRef]
- Farbod, M.; Dehbidi, V.K.; Shoushtari, M.Z. Size dependence of optical and magnetic properties of nickel oxide nanoparticles fabricated by electric arc discharge method. Ceram. Int. 2017, 43, 13670–13676. [Google Scholar] [CrossRef]
- Hotovy, I.; Rehacek, V.; Siciliano, P.; Capone, S.; Spiess, L. Sensing characteristics of NiO thin films as NO2 gas sensor. Thin Solid Film. 2002, 418, 9–15. [Google Scholar] [CrossRef]
- Hotovy, I.; Huran, J.; Spiess, L.; Hascik, S.; Rehacek, V. Preparation of nickel oxide thin films for gas sensors applications. Sens. Actuators B Chem. 1999, 57, 147–152. [Google Scholar] [CrossRef]
- John, R.A.B.; Shruthi, J.; Ramana Reddy, M.V.; Ruban Kumar, A. Manganese doped nickel oxide as room temperature gas sensor for formaldehyde detection. Ceram. Int. 2022, 48, 17654–17667. [Google Scholar] [CrossRef]
- Kim, S.; Yang, W.S.; Kim, H.-J.; Lee, H.-N.; Park, T.J.; Seo, S.-J.; Park, Y.M. Highly sensitive non-enzymatic lactate biosensor driven by porous nanostructured nickel oxide. Ceram. Int. 2019, 45, 23370–23376. [Google Scholar] [CrossRef]
- Ohta, H.; Hirano, M.; Nakahara, K.; Maruta, H.; Tanabe, T.; Kamiya, M.; Kamiya, T.; Hosono, H. Fabrication and photoresponse of a pn-heterojunction diode composed of transparent oxide semiconductors, p-NiO and n-ZnO. Appl. Phys. Lett. 2003, 83, 1029–1031. [Google Scholar] [CrossRef]
- Wei, T.-Y.; Chen, C.-H.; Chien, H.-C.; Lu, S.-Y.; Hu, C.-C. A Cost-Effective Supercapacitor Material of Ultrahigh Specific Capacitances: Spinel Nickel Cobaltite Aerogels from an Epoxide-Driven Sol-Gel Process. Adv. Mater. 2010, 22, 347–351. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.-W.; Li, F.; Cheng, H.-M. Hierarchical porous nickel oxide and carbon as electrode materials for asymmetric supercapacitor. J. Power Sources 2008, 185, 1563–1568. [Google Scholar] [CrossRef]
- Kim, T.W.; Hwang, S.-J.; Jhung, S.H.; Chang, J.-S.; Park, H.; Choi, W.; Choy, J.H. Bifunctional Heterogeneous Catalysts for Selective Epoxidation and Visible Light Driven Photolysis: Nickel Oxide-Containing Porous Nanocomposite. Adv. Mater. 2008, 20, 539–542. [Google Scholar] [CrossRef]
- Liu, H.; Wang, G.; Liu, J.; Qiao, S.; Ahn, H. Highly ordered mesoporous NiO anode material for lithium ion batteries with an excellent electrochemical performance. J. Mater. Chem. 2011, 21, 3046. [Google Scholar] [CrossRef]
- Seo, S.; Lee, M.J.; Seo, D.H.; Jeoung, E.J.; Suh, D.-S.; Joung, Y.S.; Yoo, I.K.; Hwang, I.R.; Kim, S.H.; Byun, I.S.; et al. Reproducible resistance switching in polycrystalline NiO films. Appl. Phys. Lett. 2004, 85, 5655–5657. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, K.; Tan, P.; Tor, S.B.; Chua, C.K.; Leong, K.F. Modeling temperature and residual stress fields in selective laser melting. Int. J. Mech. Sci. 2018, 136, 24–35. [Google Scholar] [CrossRef]
- Linares, J.; Chaves-Jacob, J.; Lopez, Q.; Sprauel, J.-M. Fatigue life optimization for 17-4Ph steel produced by selective laser melting. RPJ 2022, 28, 1182–1192. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. RPJ 2022, 28, 87–100. [Google Scholar] [CrossRef]
