
Comparative Life Cycle Assessment of Lightweight Aggregates Made from Waste—Applying the Circular Economy

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Methodology
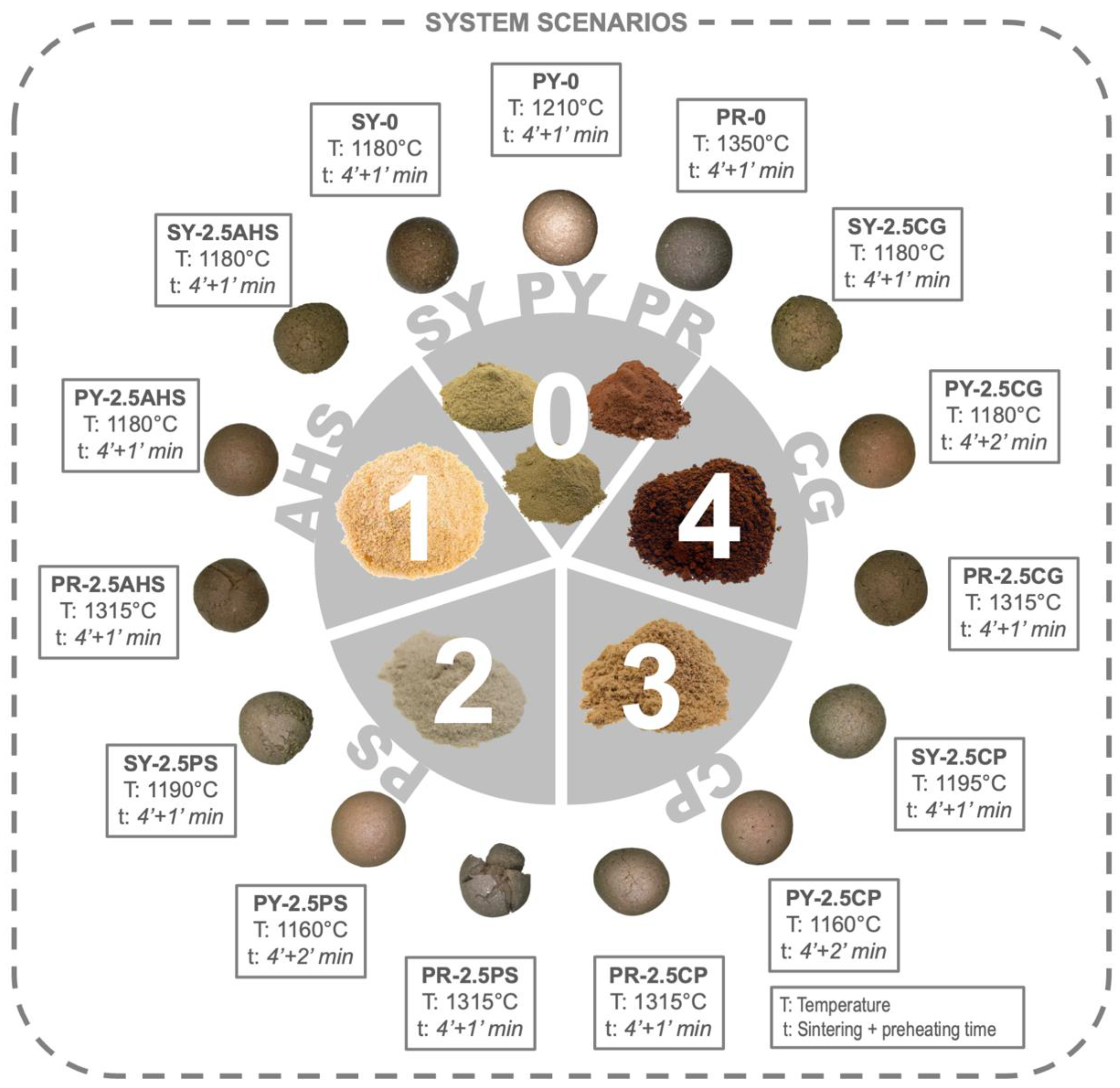
2.1. Manufacture of LWAs from Wastes
2.1.1. Raw Materials
2.1.2. Manufacture of LWAs
2.2. Life Cycle Assessment of Lightweight Aggregates Containing Different Wastes
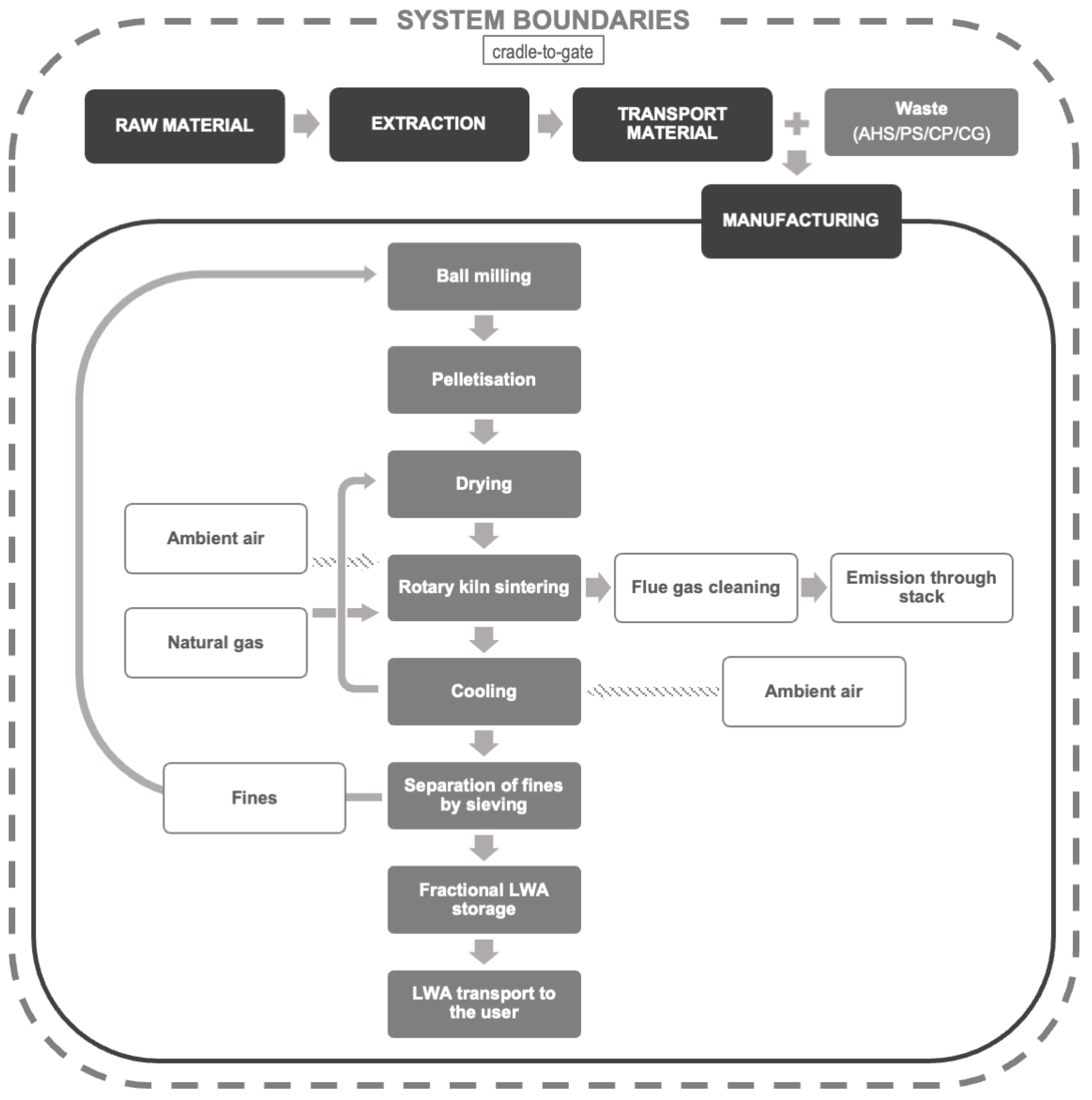
2.2.1. Objective and Scope Definition
- Raw materials. This stage includes the basic materials necessary for the manufacture of aggregates, such as clays and the four wastes to be studied. This stage would also contain the water necessary for the process. The wastes have been considered as processes with zero environmental load. This is because the environmental load associated with their production would correspond to the main product and not to the waste derived from the process.
- Extraction. This stage contains the processes carried out in the vicinity of the quarry, such as the occupation of the land in the extraction area and the energy required in the process.
- Transportation. This stage includes the transportation of the raw material to the factory and of the final product to its destination. For the latter, road transport has been considered, with 6% by delivery van for goods with a large share of retail sales, and 3% for goods that are mainly sold wholesale. This differentiation is indicated in the process description selected from the Ecoinvent v3 database [48,49].
- Manufacturing. The last manufacturing stage contains the processes necessary for the production of the resulting aggregate, as well as the additional materials demanded by the machinery used and its packaging. It would also include the energy required to carry out the process and the emissions generated to air and water.
