1. Introduction
Presently, numerous countries throughout the world are confronting a large deficiency of landfills to discard huge amounts of various construction and demolition wastes due to huge development of infrastructure. In nations, where development is emerging quickly also increased infrastructure construction and demolition wastes, which leads to increased generation of CDW [
1]. In developing nations, a significant part of CDW is causing landfills because of the lack of appropriate reusing methods, which makes social complexities and environmental issues. In 2018 it was calculated that 40 developing nations around the planet, created more than 3000 million tons of CDW [
2,
3]. Using appropriate crushing techniques, CDW could be changed into recycled aggregate. Land pollution can be significantly reduced by substituting normal weight aggregates with recycled concrete aggregates. Author is study revealed successful utilization of RAC in various pavement and building structures [
4]. Currently, cement production is increasing quickly to meet the request for infrastructure development. Cement production was approximately 4111.1 million tons annually in 2018 and this demand is rapidly rising [
5,
6]. Presently, more than 5% of worldwide CO
2 emission is because of the cement industry [
7,
8]. Supplementary cementitious materials can be used as partial replacement materials to meet the cement demands. SCMs such as silica fume could be used to decrease the carbon footprint of cement effectively [
9].
Comparatively recycled aggregate concrete has lesser mechanical strength as compared to normal aggregate concrete NWA [
10]. To enhance the RAC behavior, authors [
9,
11] have suggested using chemical admixtures and mineral additives (such as fly ash, chemical plasticizers, silica fume, GGBFS, etc.), fibers (such as nylon, steel, glass, etc.) Silica fume offers great potential to be used as a mineral additive attributable to its overall accessibility at a less expensive cost. Different researchers have assessed the RAC performance with silica fume. These investigations disclose that silica fume credits more to the RAC properties when compared to normal aggregate concrete NAC. Authors in a study [
9] observed that utilization of both silica fume and RCA is not favorable to concrete compressive strength but at reasonable levels for example at the same level of workability, 3% reduction was noted in compressive strength of 90 days when 100% normal aggregate concrete NAC was substituted with RAC, while 4% reduction was observed when cement was 30% substituted with silica fume. In pozzolanic reaction, silica fume may react with C-H which is a cement hydration primary product existing in RAC old paste of binder and new paste of binder, this is the reason silica fume contributes more to the RAC hardened properties. Researchers [
12,
13] revealed that silica fume also adds more to the durability of RAC as compared to NWA concerning chloride penetration, sorptivity, water absorption.
Most of researches on fiber reinforced concrete were performed on steel fibers [
12,
14,
15,
16,
17,
18,
19,
20]. Very few researches were performed on nylon fibers [
21,
22,
23] according to the author’s knowledge. Nylon fibers are utilized in the production of different products such as carpets, rope, clothes, tires, and other durable materials. Nylon is a synthetic material. Nylon is thermoplastic silky material that can be melted and processed” into different shapes such as “films, fibers, or shapes” [
24]. The reason for adopting nylon fiber is that it has good hardness, resilience, and durability characteristics; and it is readily accessible in various colors, can be dyed, resistant to soil and dirt, good abrasion properties, and also accessible in different cross-sections [
25].The nylon fibers affect the environment and the discarding of these fibers in a usable way will reduce its detrimental effect on the environment [
26]. Nylon is heat stable, hydrophilic, relatively inactive, and resistant to a wide variety of materials. Nylon is most effective in adding impact resistance and flexural toughness and sustaining the increased load-carrying capacity of concrete after the first crack [
27]. The utilization of nylon fiber as an ingredient in cement concrete is promising as it provides an alternate method of disposal of fibers because these materials will enhance the strength and durability of concrete [
23]. The inclusion of nylon fiber has also been reported to enhance durability of concrete. Fibers protect the concrete cover from spalling because of the good bonding behavior [
26,
28].
Using different types of fiber reinforcement to improve RAC mechanical behavior is not a new method. Various types of fibers, for example, basalt fibers [
29], polypropylene [
30], glass [
31], and steel [
26] etc. have been used in RAC. These researchers revealed that upon RAC fiber reinforcement enhanced its flexural strength, split tensile strength, and compressive strength. Because of the fiber reinforcement crack bridging effect, RAC flexural and split tensile strength was more improved in comparison to its compressive strength [
26]. Authors in a study [
32] have revealed detrimental effects of fibers on RAC and normal aggregate concrete durability-related aspects (sorptivity, chloride penetration, water absorption, etc.). Researchers in a study [
32] have noted the positive effect of steel fibers on (RAC) resistance to acid exposure because of the enhanced binder matrix integrity. They also reported [
32] that mineral admixtures such as wheat straw ash or RHA etc., might enhance the binder matrix bonding with fibers, therefore durability and mechanical characteristics of RAC could be improved with joint use of fibers and SCMs. Fiber reinforcement reduces the workability of concrete which leads to more demands of superplasticizer to keep up the concrete workability in the required range [
33]. Authors in a study [
34] revealed that the use of silica fume in glass fiber reinforced concrete mix, could enhance the fresh concrete workability; hence admixture cost could be reduced. They also revealed that glass fiber could also reduce the early strength loss in silica fume blends by enhancing the integrity of the concrete.
