Abstract
Multi-criteria decision making (MCDM) is a research area that entails analyzing various available options in a situation involving social sciences, medicine, engineering, and many other fields. This is due to the fact that it is used to select the best solution from a set of alternatives. The MCDM methods have been applied not only in economics, medicine, transportation, and the military, but also in mechanical processing processes to determine the best machining option. In this study, determining the best dressing mode for external grinding SKD11 tool steel using an MCDM method—the MABAC (multi-attributive border approximation area comparison) method—was introduced. The goal of this research is to find the best dressing mode for achieving the minimal surface roughness (RS), the maximum wheel life (T), and the minimal roundness (R) all at the same time. To perform this work, an experiment was carried out with six input parameters: the fine dressing depth, the fine dressing passes, the coarse dressing depth, the coarse dressing passes, the non-feeding dressing, and the dressing feed rate. In addition, the Taguchi method and an L16 orthogonal array were used to design the experiment. Furthermore, the MEREC (method based on the removal effects of criteria) and entropy methods were used to determine the weight of the criteria. The best dressing mode for external cylindrical grinding has been proposed based on the results. These findings were also confirmed by comparing them to the TOPSIS (technique for order of preference by similarity to ideal solution) and MARCOS (measurement of alternatives and ranking according to compromise solution) methods.
1. Introduction
As technology advances, machining processes must meet ever-increasing demands for mechanical product quality and productivity. Grinding is a type of machining that uses hard abrasive particles as the cutting medium. It is often the key to achieving the required quality [1], so it is widely used for finishing and semi-finishing machine parts. It accounts for approximately 20 to 25 percent of the total industry spent on mechanical parts [2].
In practice, the grinding wheel wears while working, affecting the process’s quality and productivity. As a result, the dressing process is required to ensure the grinding wheel’s original specification. The dressing process impacts the profile, topography, and wear behavior of the grinding wheel. Therefore, it has a significant influence on the grinding process’s efficiency and accuracy. For those reasons, researchers are always interested in improving the quality and productivity of grinding process as well as determining the best grinding mode.
A. Daneshi et al. [3] conducted a study to identify appropriate dressing strategies for dressing in internal cylindrical grinding. In this study, two different types of wheels, including CBN (cubic boron nitride) and corundum wheels, and three separate dressing rollers, including an electroplated, a vitrified bond form roller, and a cup-dresser were used. Yueming Liu et al. [4] used kinematic simulations to predict surface roughness in grinding. Three different abrasive grain shapes (sphere, truncated cone, and cone) and a single-point diamond dressing model were investigated in their study. In addition, the proposed surface roughness model was experimentally validated with a difference of 7–11 percent. F. Klocke and B. Linke [5] investigated the mechanisms resulting in the formation of grinding wheel topography by dressing. The effect of kinematical dressing factors on wheel wear behavior has been computed in this work. Christian Walter et al. [6] discussed the dressing and truing of hybrid bonded (metal-vitrified) CBN grinding wheels using a short-pulsed fiber laser. Several studies have been conducted to determine the optimum dressing mode. Optimal dressing parameters have been suggested for cylindrical grinding [7,8,9], surface grinding [10,11,12], and internal grinding [13,14]. L.M. Kozuro et al. [15] proposed the following dressing mode for external grinding to achieve the surface roughness Ra = 0.32–1.25 (μm); a longitudinal feed rate of 0.4 (m/min); dressing four passes with a dressing depth of 0.03 (mm); and four passes non-feeding dressing.
Difficult-to-cut materials are becoming more popular as materials engineering advances. According to their application fields, difficult-to-cut materials are required to go through the grinding process. However, due to the complexity of the grinding process, several challenges are encountered while grinding these materials. These difficulties can be mitigated by employing effective lubricating techniques and selecting appropriate process parameters. Furthermore, a proper wheel dressing mode guarantees a reduction in these challenges during the grinding operation. As a result, many researchers are interested in grinding these materials. Manish Mukhopadhyay and Pranab Kumar Kundu [16] conducted an experimental study of grinding Ti-6Al-4V using an alumina wheel. In their study, the simple and inexpensive RQL (restricted quantity lubrication) technique was shown to be significantly efficient in expanding Ti-6Al-4V grindability than both dry and flood cooling. It also greatly reduces coolant consumption when compared to flood cooling. Manish Mukhopadhyay et al. [17] noted that using grinding fluid via the SQL (small quantity cooling and lubrication) technique results in better grinding results. In this study, alkaline soap water is discovered to be more efficient than conventional grinding fluid in the grinding of titanium alloy Ti-6Al-4V. Manish Mukhopadhyay and Pranab Kumar Kundu [18] introduced an economical and environmentally friendly drop by drop delivery technique for improving the grindability of Ti-6Al-4V. The effective use of the environment-friendly unconventional fluids when machining Ti-6Al-4V has also been reported when using an alumina wheel [19,20] and a SiC wheel [21]. Berend Denkena et al. [22] investigated the wear-adaptive optimization of in-process conditioning factors during the face plunge grinding of PcBN. It was noted that the optimal input factors allow the process of in-process conditioning to dramatically reduce grinding tool wear without increasing the process time or non-productive time. Dung Hoang Tien et al. [23] presented the results of a multi-target optimization study to find the optimum input factors for getting the minimum surface roughness and maximum material removal rate when external grinding SCM440 steel. When grinding GH4169 alloy with a ceramic bonded CBN grinding wheel, a multi-information fusion recognition model and experimental study of grinding wheel wear status were reported in [24]. G. Xiao and S. Malkin [25] conducted online-optimizing, the internal grinding process, and the dressing parameters to reduce the production time while maintaining part quality requirements. The optimum process parameters when grinding Ti-6Al-4 V using a CBN grinding wheel was introduced in [26]. The Taguchi method and gray relational analysis (GRA) were applied to find the optimum dressing parameters when processing the SKD11 tool steel in surface grinding to increase the material removal rate and to reduce the roundness tolerance of the ground parts [11].
Table 1 presents a brief overview of some previous studies on the dressing process of different types of grinding. In this table, the specifications of the grinding type, wheels, dresser, workpiece material, the objective of study, and the output optimum factors presented in these studies are indicated. This table helps to determine the ultimate optimal parametric combination for all methods considered.

Table 1.
Several previous research results on optimization of dressing process.