2.2.2. Life Cycle Inventory Assessment
2.2.3. Life Cycle Impact Assessment Methodology
2.2.4. Contribution and Influence Analysis
3. Results and Discussion
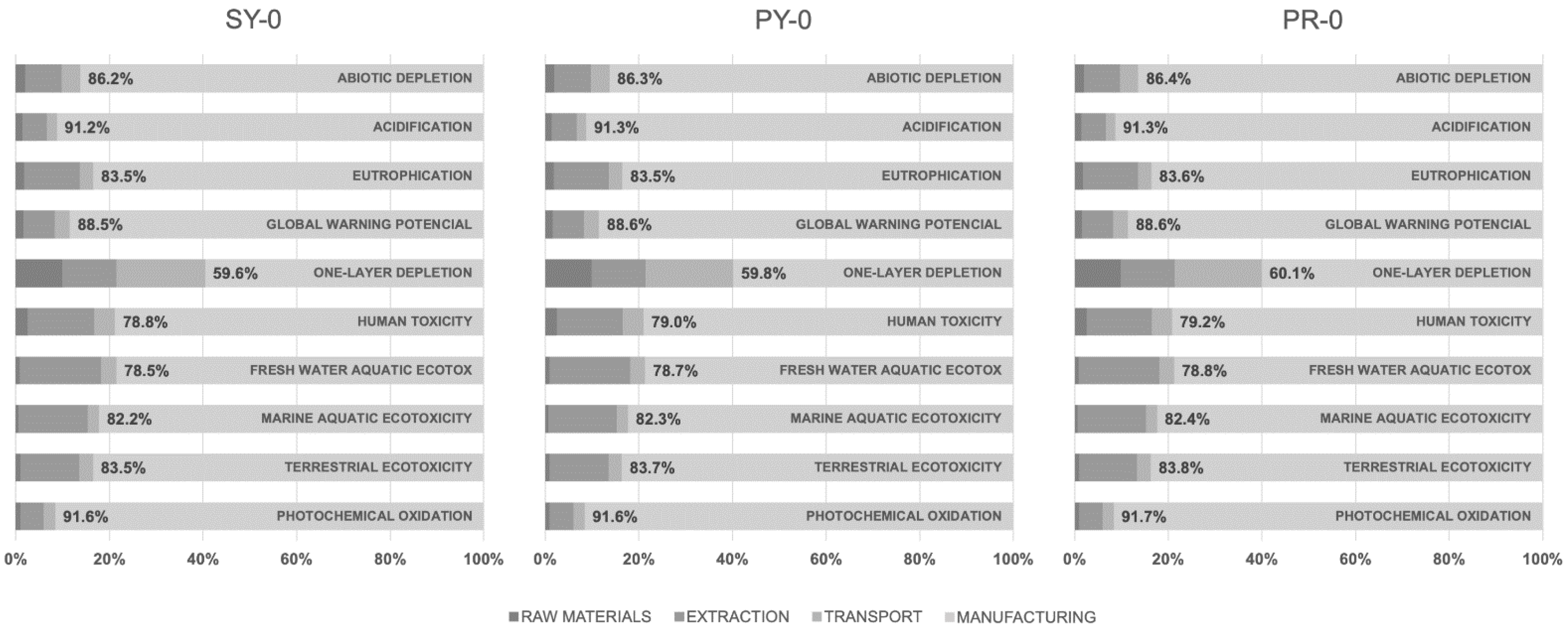
3.1. Impact-Oriented Analysis of Traditional Lightweight Aggregates
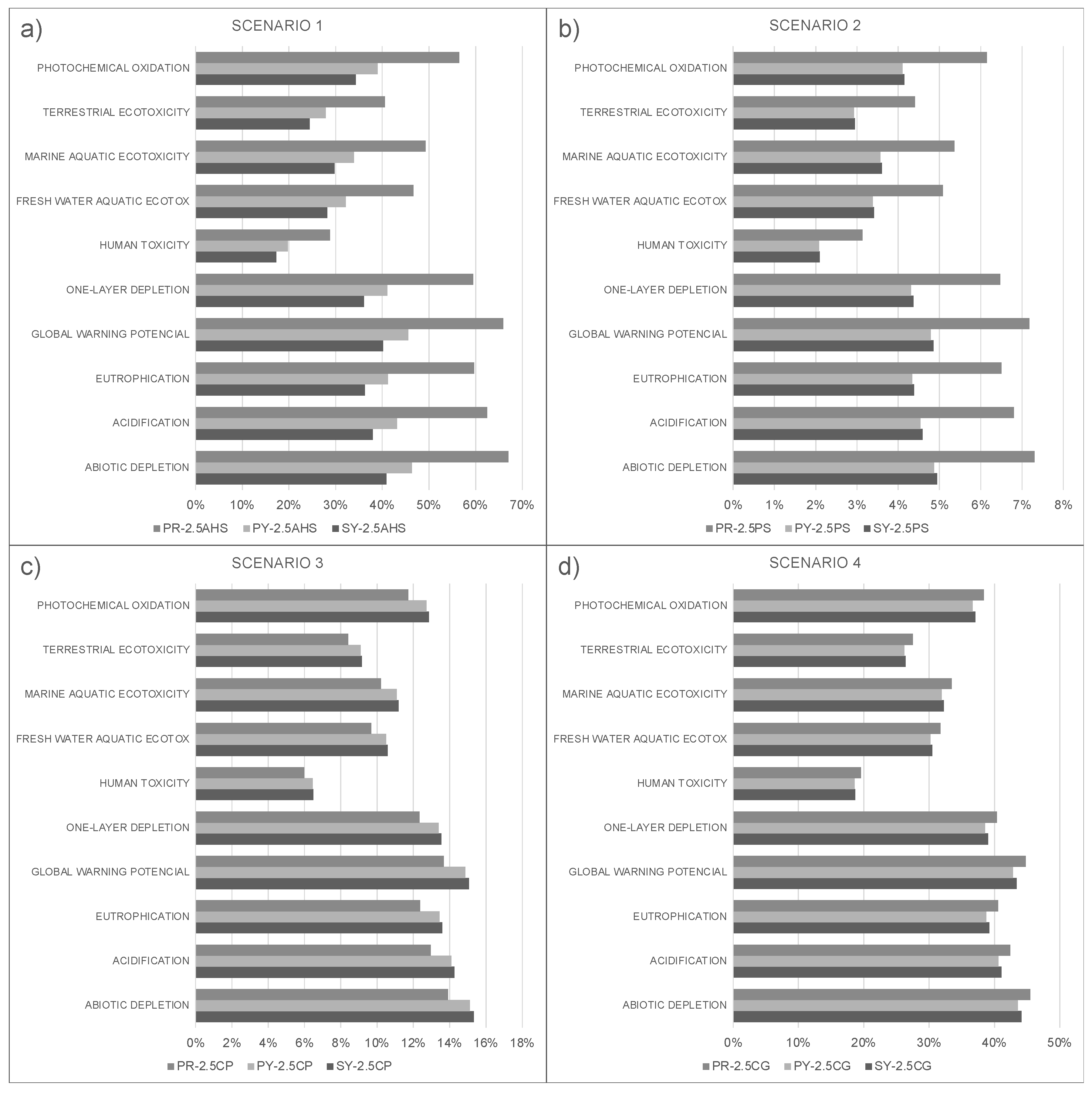
3.2. Impact-Oriented Analysis of Lightweight Aggregates Added with Wastes
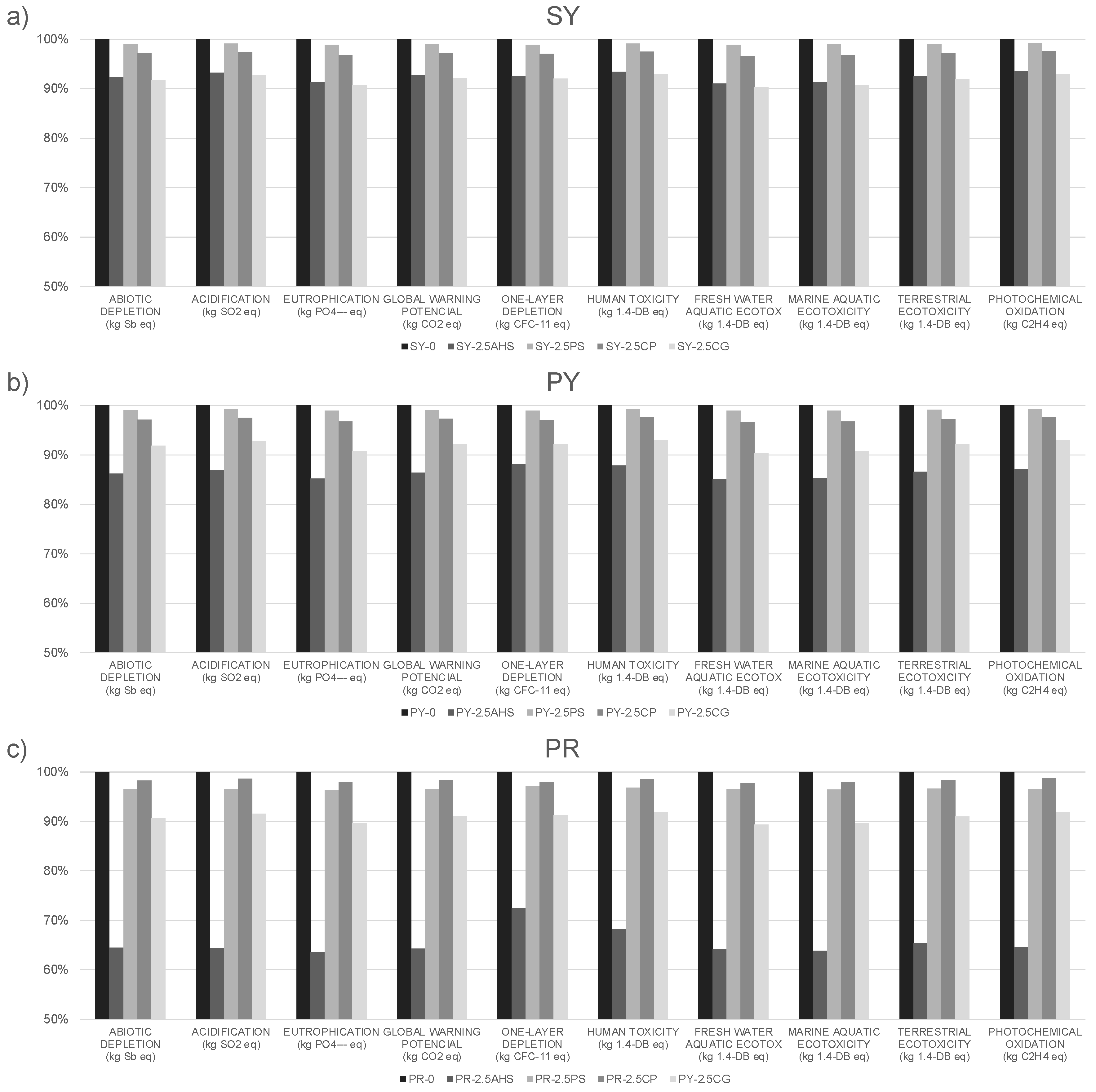
3.3. Standardized Analysis of Traditional and Residue-Added Lightweight Aggregates
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Falcone, P.M.; Imbert, E. Social Life Cycle Approach as a Tool for Promoting the Market Uptake of Bio-Based Products from a Consumer Perspective. Sustainability 2018, 10, 1031. [Google Scholar] [CrossRef] [Green Version]
- Falcone, P.M.; Imbert, E.; Sica, E.; Morone, P. Towards a bioenergy transition in Italy? Exploring regional stakeholder perspectives towards the Gela and Porto Marghera biorefineries. Energy Res. Soc. Sci. 2021, 80, 102238. [Google Scholar] [CrossRef]
- Morone, P.; Falcone, P.M.; Tartiu, V.E. Food waste valorisation: Assessing the effectiveness of collaborative research networks through the lenses of a COST action. J. Clean. Prod. 2019, 238, 117868. [Google Scholar] [CrossRef]
- Diamantis, D.; Eftaxias, A.; Stamatelatou, K.; Noutsopoulos, C.; Vlachokostas, C.; Aivasidis, A. Bioenergy in the era of circular economy: Anaerobic digestion technological solutions to produce biogas from lipid-rich wastes. Renew. Energy 2021, 168, 438–447. [Google Scholar] [CrossRef]
- Sharma, H.B.; Vanapalli, K.R.; Samal, B.; Sankar Cheela, V.R.; Dubey, B.K.; Bhattacharya, J. Circular economy approach in solid waste management system to achieve UN-SDGs: Solutions for post-COVID recovery. Sci. Total Environ. 2021, 800, 149605. [Google Scholar] [CrossRef]
- European Commission. Report from the Commission to the Council and the European Parliament on Implementation of the Community Waste Legislation; COM (2006) 406 Final; Commission of the European Communities: Brussels, Belgium, 2006. [Google Scholar]
