

Space Node Topology Optimization Design Considering Anisotropy of Additive Manufacturing

Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
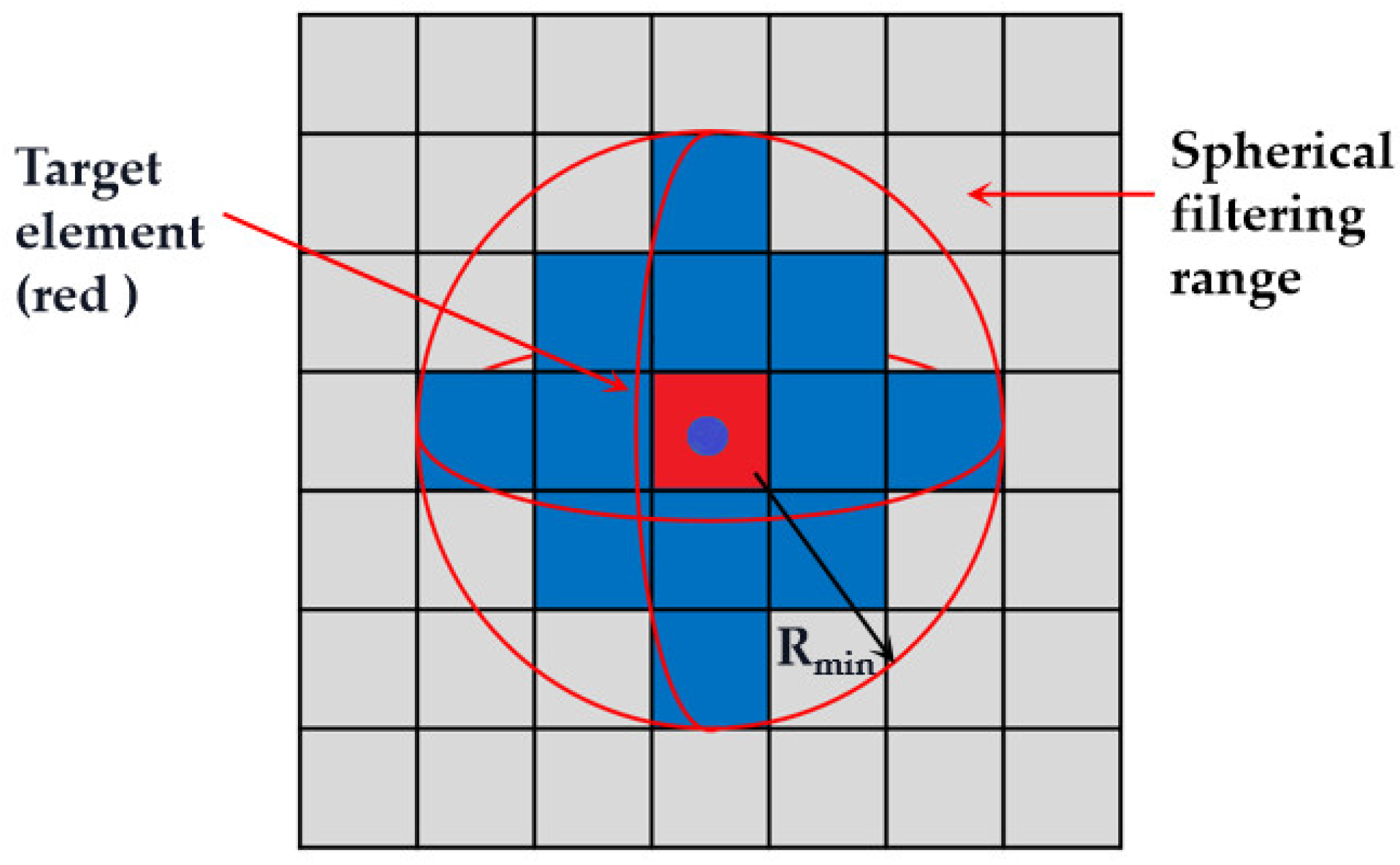
2.1. Secondary Development of the BESO Method
2.2. 316L Stainless-Steel Anisotropy and Microscopic Research
2.3. Effects of Anisotropy on Node Optimization
3. Results
3.1. Optimization of Space Nodes
3.2. The 316L Stainless-Steel Tensile Test Results
3.3. SEM Microscopic Analysis
3.4. Anisotropic Optimization Analysis of Space Nodes
3.4.1. Anisotropic Analysis of Optimization Results for Isotropic Materials
3.4.2. Anisotropic Optimization of Space Nodes
4. Conclusions
- (1)
- By testing 316L stainless-steel products of SLM manufacturing technology, it was found that the mechanical properties of the printing direction were the weakest.