From the above analyses and Table 2, it can be noted that so far, there have been quite a few studies on the dressing mode and on the determination of the optimum or reasonable wheel dressing mode. Besides, different dressing modes such as coarse dressing, fine dressing, and non-feeding dressing influence the efficiency of the dressing process. However, to date, there has been no research on determining the best dressing mode among many different dressing setups for external grinding SKD11 tool steel using an MCDM method. Therefore, finding the best dressing mode in external cylindrical grinding SKD11 tool steel using an MCDM method has been taken into considered.
Table 2.
Input factors.
Multi-criteria decision making (MCDM) is a common problem when it is necessary to analyze multiple options to choose the best one. Numerous studies on MCDM have been conducted for various mechanical machining processes such as milling, turning, grinding, electrical discharge machining (EDM), etc. [33]. This is because the machining process is frequently required to meet many criteria, such as the maximal material removal rate (MMR), the minimal surface roughness (SR), or the minimal tool wear rate. So far, several studies have been conducted to determine the best dressing mode using MCDM methods. Santonab Chakraborty and Shankar Chakraborty [34] presented a scoping review on the applications of MCDM methods for the parametric optimization of machining processes. In this paper, more than 120 scientific papers are reviewed while investigating the implementations of various MCDM techniques in solving parametric optimization problems of turning, drilling, and milling processes. This review paper would serve as a knowledge base for determining the best experimental design plan to be deployed (Taguchi’s L9, L18, or L27 orthogonal array); difficult-to-cut advanced engineering materials to be machined (composites, aluminum, titanium, and their alloys); input parameters for turning, drilling, and milling processes, and corresponding responses to study their interaction effects, MCDM tools, and subjective and objective criteria weighting techniques to be used; and the possibility of integrating with other mathematical tools to deal with an uncertain decision-making environment. Ritwika Chattopadhyay et al. [35] presented the results of a study conducted to determine the best supplier of gearboxes in the Indian iron and steel industry. In this study, a design of experiments (DoE)-based metamodel is developed to connect the computed MABAC scores to the criteria under consideration. Competing suppliers are ranked using a rough-MABAC-DoE-based metamodel, which also simplifies the computational steps when new suppliers are added to the decision-making process. Sanjay S. Patil and Yogesh J. Bhalerao [32] used the TOPSIS (technique for order of preference by similarity to ideal solution) method to select levels of dressing parameters for a better surface finish in cylindrical angular grinding of En-31 parts. In this study, four input parameters, including the dressing cross feed rate, the dressing depth of cut, the width of the diamond dresser, and the drag angle of the dresser were investigated. However, only three solutions with a surface finish criterion are provided for the MCDM problem. H.Q. Nguyen et al. [33] carried out a comparison study on MCDM for the dressing process when internal grinding SKD11 steel. Four MCDM methods, TOPSIS, MARCOS (measurement of alternatives and ranking according to compromise solution), EAMR (evaluation by an area-based method of ranking), and MAIRCA (multi-attributive ideal–real comparative analysis), as well as two weight calculation methods, entropy and MEREC, were used in this study. It can be recognized from the above analysis, that while there have been various applications of MCDM methods for different mechanical machining processes, no studies have been conducted to determine the best dressing mode for external cylindrical grinding.
This paper, hence, presents a study on MCDM for the dressing process in cylindrical external grinding. In this work, three criteria were chosen for the investigation: RS, wheel life T, and roundness Rn. In addition, to solve the MCDM problem, the MABAC method was selected. Furthermore, the MEREC and entropy methods were used to determine the weights of the criteria. As a result, the MABAC method has been successfully used to determine the best dressing mode in external cylindrical grinding. This result is also verified by using TOPSIS and MARCOS methods for comparison.
2. Materials and Methods
2.1. MABAC Method for MCDM
The MABAC method was introduced by Pamucar and Cirovic in 2015. This method has the following characteristics [36]: This is one of the compensatory methods; the attributes are unrelated to one another; the qualitative attributes are transformed into quantitative attributes. This method is commonly used in railway station evaluation, wind farm location selection, and site energy generation technology [36]. In practice, solving this MCDM problem can completely use other MCDM methods such as TOPSIS, MARCOS, etc. However, in this work, the MABAC method was applied to solve the MCDM problem both to determine the best dressing mode for cylindrical external grinding and to compare this method with many used ways in mechanical processing (TOPSIS and MARCOS method).
The steps to solve the MCDM problem by the MABAC method are as follows [36]:
Step 1: Generating the initial matrix by:
In which, m is the alternative number; n is the number of criteria.
Step 2: Determining the normalized values by:
In which, i = 1, 2, …, m and j = 1, 2, …, n. In addition, Equation (2) is used if the criterion j is as bigger as better and Equation (3) is used if the criterion j is as smaller as better. In addition, and .
Step 3: Finding the elements of weighted matrix by:
Step4: Calculating the border approximation area matrix:
where in, j = 1, 2, …, n.
Step5: Calculating the distance between the alternatives and the border approximation area by the following Equation:
In Equation (6), i = 1, 2, …, m and j = 1, 2, …, n.
Step6: Estimating the total distances of each alternative from the approximate border area:
Step7: The order of alternatives is determined by maximizing S.
2.2. Method for Calculation of the Criterion Weight
The weight of the criteria in this study is determined by two methods: MEREC and Entropy. This section explains how to use these methods.
2.2.1. The Entropy Method
When using the entropy method to calculate the weight of the criteria, the following steps should be followed [37]:
Step 1: Computing indicator normalized values.
Step 2: Calculating the indicator entropy values.
Step 3: Determining the criation weight.
2.2.2. The MEREC Method
The MEREC method can be used by following the steps below [38]:
Step 1: Set up the initial matrix as described in step 1 of the MABAC method.
Step 2: Calculating the normalized values by:
Step 3: Finding the alternative performance Si by the following Equation [38]:
Step 4: Estimating the performance of ith alternative by [38]:
Step 5: Finding the removal effect of the jth criterion Ej by:
Step 6: Calculating the criation weight by:
2.3. Method for Determining the Best Dressing Mode for External Grinding SKD11 Tool Steel
2.3.1. Method for Determining the Best Dressing Mode for External Grinding SKD11 Tool Steel
The process to determine the best dressing mode for external grinding SKD11 tool steel is as follows: First, design and conduct an experiment to determine the best dressing mode for external grinding when processing SKD11 tool steel. Because the dressing process has many input parameters, there will be many experiments to determine the best dressing mode. The experimental number is the number of dressing mode solutions. Then, select the best dressing mode by applying an MCDM method (in this case, the MABAC method).