- European Commission. A New Circular Economy Action Plan for a Cleaner and More Competitive Europe; COM (2020) 98 Final; Commission of the European Communities: Brussels, Belgium, 2020. [Google Scholar]
- Ab Rahman, N.N.N.; Omar, F.M.; Ab Kadir, M.O. Chapter: Environmental aspects and impacts of construction industry. In Impact, Monitoring and Management of Environmental Pollution, 1st ed.; Nova Science Publishers: Hauppauge, NY, USA, 2010; pp. 41–60. ISBN 978-1-60876-487-7. [Google Scholar]
- ANEFA. El Sector (The Aggregate Sector in Spain). Asociación Nacional de Empresarios Fabricantes de Áridos. 2019. Available online: http://www.aridos.org/el-sector/ (accessed on 19 November 2021).
- Ayati, B.; Ferrándiz-Mas, V.; Newport, D.; Cheeseman, C. Use of clay in the manufacture of lightweight aggregate. Constr. Build. Mater. 2018, 162, 124–131. [Google Scholar] [CrossRef]
- ESCSI. Applications. Expanded Shale, Clay and Slate Institute. 2018. Available online: https://www.escsi.org/applications/ (accessed on 17 October 2021).
- EN 13055-1:2002; Lightweight Aggregates—Part 1: Lightweight Aggregates for Concrete, Mortar and Grout. ISO: Geneva, Switzerland, 2002.
- Dondi, M.; Cappellettib, P.; D’Amore, M.; de Gennaro, R.; Graziano, S.F.; Langella, A.; Raimondo, M.; Zanellia, C. Lightweight aggregates from waste materials: Reappraisal of expansion behavior and prediction schemes for bloating. Constr. Build. Mater. 2016, 127, 394–409. [Google Scholar] [CrossRef]
- Andreola, F.; Borghi, A.; Pedrazzi, S.; Allesina, G.; Tartarini, P.; Lancellotti, I.; Barbieri, L. Spent Coffee Grounds in the Production of Lightweight Clay Ceramic Aggregates in View of Urban and Agricultural Sustainable Development. Materials 2019, 12, 3581. [Google Scholar] [CrossRef] [Green Version]
- Barbi, S.; Barbieri, F.; Andreola, F.; Lancellotti, I.; Martínez García, C.; Cotes Palomino, T.; Montorsi, M.; Barbieri, L. Design and characterization of controlled release PK fertilizers from agro-residues. Environ. Eng. Manag. J. 2020, 19, 1669–1676. [Google Scholar] [CrossRef]
