
A Multi-Criteria Assessment of Manufacturing Cell Performance Using the AHP Method



Abstract
:1. Introduction and Problem Description
2. Literature Background
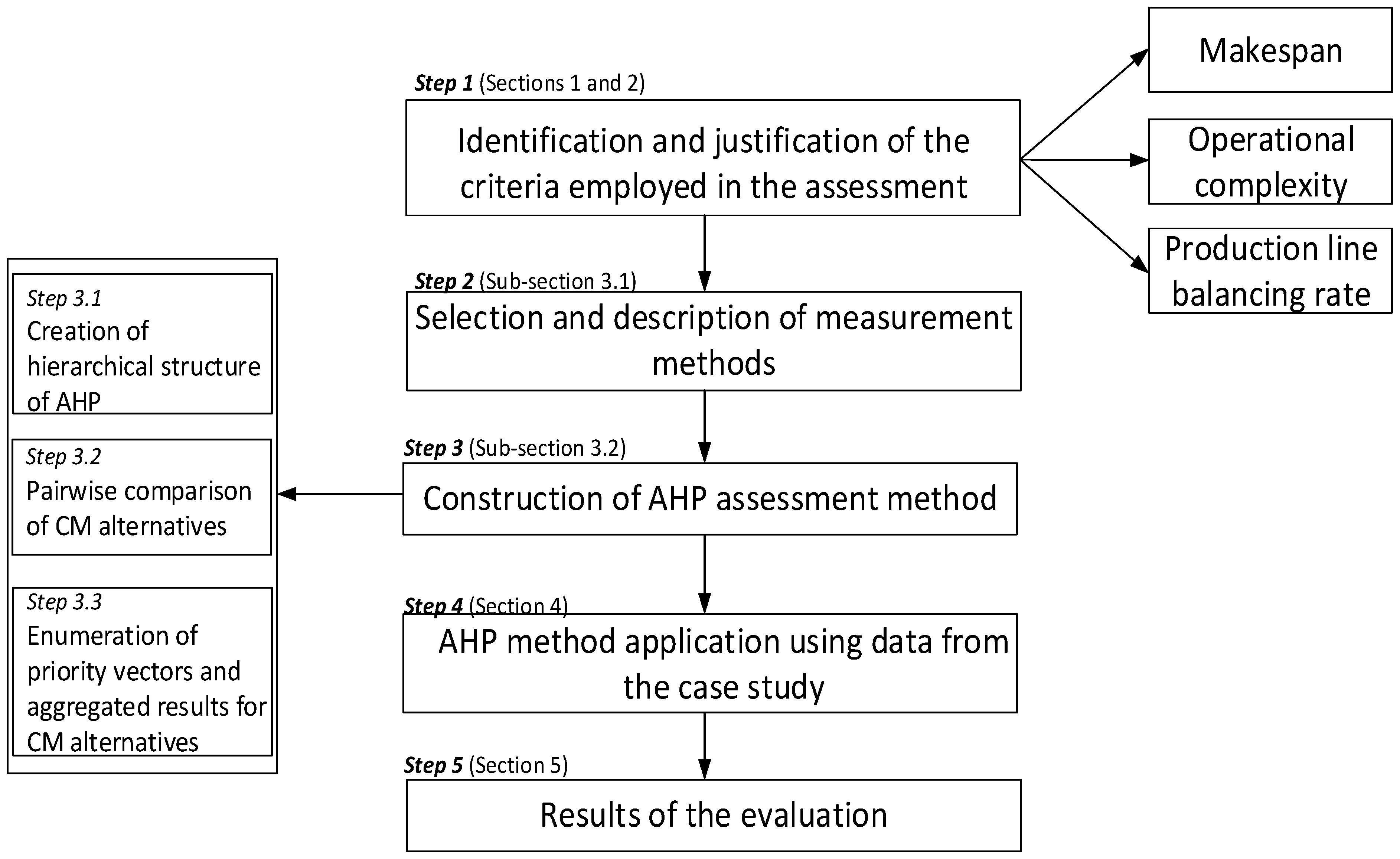
3. Methodological Framework
3.1. Indicators Used as Criteria to Assess Alternative CM Designs
3.1.1. Production Line Balancing Rate
- tj stands for standard work time of the j-th job elements;
- n represents the number of the work elements;
- m represents the number of total lines in the production system;
- Ti represents the work time in the production line(s) (PL(s));
- max(Ti) represents the biggest line operating time.
3.1.2. Operational Complexity Indicators
- Process Complexity Indicator
- pijk stands for the probability that part j is processed due to operation k by individual machine i according to scheduling order;
- O is the number of operations according to parts production;
- P is the number of parts produced in the manufacturing process;
- M is the number of all machines of all types in the manufacturing process.
- Balanced Complexity Indicator
- MCIi(max) represents the first N-max complexity values;
- MCIi(min) represents the first N-min complexity values;
- N represents the number of max and min machine complexity values.