2.3.2. Experimental Work
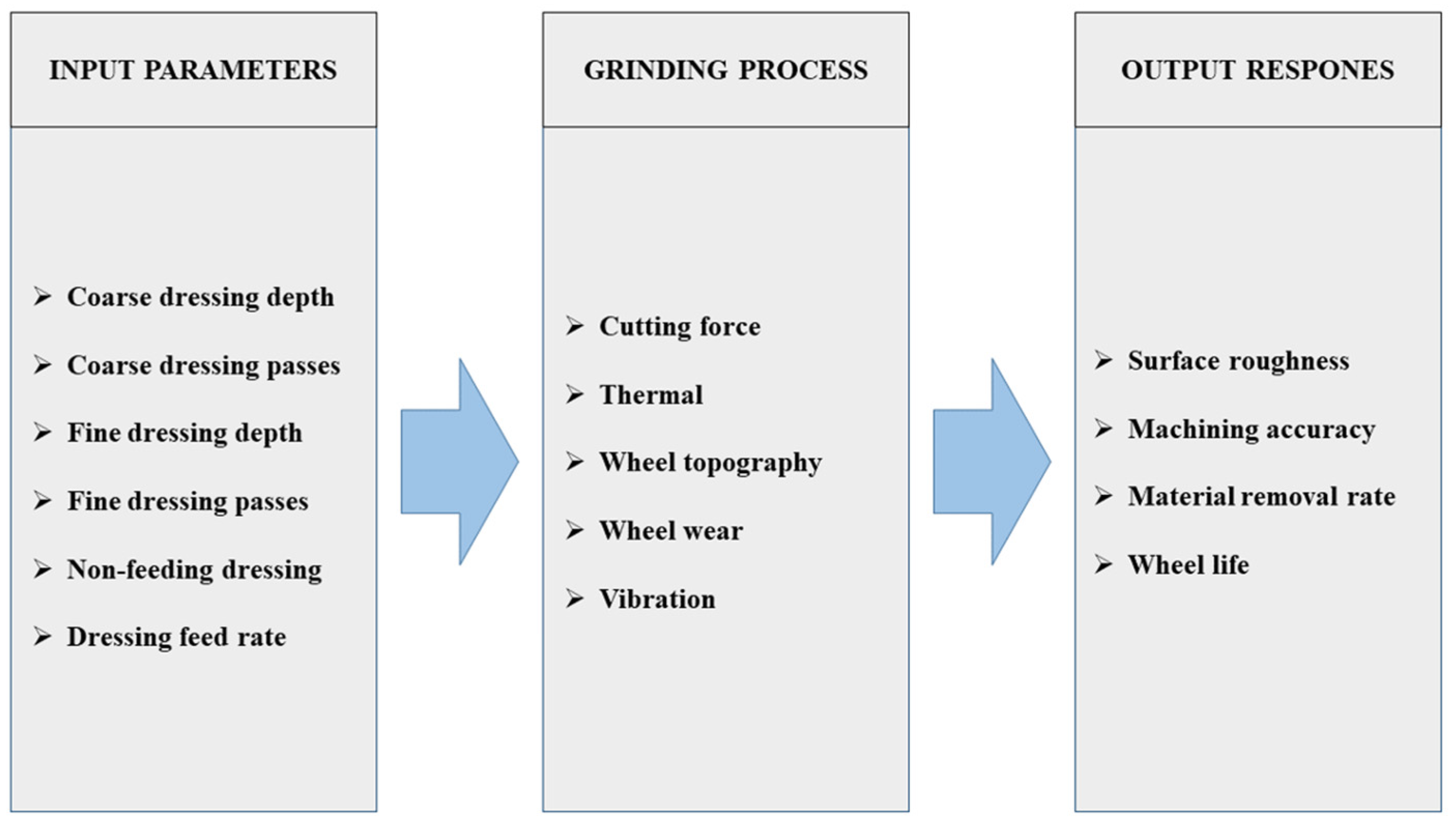
To solve the MCDM problem, an experiment was performed. The model of the experiment was presented in Figure 1. According to this model, the input parameters of the experiment are the input factors of the dressing process and the grinding process. The input parameters of the dressing process and their levels are described in Table 2. These factors will affect the grinding process, which is characterized by the cutting force, the thermal, the wheel topography, the wheel wear, and the vibration. The grinding process results are shown through the output responses, including the surface roughness, the machining accuracy, the material removal rate, and the wheel life. In this experiment, the surface roughness Ra, the roundness Rn (represents for the accuracy), and the wheel life are selected for the experimental responses.
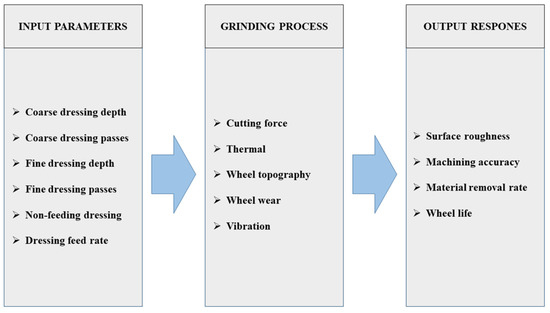
Figure 1.
Experimental model.