- Huang, C.-C.; Kao, Z.-K.; Liao, Y.-C. Flexible Miniaturized Nickel Oxide Thermistor Arrays via Inkjet Printing Technology. ACS Appl. Mater. Interfaces 2013, 5, 12954–12959. [Google Scholar] [CrossRef]
- Chia Wang; Guan-Yi Hong; Kuan-Ming Li; Hong-Tsu Young A Miniaturized Nickel Oxide Thermistor via Aerosol Jet Technology. Sensors 2017, 17, 2602. [CrossRef] [Green Version]
- Chang, Y.-T.; Hung, K.-Y.; Young, H.-T.; Li, K.-M.; Chen, R.K. Aerosol jet printing of nickel oxide nanoparticle ink with ultraviolet radiation curing for thin-film temperature sensors. Int. J. Adv. Manuf. Technol. 2021, 118, 1957–1965. [Google Scholar] [CrossRef]
- Paeng, D.; Lee, D.; Yeo, J.; Yoo, J.-H.; Allen, F.I.; Kim, E.; So, H.; Park, H.K.; Minor, A.M.; Grigoropoulos, C.P. Laser-Induced Reductive Sintering of Nickel Oxide Nanoparticles under Ambient Conditions. J. Phys. Chem. C 2015, 119, 6363–6372. [Google Scholar] [CrossRef]
- Zheng, H.; Li, L.; Yu, S.; Lu, T.; Sun, Z.; Chen, S.; Wu, M. Low voltage driven NiO thin film capacitors for tunable applications. Thin Solid Film. 2019, 669, 151–156. [Google Scholar] [CrossRef]
- El-Kemary, M.; Nagy, N.; El-Mehasseb, I. Nickel oxide nanoparticles: Synthesis and spectral studies of interactions with glucose. Mater. Sci. Semicond. Processing 2013, 16, 1747–1752. [Google Scholar] [CrossRef]
- Lee, D.; Paeng, D.; Park, H.K.; Grigoropoulos, C.P. Vacuum-Free, Maskless Patterning of Ni Electrodes by Laser Reductive Sintering of NiO Nanoparticle Ink and Its Application to Transparent Conductors. ACS Nano 2014, 8, 9807–9814. [Google Scholar] [CrossRef]
- Salary, R.; Lombardi, J.P.; Tootooni, M.S.; Donovan, R.; Rao, P.K.; Poliks, M.D. In Situ Sensor-Based Monitoring and Computational Fluid Dynamics (CFD) Modeling of Aerosol Jet Printing (AJP) Process. In Proceedings of the Volume 2: Materials; Biomanufacturing; Properties, Applications and Systems; Sustainable Manufacturing, Blacksburg, VA, USA, 27 June 2016; American Society of Mechanical Engineers: Blacksburg, VA, USA, 2016; p. V002T04A049. [Google Scholar] [CrossRef]
- Kang, J.-E.; Ryu, J.; Han, G.; Choi, J.-J.; Yoon, W.-H.; Hahn, B.-D.; Kim, J.-W.; Ahn, C.-W.; Choi, J.H.; Park, D.-S. LaNiO3 conducting particle dispersed NiMn2O4 nanocomposite NTC thermistor thick films by aerosol deposition. J. Alloy. Compd. 2012, 534, 70–73. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2017; ISBN 978-1-119-11347-8. [Google Scholar]
- Schnell, G.; Duenow, U.; Seitz, H. Effect of Laser Pulse Overlap and Scanning Line Overlap on Femtosecond Laser-Structured Ti6Al4V Surfaces. Materials 2020, 13, 969. [Google Scholar] [CrossRef] [Green Version]
- Ponmudi, T.S.; Lee, C.-W.; Lai, C.-C.; Tsai, C.-H. Comparative study on the effect of annealing temperature on sol–gel-derived nickel oxide thin film as hole transport layers for inverted perovskite solar cells. J. Mater. Sci. Mater. Electron. 2021, 32, 8157–8166. [Google Scholar] [CrossRef]