- Ricciardi, P.; Cillari, G.; Carnevale Miino, M.; Collivignarelli, M.C. Valorization of agro-industry residues in the building and environmental sector: A review. Waste Manag. Res. 2020, 38, 487–513. [Google Scholar] [CrossRef]
- Faustino, J.; Silva, E.; Pinto, J.; Soares, E.; Cunha, V.M.C.F.; Soaresa, S. Lightweight concrete masonry units based on processed granulate of corn cob as aggregate. Mater. Constr. 2015, 65, e055. [Google Scholar] [CrossRef] [Green Version]
- Farias, R.D.; Martínez García, C.; Cotes Palomino, T.; Andreola, F.; Lancellotti, I.; Barbieri, L. Valorization of agro-industrial wastes in lightweight aggregates for agronomic use: Preliminary study. Environ. Eng. Manag. J. 2017, 16, 1691–1699. [Google Scholar] [CrossRef]
- Li, B.D.; Jian, S.W.; Zhu, J.Q.; Gao, X.; Gao, W.B. Effect of sintering temperature on lightweight aggregates manufacturing from copper contaminated soil. Ceram. Int. 2021, 47, 31319–31328. [Google Scholar] [CrossRef]
- Bouachera, R.; Kasimi, R.; Ibnoussina, M.; Hakkou, R.; Taha, Y. Reuse of sewage sludge and waste glass in the production of lightweight aggregates. Mater. Today Proc. 2021, 37, 3866–3870. [Google Scholar] [CrossRef]
- Balapour, M.; Rao, R.; Garboczi, E.J.; Spatari, S.; Hsuan, Y.G.; Billen, P.; Farnam, Y. Thermochemical principles of the production of lightweight aggregates from waste coal bottom ash. J. Am. Ceram. Soc. 2021, 104, 613–634. [Google Scholar] [CrossRef]
- Bayoussef, A.; Loutou, M.; Taha, Y.; Mansori, M.; Benzaazoua, M.; Manoun, B.; Hakkou, R. Use of clays by-products from phosphate mines for the manufacture of sustainable lightweight aggregates. J. Clean. Prod. 2021, 280, 124361. [Google Scholar] [CrossRef]
- Micke, W. Almond Production Manual; University of California: Oakland, CA, USA, 1996. [Google Scholar]
- International Nut&Dried Fruit. Global Statistical Review 2014/2015. 2015. Available online: https://www.nutfruit.org/files/tech/global-statistical-review-2014-2015_101779.pdf (accessed on 29 November 2021).