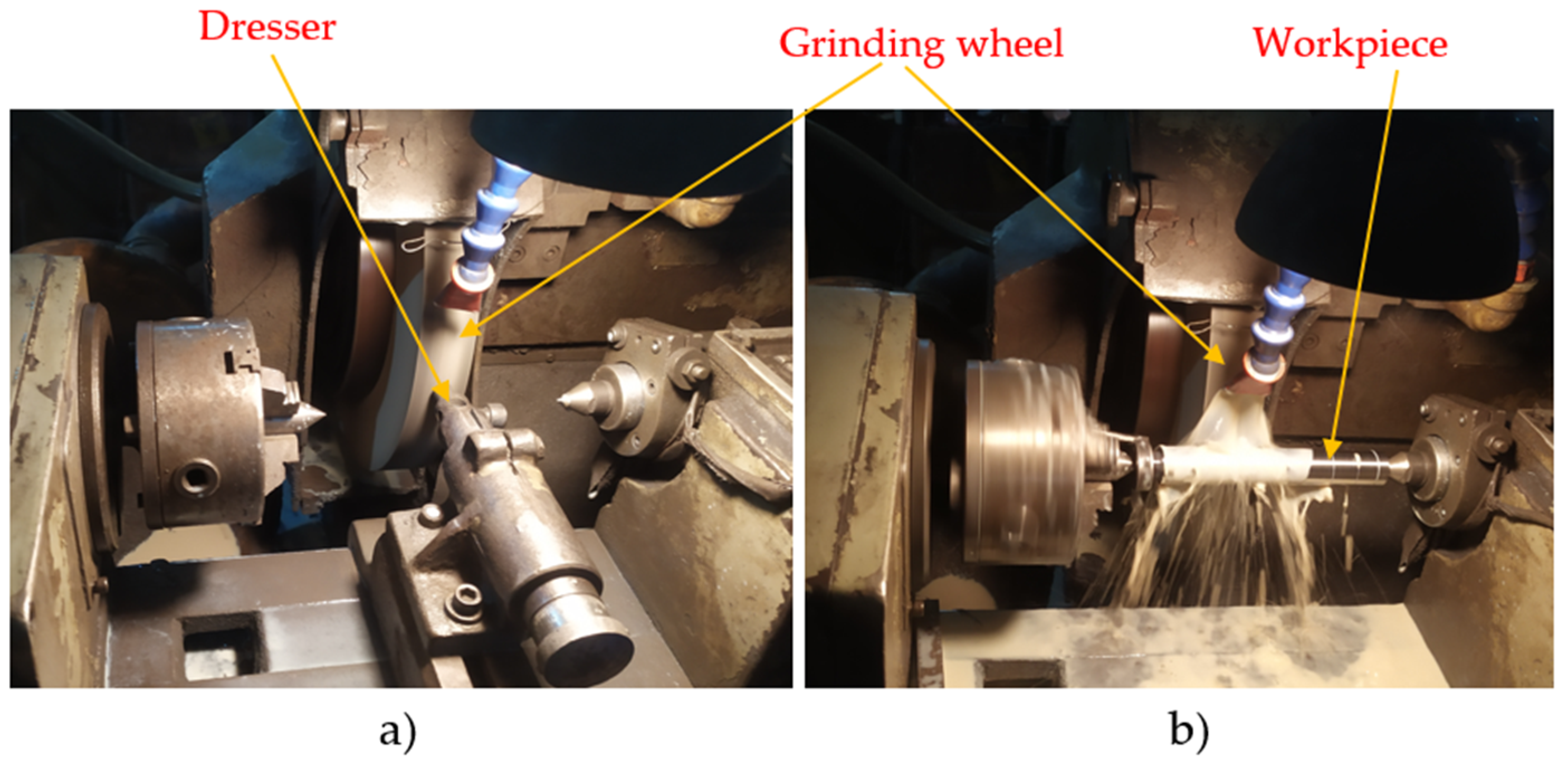
The experiment was designed according to the Taguchi method with the design L16 orthogonal array (44 × 22). The experimental matrix is shown in Table 3. Figure 2 describes the setup of the experimental in which the following equipment was used: the grinding machine: CONDO-Hi-45 HTS (Made in Japan); the grinding wheel: Ct80MV1-G 400x40x203 35 m/s (Made in Vietnam); the dresser: 3908-0088C type 2 (Made in Russia); the surface roughness tester: Mitutoyo 178-923-2A, SJ-201 (Made in Japan). The order of the experiment is as follows: First, the wheel dressing experiment is performed. After dressing, the grinding wheel is used to process the samples with the grinding mode as follows: the workpiece material: SKD11 tool steel; the grinding wheel speed: 29.3 (m/s); the longitudinal feed rate: 1.8 (m/min); the total depth of cut: 0.05 (mm), and the depth of cut: 0.005 (mm/stroke). During the experiment, the SR (in this case is Ra (μm)) and the roundness Rn (μm) are measured after conducting experiments. Besides, the wheel life is determined as stated in [39], specifically as follows: For each wheel dressing mode, the external grinding process is carried out with the above grinding mode. After each experimental run, the grinding time is recorded and the surface roughness of the machined part is measured. The above process is repeated continuously until the surface roughness of the machined part exceeds the allowable value (in this study, 0.5 μm). At this time, the total grinding time of all machined parts is the wheel life T with the given dressing mode. The output responses (Ra, T, and Rn) are given in the three left columns in Table 3.
Table 3.
Experimental matrix and output results.
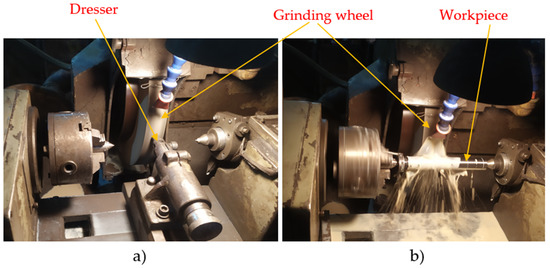
Figure 2.
Experimental setup. (a) Setup for wheel dressing; (b) Setup for cylindrical external grinding.
3. Determining the Best Alternative in Dressing Process for External Grinding
In this section, the MABAC method was applied to solve the MCDM problem with the calculation of the criterion weights using the MEREC method.
3.1. Calculating the Weights for the Criteria
When using the entropy method, the following steps are used to calculate the weight of the criteria (see Section 2.2.1): Equation (8) is used to calculate the normalized values ; Equation (9) is used to calculate the entropy value for each indicator , and Equation (10) is used to calculate the weight of the criteria wj (10). The weights of Ra, T, and Rn are 0.4368, 0.3212, and 0.2419, respectively.
When using the MEREC method, the following steps (see Section 2.2.2) can be taken to calculate the weights for the criteria: calculating the normalized values hj using Equations (11) and (12); Determining Si and using Equations (13) and (14); Calculating the criterion removal effect using Equation (15), and finding the weight of the criteria wj using Equation (16). In addition, Ra, T, and Rn were found to have weights of 0.3062, 0.4402, and 0.2536, respectively.