The utilization of SCMs in normal aggregate concrete with various fibers has been examined widely [
34,
35,
36]. There are very few observations [
28,
32,
35] that have tested (RAC) performance with joint utilization of mineral admixtures and fibers. Authors in research [
37] noted that SCMs such as fly ash can be successfully used to improve the bond of binder matrix with steel fibers [
38,
39,
40,
41], which leads to improvement of RAC flexural and compressive strength. They also revealed that the combined adding of steel fibers and silica fume can greatly improve the RAC performance after elevated temperature exposures. Though, very few observations [
32,
37] have examined the impact of joint adding of mineral admixtures and fibers to improve the RAC mechanical and durability performance.
2. Research Significance
A brief literature review showed that RAC decreased the mechanical performance and durability aspects of concrete due its porous nature. Therefore, it is necessary to add waste mineral admixture (such as silica fume) to RAC to offsets its porous nature by filling voids and improve inter transition zone due to pozzolanic reaction which enhances binding property of concrete. Although, mechanical performance and durability characteristics of RAC were considerably improved by addition of supplementary cementitious materials, but concrete still had less tensile capacity which can result in brittle failure without giving any warning, so concrete need reinforcement to improve its tensile strength. Therefore, concrete needed tensile reinforcements to enhance tensile capacity of concrete and