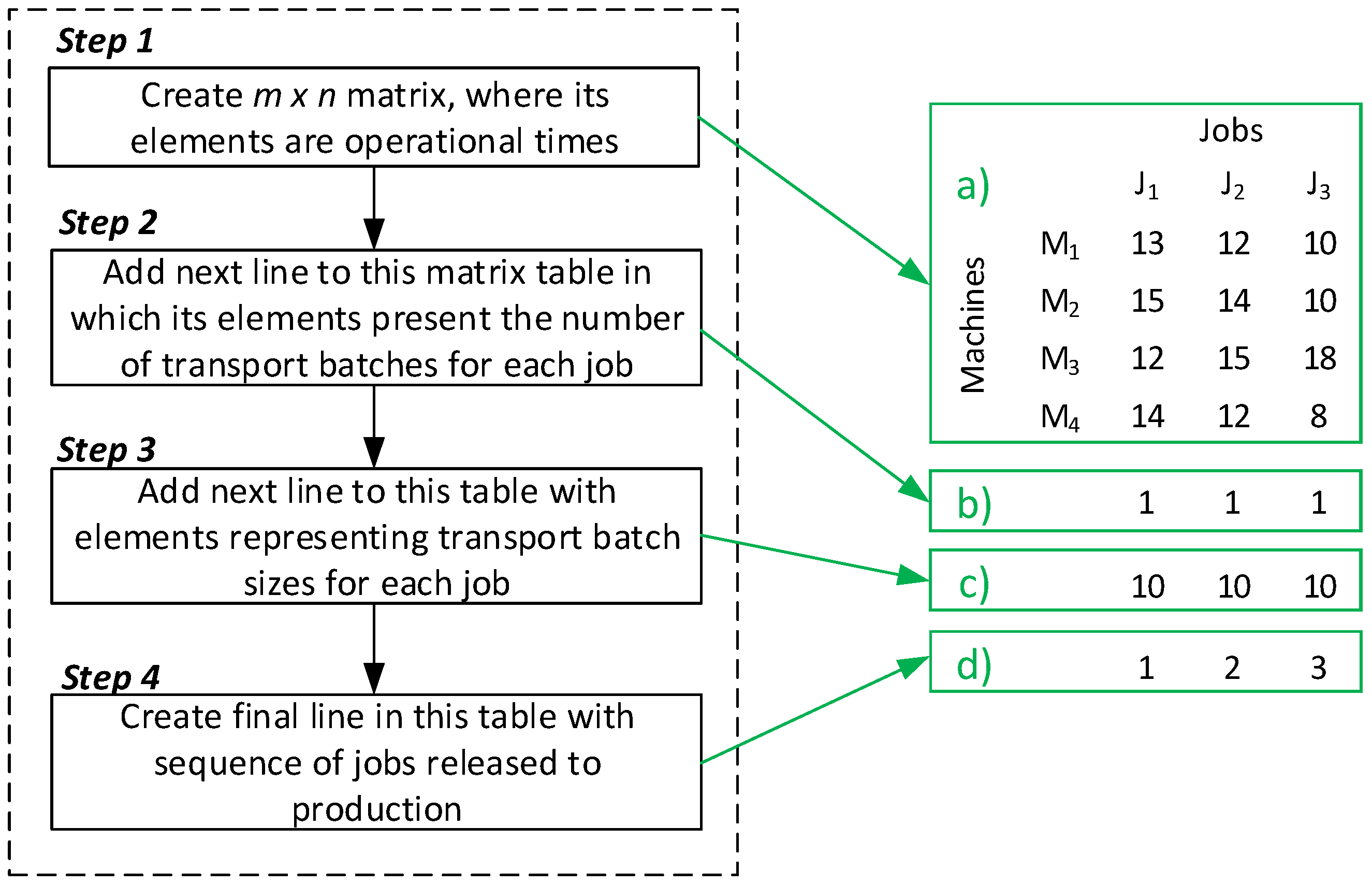
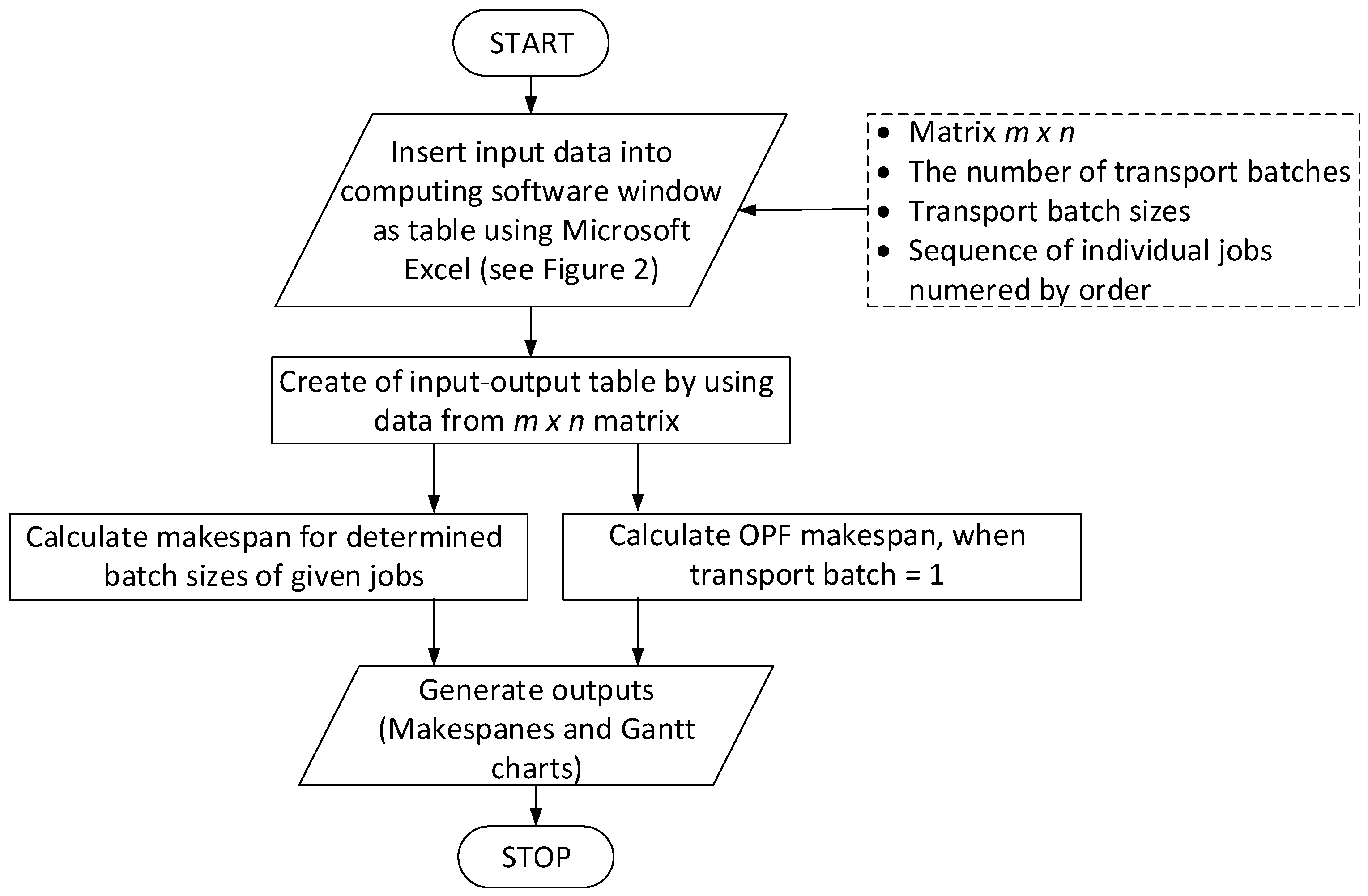
3.1.3. Makespan Indicators
3.2. Description of AHP Method
4. A Practical Example
4.1. Description of Manufacturing Cell Designs Alternatives
4.2. Application of the Performance Indicators on Cell Designs
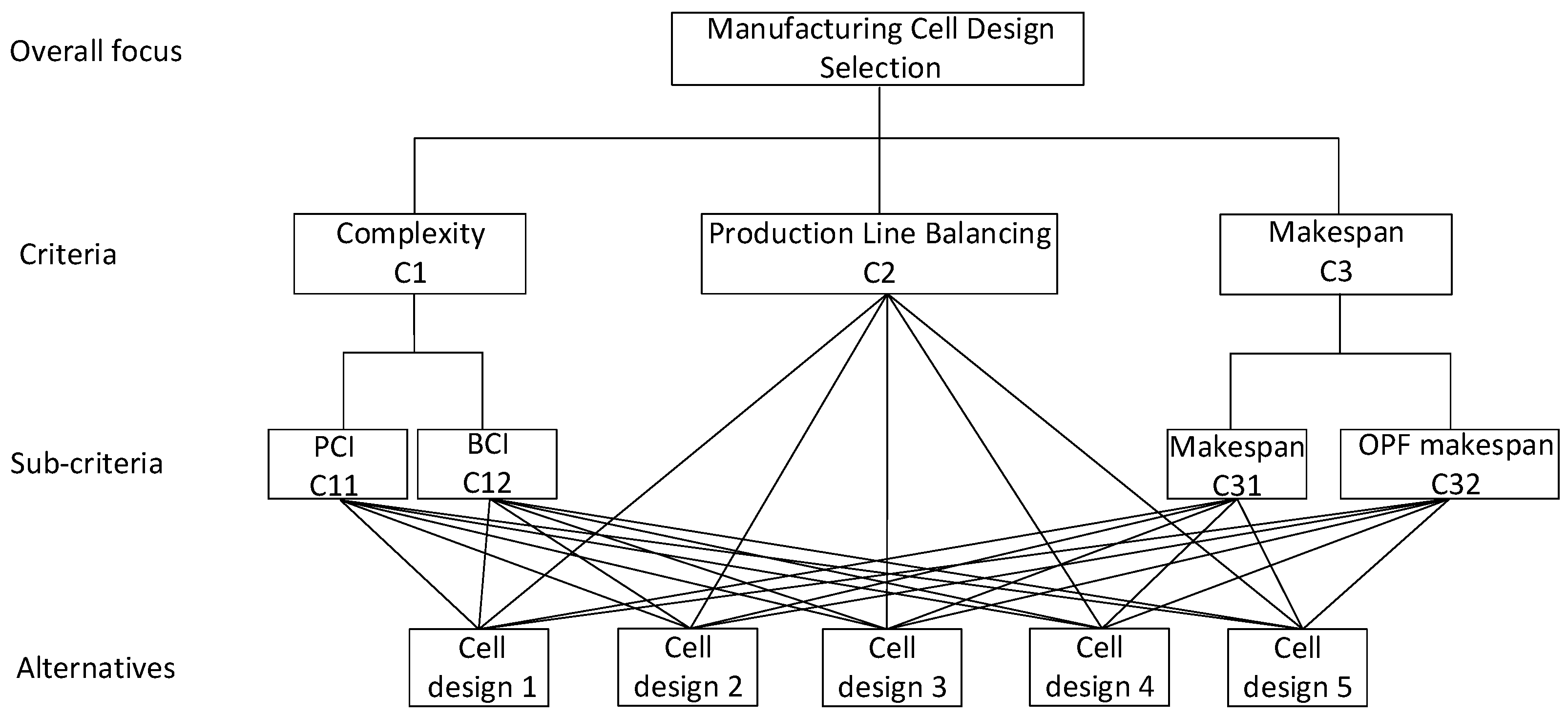
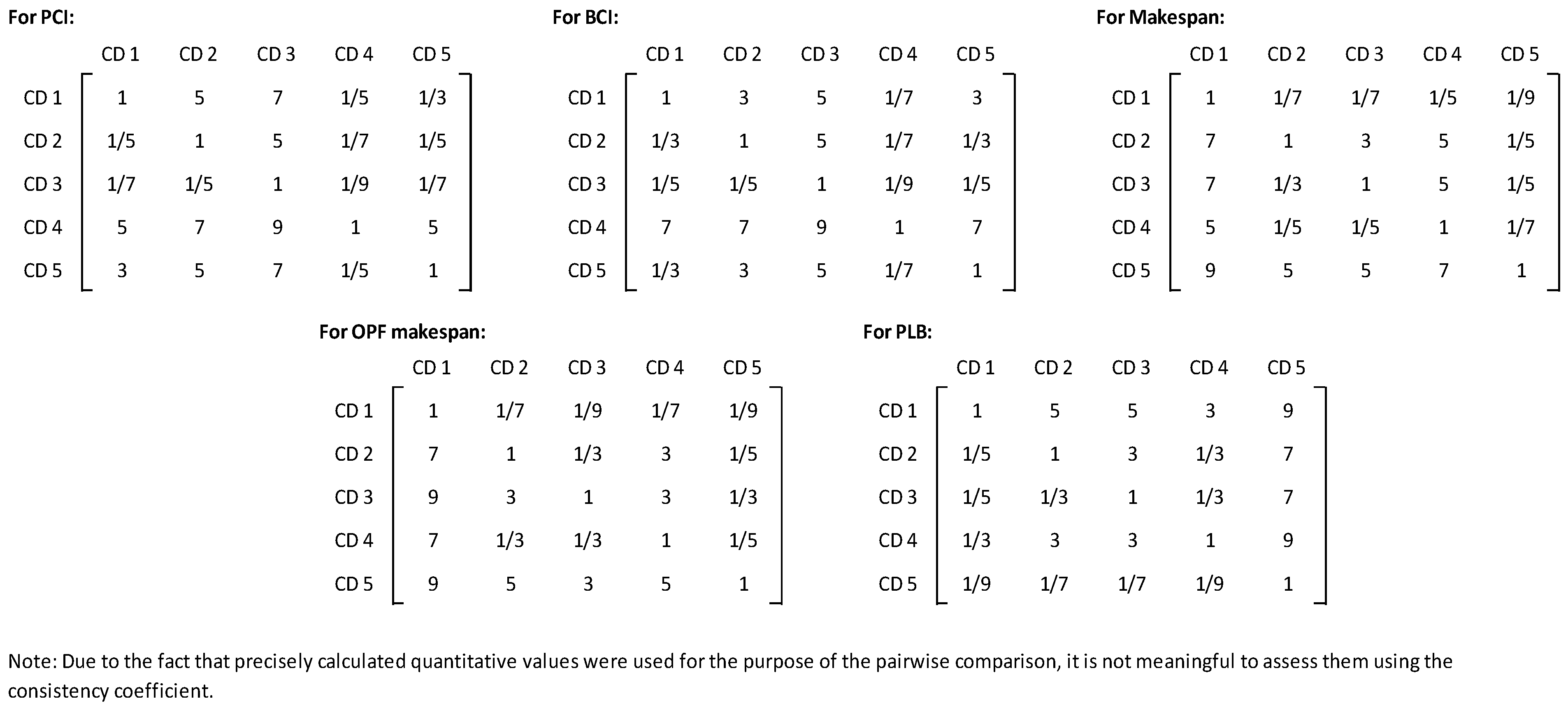
4.3. Assessment of Manufacturing Cell Designs Using AHP Method
5. Conclusions
- According to both complexity indicators, the three-cell solutions are less complex than the two-cell solutions. The lower complexity of the three-cell designs against the two-cell designs can be comprehended in a way that the scheduling of cell designs with a higher number of cells is less complicated than in the case with a smaller number of cells. This statement comes from the fact the probability that parts are produced on given machines is higher than in the case of the CM design with a smaller number of cells;
- Based on the makespan results, the three-cell solutions better satisfied the minimization of the total time needed to finish all the jobs than the two-cell solutions;
- From the viewpoint of the PLB indicator, the two-cell solutions offer better balancing of machines than the three-cell solutions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Notations
| PLB | Production line balancing rate, in % |
| PCI | Process complexity indicator, in bits |
| BCI | Balanced complexity indicator, in bits |
| tj | Standard work time of the j-th job elements |
| n | Number of the work elements |
| m | Number of total lines in production system |
| Ti | Work time in the production line(s) (PL(s)) |
| max(Ti) | Biggest line operating time |
| pijk | Probability that part j is processed due to operation k by individual machine i according to scheduling order |
| O | Number of operations according to parts production |
| P | Number of parts produced in manufacturing process |
| M | Number of all machines of all types in manufacturing process |
| MCIi(max) | First N-max complexity values |