- Universitat Politèctica de València. Residuos y Subproductos de la Industria Agroalimentaria. Available online: http://www.upv.es/resiagri/grupo04.html (accessed on 9 October 2021).
- García, R.; Gil, M.V.; Rubiera, F.; Pevida, C. Pelletization of wood and alternative residual biomass blends for producing industrial quality pellets. Fuel 2019, 251, 739–753. [Google Scholar] [CrossRef]
- Cataldo, S.; Gianguzza, A.; Milea, D.; Muratore, N.; Pettignano, A.; Sammartano, S. A critical approach to the toxic metal ion removal by hazelnut and almond shells. Environ. Sci. Pollut. Res. 2017, 25, 4238–4253. [Google Scholar] [CrossRef] [PubMed]
- Bulut, Y.; Tez, Z. Adsorption studies on ground shells of hazelnut and almond. J. Hazard. Mater. 2007, 149, 35–41. [Google Scholar] [CrossRef] [PubMed]
- ASPAPEL. Guía de Gestion de Residuos (Fábricas de Pasta, Papel y Castón). Available online: http://www.aspapel.es/sites/default/files/publicaciones/Doc%2084.pdf (accessed on 9 October 2021).
- Silva, S.P.; Sabino, M.A.; Fernandes, E.M.; Correlo, V.M.; Boesel, L.F.; Reis, R.L. Cork: Properties, capabilities and applications. Int. Mater. Rev. 2005, 50, 345–365. [Google Scholar] [CrossRef] [Green Version]
- Gandini, A.; Neto, C.P.; Silvestre, A.J.D. Suberin: A promising renewable resource for novel macromolecular materials. Prog. Polym. Sci. 2006, 31, 878–892. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Machado, E.M.S.; Martins, S.; Teixeira, J.A. Production, Composition, and Application of Coffee and Its Industrial Residues. Food Bioprocess Technol. 2011, 4, 661. [Google Scholar] [CrossRef] [Green Version]
- Tokimoto, T.; Kawasaki, N.; Nakamura, T.; Akutagawa, J.; Tanada, S. Removal of lead ions in drinking water by coffee grounds as vegetable biomass. J. Colloid Interface Sci. 2005, 281, 56–61. [Google Scholar] [CrossRef]
- Pfluger, R.A. Soluble coffee processing. In Solid Wastes: Origin, Collection, Processing, and Disposal, 1st ed.; Mantell, C.L., Ed.; Wiley: New York, NY, USA, 1975. [Google Scholar]
- Saberian, M.; Li, J.; Donnoli, A.; Bonderenko, E.; Oliva, P.; Gill, B.; Lockrey, S.; Siddique, R. Recycling of spent coffee grounds in construction materials: A review. J. Clean. Prod. 2021, 289, 125837. [Google Scholar] [CrossRef]
- CEN-EN 13055-2; Lightweight Aggregates—Part 2: Lightweight Aggregates for Bituminous Mixtures and Surface Treatments and for Unbound and Bound Applications. ISO: Geneva, Switzerland, 2002.
- Curran, M.A. Life Cycle Assessment: A review of the methodology and its application to sustainability. Curr. Opin. Chem. Eng. 2013, 2, 273–277. [Google Scholar] [CrossRef]
- ISO 14040; Environmental Management—Life Cycle Assessment—Principles and Framework. ISO: Geneva, Switzerland, 2006.
- ISO 14044; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. ISO: Geneva, Switzerland, 2006.