- Coble, R.L. A Model for Boundary Diffusion Controlled Creep in Polycrystalline Materials. J. Appl. Phys. 1963, 34, 1679–1682. [Google Scholar] [CrossRef]
- Malliga, P.; Pandiarajan, J.; Prithivikumaran, N.; Neyvasagam, K. Influence of Film Thickness on Structural and Optical Properties of Sol—Gel Spin Coated TiO2 Thin Film. IOSRJAP 2014, 6, 22–28. [Google Scholar] [CrossRef]
- Muhammed Shafi, P.; Chandra Bose, A. Impact of crystalline defects and size on X-ray line broadening: A phenomenological approach for tetragonal SnO2 nanocrystals. AIP Adv. 2015, 5, 057137. [Google Scholar] [CrossRef]
- Madhu, G.; Bose, V.C.; Maniammal, K.; Aiswarya Raj, A.S.; Biju, V. Microstrain in nanostructured nickel oxide studied using isotropic and anisotropic models. Phys. B Condens. Matter 2013, 421, 87–91. [Google Scholar] [CrossRef]
- Biju, V.; Sugathan, N.; Vrinda, V.; Salini, S.L. Estimation of lattice strain in nanocrystalline silver from X-ray diffraction line broadening. J. Mater. Sci. 2008, 43, 1175–1179. [Google Scholar] [CrossRef]
- Maniammal, K.; Madhu, G.; Biju, V. X-ray diffraction line profile analysis of nanostructured nickel oxide: Shape factor and convolution of crystallite size and microstrain contributions. Phys. E Low-Dimens. Syst. Nanostruct. 2017, 85, 214–222. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw NiO Thin Films | Average Thickness of NiO Thin Films | Resistance at 100 °C | Height of Satellite Particles | Average of Roughness |
|---|---|---|---|---|
| 15 μm | 106.8 MΩ | 1~5 μm | 1.63 μm |
| Laser Parameters | Setting |
|---|---|
| Distance (lens-thin film) | Out of focus (150 mm) |
| Laser power output | 1.5 W, 2 W, and 2.5 W |
| Frequency (kHz) | 90, 105, and 120 |
| Scanning speed | 100 mm/s, 125 mm/s, and 150 mm/s |
| Laser trajectory spacing | 5 μm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, Y.-T.; Hung, K.-Y.; Chien, C.-H.; Young, H.-T.; Hsiao, W.-T.; Li, K.-M. Ultraviolet Laser Sintering of Printed Nickel Oxide Nanoparticles for Thin-Film Thermistor via Aerosol Jet Printing Technology. Appl. Sci. 2022, 12, 7206. https://doi.org/10.3390/app12147206
Chang Y-T, Hung K-Y, Chien C-H, Young H-T, Hsiao W-T, Li K-M. Ultraviolet Laser Sintering of Printed Nickel Oxide Nanoparticles for Thin-Film Thermistor via Aerosol Jet Printing Technology. Applied Sciences. 2022; 12(14):7206. https://doi.org/10.3390/app12147206
Chicago/Turabian StyleChang, Yi-Tse, Kuan-Yi Hung, Chih-Hsuan Chien, Hong-Tsu Young, Wen-Tse Hsiao, and Kuan-Ming Li. 2022. "Ultraviolet Laser Sintering of Printed Nickel Oxide Nanoparticles for Thin-Film Thermistor via Aerosol Jet Printing Technology" Applied Sciences 12, no. 14: 7206. https://doi.org/10.3390/app12147206
APA StyleChang, Y.-T., Hung, K.-Y., Chien, C.-H., Young, H.-T., Hsiao, W.-T., & Li, K.-M. (2022). Ultraviolet Laser Sintering of Printed Nickel Oxide Nanoparticles for Thin-Film Thermistor via Aerosol Jet Printing Technology. Applied Sciences, 12(14), 7206. https://doi.org/10.3390/app12147206