| MCIi(min) | First N-min complexity values |
| N | Number of max and min machine complexity values |
References
- Qin, J.; Liu, Y.; Grosvenor, R. A Categorical Framework of Manufacturing for Industry 4.0 and Beyond. Procedia CIRP 2016, 52, 173–178. [Google Scholar] [CrossRef] [Green Version]
- Tzafestas, E.S. A Study of Self-Organization in a Production Environment. In Advances in Manufacturing; Springer: London, UK, 1999; pp. 37–44. [Google Scholar]
- Bortolini, M.; Galizia, F.G.; Mora, C.; Pilati, F. Reconfigurability in cellular manufacturing systems: A design model and mul-ti-scenario analysis. Int. J. Adv. Manuf. Technol. 2019, 104, 4387–4397. [Google Scholar] [CrossRef]
- Modrak, V.; Pandian, R.S. Operations Management Research and Cellular Manufacturing Systems: Innovative Methods and Approaches; IGI Global: Hershey, PA, USA, 2012. [Google Scholar]
- Huber, V.L.; Hyer, N.L. The human factor in cellular manufacturing. J. Oper. Manag. 1985, 5, 213–228. [Google Scholar] [CrossRef]
- Kia, R.; Baboli, A.; Javadian, N.; Tavakkoli-Moghaddam, R.; Kazemi, M.; Khorrami, J. Solving a group layout design model of a dynamic cellular manufacturing system with alternative process routings, lot splitting and flexible reconfiguration by simulated annealing. Comput. Oper. Res. 2012, 39, 2642–2658. [Google Scholar] [CrossRef]
- Renna, P.; Ambrico, M. Design and reconfiguration models for dynamic cellular manufacturing to handle market changes. Int. J. Comput. Integr. Manuf. 2015, 28, 170–186. [Google Scholar] [CrossRef]
- Herrmann, J.W. A History of Production Scheduling. In Handbook of Production Scheduling; Springer: Boston, MA, USA, 2006; pp. 1–22. [Google Scholar]
- Srimongkolkul, O.; Chongstitvatana, P. Minimizing Makespan Using Node Based Coincidence Algorithm in the Permutation Flowshop Scheduling Problem. In Industrial Engineering, Management Science and Applications; Springer: Berlin/Heidelberg, Germany, 2015; pp. 303–311. [Google Scholar]