- López-Aguilar, H.A.; Huerta-Reynoso, E.A.; Gómez, J.A.; Olivarez-Ramírez, J.M.; Duarte-Moller, A.; Pérez-Hernández, A. Life cycle assessment of regional brick manufacture. Mater. Constr. 2016, 66, 322. [Google Scholar] [CrossRef] [Green Version]
- Muñoz, I.; Cifrian, E.; Andrés, A.; San Miguel, G.; Ruiz, D.; Viguri, J.R. Analysis of environmental benefits associated with the incorporation of Waelz slag into fired bricks using LCA. Constr. Build. Mater. 2018, 168, 178–186. [Google Scholar] [CrossRef]
- Shi, X.; Mukhopadhyay, A.; Zollinger, D.; Grasley, Z. Economic input-output life cycle assessment of concrete pavement containing recycled concrete aggregate. J. Clean. Prod. 2019, 225, 414–425. [Google Scholar] [CrossRef]
- Uceda-Rodríguez, M.; López-García, A.B.; Moreno-Maroto, J.M.; Cobo-Ceacero, C.J.; Cotes-Palomino, M.T.; Martínez García, C. Evaluation of the Environmental Benefits Associated with the Addition of Olive Pomace in the Manufacture of Lightweight Aggregates. Materials 2020, 13, 2351. [Google Scholar] [CrossRef]
- López-García, A.B.; Cotes-Palomino, M.T.; Uceda-Rodríguez, M.; Moreno-Maroto, J.M.; Cobo-Ceacero, C.J.; Andreola, N.M.F.; Martínez-García, C. Application of Life Cycle Assessment in the Environmental Study of Sustainable Ceramic Bricks Made with ‘alperujo’ (Olive Pomace). Appl. Sci. 2021, 11, 2278. [Google Scholar] [CrossRef]
- Moreno-Maroto, J.M.; Uceda-Rodríguez, M.; Cobo-Ceacero, C.J.; Calerode Hoces, M.; MartínLara, M.A.; Cotes-Palomino, T.; López García, A.B.; Martínez-García, C. Recycling of ‘alperujo’ (olive pomace) as a key component in the sintering of lightweight aggregates. J. Clean. Prod. 2019, 239, 118041. [Google Scholar] [CrossRef]
- Moreno-Maroto, J.M.; Uceda-Rodríguez, M.; Cobo-Ceacero, C.J.; Cotes-Palomino, M.T.; Martínez-García, C.; Alonso-Azcárate, J. Studying the feasibility of a selection of Southern European ceramic clays for the production of lightweight aggregates. Constr. Build. Mater. 2020, 237, 117583. [Google Scholar] [CrossRef]
- EN 14918:2009; Solid Biofuels—Determination of Calorific Value. European Committee for Standardization: Brussels, Belgium, 2009.
- Frischknecht, R.; Rebitzer, G. The ecoinvent database system: A comprehensive web-based LCA database. J. Clean. Prod. 2005, 13, 1337–1343. [Google Scholar] [CrossRef]
- Ingrao, C.; Selvaggi, R.; Valenti, F.; Matarazzo, A.; Pecorino, B.; Arcidiacono, C. Life cycle assessment of expanded clay granulate production using different fuels. Resour. Conserv. Recycl. 2019, 141, 398–409. [Google Scholar] [CrossRef]
- Napolano, L.; Menna, C.; Graziano, S.F.; Asprone, D.; D’Amore, M.; de Gennaro, R.; Dondi, M. Environmental life cycle assessment of lightweight concrete to support recycled materials selection for sustainable design. Constr. Build. Mater. 2016, 119, 370–384. [Google Scholar] [CrossRef]
- De Bruijn, H.; van Duin, R.; Huijbregts, M.A.J.; Guinee, J.B.; Gorree, M.; Heijungs, R.; Huppes, G.; Kleijn, R.; de Koning, A.; van Oers, L.; et al. Handbook on Life Cycle Assessment: Operational Guide to the ISO Standards, 1st ed.; Eco-Efficiency in Industry and Science; Kluwer Academic Publishers: Dordrecht, The Netherlands, 2002; p. 692. [Google Scholar] [CrossRef]
- Ibáñez-Forés, V.; Bovea, M.D.; Azapagic, A. Assessing the sustainability of Best Available Techniques (BAT): Methodology and application in the ceramic tiles industry. J. Clean. Prod. 2013, 51, 162–176. [Google Scholar] [CrossRef]
- Özkan, A.; Günkaya, Z.; Tok, G.; Karacasulu, L.; Metesoy, M.; Banar, M.; Kara, A. Life Cycle Assessment and Life Cycle Cost Analysis of Magnesia Spinel Brick Production. Sustainability 2016, 8, 662. [Google Scholar] [CrossRef] [Green Version]
- Almeida, M.I.; Dias, A.C.; Demertzi, M.; Arroja, L. Environmental profile of ceramic tiles and their potential for improvement. J. Clean. Prod. 2016, 131, 583–593. [Google Scholar] [CrossRef]
- Ibáñez-Forés, V.; Bovea, M.D.; Simó, A. Life cycle assessment of ceramic tiles. Environmental and statistical analysis. Int. J. Life Cycle Assess. 2011, 16, 916. [Google Scholar] [CrossRef] [Green Version]
- Ferrari, A.M.; Volpi, L.; Pini, M.; Siligardi, C.; García-Muiña, F.E.; Settembre-Blundo, D. Building a Sustainability Benchmarking Framework of Ceramic Tiles Based on Life Cycle Sustainability Assessment (LCSA). Resources 2019, 8, 11. [Google Scholar] [CrossRef] [Green Version]
- Sappa, G.; Iacurto, S.; Ponzi, A.; Tatti, F.; Torretta, V.; Viotti, P. The LCA Methodology for Ceramic Tiles Production by Addition of MSWI BA. Resources 2019, 8, 93. [Google Scholar] [CrossRef] [Green Version]