offsets undesirable brittle failure. Fibers are one of the most prevalent method to increased tensile capacity of concrete. In addition, studies show that [
7,
8] fiber enhances tensile capacity more effectively than compressive strength. Supplementary cementitious materials could be added to fibers reinforced concrete, to obtain high strength ductile durable concrete.
The goal of the present research was to thoroughly research the combined influence of nylon fibers and silica fume on RAC and NAC mechanical characteristics and durability related permeability properties. Recycled aggregate was acquired by using recycled concrete aggregate. Silica fume was added by a volume of 20% as a substitute for cement in both RAC and NAC. Nylon fibers were utilized as 0.5% to strengthen concrete blends. Different characteristics of concrete-like flexural strength, compressive strength, split tensile strength, water absorption, chloride penetration, and concrete exposure to acid were assessed.
5. Sample Preparation, Size, and Test of Sample
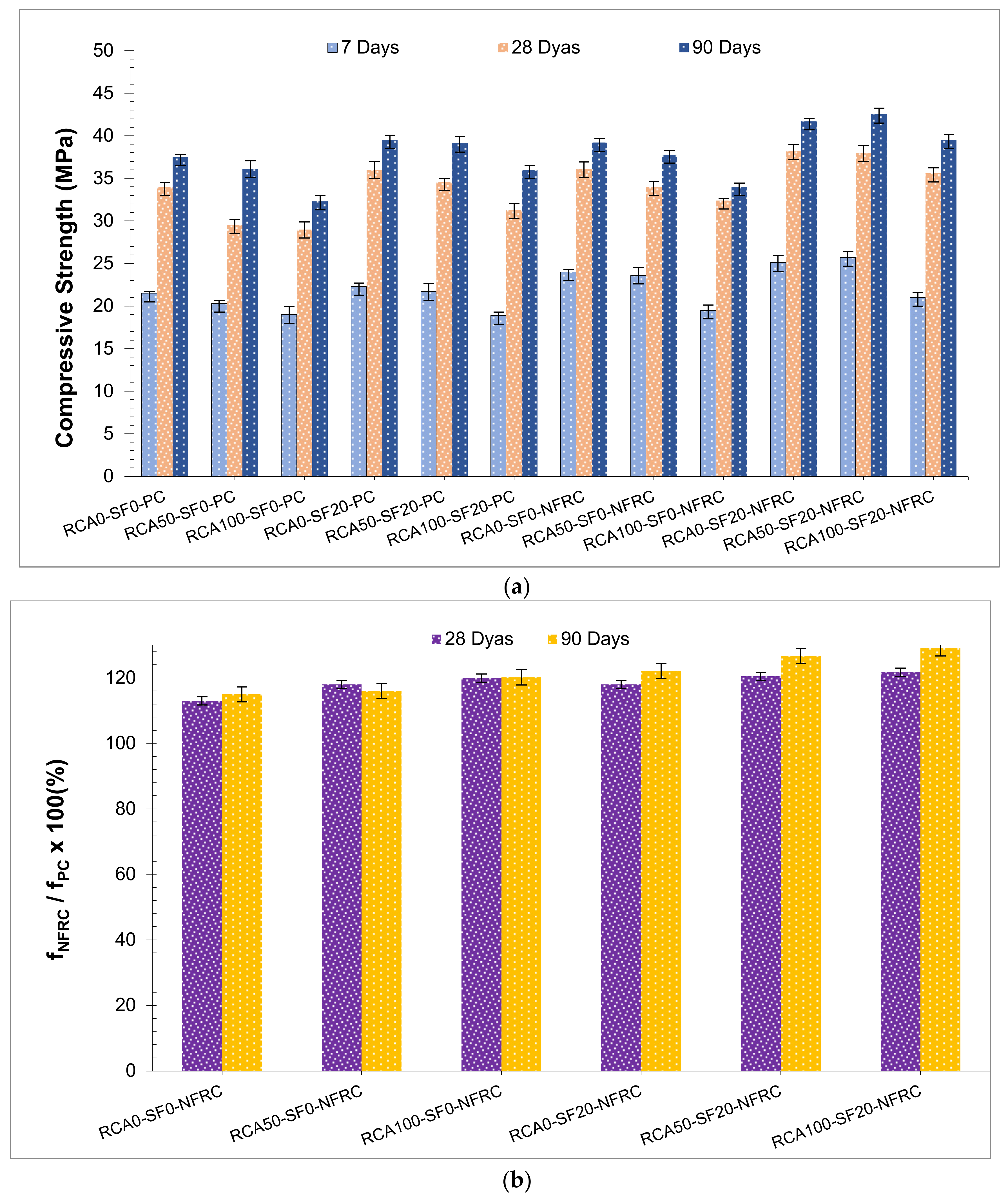
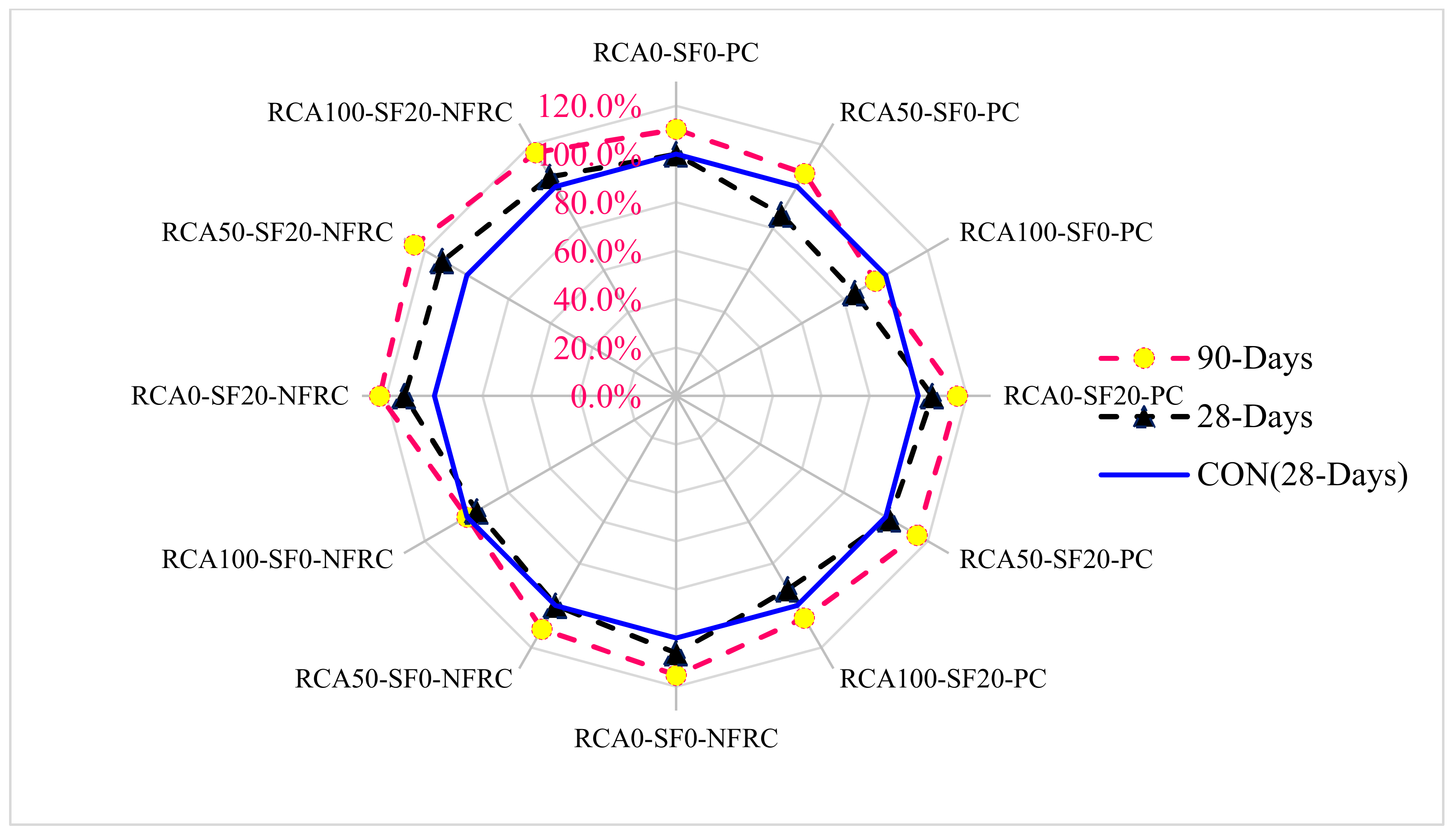
For mechanical performance, three main aspects were defined for example flexural strength, compressive strength, and split tensile strength. Compressive strength for all concrete samples was determined at 7, 28, and 90 days of curing. Concrete cylinders that had a height of 300 mm and a diameter of 150 mm were prepared and then tested as per ASTM C 39 [
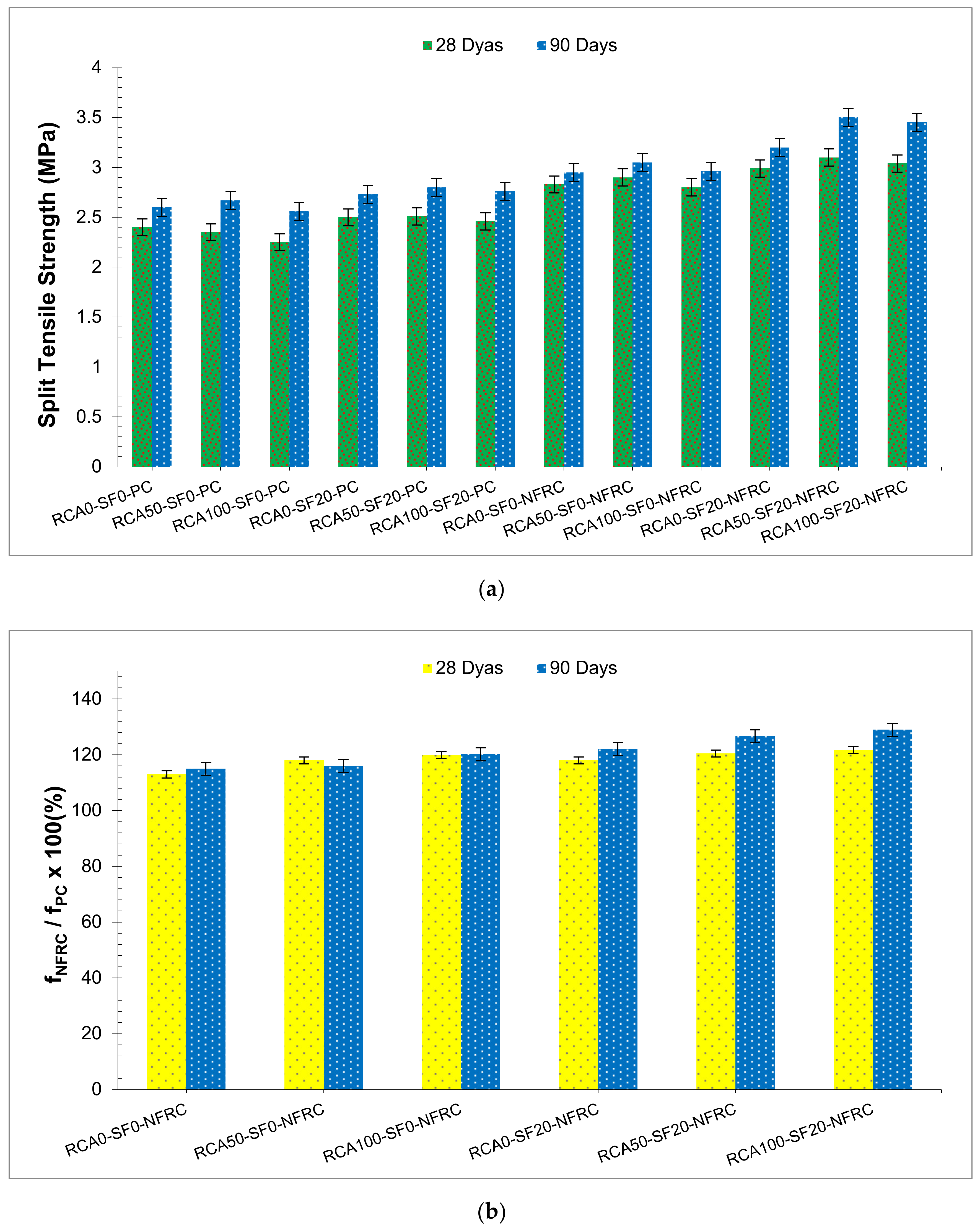
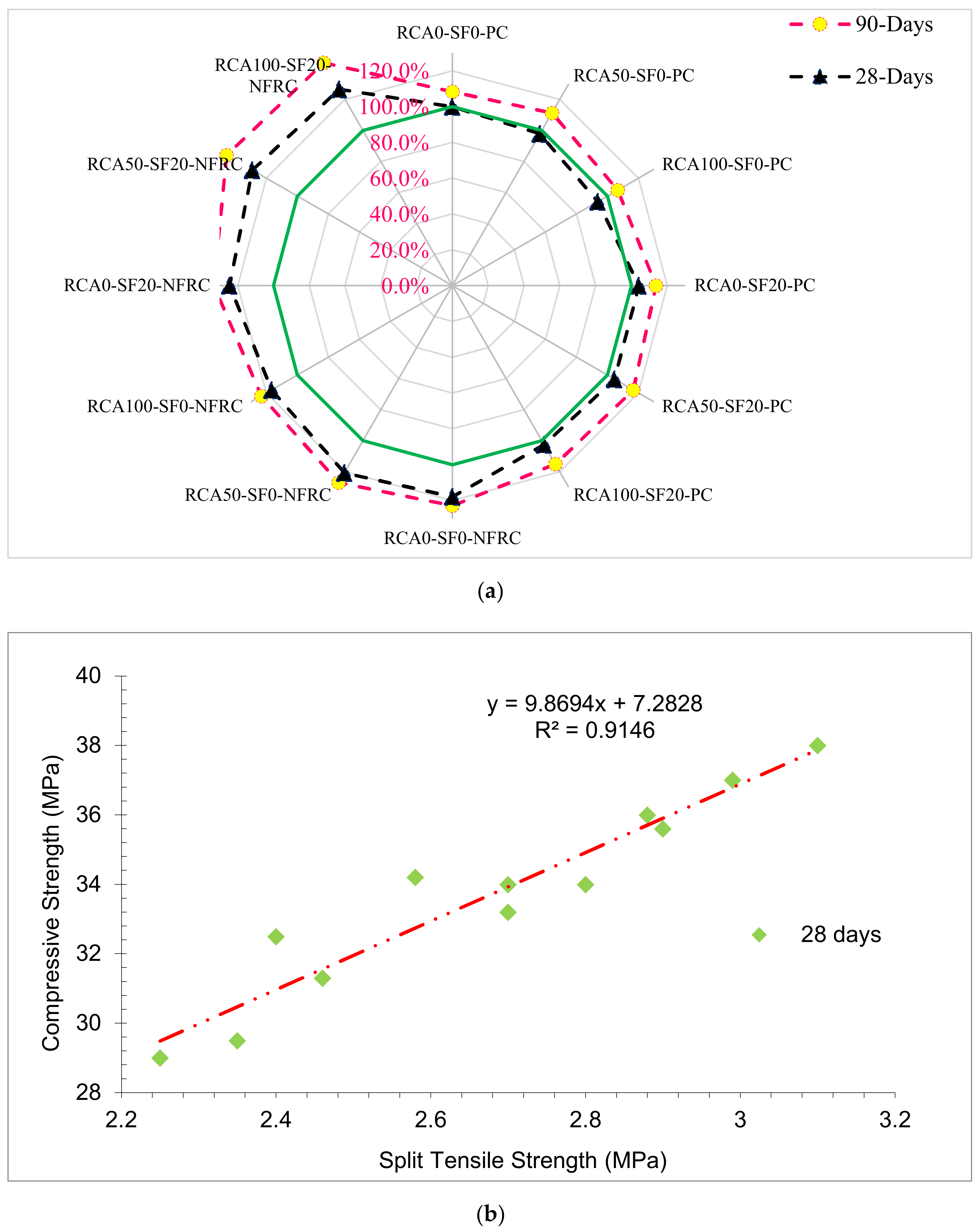