- (2)
- Under electron microscopy observation, there were more dimples and second-phase particles at the fracture of the sample stretched along the printing direction, which may have been due to incomplete powder melting caused by the interval of scanning speed between layers.
- (3)
- The attribute parameters of the forming direction had a significant influence on the optimized stiffness and optimized shape of the structure. In the case of the node in this paper, when adding parameters in various directions for analysis, both had the same direction most beneficial to actual manufacturing.
- (4)
- The deformation obtained by anisotropic optimization was about 1.09–2.19% smaller than that obtained by isotropic optimization. Therefore, when topology optimization is combined with additive manufacturing, it is necessary to consider the performance difference caused by the printing orientation.
Author Contributions
Funding
Conflicts of Interest
References
- Michell, A. The limits of economy of materials in frame structures. Philos. Mag. 1904, 8, 589–597. [Google Scholar] [CrossRef]
- Bendsøe, M.P.; Kikuchi, N. Generating optimal topologies in structural design using a homogenization method. Comput. Methods Appl. Mech. Eng. 1988, 71, 197–224. [Google Scholar] [CrossRef]
- Bendsøe, M.P.; Sigmund, O. Material interpolation schemes in topology optimization. Arch. Appl. Mech. 1999, 69, 635–654. [Google Scholar] [CrossRef]
- Querin, O.M.; Steven, G.P.; Xie, Y.M. Evolutionary structural optimization (ESO) using a bidirectional algorithm. Eng. Comput. 1998, 15, 1031–1048. [Google Scholar] [CrossRef]
- Sui, Y. A new method for structural topological optimization based on the concept of independent continuous variables and smooth model. Acta Mech. Sin. 1998, 14, 179–185. [Google Scholar] [CrossRef]
- Guo, X.; Zhang, W.; Zhong, W. Doing Topology Optimization Explicitly and Geometrically—A New Moving Morphable Components Based Framework. J. Appl. Mech. 2014, 81, 081009. [Google Scholar] [CrossRef]
- Rong, J. An Improved Level Set Method for Structural Topology Optimization. Acta Mech. Sin. 2007, 39, 8. [Google Scholar] [CrossRef]
- Da, D.; Xia, L.; Li, G.; Huang, X. Evolutionary topology optimization of continuum structures with smooth boundary representation. Struct. Multidisc. Optim. 2018, 57, 2143–2159. [Google Scholar] [CrossRef]
- Huang, X. On smooth or 0/1 designs of the fixed-mesh element-based topology optimization. Adv. Eng. Softw. 2021, 151, 102942. [Google Scholar] [CrossRef]
- Fu, Y.F.; Rolfe, B.; Chiu, L.N.S.; Wang, Y.; Huang, X.; Ghabraie, K. SEMDOT: Smooth-edged material distribution for optimizing topology algorithm. Adv. Eng. Softw. 2020, 150, 102921. [Google Scholar] [CrossRef]
- Brackett, D.; Ashcroft, I.; Hague, R. Topology optimization for additive manufacturing. In Proceedings of the 22nd Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2011; pp. 348–362. [Google Scholar]
- Langelaar, M. Topology optimization of 3D self-supporting structures for additive manufacturing. Addit. Manuf. 2016, 12, 60–70. [Google Scholar] [CrossRef]
- Gaynor, A.T.; Meisel, N.A.; Williams, C.B.; Guest, J.K. Topology optimization for additive manufacturing: Considering maximum overhang constraint. In Proceedings of the 15th AIAA/ISSMO Multidisciplinary Analysis & Optimization Conference, Atlanta, GA, USA, 16–20 June 2014. [Google Scholar]
