Quasi-Static Mechanical Properties of Post-Processed Laser Powder Bed Fusion Ti6Al4V(ELI) Parts under Compressive Loading




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Samples Preparation
2.2. Preparation of Samples for Microstructure Analysis
2.3. EBSD Data Collection
2.4. Quasi-Static Strain Rate Testing
3. Results and Discussion
3.1. Microstructure and Microtexture Characterisation
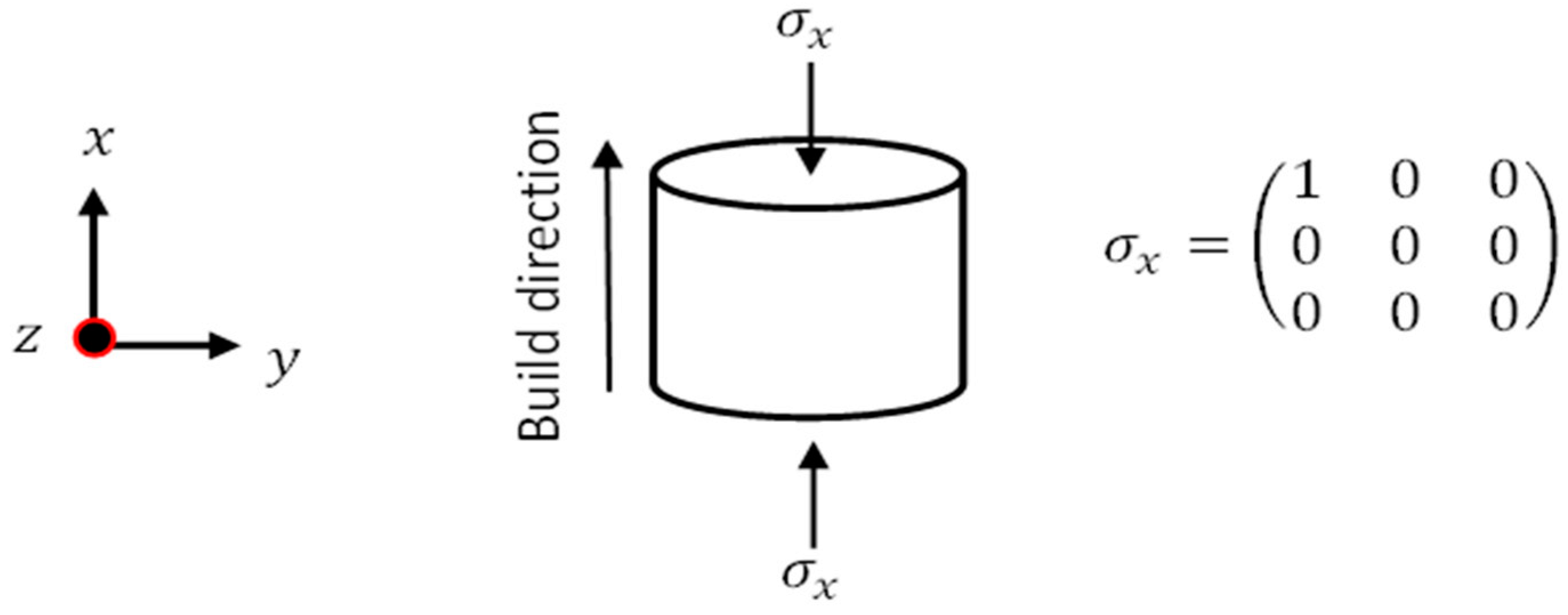
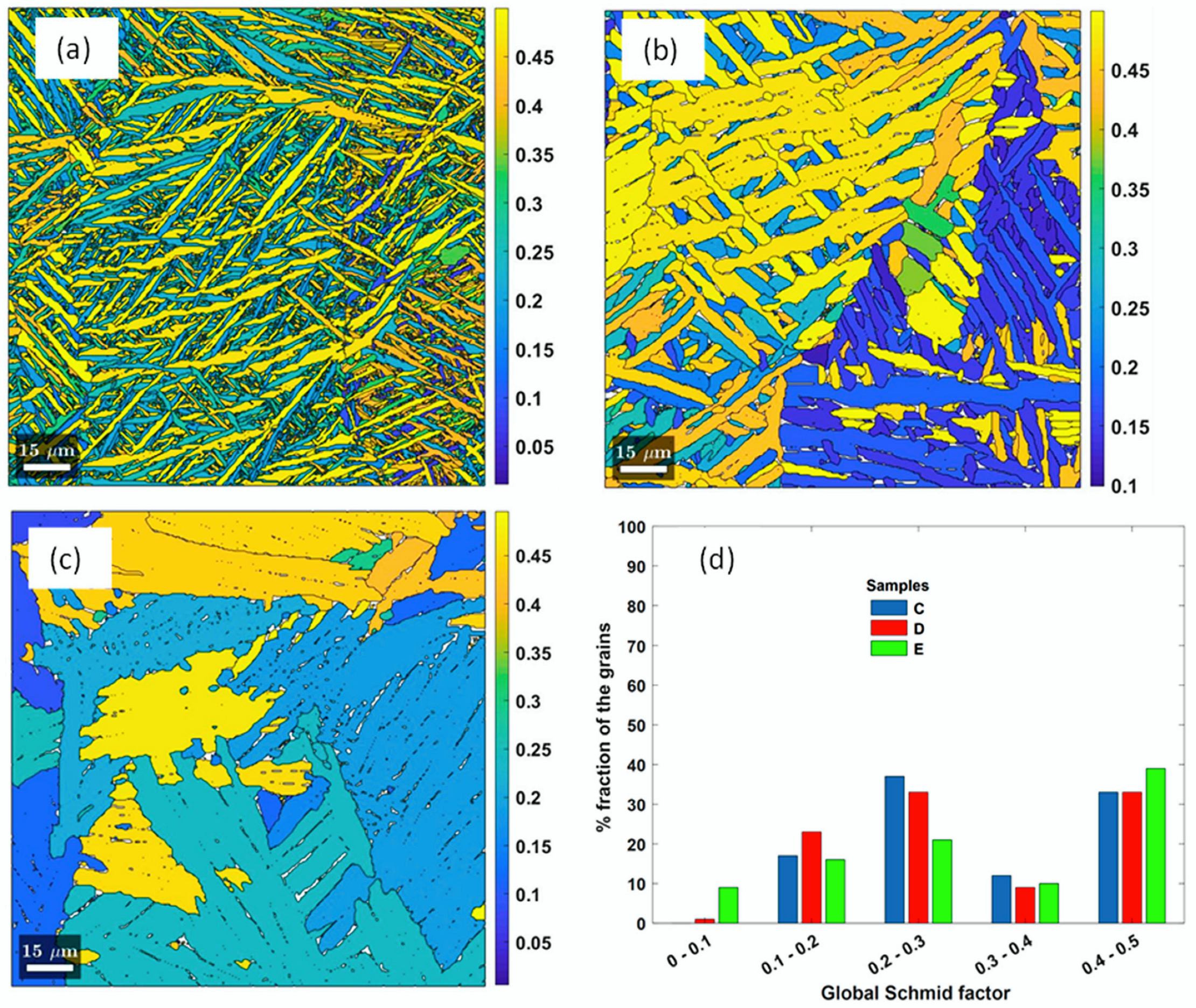
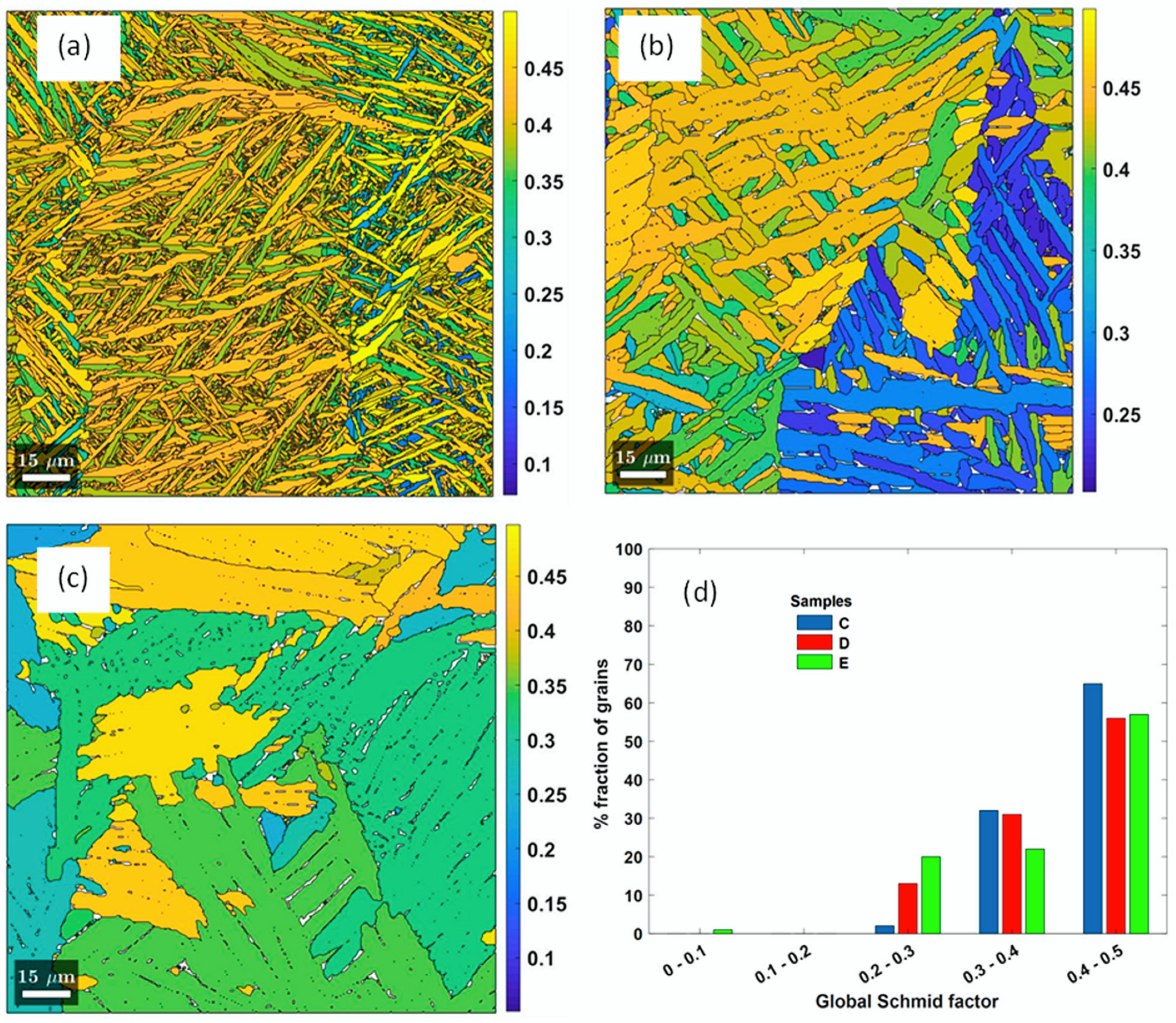
3.2. Analysis of Schmid Factor for a Load Applied along the Build Direction
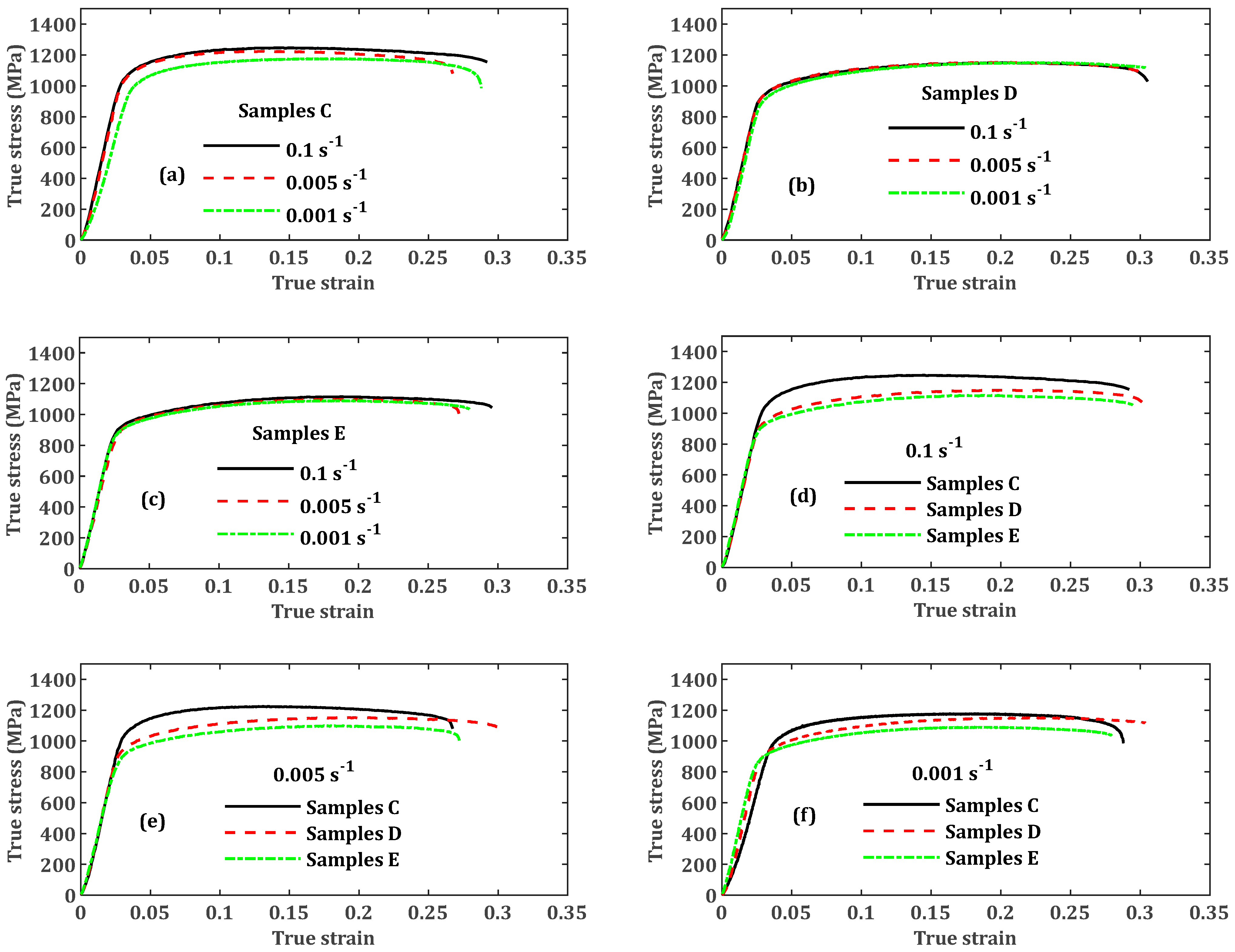
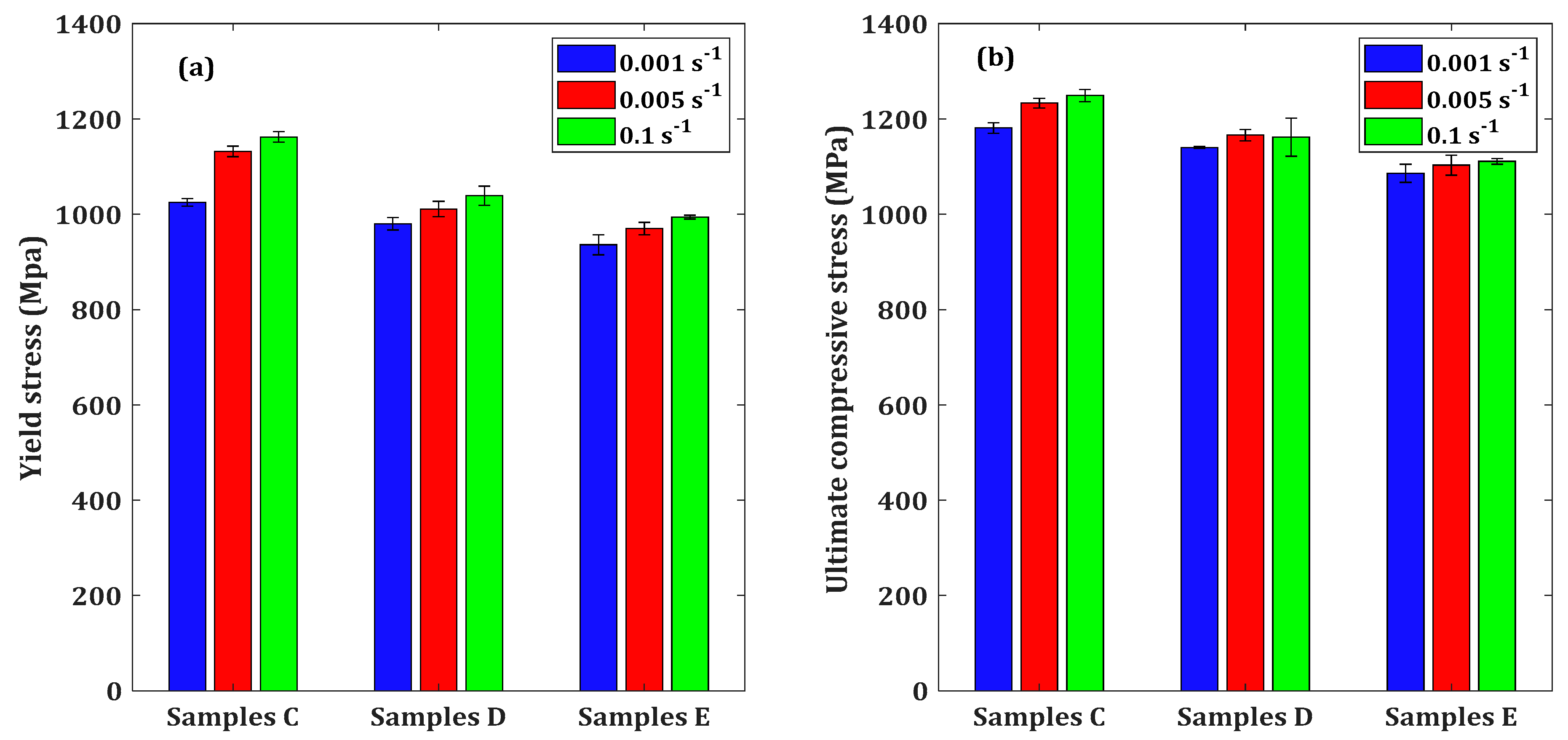
3.3. Quasi-Static Mechanical Properties
3.4. Analysis of Deformation Surfaces
4. Conclusions
- (a)
- The orientation of samples C and D consisted of several invariants of α-grains related to β→α phase transformation during cooling. The orientation map of samples E consisted of semi-equiaxed and equiaxed shapes of the prior β grains with various colonies, each consisting of crystals with similar orientation.