- Paul, S.K.; Azeem, A. Minimization of work in process inventory in hybrid flow shop scheduling using fuzzy logic. Int. J. Ind. Eng. Theory Appl. Pract. 2010, 17, 115–127. [Google Scholar]
- Modrak, V.; Soltysova, Z. Batch Size Optimization of Multi-Stage Flow Lines in Terms of Mass Customization. Int. J. Simul. Model. 2020, 19, 219–230. [Google Scholar] [CrossRef]
- Kuzgunkaya, O.; ElMaraghy, H.A. Assessing the structural complexity of manufacturing systems configurations. Int. J. Flex. Manuf. Syst. 2007, 18, 145–171. [Google Scholar] [CrossRef]
- Modrak, V.; Marton, D. Configuration complexity assessment of convergent supply chain systems. Int. J. Gen. Syst. 2014, 43, 508–520. [Google Scholar] [CrossRef]
- Trattner, A.; Hvam, L.; Forza, C.; Herbert-Hansen, Z.N.L. Product complexity and operational performance: A systematic literature review. CIRP J. Manuf. Sci. Technol. 2019, 25, 69–83. [Google Scholar] [CrossRef]
- Calinescu, A. Manufacturing Complexity: An Integrative Information-Theoretic Approach. Ph.D. Dissertation, University of Oxford, Oxford, UK, 2002. [Google Scholar]
- Park, K.; Kremer, G. The impact of complexity on manufacturing performance: A case study of the screwdriver product family. In Proceedings of the 2013 International Conference on Engineering Design, Seoul, Korea, 19–22 August 2013; The Design Society: Copenhagen, Denmark, 2013; Volume 3, pp. 141–150. [Google Scholar]
- Bucki, R.; Suchánek, P. Comparative Simulation Analysis of the Performance of the Logistics Manufacturing System at the Operative Level. Complexity 2019, 2019, 7237585. [Google Scholar] [CrossRef]
- Rogers, D.F.; Shafer, S.M. Measuring cellular manufacturing performance. Manuf. Res. Technol. 1995, 24, 147–165. [Google Scholar]
- Flynn, B.B.; Jacobs, F.R. Applications and Implementation: An Experimental Comparison of Cellular (Group Technology) Layout with Process Layout. Decis. Sci. 1987, 18, 562–581. [Google Scholar] [CrossRef]
- Morris, J.S.; Tersine, R.J. A Simulation Analysis of Factors Influencing the Attractiveness of Group Technology Cellular Layouts. Manag. Sci. 1990, 36, 1567–1578. [Google Scholar] [CrossRef]