- Fu, Y.F.; Bernard, R.; Louis, N.S.C.; Wang, Y.; Huang, X.; Kazem, G. Design and experimental validation of self-supporting topologies for additive manufacturing. Virtual Phys. Prototyp. 2019, 14, 382–394. [Google Scholar] [CrossRef]
- Fu, Y.F.; Bernard, R.; Louis, N.S.C.; Wang, Y.; Huang, X.; Kazem, G. Parametric studies and manufacturability experiments on smooth self-supporting topologies. Virtual Phys. Prototyp. 2020, 15, 22–34. [Google Scholar] [CrossRef]
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.Q.; Zhang, W.H. Development status and future of topology optimization technology for additive manufacturing. Aeronaut. Manuf. Technol. 2020, 63, 24–38. [Google Scholar]
- Zhao, Y.; Chen, M.C.; Wang, Z. Topological optimization design of cable-rod structure nodes for additive manufacturing. J. Build. Struct. 2019, 40, 58–68. [Google Scholar]
- Chen, M.C.; Zhao, Y.; Xie, Y.M. Topology optimization and additive manufacturing of spatial structure nodes. Chin. J. Civ. Eng. 2019, 52, 1–10. [Google Scholar]
- Wang, L.X.; Du, W.F.; Zhang, F.; Zhang, H.; Gao, B.Q.; Dong, S.L. Topology optimization and 3D printing manufacturing of four-forked cast steel nodes. J. Build. Struct. 2021, 42, 37–49. [Google Scholar]
- Liu, J.; Zhu, N.; Chen, L.; Liu, X. Structural Multi-objective Topology Optimization in the Design and Additive Manufacturing of Spatial Structure Joints. Int. J. Steel Struct. 2022, 22, 649–668. [Google Scholar] [CrossRef]
- Hamed, S.; Anooshe, R.J.; Xu, S.Q.; Zhao, Y.; Xie, Y.M. Design optimization and additive manufacturing of nodes in gridshell structures. Eng. Struct. 2018, 160, 161–170. [Google Scholar] [CrossRef]
- Song, Y.; Li, Y.; Song, W.; Yee, K.; Lee, K.-Y.; Tagarielli, V.L. Measurements of the mechanical response of unidirectional 3D-printed PLA. Mater. Des. 2017, 123, 154–164. [Google Scholar] [CrossRef]
- Zhou, W.; Rezayat, H.; Siriruk, A.; Penumadu, D.; Babu, S.S. Structure-mechanical property relationship in fused deposition modelling. Mater. Sci. Technol. 2015, 31, 895–903. [Google Scholar]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Hill, N.; Haghi, M. Deposition direction-dependent failure criteria for fused deposition modeling polycarbonate. Rapid Prototyp. J. 2014, 20, 221–227. [Google Scholar] [CrossRef]
- Alsalla, H.H.; Smith, C.; Liang, H. Effect of build orientation on the surface quality, microstructure and mechanical properties of selective laser melting 316L stainless steel. Rapid Prototyp. J. 2018, 24, 9–17. [Google Scholar] [CrossRef]
- Zhou, Y.C.; Zhao, Y. Tensile properties of 316L stainless steel prepared by additive manufacturing technology. J. Civ. Eng. 2020, 53, 26–35. [Google Scholar]
- Dong, Z.H.; Zheng, Z.J.; Peng, L. Effect of heat treatment on microstructure anisotropy of additively manufactured 316L stainless steel. Met. Heat Treat. 2021, 46, 45–52. [Google Scholar]
- Ntintakis, I.; Stavroulakis, G.E. Infill Microstructures for Additive Manufacturing. Appl. Sci. 2022, 12, 7386. [Google Scholar] [CrossRef]
- Rastegarzadeh, S.; Wang, J.; Huang, J. Two-Scale Topology Optimization with Isotropic and Orthotropic Microstructures. Designs 2022, 6, 73. [Google Scholar] [CrossRef]
- Wang, X.J.; Zhang, X.A. Multiphase material layout and material/structure integration design. Acta Solid Mech. 2014, 35, 341–346. [Google Scholar]