- (b)
- The α-laths in colonies of most semi-equiaxed and equiaxed β-grains in samples E possessed LAGBs between them and HAGBs between different colonies.
- (c)
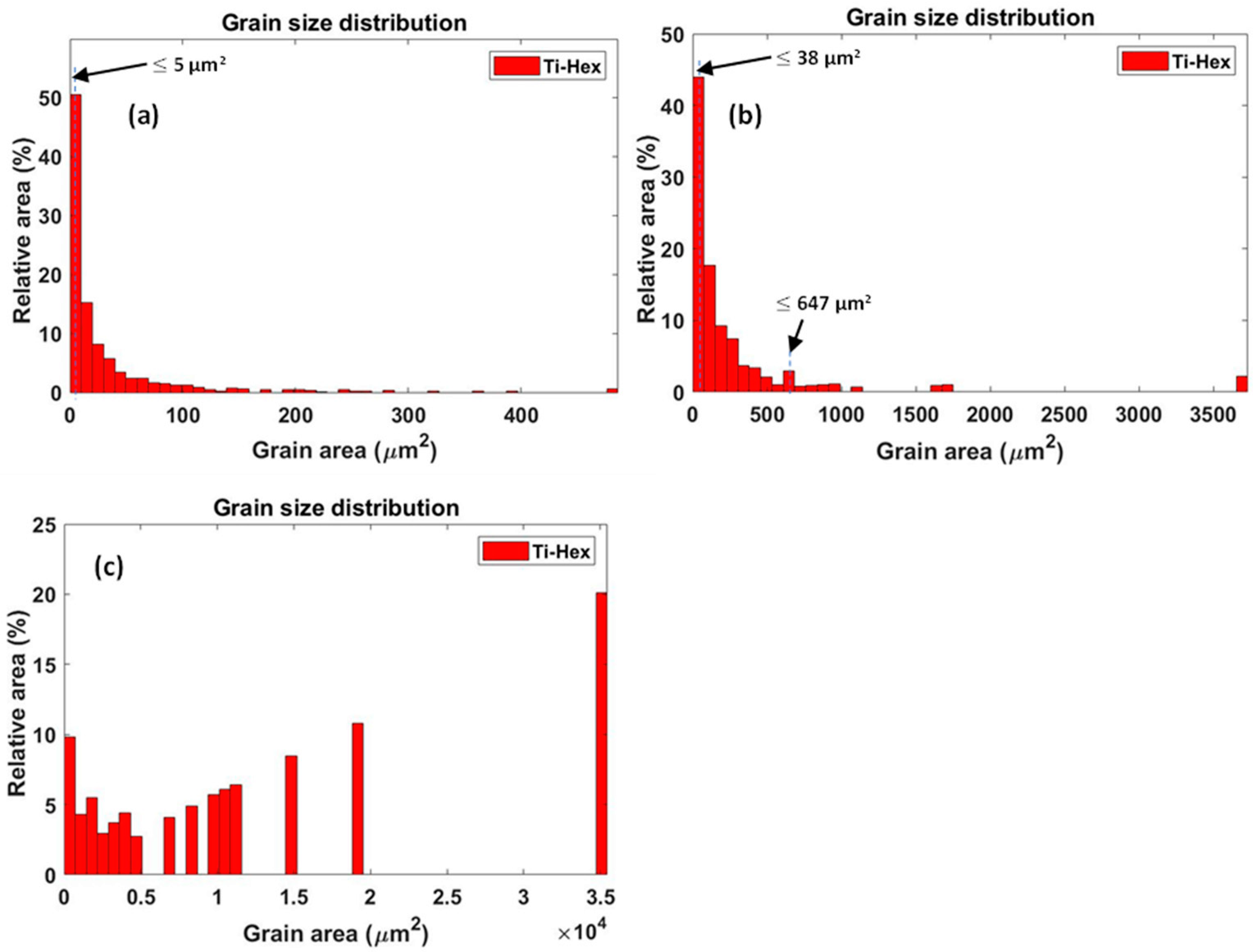
- About 50% and 45% of the EBSD-scanned areas in samples C and D were occupied by grains, with individual areas being 5 µm2 and 38 µm2, respectively. About 38% of the EBSD-scanned area in samples E was occupied by large grains with areas between 14,830 µm2 and 35,090 µm2.
- (d)
- About 66%, 63% and 43% of α-grains in samples C, D and E, respectively, had their global Schmid factor higher at values in the range of 0.4–0.5 for the basal slip system in the direction of application of quasi-static load.