45]. To evaluate split tensile strength, cylinders that had a height of 300 mm and diameter of 150 mm were prepared and then tested at 28 and 90 days of curing as per ASTM C 496 [
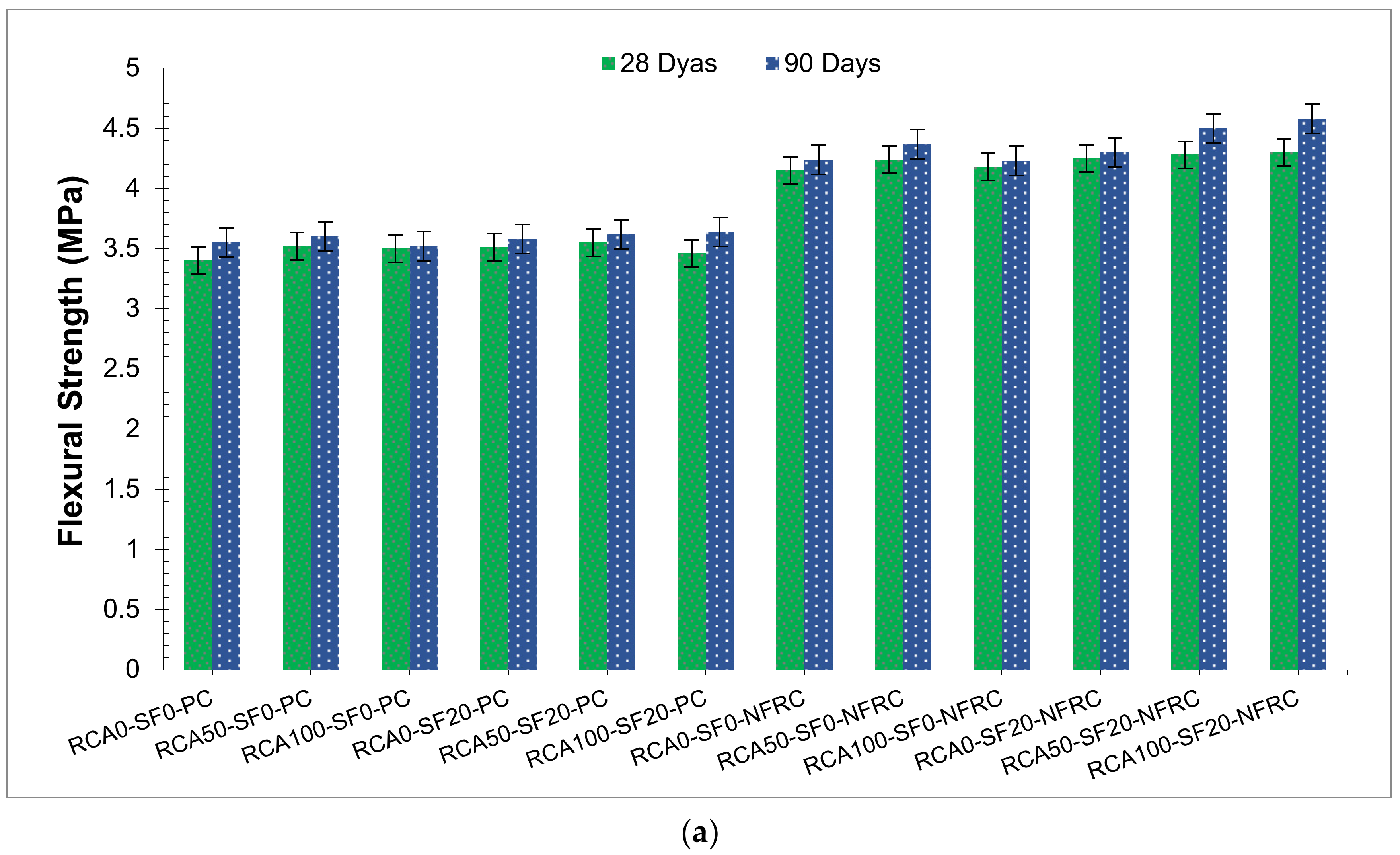
46]. The flexural strength of concrete samples was measured using samples that had the size of 100 mm × 100 mm × 500 mm at 28 and 90 days of curing as per ASTM C 78 [
47].To bring uniformity to the research, three samples for each test were prepared and tested and their average value was taken as the final value for that test.
To determine the durability performance, acid resistance of concrete, water absorption, and chloride penetration tests were performed. To evaluate the impact of sulfuric acid (H
2SO
4) attack on each concrete sample. Cubical samples with a size of 100 mm were utilized. These samples were placed in a tap water tank for 28 days. Samples were oven-dried at 45 °C for one day after curing, then the samples were placed in a 5% (H