- Huang, X.; Xie, Y.M. Bi-directional evolutionary topology optimization of continuum structures with one or multiple materials. Comput. Mech. 2009, 43, 393. [Google Scholar] [CrossRef]
- Yan, X.L.; Chen, J.W.; Hua, H.Y.; Zhang, Y.; Huang, X.D. Smooth topological design of structures with minimum length scale and chamfer/round controls. Comput. Methods Appl. Mech. Eng. 2021, 383, 113939. [Google Scholar] [CrossRef]
- Wang, X.J.; Zhang, F.; Zhao, Y.; Wang, Z.Y.; Zhou, G.G. Research on 3D-Print Design Method of Spatial Node Topology Optimization Based on Improved Material Interpolation. Materials 2022, 15, 3874. [Google Scholar] [CrossRef] [PubMed]
- Shen, G.L.; Hu, G.K.; Liu, B. Mechanics of Composite Materials, 2nd ed.; Tsinghua University Press: Beijing, China, 2013; pp. 46–52. [Google Scholar]
- Chen, J.P.; Hu, X.W.; Qian, J.Q. Study on high temperature thermoplasticity of high corrosion-resistant weathering steel S450EW. Chin. J. Plast. Eng. 2021, 28, 166–172. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Length (mm) |
|---|---|
| Gauge length G | 25 |
| Clamping section width C | 10 |
| Clamping part length B | 30 |
| Total length L | 100 |
| Width W | 6 |
| Thickness T | 6 |
| Radius R | 6 |
| Physical properties | Particle size (μm) | Shape | Hall flowmeter (s) | Loose packing density (cm3) |
| 15–53 | Ball type | 40 | 3.9 | |
| Elemental composition | Fe | S | Cr | P |
| margin | ≤0.03% | 16–18% | ≤0.0045% | |
| Ni | Mo | Mn | C | |
| 10–14% | 2–3% | ≤2% | 0.03% |
| Print Direction | Powder Thickness (mm) | Scan Speed (mm/s) | Laser Power (W) |
|---|---|---|---|
| Side | 0.035 | 1800 | 286 |
| Flat | 0.035 | 1800 | 286 |
| Vertical | 0.035 | 1800 | 286 |
| Printing Direction | Scan Direction | E1 (MPa) | E2 (MPa) | E3 (MPa) | G12 (MPa) | G13 (MPa) | G23 (MPa) |
|---|---|---|---|---|---|---|---|
| X | Y | 1.26 × 105 | 1.66 × 105 | 1.58 × 105 | 60,769 | 63,846 | 48,462 |
| X | Z | 1.26 × 105 | 1.58 × 105 | 1.66 × 105 | 63,846 | 60,769 | 48,462 |
| Y | X | 1.66 × 105 | 1.26 × 105 | 1.58 × 105 | 60,769 | 48,462 | 63,846 |
| Y | Z | 1.58 × 105 | 1.26 × 105 | 1.66 × 105 | 63,846 | 48,462 | 60,769 |
| Z | X | 1.66 × 105 | 1.58 × 105 | 1.26 × 105 | 48,462 | 60,769 | 63,846 |
| Z | Y | 1.58 × 105 | 1.66 × 105 | 1.26 × 105 | 48,462 | 63,846 | 60,769 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Zhang, F.; Weng, Z.; Jiang, X.; Wang, R.; Ren, H.; Zheng, F. Space Node Topology Optimization Design Considering Anisotropy of Additive Manufacturing. Appl. Sci. 2022, 12, 9396. https://doi.org/10.3390/app12189396
Wang X, Zhang F, Weng Z, Jiang X, Wang R, Ren H, Zheng F. Space Node Topology Optimization Design Considering Anisotropy of Additive Manufacturing. Applied Sciences. 2022; 12(18):9396. https://doi.org/10.3390/app12189396
Chicago/Turabian StyleWang, Xianjie, Fan Zhang, Zhenjiang Weng, Xinyu Jiang, Rushuang Wang, Hao Ren, and Feiyun Zheng. 2022. "Space Node Topology Optimization Design Considering Anisotropy of Additive Manufacturing" Applied Sciences 12, no. 18: 9396. https://doi.org/10.3390/app12189396
APA StyleWang, X., Zhang, F., Weng, Z., Jiang, X., Wang, R., Ren, H., & Zheng, F. (2022). Space Node Topology Optimization Design Considering Anisotropy of Additive Manufacturing. Applied Sciences, 12(18), 9396. https://doi.org/10.3390/app12189396