- Yuan, Y.; Xu, H.; Yang, J. A hybrid harmony search algorithm for the flexible job shop scheduling problem. Appl. Soft Comput. 2013, 13, 3259–3272. [Google Scholar] [CrossRef]
- Liker, J.K. The Toyota Way; McGraw Hill: New York, NY, USA, 2004. [Google Scholar]
- Kant, R.; Pattanaik, L.N.; Pandey, V. Framework for strategic implementation of cellular manufacturing in lean production environment. J. Manuf. Technol. Res. 2014, 6, 177. [Google Scholar]
- Saraçoğlu, I.; Süer, G.A.; Gannon, P. Minimizing makespan and flowtime in a parallel multi-stage cellular manufacturing company. Robot. Comput. Manuf. 2021, 72, 102182. [Google Scholar] [CrossRef]
- Belfiore, G.; Falcone, D.; Silvestri, L. Assembly line balancing techniques: Literature review of deterministic and stochastic methodologies. In Proceedings of the 17th International Conference on Modeling and Applied Simulation (MAS 2018), Budapest, Hungary, 17–19 September 2018; pp. 185–190. [Google Scholar]
- Shinde, A.; More, D. Production Line Balancing: Is it a Balanced Act? Vikalpa 2015, 40, 242–247. [Google Scholar] [CrossRef] [Green Version]
- Kottas, J.F.; Lau, H.-S. A cost oriented approach to stochastic line balancing. AIIE Trans. 1973, 5, 164–171. [Google Scholar] [CrossRef]
- Moodie, C.L.; Young, H.H. A heuristic method of assembly line balancing assumptions of constant or variable work element times. J. Ind. Eng. 1965, 16, 23–29. [Google Scholar]
- Kilbridge, M.D.; Wester, L. A heuristic method of assembly line balancing. J. Ind. Eng. 1961, 12, 292–298. [Google Scholar]
- Helgeson, W.B.; Birnie, D.P. Assembly Line Balancing Using the Ranked Positional Weighting Technique. J. Ind. Eng. 1961, 12, 394–398. [Google Scholar]
- Hazır, Ö.; Dolgui, A. Assembly line balancing under uncertainty Robust optimization models and exact solution method. Comput. Ind. Eng. 2013, 65, 261–267. [Google Scholar] [CrossRef]
- Gurevsky, E.; Hazır, Ö.; Battaïa, O.; Dolgui, A. Robust balancing of straight assembly lines with interval task times. J. Oper. Res. Soc. 2013, 64, 1607–1613. [Google Scholar] [CrossRef]