2SO
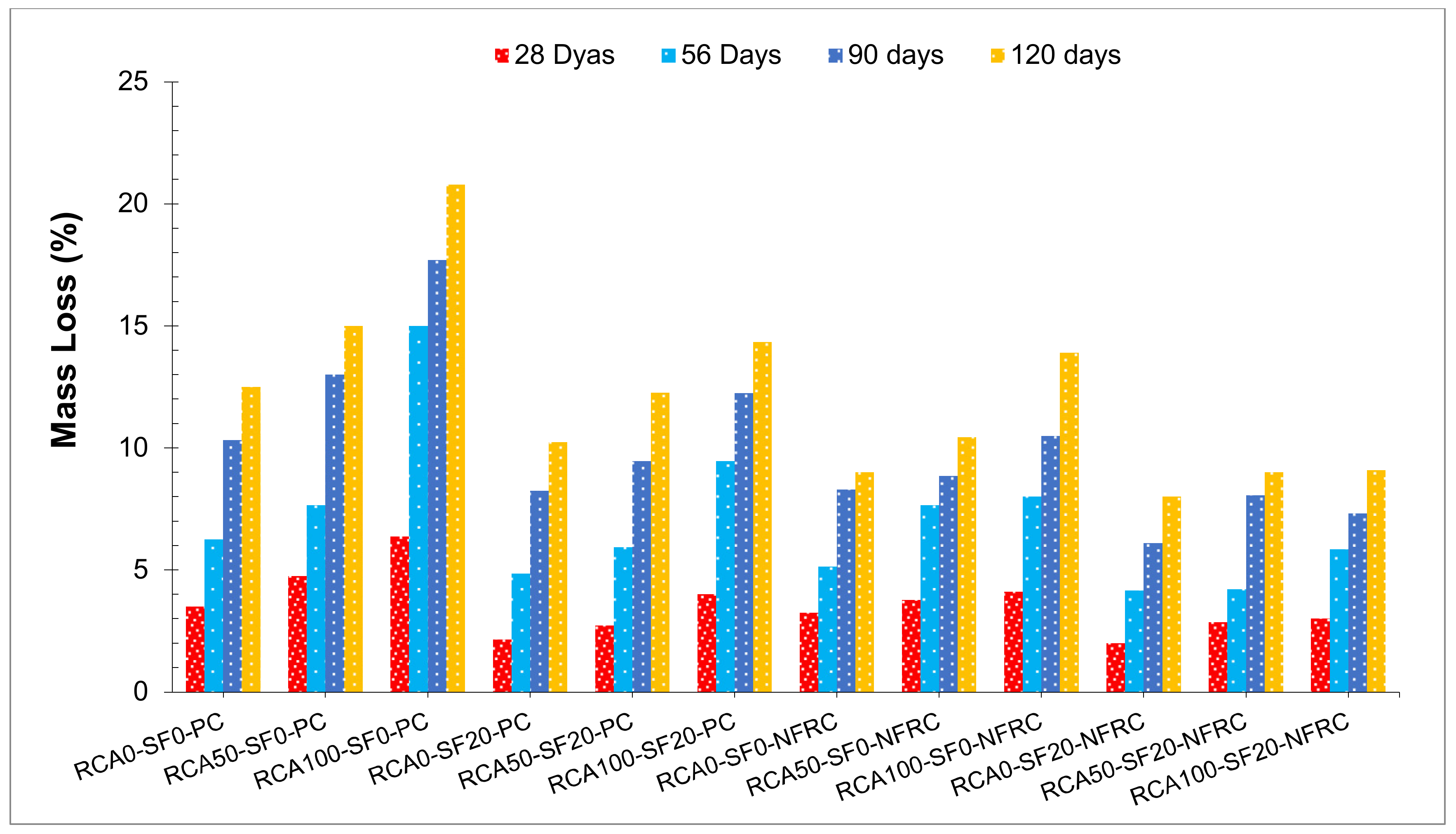
4) chemical for the acid test. Variation in the mass of samples is calculated at 28, 56, 90, and 120 days of specimens placed in acid. Variation in sample mass was measured by calculating sample mass before and after its placement in 5% (H
2SO
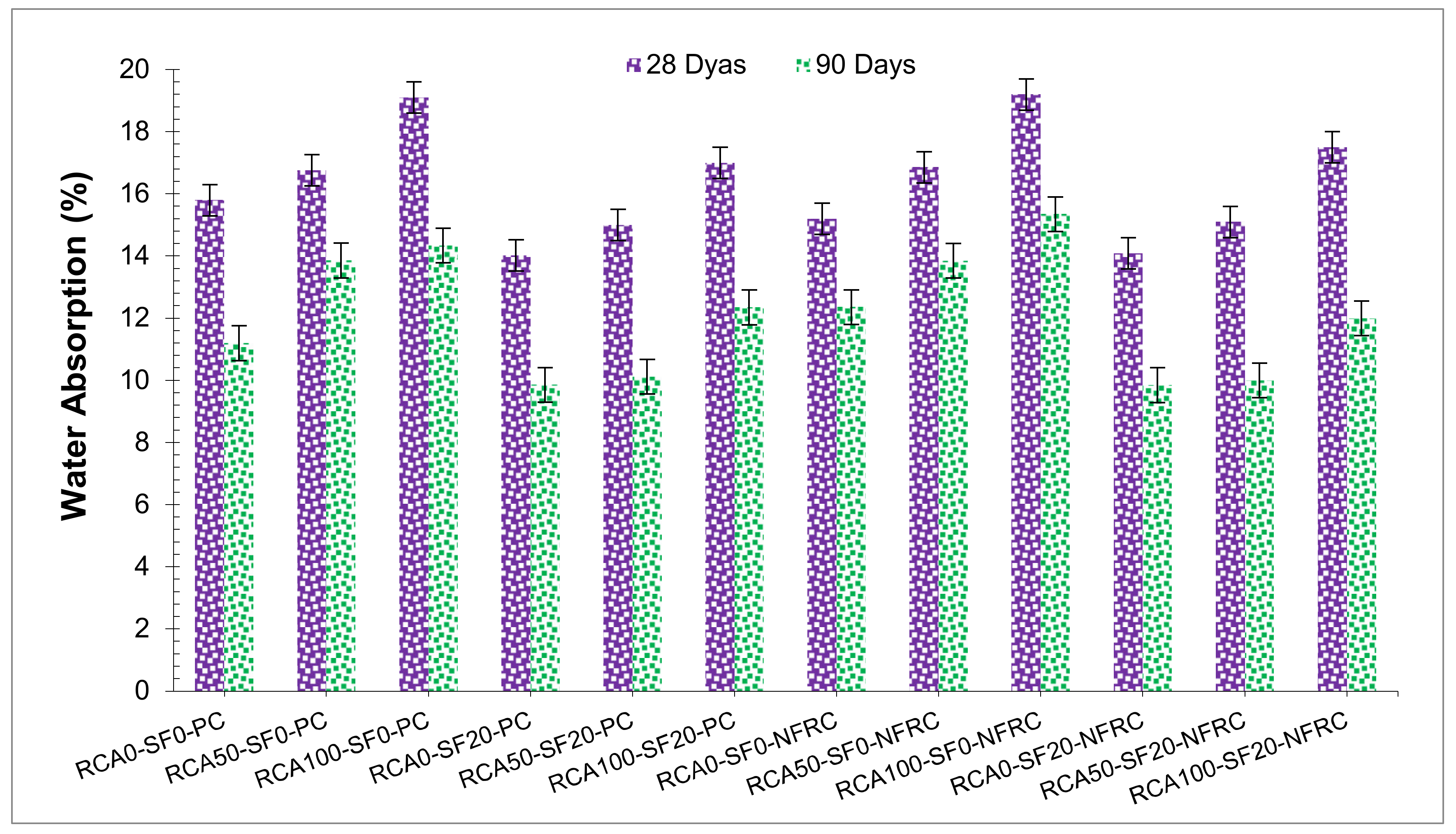
4). Water absorption of concrete samples was measured following ASTM C1585 [
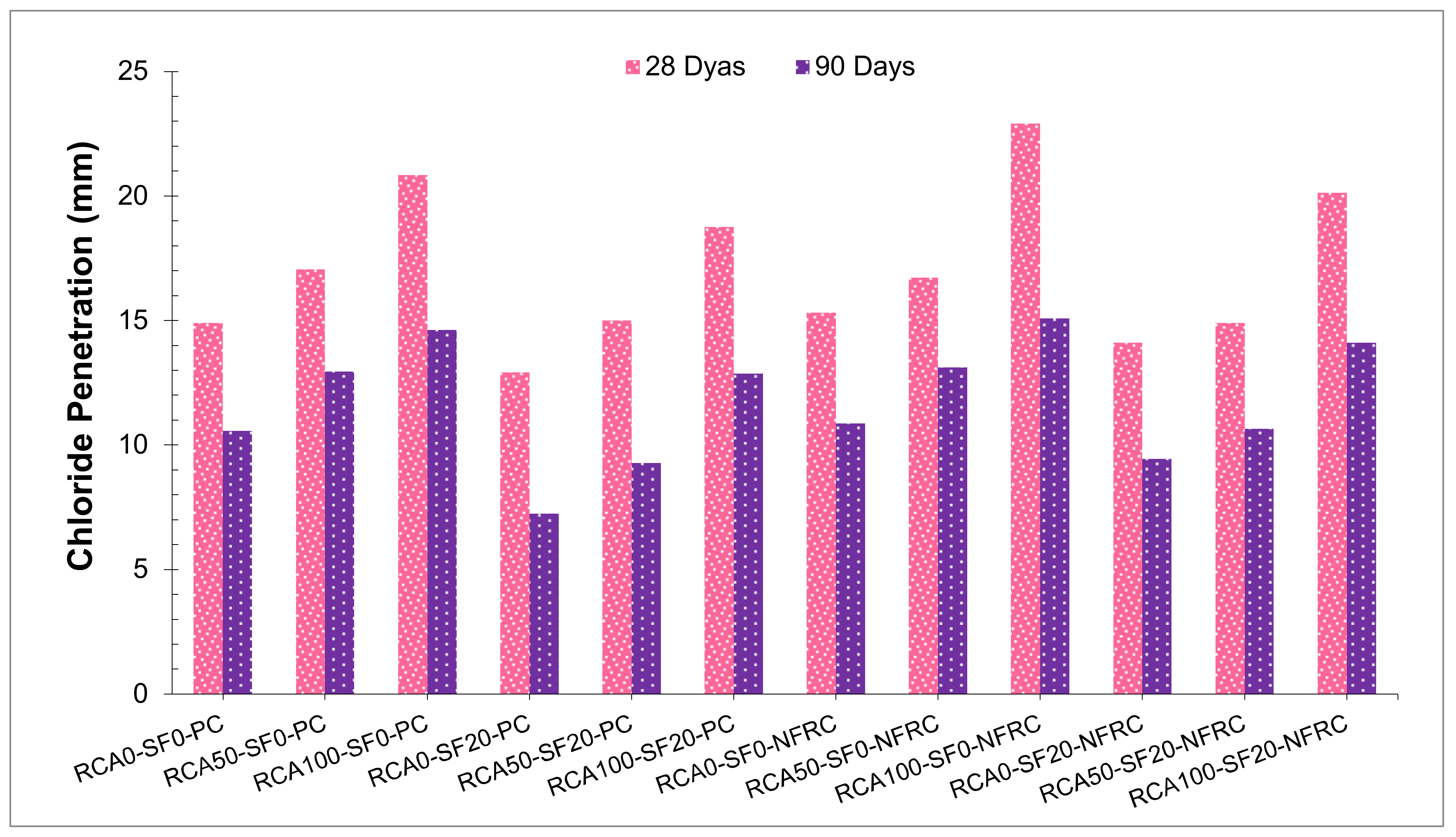
48]. Concrete samples which had a diameter of 100 mm and thickness of 50 mm were prepared and tested for water absorption test at 28 and 90 days of curing. For the chloride penetration test, samples in cylinder shape which had 100 mm height and 100 mm diameter were prepared. These samples were placed in a tap water tank for 28 days for curing. Samples were oven-dried at 45 °C for one day after curing, then the samples were placed in 5% sodium chloride chemical for 56 days. After placement of samples, samples were cut open, and spray was used on the failure surface with silver nitrate (AgNO
3) solution with a normality of 0.1 N in water. Silver nitrate reacted with penetrated chloride and left silver color which shows the formation of silver chloride (AgCl) on the surface of failure which shows the sign of the depth of chloride penetration into samples. These penetrations were calculated at five various spots along the failed sample periphery. The same technique was also used by the author in a study [
49].


 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}