3.2. Finding the Best Alternative by Using MABAC Method
The following are the steps to perform MCDM using the MABAC method (see Section 2.1): The initial matrix is generated using Equation (1); after that, the normalized values of are determined using formula (2) if the criterion j is “the wheel life”and formula (3) if the criterion j is“the surface roughness” or “the roundness”. Next, the normalized weighted values vij are calculated using a formula (4). The border approximation area matrix is then computed using Equation (5). After that, using the formula (6), the distance between the alternatives and the border approximation area qij is computed. Finally, the total distances between each alternative and the approximate border area S are then determined using a formula (7). S is maximized to determine the ranking of alternatives. Several calculated parameters and ranking of alternatives are presented in Table 4 when using the MABAC and entropy methods and in Table 5 when using the MABAC and MEREC methods.
Table 4.
Calculated results when using MABAC and entropy methods.
Table 5.
Calculated results when using MABAC and MEREC methods.
4. Results and Discussions
- -
- The 3rd alternative has provided the largest index. That means it is the best alternative and the optimum dressing parameters are: nr = 3, ar = 0.04 (mm), af = 0.005 (mm), nf = 2, n0 = 2, and Sd = 1 (m/min.).
- -
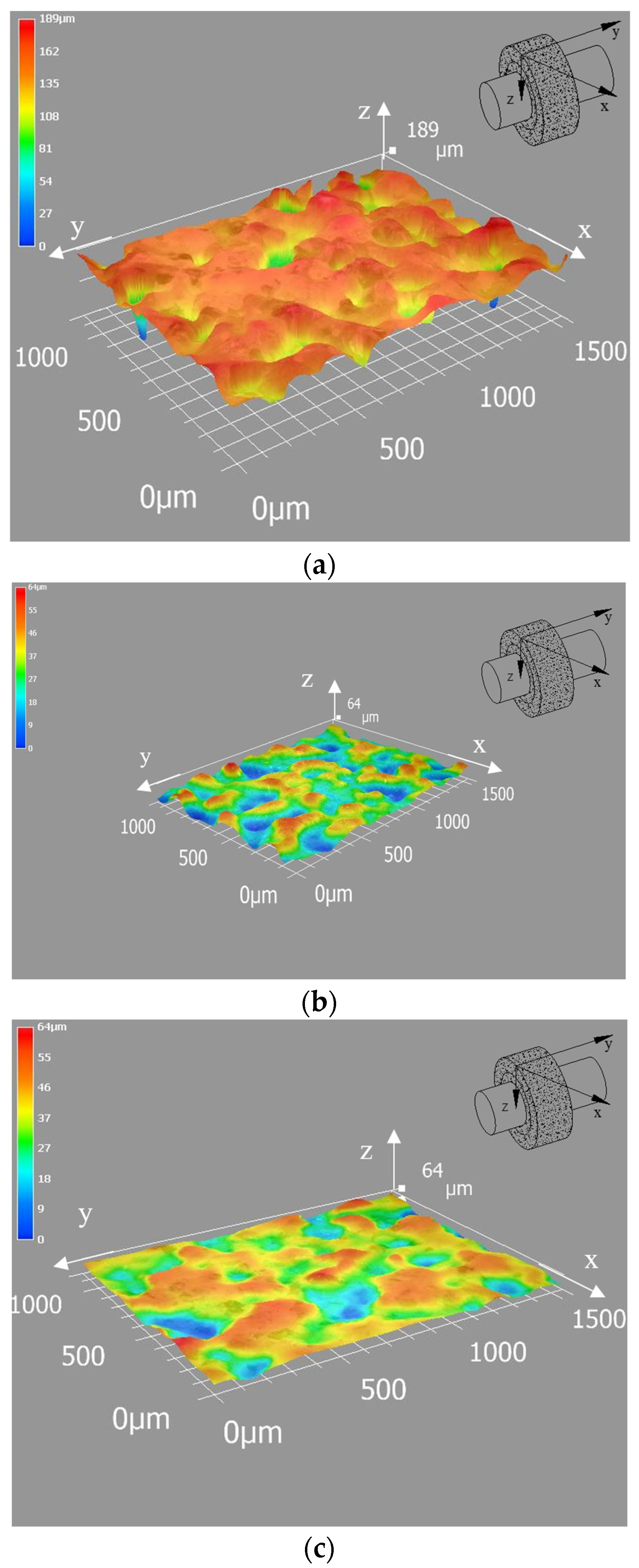
- The proposed optimal dressing mode has all three components: coarse dressing, fine dressing, and non-feeding dressing. That proves the role of fine dressing and non-feeding dressing. This can be explained with the illustration of Figure 3 as follows: after rough dressing, the wheel surface is very undulating, and the wheel topography is unstable (Figure 3a). When grinding with this mode, the wheel will wear quickly, and the surface roughness and the roundness are high (see Table 3—alternative 1). However, the wheel surface is less undulating, and the wheel topography is more stable after fine (Figure 3b) and non-feeding dressing (Figure 3c). As shown in Figure 3b, after fine dressing, the wheel topography was noticeably flatter than that after rough dressing (Figure 3a). In addition, after non-feeding dressing (Figure 3c), although the grinding wheel surface has the same maximum protrusion height of abrasive grains of 64 (µm) as after fine dressing (Figure 3b), the wheel topography was significantly flatter than that after fine dressing. So, non-feeding dressing reduces the wear of the grinding wheel. As a result, the 3rd alternative has a long wheel life as well as a low surface roughness and roundness.
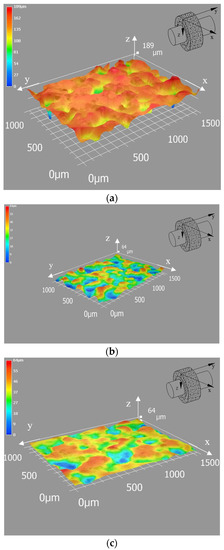 Figure 3. Wheel topography after dressing [40]. (a) After rough dressing; (b) after fine dressing; (c) after non-feeding dressing.