- (e)
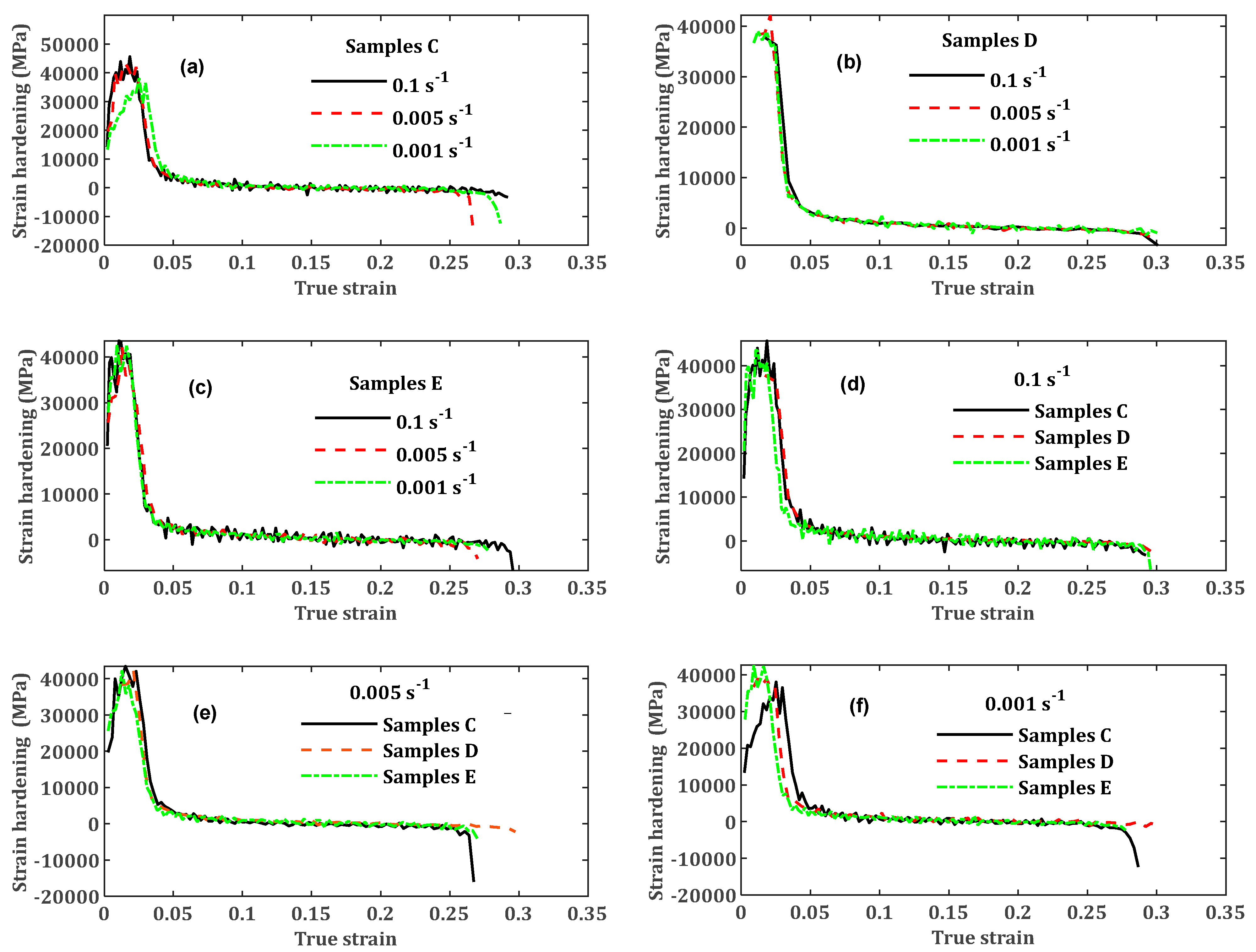
- The values of yield and flow stresses for the three different microstructures of LPBF Ti6Al4V(ELI) increased with an increase in quasi-static strain rate.
- (f)
- The order of the strength of the different forms of LPBF Ti6Al4V(ELI) from the highest to the lowest at different strain rates was seen to be samples C, D and E.
- (g)
- Various microstructures of LPBF Ti6Al4V(ELI) exhibited noticeable flow hardening at different levels of strain rate for the larger part of the flow stress curve.
- (h)
- The effects of strain rate on flow hardening were significant in samples C and insignificant in samples D and E.
- (i)
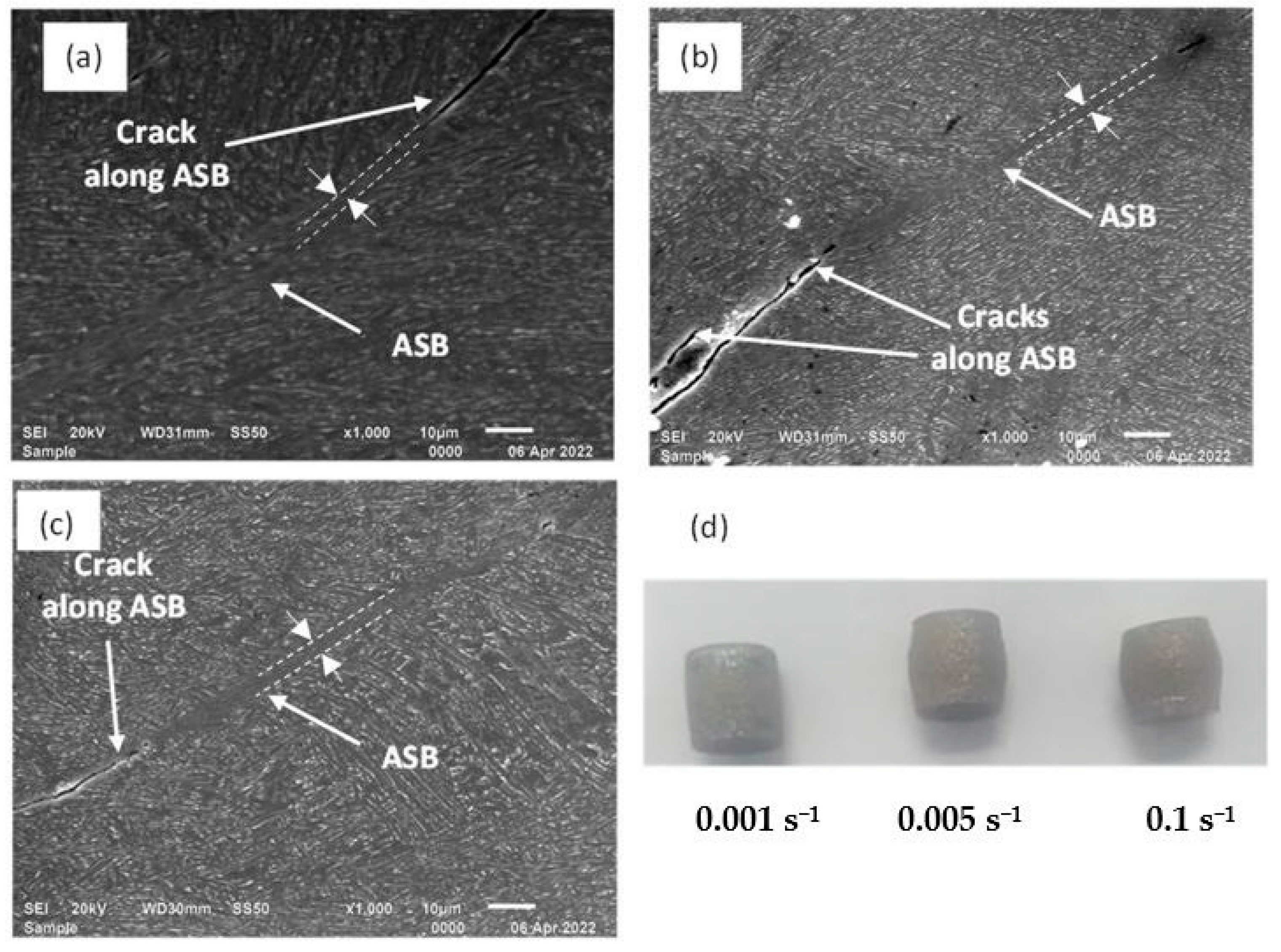
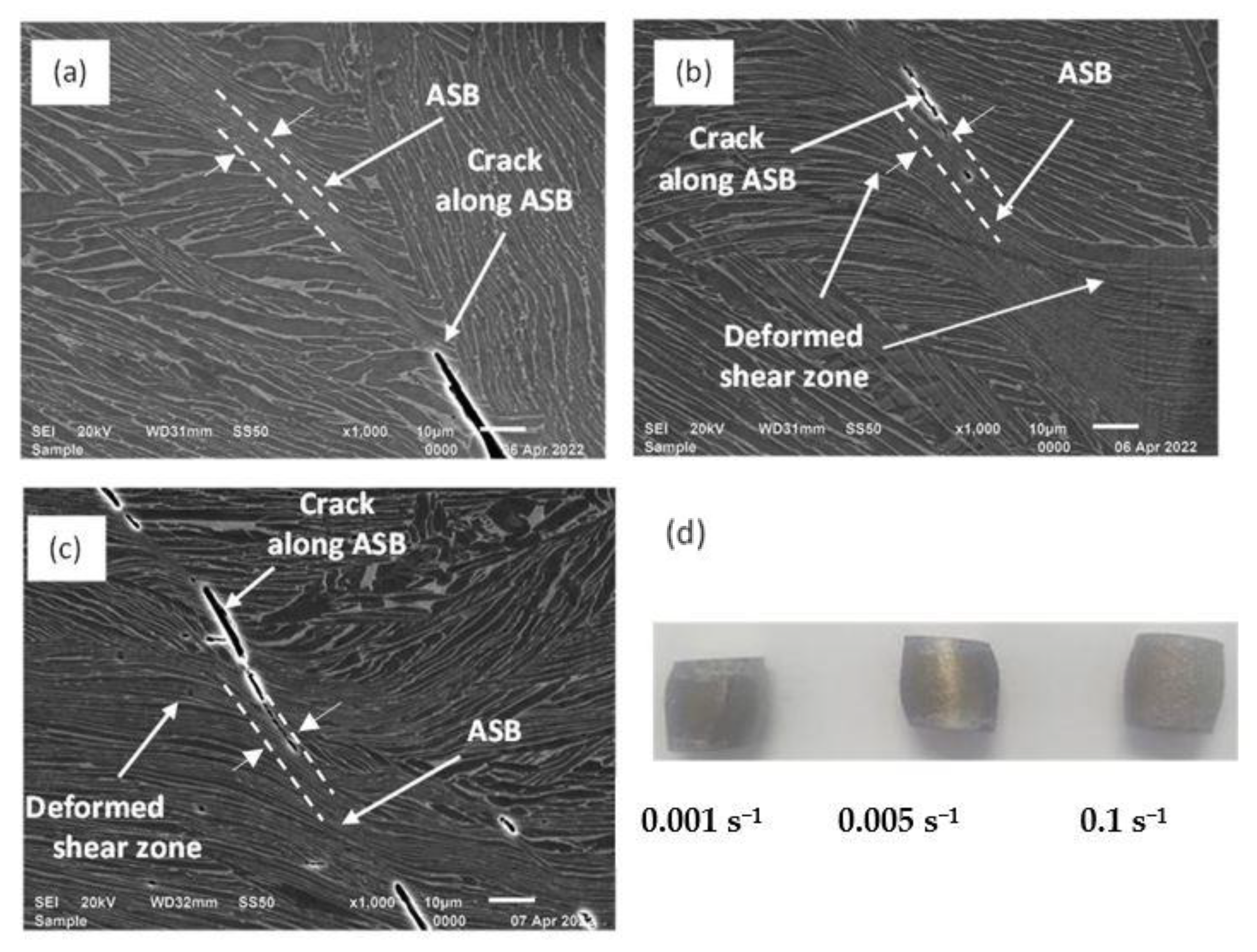
- Adiabatic shear bands were the primary failure mechanism in the three different forms of the DMLS Ti6Al4V(ELI) alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing; Milan, B., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 351–371. [Google Scholar] [CrossRef]
- Gorse, S.; Hutchinson, C.; Gounce, M.; Banarjee, R. Additive manufacturing of metals: A brief review of the characteristic microstructures and properties of steels, Ti6Al4V and high entropy alloys. STAM 2017, 18, 584–610. [Google Scholar] [CrossRef] [PubMed]
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.; Brent, S. Microstructures and mechanical properties of Ti6Al4V parts fabricated by selective laser melting and electron beam melting. J. Mater. Eng. Perform. 2013, 22, 3872–3882. [Google Scholar] [CrossRef]
- Galarraga, H.; Warren, R.; Lados, D.; Dehoff, R.; Kirka, M.; Nandwana, P. Effects of heat treatments on microstructure and properties of Ti6Al4V (ELI) alloy fabricated by electron beam melting (EBM). Mater. Sci. Eng. A 2017, 685, 417–428. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Aversa, A.; Marchese, G.; Lombardi, M.; Biamino, S.; Ugues, D.; Manfredi, D. Additive manufacturing of titanium alloys in the biomedical field: Processes, properties and applications. JABFM 2018, 16, 57–67. [Google Scholar] [CrossRef] [PubMed]