- Ponnambalam, S.G.; Aravindan, P.; Naidu, G.M. A comparative evaluation of assembly line balancing Heuristics. Int. J. Adv. Manuf. Technol. 1999, 15, 577–586. [Google Scholar] [CrossRef]
- Özceylan, E.; Kalayci, C.B.; Güngör, A.; Gupta, S.M. Disassembly line balancing problem: A review of the state of the art and future directions. Int. J. Prod. Res. 2018, 57, 4805–4827. [Google Scholar] [CrossRef] [Green Version]
- Hazır, Ö.; Dolgui, A. A Review on Robust Assembly Line Balancing Approaches. IFAC-Pap. 2019, 52, 987–991. [Google Scholar] [CrossRef]
- Hon, K.K.B. Performance and Evaluation of Manufacturing Systems. CIRP Ann. 2005, 54, 139–154. [Google Scholar] [CrossRef]
- Fredendall, L.D.; Gabriel, T.J. Manufacturing complexity: A quantitative measure. In Proceedings of the POMS Conference, Savannah, GA, USA, 4–7 April 2013. [Google Scholar]
- Wiendahl, H.-P.; Scholtissek, P. Management and Control of Complexity in Manufacturing. CIRP Ann. 1994, 43, 533–540. [Google Scholar] [CrossRef]
- Efthymiou, K.; Pagoropoulos, A.; Papakostas, N.; Mourtzis, D.; Chryssolouris, G. Manufacturing Systems Complexity Review: Challenges and Outlook. Procedia CIRP 2012, 3, 644–649. [Google Scholar] [CrossRef] [Green Version]
- Suh, N.P. Complexity: Theory and Applications; Oxford University Press: New York, NY, USA, 2005. [Google Scholar]
- Zhang, Z. Modeling complexity of cellular manufacturing systems. Appl. Math. Model. 2011, 35, 4189–4195. [Google Scholar] [CrossRef]
- Tainter, J.A. Social complexity and sustainability. Ecol. Complex. 2006, 3, 91–103. [Google Scholar] [CrossRef]
- ElMaraghy, W.; ElMaraghy, H.; Tomiyama, T.; Monostori, L. Complexity in engineering design and manufacturing. CIRP Ann. 2012, 61, 793–814. [Google Scholar] [CrossRef]
- Delgoshaei, A.; Gomes, C. A multi-layer perceptron for scheduling cellular manufacturing systems in the presence of unreliable machines and uncertain cost. Appl. Soft Comput. 2016, 49, 27–55. [Google Scholar] [CrossRef]