Figure 3. Wheel topography after dressing [40]. (a) After rough dressing; (b) after fine dressing; (c) after non-feeding dressing. - -
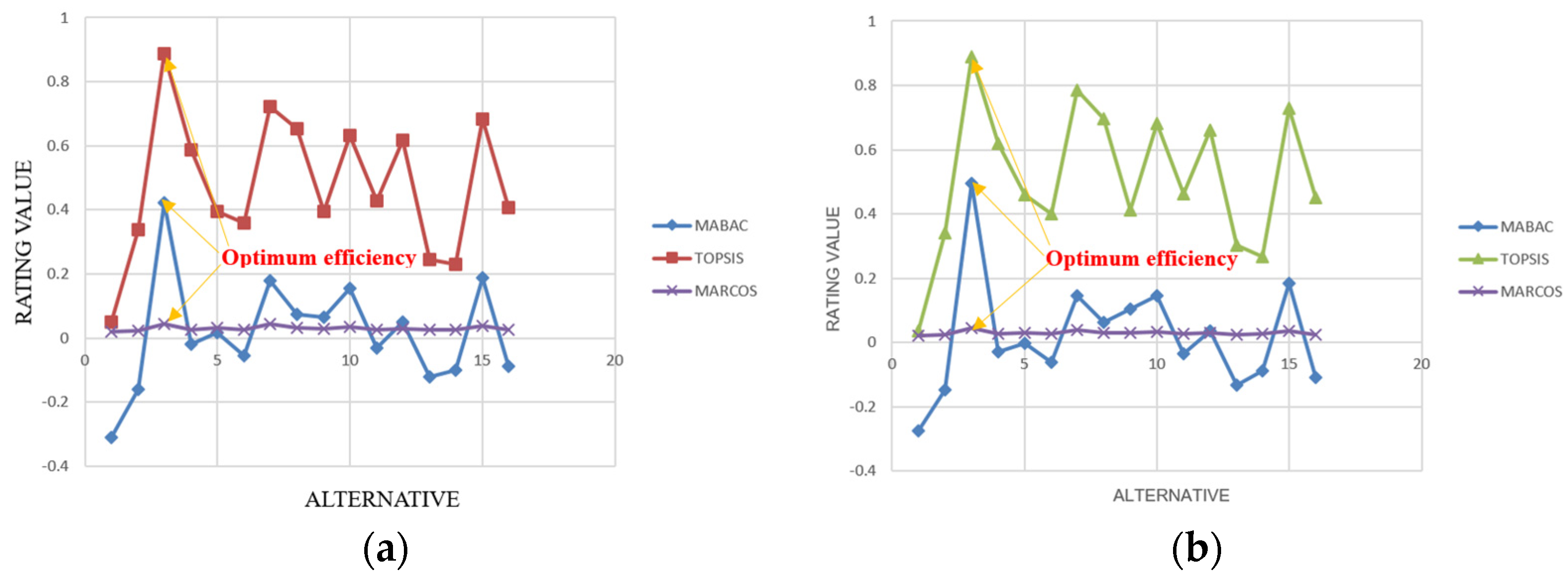
- To verify the results of applying the MABAC method, two methods, TOPSIS and MARCOS, were used. The TOPSIS method was selected as it is a very old method. This method was presented by Ching-Lai Hwang et al. in 1993 [41]. The MARCOS method was chosen because it is a very new method. It was proposed in 2020 by Stević, Ž. et al. [42]. In addition, both mentioned methods have been applied to determine the best solution for mechanical machining processes such as turning, milling, grinding, electrical discharge machining, etc. [43]. The steps to apply TOPSIS and MARCOS methods to solve the MCDM problem are shown in [33]. The priority index and ranking of alternatives when using the MABAC, TOPSIS, and MARCOS methods are shown in Table 6 when using the entropy method and in Table 7 when using the MEREC method for calculating the weight of the criteria. Figure 4 also shows a comparison of the results obtained using the three MCDM methods with the two mentioned weight calculation methods. From the figure and these tables, it is obvious that all three methods agree on the same result—the 3rd alternative is the best—which proves that the MABAC method can be applied to solve the MCDM problem in the dressing process for external grinding. Furthermore, the MEREC and the entropy method can be used to calculate the weight of criteria when using the MABAC method.
Table 6. Priority index and ranking when the weight calculation by entropy method.
Table 7. Priority index and ranking when the weight calculation by MEREC method.
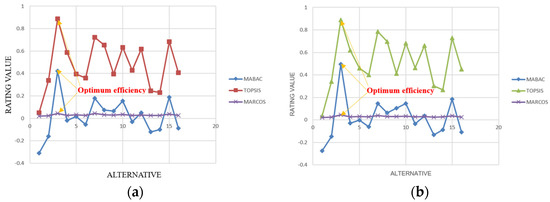 Figure 4. Graph to compare MABAC, TOPSIS, and MARCOS results. (a) Entropy weight. (b) MEREC weight.
Figure 4. Graph to compare MABAC, TOPSIS, and MARCOS results. (a) Entropy weight. (b) MEREC weight. - -
- To compare the degree of association between ranks obtained using various MCDM methods, the Spearman’s rank correlation coefficient (R) was used. This coefficient is calculated as follows [27]:
In which n is the number of alternatives, and D is the rank difference.
The Spearman’s rank correlation coefficient for rankings obtained using various methods is shown in Table 8.
Table 8.
Spearman’s rank correlation coefficient.
According to Table 8, the highest correlation coefficient is 0.999 for MARBAC and MARCOS when both the entropy and MEREC methods were used for calculating the weights of the criteria, and the lowest is 0.995 for MABAC and TOPSIS when the weights of the criteria were calculated by entropy method. The correlations obtained between these methods are generally very good, compared to 0.96 in [28] and 0.83 in [29].
5. Conclusions
The results of an MCDM study on identifying the appropriate dressing mode for external grinding SKD11 tool steel using the MABAC method were presented in this study. In the study, the entropy and MEREC methods were used to calculate the weight of the criteria. Besides, six process factors, including the coarse dressing depth, the coarse dressing passes, the fine dressing depth, the fine dressing passes, the non-feeding dressing, and the dressing feed rate were chosen for the exploration. Moreover, for the experimental design, the Taguchi method with L16 orthogonal array (44 × 22) was chosen. The following conclusions can be drawn from the study results:
- The results of using the MABAC method to solve the MCDM problem in the dressing process for external grinding SKD11 tool steel have been investigated for the first time.
- To verify the results of applying the MABAC method, two methods, TOPSIS and MARCOS were used. As a result, all three methods identified that option three is the best for the dressing process.
- The Spearman’s rank correlation coefficient has been found to be extremely useful in assessing the correlation between various ranking methods.
- The optimal wheel dressing parameters to achieve the minimum surface roughness, the maximum wheel life, and the minimum roundness simultaneously are: nr = 3, ar = 0.04 (mm), af = 0.005 (mm), nf = 2, n0 = 2, and Sd = 1 (m/min.).