- Uhlmann, E.; Kersting, R.; Klein, T.; Fernando, C.; Borille, V. Additive manufacturing of titanium alloy for aircraft components. Procedia CIRP 2015, 35, 55–60. [Google Scholar] [CrossRef]
- Strickland, J.D. Applications of Additive Manufacturing in the Marine Industry. In Proceedings of the PRADS2016, Copenhagen, Denmark, 4–8 September 2016. [Google Scholar]
- Özsoy, K.; Duman, B.; Gültekin, D.I. Metal part production with additive manufacturing for aerospace and defence industry. Inter. J. Technol. Sci. 2019, 11, 201–210. [Google Scholar]
- Shunyu, L.; Yung, S. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Gray, G.T., III. High strain rate deformation: Mechanical behaviour and deformation substructures induced. Annu. Rev Mater. Res. 2012, 42, 285–303. [Google Scholar] [CrossRef]
- Sharma, S.; Majila, A.; Chavan, M.; Fernando, D.; Patel, R.; Babu, N. Deformation response of titanium alloy under static and dynamic loading. Procedia Eng. 2017, 173, 1894–1900. [Google Scholar] [CrossRef]
- Kim, J.Y.; Shim, I.; Kim, H.; Hong, S.; Hong, H. Dynamic deformation and high impact behaviours of Ti6Al4V alloys. Mater. Sci. Forum 2007, 539–543, 2269–2274. [Google Scholar] [CrossRef]
- Zhai, Y.; Galarraga, H.; Lados, D. Microstructure, static properties, and fatigue crack growth mechanisms in Ti6Al4V fabricated by additive manufacturing: LENS and EBM. Eng. Fail. Anal. 2016, 69, 3–14. [Google Scholar] [CrossRef]
- Voisin, T.; Calta, N.; Saad, K.; Forien, B.; Balogh, L.; Cunningham, R.W.; Rollett, D.; Wang, M. Defects-dictated tensile properties of selective laser melted Ti6Al4V. Mater. Des. 2018, 158, 113–126. [Google Scholar] [CrossRef]
- Charlotte, F.; Michotte, S.; Rigo, O.; Germain, L.; Godet, S. Electron beam melted Ti6Al4V: Microstructure, texture and mechanical behaviour of the as-built and heat-treated material. Mater. Sci. Eng. A 2016, 652, 105–119. [Google Scholar] [CrossRef]
- Li, P.H.; Guo, W.G.; Huang, W.D.; Su, Y.; Lin, X.; Yuan, K.B. Thermomechanical response of 3D laser-deposited Ti–6Al–4V alloy over a wide range of strain rates and temperatures. Mater. Sci. Eng. 2015, 647, 34–42. [Google Scholar] [CrossRef]