- Solimanpur, M.; Elmi, A. A tabu search approach for cell scheduling problem with makespan criterion. Int. J. Prod. Econ. 2013, 141, 639–645. [Google Scholar] [CrossRef]
- Saeed, K.; Dvorský, J. Computer Information Systems and Industrial Management, Proceedings of the 19th International Conference, CISIM 2020, Bialystok, Poland, 16–18 October 2020; Springer Nature Switzerland AG: Cham, Switzerland, 2020. [Google Scholar]
- Hu, X.; Zhang, Y.; Zeng, N.; Wang, D. A Novel Assembly Line Balancing Method Based on PSO Algorithm. Math. Probl. Eng. 2014, 2014, 743695. [Google Scholar] [CrossRef]
- Bhattacharjee, T.K.; Sahu, S. Complexity of single model assembly line balancing problems. Eng. Costs Prod. Econ. 1990, 18, 203–214. [Google Scholar] [CrossRef]
- ElMaraghy, H.A.; Kuzgunkaya, O.; Urbanic, R.J. Manufacturing Systems Configuration Complexity. CIRP Ann. 2005, 54, 445–450. [Google Scholar] [CrossRef]
- Dolgui, A.; Kovalev, S. Scenario based robust line balancing: Computational complexity. Discret. Appl. Math. 2012, 160, 1955–1963. [Google Scholar] [CrossRef]
- Sivadasan, S.; Efstathiou, J.; Calinescu, A.; Huatuco, L.H. Advances on measuring the operational complexity of supplier–customer systems. Eur. J. Oper. Res. 2006, 171, 208–226. [Google Scholar] [CrossRef]
- Isik, F. An entropy-based approach for measuring complexity in supply chains. Int. J. Prod. Res. 2009, 48, 3681–3696. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z. Manufacturing complexity and its measurement based on entropy models. Int. J. Adv. Manuf. Technol. 2012, 62, 867–873. [Google Scholar] [CrossRef]
- Modrak, V.; Soltysova, Z. Development of operational complexity measure for selection of optimal layout design alternative. Int. J. Prod. Res. 2018, 56, 7280–7295. [Google Scholar] [CrossRef]
- Shannon, C.E. A Mathematical Theory of Communication. Bell Syst. Tech. J. 1948, 27, 623–656. [Google Scholar] [CrossRef]
- Online Computing Software. Available online: http://paseka.epizy.com/ (accessed on 5 December 2021).