Author Contributions
All authors have discussed the original idea. H.-A.L., X.-T.H., Q.-H.T. and X.-H.L. conducted the experiment (designing and analyzing) and the MCDM problem; This manuscript was written by X.-T.H. with assistance from Q.-H.T., D.-L.P. and X.-H.L. All of the authors discussed the manuscript. This work was managed and revised by X.-H.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
This work was supported by Thai Nguyen University of Technology.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
MCDM—Multi-criteria decision making; MABAC—Multi-Attributive Border; Approximation Area Comparison; SR—surface roughness; T—wheel life; R—roundness; MEREC—Method based on the Removal Effects of Criteria; TOPSIS—Technique for Order of Preference by Similarity to Ideal Solution; MARCOS—Measurement of; Alternatives and Ranking according to COmpromise Solution; RQL—restricted quantity lubrication; EDM—electrical discharge machining; MRR—material removal rate; DoE—design of experiments; EAMR—Evaluation by an Area-based Method of Ranking; MAIRCA—Multi-Attributive Ideal–Real Comparative Analysis; ar—coarse dressing depth; nr—coarse dressing passes; af—fine dressing depth; nf—fine dressing passes; n0—non-feeding dressing; Sd—dressing feed rate.
References
- Rowe, W.B. Principles of Modern Grinding Technology; William Andrew: Norwich, NY, USA, 2009. [Google Scholar]
- Malkin, S.; Guo, C. Grinding Technology: Theory and Application of Machining with Abrasives; Industrial Press Inc.: New York, NY, USA, 2008. [Google Scholar]
- Daneshi, A.; Jandaghi, N.; Tawakoli, T. Effect of dressing on internal cylindrical grinding. Procedia CIRP 2014, 14, 37–41. [Google Scholar] [CrossRef]
- Liu, Y.; Warkentin, A.; Bauer, R.; Gong, Y. Investigation of different grain shapes and dressing to predict surface roughness in grinding using kinematic simulations. Precis. Eng. 2013, 37, 758–764. [Google Scholar] [CrossRef]
- Klocke, F.; Linke, B. Mechanisms in the generation of grinding wheel topography by dressing. Prod. Eng. 2008, 2, 157–163. [Google Scholar] [CrossRef]
- Walter, C.; Rabiey, M.; Warhanek, M.; Jochum, N.; Wegener, K. Dressing and truing of hybrid bonded CBN grinding tools using a short-pulsed fibre laser. CIRP Ann. 2012, 61, 279–282. [Google Scholar] [CrossRef]
- Prusak, Z.; Webster, J.; Marinescu, I. Influence of dressing parameters on grinding performance of CBN/Seeded Gel hybrid wheels in cylindrical grinding. Int. J. Prod. Res. 1997, 35, 2899–2916. [Google Scholar] [CrossRef]
- Aleksandrova, I. Optimization of the dressing parameters in cylindrical grinding based on a generalized utility function. Chin. J. Mech. Eng. 2016, 29, 63–73. [Google Scholar] [CrossRef]
- Tu, H.X.; Thao, L.P.; Hong, T.T.; Nga, N.T.T.; Trung, D.D.; Gong, J.; Pi, V.N. Influence of dressing parameters on surface roughness of workpiece for grinding hardened 9XC tool steel. IOP Conf. Ser. Mater. Sci. Eng. 2019, 542, 12008. [Google Scholar]
- Hong, T.T.; Van Cuong, N.; Ky, L.H.; Nguyen, Q.T.; Long, B.T.; Tung, L.A.; Nguyen, T.T.; Pi, V.N. Multi-criteria optimization of dressing parameters for surface grinding 90CrSi tool steel using taguchi method and grey relational analysis. Mater. Sci. Forum 2020, 998, 61–68. [Google Scholar] [CrossRef]
- Hong, T.T.; Vu, N.N.; Phan, N.H.; Giang, T.N.; Tu, N.T.; Hung, L.X.; Danh, B.T.; Tung, L.A. Multi response optimization of dressing conditions for surface grinding SKD11 steel by HaiDuong grinding wheel using grey relational analysis in Taguchi method. In Proceedings of the International Conference on Engineering Research and Applications, Thai Nguyen, Vietnam, 1–2 December 2020; Springer: Cham, Switzerland, 2020. [Google Scholar]
- Tran, T.H.; Bui, T.D.; Ly, H.T.; Ngo, N.V.; Nguyen, T.T.; Giang, T.N.; Pi, V.N.; Tung, L.A. Influence of dressing conditions on surface roughness when surface grinding SKD11 steel. Mater. Sci. Forum 2021, 1020, 75–82. [Google Scholar] [CrossRef]
- Hung, L.X.; Hong, T.T.; Ky, L.H.; Tung, L.A.; Nga, N.T.T.; Pi, V.N. Optimum dressing parameters for maximum material removal rate when internal cylindrical grinding using Taguchi method. Int. J. Mech. Eng. Technol. 2018, 9, 123–129. [Google Scholar]
- Hung, L.X.; Giang, T.N.; Tran, Q.H.; Linh, N.H.; Nguyen, D.N.; Pi, V.N. Determining the Optimum Set of Dressing Parameters Satisfying Minimum Surface Roughness when Conducting the Internal Grinding of Hardened SKD11 Steel. Solid State Phenom. 2021, 324, 58–65. [Google Scholar] [CrossRef]
- Kozuro, L.M.; Panov, A.A.; Remizovski, E.I.; Tristosepdov, P.S. Handbook of Grinding; Publish Housing of High-Education: Minsk, Belarus, 1981. (In Russian) [Google Scholar]
- Mukhopadhyay, M.; Kundu, P.K. Development of a simple and efficient delivery technique for grinding Ti-6Al-4V. Int. J. Mach. Mach. Mater. 2018, 20, 345–357. [Google Scholar] [CrossRef]
- Mukhopadhyay, M.; Kundu, P.K.; Das, S. Experimental investigation on enhancing grindability using alkaline-based fluid for grinding Ti-6Al-4V. Mater. Manuf. Process. 2018, 33, 1775–1781. [Google Scholar] [CrossRef]
- Mukhopadhyay, M.; Kundu, P.K. Improving grindability of Ti-6Al-4V using an economic and environmental friendly drop by drop delivery technique. Mater. Today Proc. 2020, 27, 2081–2085. [Google Scholar] [CrossRef]