- Huang, Q.; Liu, X.; Yang, X.; Zhang, R.; Shen, Z.; Feng, Q. Specific heat treatment of selective laser melted Ti6Al4V for biomedical applications. Front. Mater. Sci. 2015, 9, 373–381. [Google Scholar] [CrossRef]
- Kiel-Jamrozik, M.; Jamrozik, W.; Witkowska, I. The heat treatment influence on the structure and mechanical properties of Ti6Al4V alloy manufactured by SLM technology. In Innovations in Biomedical Engineering; Gzik, M., Tkacz, E., Paszenda, Z., Piętka, E., Eds.; Springer: Cham, Switzerland, 2017; Volume 623, pp. 319–327. [Google Scholar] [CrossRef]
- Vranken, B.; Thijis, L.; Pierre, K.; Humbeeck, J. Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Caroll, B.; Palmer, T.; Beese, A. Anisotropic tensile behaviour of Ti6Al4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Malefane, L.B.; Du Preez, W.B.; Maringa, M. High cycle fatigue properties of as-built Ti6Al4V(ELI) produced by direct metal laser sintering. SAJIE 2017, 28, 188–199. [Google Scholar] [CrossRef]
- Moletsane, G.; Krakhmalev, P.; Du Plessis, A.; Yadroitsava, I.; Yadroitsev, I.; Kazantseva, I. Tensile properties and microstructure of direct metal laser sintered Ti6Al4V(ELI) alloy. SAJIE 2016, 27, 110–121. [Google Scholar] [CrossRef] [Green Version]
- Lütjering, G.; Williams, J.C. Alpha + Beta Alloys. In Titanium. Engineering Materials and Processes; Springer: Berlin/Heidelberg, Germany, 2003; pp. 177–232. [Google Scholar] [CrossRef]
- Dieter, E.G. Mechanical Metallurgy, Materials Science and Engineering Series, 3rd ed.; McGraw-Hill: New York, NY, USA, 1986; pp. 255–258. [Google Scholar]
- Wu, G.; Shi, L.; Sha, W.; Sha, A.; Jiang, H. Effects of microstructure on the fatigue properties of Ti6Al4V titanium alloys. Mater. Des. 2011, 46, 668–674. [Google Scholar] [CrossRef]
- Peters, J.O.; Lütjering, G. Comparison of the fatigue and fracture of α + β and β titanium alloys. Metall. Mater Trans. A 2001, 32, 2805–2818. [Google Scholar] [CrossRef]
- ASTM F3001-14; Standard Specification for Additive Manufacturing Titanium-6Aluminium-4 Vanadium ELI (Extra Low Interstitial) with Powder Bed Fusion. ASTM: West Conshohocken, PA, USA, 2014.