- Hruška, R.; Průša, P.; Babić, D. The use of AHP method for selection of supplier. Transport 2014, 29, 195–203. [Google Scholar] [CrossRef] [Green Version]
- Marović, I.; Perić, M.; Hanak, T. A Multi-Criteria Decision Support Concept for Selecting the Optimal Contractor. Appl. Sci. 2021, 11, 1660. [Google Scholar] [CrossRef]
- Meixner, O. Fuzzy AHP group decision analysis and its application for the evaluation of energy sources. In Proceedings of the 10th International Symposium on the Analytic Hierarchy/Network Process, Pittsburgh, PA, USA, 29 July–1 August 2009; Volume 29, pp. 2–16. [Google Scholar]
- Zavadskas, E.K.; Turskis, Z.; Stević, Ž.; Mardani, A. Modelling Procedure for the Selection of Steel Pipes Supplier by Applying Fuzzy AHP Method. Oper. Res. Eng. Sci. Theory Appl. 2020, 3, 39–53. [Google Scholar] [CrossRef]
- Koç, E.; Burhan, H.A. An application of analytic hierarchy process (AHP) in a real world problem of store location selection. Adv. Manag. Appl. Econ. 2015, 5, 41–50. [Google Scholar]
- Imran, M.; Agha, M.H.; Ahmed, W.; Sarkar, B.; Ramzan, M.B. Simultaneous Customers and Supplier’s Prioritization: An AHP-Based Fuzzy Inference Decision Support System (AHP-FIDSS). Int. J. Fuzzy Syst. 2020, 22, 2625–2651. [Google Scholar] [CrossRef]
- Saaty, T.L. A scaling method for priorities in hierarchical structures. J. Math. Psychol. 1977, 15, 234–281. [Google Scholar] [CrossRef]
- Saaty, T.L. The Analytic Hierarchy Process; McGraw-Hill: New York, NY, USA, 1980. [Google Scholar]
- Yan, L.; Irani, S.A. Classroom Tutorial on the Design of a Cellular Manufacturing System. In Handbook of Cellular Manufacturing Systems; Irani, S.A., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1999. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Publication Title | Publication Characteristics |
|---|---|
| The use of AHP method for selection of supplier [57] | This article presents the general design of the model for the selection of a suitable supplier from three potential suppliers by the AHP method using Saaty’s point scale. The proposed model is applied in a manufacturing company. |
| A multi-Criteria decision support concept for selecting the optimal contractor [58] | This paper presents a decision support concept for selecting the optimal contractor. This concept increases the transparency of decision-making and the consistency of the decision-making process, and it has potential for application in similar decision-making problems. |
| Fuzzy AHP group decision analysis and its application for the evaluation of energy sources [59] | The evaluation of a multi-criteria decision problem by use of fuzzy logic is the main concern of this research. It considers the specific problem of the searching of energy alternatives and a proper evaluation of these alternatives in comparison with existing ones. |
| Modeling procedure for the selection of steel pipes supplier by applying fuzzy AHP method [60] | This work is focused on the evaluation and selection of suppliers by applying fuzzy multi-criteria analysis using the AHP method to choose the optimal supplier from five suppliers for the production of pre-insulated pipes. These suppliers are compared based on nine criteria, e.g., material cost, delivery time, transport distance, etc. |
| An application of analytic hierarchy process (AHP) in a real-world problem of store location selection [61] | This study presents a new store location selection problem of Carglass Turkey, which includes tangible and intangible criteria, and the analytic hierarchy process (AHP) was applied. The hierarchical model established for this problem may provide insight regarding location selection problems. |
| Simultaneous customers and supplier’s prioritization: an AHP based fuzzy inference decision support system (AHP-FIDSS) [62] | This research paper introduced a novel analytical hierarchical process-based fuzzy inference decision support system (AHP-FIDSS), which involves factor screening, hierarchical structure modeling, quantification of qualitative factors, and their conversion to quantitative values. |
| Cell Designs | Makespan (min) | OPF Makespan (min) | PCI (bits) | BCI (bits) | PLB (%) |
|---|---|---|---|---|---|
| 1 | 5926 | 3610 | 47.8 | 2.1 | 92.4 * |
| 2 | 5014 | 3108 | 50.7 | 2.24 | 78.7 |
| 3 | 5049 | 3079 | 53.9 | 2.45 | 78.2 |
| 4 | 5438 | 3194 | 44.8 * | 1.62 * | 85.6 |
| 5 | 4650 * | 2927 * | 47.1 | 2.14 | 50.7 |
| Scale | Numerical Rating | Explanation |
|---|---|---|
| Equal importance | 1 | Two alternatives contribute equally to the objective (0% difference) |
| Moderate importance | 3 | One alternative is slightly favored over another (no more than 25% difference) |
| Strong importance | 5 | One alternative is strongly favored over another (25–50% difference) |
| Very strong importance | 7 | One alternative is very strongly favored over another (50–75% difference) |
| Absolute importance | 9 | One alternative is absolutely favored over another (more than 75% difference) |
| Intermediate values | 2, 4, 6, 8 | When compromise is needed between two alternatives |
| Cell Designs | PCI | BCI | Makespan | OPF Makespan | PLB |
|---|---|---|---|---|---|
| 1 | 0.15877167 | 0.175165699 | 0.029623447 | 0.027892418 | 0.476996214 |
| 2 | 0.072721123 | 0.085558568 | 0.221688177 | 0.148542569 | 0.148542569 |
| 3 | 0.029623447 | 0.03317987 | 0.15877167 | 0.245125107 | 0.101443692 |
| 4 | 0.517195582 | 0.580746424 | 0.072721123 | 0.101443692 | 0.245125107 |
| 5 | 0.221688177 | 0.125349438 | 0.517195582 | 0.476996214 | 0.027892418 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soltysova, Z.; Modrak, V.; Nazarejova, J. A Multi-Criteria Assessment of Manufacturing Cell Performance Using the AHP Method. Appl. Sci. 2022, 12, 854. https://doi.org/10.3390/app12020854
Soltysova Z, Modrak V, Nazarejova J. A Multi-Criteria Assessment of Manufacturing Cell Performance Using the AHP Method. Applied Sciences. 2022; 12(2):854. https://doi.org/10.3390/app12020854
Chicago/Turabian StyleSoltysova, Zuzana, Vladimir Modrak, and Julia Nazarejova. 2022. "A Multi-Criteria Assessment of Manufacturing Cell Performance Using the AHP Method" Applied Sciences 12, no. 2: 854. https://doi.org/10.3390/app12020854