- Mukhopadhyay, M.; Kundu, P.K. Evaluating application potentiality of unconventional fluids for grinding Ti-6Al-4V using alumina wheel. Mater. Manuf. Process. 2019, 34, 1151–1159. [Google Scholar] [CrossRef]
- Mukhopadhyay, M.; Kundu, P.K. Ecological and economical processing of Ti-6Al-4V with an augmentation in grindability. Sādhanā 2021, 46, 196. [Google Scholar] [CrossRef]
- Mukhopadhyay, M.; Kundu, P.K. Enhancing grindability of Ti–6Al–4V applying ecological fluids under SQL using SiC wheel. SN Appl. Sci. 2019, 1, 600. [Google Scholar] [CrossRef]
- Denkena, B.; Krödel-Worbes, A.; Müller-Cramm, D. Optimization of in-Process Conditioning Parameters During Face Plunge Grinding of PcBN. Sci. Rep. 2021, 12, 1012. [Google Scholar] [CrossRef]
- Tien, D.H.; Trung, D.D.; van Thien, N.; Nguyen, N.-T. Multi-objective optimization of the cylindrical grinding process of scm440 steel using preference selection index method. J. Mach. Eng. 2021, 21, 110–123. [Google Scholar]
- Yin, G.; Guan, Y.; Wang, J.; Zhou, Y.; Chen, Y. Multi-information fusion recognition model and experimental study of grinding wheel wear status. Int. J. Adv. Manuf. Technol. 2022, 121, 3477–3498. [Google Scholar] [CrossRef]
- Xiao, G.; Malkin, S. On-line optimization for internal plunge grinding. CIRP Ann. 1996, 45, 287–292. [Google Scholar] [CrossRef]
- Stephen, D.S.; Sethuramalingam, P. Optimization of grinding titanium with 2% CNT-CBN wheel using TOPSIS. Mater. Manuf. Process. 2022. [Google Scholar] [CrossRef]
- Mukhopadhyay, M.; Chatterjee, S.; Kundu, P.K.; Das, S. Effect of Dressing Infeed on Alumina Wheel During Grinding Ti–6Al–4V Under Varying Depth of Cut. In Advances in Forming, Machining and Automation; Springer: Singapore, 2019; pp. 551–560. [Google Scholar]
- Mukhopadhyay, M.; Kundu, P.K.; Chatterjee, S.; Das, S. Impact of dressing infeed on SiC wheel for grinding Ti-6Al-4V. Mater. Manuf. Process. 2019, 34, 54–60. [Google Scholar] [CrossRef]
- Mukhopadhyay, M.; Kundu, P.K. Optimization of dressing infeed of alumina wheel for grinding Ti-6Al-4V. Mater. Manuf. Process. 2018, 33, 1453–1458. [Google Scholar] [CrossRef]
- Tung, L.A.; Pi, V.N.; Lien, V.T.; Hong, T.T.; Hung, L.X.; Long, B.T. Optimization of dressing parameters of grinding wheel for 9CrSi tool steel using the taguchi method with grey relational analysis. IOP Conf. Ser. Mater. Sci. Eng. 2019, 635, 12030. [Google Scholar] [CrossRef]
- Deng, H.; Chen, G.; Zhou, C.; Li, S.; Zhang, M. Processing parameter optimization for the laser dressing of bronze-bonded diamond wheels. Appl. Surf. Sci. 2014, 290, 475–481. [Google Scholar] [CrossRef]
- Patil, S.S.; Bhalerao, Y.J. Selection of levels of dressing process parameters by using TOPSIS technique for surface roughness of en-31 work piece in CNC cylindrical grinding machine. IOP Conf. Ser. Mater. Sci. Eng. 2017, 178, 12033. [Google Scholar] [CrossRef]
- Nguyen, H.-Q.; Le, X.-H.; Nguyen, T.-T.; Tran, Q.-H.; Vu, N.-P. A Comparative Study on Multi-Criteria Decision-Making in Dressing Process for Internal Grinding. Machines 2022, 10, 303. [Google Scholar] [CrossRef]
- Chakraborty, S.; Chakraborty, S. A scoping review on the applications of MCDM techniques for parametric optimization of machining processes. Arch. Comput. Methods Eng. 2022. [Google Scholar] [CrossRef]
- Chattopadhyay, R.; Das, P.; Chakraborty, S. Development of a rough-MABAC-DoE-based metamodel for supplier selection in an iron and steel industry. Oper. Res. Eng. Sci. Theory Appl. 2022, 5, 20–40. [Google Scholar] [CrossRef]
- Alinezhad, A. New Methods and Applications in Multiple Attribute Decision Making (MADM); Springer: Cham, Switzerland, 2019. [Google Scholar]
- Hieu, T.T.; Thao, N.X.; Thuy, L. Application of MOORA and COPRAS Models to Select Materials for Mushroom Cultivation. Vietnam J. Agric. Sci. 2019, 17, 322–331. [Google Scholar]
- Keshavarz-Ghorabaee, M. Assessment of distribution center locations using a multi-expert subjective–objective decision-making approach. Sci. Rep. 2021, 11, 19461. [Google Scholar] [CrossRef]
- Pi, V.H.; Long, B.T.; Hung, L.X. Determination of Reasonable Wheel Dressing Regime for External Grinding of Steel 90CrSi (in Vietnamese). Vietnam Mech. Eng. Mag. 2015, 10, 4. [Google Scholar]
- Hung, L.X. Optimization on Determination of Dressing Parameters, Lubricant Conditions and Exchanged Grinding Wheel Diamters in Internal Cylindrical Grinding Process. Ph.D. Thesis, Thai Nguyen University of Technology, Thai Nguyen, Vietnam, 2019. [Google Scholar]
- Hwang, C.-L.; Lai, Y.-J.; Liu, T.-Y. A new approach for multiple objective decision making. Comput. Oper. Res. 1993, 20, 889–899. [Google Scholar] [CrossRef]
- Stević, Ž.; Pamučar, D.; Puška, A.; Chatterjee, P. Sustainable supplier selection in healthcare industries using a new MCDM method: Measurement of alternatives and ranking according to COmpromise solution (MARCOS). Comput. Ind. Eng. 2020, 140, 106231. [Google Scholar] [CrossRef]
- Nguyen, H.-Q.; Nguyen, V.-T.; Phan, D.-P.; Tran, Q.-H.; Vu, N.-P. Multi-Criteria Decision Making in the PMEDM Process by Using MARCOS, TOPSIS, and MAIRCA Methods. Appl. Sci. 2022, 12, 3720. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).