- Muiruri, A.; Maringa, M.; du Preez, W. Crystallographic Texture Analysis of As-Built and Heat-Treated Ti6Al4V (ELI) Produced by Direct Metal Laser Sintering. Crystals 2020, 10, 699. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; du Preez, W. Evaluation of Dislocation Densities in Various Microstructures of Additively Manufactured Ti6Al4V (Eli) by the Method of X-ray Diffraction. Materials 2020, 13, 5355. [Google Scholar] [CrossRef] [PubMed]
- ASTM E112–13; Standard Test Methods for Determining Average Grain Size. ASTM: West Conshohocken, PA, USA, 2013.
- Wang, Y.; Fraser, H.; Dixit, V.; Shi, R. Variant selection of grain boundary α by special prior β grain boundaries in titanium alloys. Acta Mater. 2014, 75, 156–166. [Google Scholar] [CrossRef]
- Obasi, G.C.; Birosca, S.; Quinta, F.J.; Preuss, M. Effect of β grain growth on variant selection and texture memory effect during α→β→α phase transformation in Ti6Al4V. Acta Mater. 2012, 60, 1048–1058. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. The formation of α + β microstructure in as-fabricated selective laser melting of Ti6Al4V. J. Mater. Res. 2014, 29, 2028–2035. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; du Preez, W. Statistical analysis of the distribution of Schmid factor in as-built and annealed parts produced by laser powder bed fusion. Crystals 2022, 12, 743. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: Discussion of results. Proc. Phys. Soc. B 1951, 64, 747. [Google Scholar] [CrossRef]
- Kohn, D.H.; Ducheyne, P. Tensile and fatigue strength of hydrogen-treated Ti6Al4V alloy. J. Mater. Sci. 1991, 26, 328–334. [Google Scholar] [CrossRef]
- Greer, J.R.; De Hosson, M. Plasticity in small-sized metallic systems: Intrinsic versus extrinsic size effect. Prog. Mater. Sci. 2011, 56, 654–724. [Google Scholar] [CrossRef]
- Swygenhoven, H.; Derlet, P.M. Grain-boundary sliding in nanocrystalline fcc metals. Phys. Rev. B 2001, 64, 224105. [Google Scholar] [CrossRef]
- Gong, J.; Wilkinson, A.J. Sample size effects on grain boundary sliding. Scr. Mater. 2016, 114, 17–20. [Google Scholar] [CrossRef]
- Malopheyev, S.; Vysotskiy, I.; Mironov, S.; Kaibyshev, R. Is Ashby grain-boundary hardening model applicable for high strains? Trans. Nonferr. Metal. Soc. 2019, 29, 2245–2251. [Google Scholar] [CrossRef]
- Lee, W.; Lin, C. Adiabatic shear fracture of titanium alloy subjected to high strain rate and high temperature loadings. J. Phys. Colloq. 1997, 7, 855–860. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, Y.; Yang, H.; Hiu, L.; Hong, Q. Investigation of adiabatic shear bands of Ti-B19 titanium alloy, Ti 2007: Science and Technology. In Proceedings of the 11th World Conference on Titanium, Kyoto International Conference Centre, Kyoto, Japan, 3–7 June 2007. [Google Scholar]
- Dodd, B.; Bai, Y. Adiabatic Shear Localization—Frontiers and Advances, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 183–200. [Google Scholar]
- Biswas, N.; Ding, J.L.; Balla, V.K.; Field, D.P.; Bandyopadhay, A. Deformation and fracture behaviour of laser processed dense and porous Ti6Al4V alloy under static and dynamic loading. Mater. Sci. Eng. A 2012, 549, 213–221. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; du Preez, W. High Strain Rate Properties of Various Forms of Ti6Al4V(ELI) Produced by Direct Metal Laser Sintering. Appl. Sci. 2021, 11, 8005. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | Fe | O | C | N | H | Ti |
|---|---|---|---|---|---|---|---|---|
| Composition (wt.%) | 6.34 | 3.944 | 0.25 | 0.082 | 0.006 | 0.006 | 0.001 | Bal. |
| ASTM F3001-14 | 5.50–6.50 | 3.50–4.50 | <0.25 | <0.13 | <0.08 | <0.05 | <0.012 | Bal. |
| Samples Group | Temperature | Residence Time | Average Rate of Cooling |
|---|---|---|---|
| C | 800 °C | 2.5 h | 7.5 °C/min |
| D * | 940 °C followed by 750 °C | 2.5 h followed by 2h | 57.5 °C/min and 51 °C/min |
| E | 1020 °C | 2.5 | 40.5 °C/min |
| Thickness of the ASB | ||||
|---|---|---|---|---|
| Test Strain Rate | Samples C | Samples D | Samples E | Reference |
| 0.001 s−1 | 2 µm | 4 µm | 5 µm | Present study |
| 0.005 s−1 | 2 µm | 5 µm | 5 µm | Present study |
| 0.1 s−1 | 3 µm | 7 µm | 5 µm | Present study |
| 750 s−1 | 3 µm | 12.3 µm | 12.4 µm | [45] |
| 1500 s−1 | 5 µm | 14.7 µm | 18.4 µm | [45] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muiruri, A.; Maringa, M.; du Preez, W. Quasi-Static Mechanical Properties of Post-Processed Laser Powder Bed Fusion Ti6Al4V(ELI) Parts under Compressive Loading. Appl. Sci. 2022, 12, 9552. https://doi.org/10.3390/app12199552
Muiruri A, Maringa M, du Preez W. Quasi-Static Mechanical Properties of Post-Processed Laser Powder Bed Fusion Ti6Al4V(ELI) Parts under Compressive Loading. Applied Sciences. 2022; 12(19):9552. https://doi.org/10.3390/app12199552
Chicago/Turabian StyleMuiruri, Amos, Maina Maringa, and Willie du Preez. 2022. "Quasi-Static Mechanical Properties of Post-Processed Laser Powder Bed Fusion Ti6Al4V(ELI) Parts under Compressive Loading" Applied Sciences 12, no. 19: 9552. https://doi.org/10.3390/app12199552
APA StyleMuiruri, A., Maringa, M., & du Preez, W. (2022). Quasi-Static Mechanical Properties of Post-Processed Laser Powder Bed Fusion Ti6Al4V(ELI) Parts under Compressive Loading. Applied Sciences, 12(19), 9552. https://doi.org/10.3390/app12199552