- Heijungs, R.; Guinée, J.; Kleijn, R. Bias in normalization: Causes, consequences, detection and remedies. Int. J. Life Cycle Assess. 2007, 12, 211. [Google Scholar] [CrossRef]
- Pulselli, R.M.; Ridolfi, R.; Rugani, B.; Tiezzi, E. Application of life cycle assessment to the production of man-made crystal glass. Int. J. Life Cycle Assess. 2009, 14, 490–501. [Google Scholar] [CrossRef]
- Konstantzos, G.E.; Malamis, D.; Sotiropoulos, A.; Loizidou, M. Environmental profile of an innovative household biowaste dryer system based on Life Cycle Assessment. Waste Manag. Res. 2018, 37, 48–58. [Google Scholar] [CrossRef] [PubMed]
- Behrooznia, L.; Sharifi, M.; Alimardani, R.; Mousavi-Avval, S.H. Sustainability analysis of landfilling and composting-landfilling for municipal solid waste management in the north of Iran. J. Clean. Prod. 2018, 203, 1028–1038. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Waste | GCV (kJ/kg) | NCV (kJ/kg) |
|---|---|---|
| AHS | 19,005.9 | 17,763.6 |
| PS | 12,901.7 | 11,836.9 |
| CP | 29,096.3 | 27,340.5 |
| CG | 20,961.8 | 19,463.8 |
| Waste | Sample Code | tpreh (Min) | tfiring (Min) | Tmax (°C) |
|---|---|---|---|---|
| SY-0 | 1 | 4 | 1180 | |
| PY-0 | 1 | 4 | 1210 | |
| PR-0 | 1 | 4 | 1350 | |
| AHS | SY-2.5AHS | 1 | 4 | 1180 |
| PY-2.5AHS | 1 | 4 | 1180 | |
| PR-2.5AHS | 1 | 4 | 1315 | |
| PS | SY-2.5PS | 1 | 4 | 1190 |
| PY-2.5PS | 2 | 4 | 1160 | |
| PR-2.5PS | 1 | 4 | 1315 | |
| CP | SY-2.5CP | 1 | 4 | 1195 |
| PY-2.5CP | 2 | 4 | 1160 | |
| PR-2.5CP | 1 | 4 | 1315 | |
| CG | SY-2.5CG | 1 | 4 | 1180 |
| PY-2.5CG | 2 | 4 | 1180 | |
| PR-2.5CG | 1 | 4 | 1315 |
| AHS | PS | CD | CG | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Elementary Flow | Units | SY | PY | PR | SY-2.5AHS | PY-2.5AHS | PR-2.5AHS | SY-2.5PS | PY-2.5PS | PR-2.5PS | SY-2.5CD | PY-2.5CD | PR-2.5CD | SY-2.5CG | PY-2.5CG | PR-2.5CG |
| Raw materials, extraction and transport | ||||||||||||||||
| Clay | kg | 1.1 | 1.1 | 1.1 | 1.075 | 1.075 | 1.075 | 1.075 | 1.075 | 1.075 | 1.075 | 1.075 | 1.075 | 1.075 | 1.075 | 1.075 |
| Waste | kg | - | - | - | 0.025 | 0.025 | 0.025 | 0.025 | 0.025 | 0.025 | 0.025 | 0.025 | 0.025 | 0.025 | 0.025 | 0.025 |
| Water | m3 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 | 0.0000736 |
| kg | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | 0.0134 | |
| Transport raw materials | tkm | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 | 0.0747 |
| Extraction plant | p | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 | 2.00 × 10−10 |
| Energy and material inputs at LWA manufacturing plant | ||||||||||||||||
| Electricity | kWh | 0.028881 | 0.029303 | 0.028881 | 0.015635 | 0.01405 | 0.007351 | 0.021531 | 0.021952 | 2.513513 | 0.006688 | 0.022021 | 0.0216 | 0.014554 | 0.014975 | 0.014554 |
| Heat | MJ | 2.54981 | 2.587017 | 2.54981 | 2.422739 | 2.282864 | 1.691409 | 2.476307 | 0.021531 | 2.476307 | 2.333269 | 2.519572 | 2.482392 | 2.411935 | 2.449116 | 2.411935 |
| Packaging film | kg | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 | 0.0004813 |
| Linerboard | kg | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 |
| Emissions from thermal processing of raw materials | ||||||||||||||||
| Water | m3 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 | 0.0000067 |
| CO2 | m3 | 0.00716941 | 0.00073933 | 0.00007467 | 0.047500789 | 0.048221639 | 0.047573587 | 0.028524765 | 0.02225544 | 0.021607387 | 0.021534589 | 0.02225544 | 0.021607387 | 0.050697451 | 0.051418302 | 0.05077025 |
| Water | m3 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 | 0.00008568 |
| AHS | PS | CD | CG | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Impact Categories | Units | SY | PY | PR | SY-2.5AHS | PY-2.5AHS | PR-2.5AHS | SY-2.5PS | PY-2.5PS | PR-2.5PS | SY-2.5CD | PY-2.5CD | PR-2.5CD | SY-2.5CG | PY-2.5CG | PR-2.5CG |
| Abiotic Depletion | kg Sb eq | 0.002161234 | 0.002190064 | 0.002218064 | 0.001996073 | 0.001887901 | 0.001429863 | 0.002140307 | 0.002169157 | 0.002140307 | 0.002098587 | 0.002127427 | 0.002179207 | 0.001982762 | 0.002011595 | 0.001982762 |
| Acidification | kg SO2 eq | 0.002594284 | 0.002630164 | 0.002665004 | 0.002419078 | 0.002284513 | 0.001714673 | 0.002572284 | 0.002608164 | 0.002572284 | 0.002527974 | 0.002563844 | 0.002628254 | 0.002404939 | 0.002440817 | 0.002404939 |
| Eutrophication | kg PO43- eq | 0.000465992 | 0.000472205 | 0.00047824 | 0.000425808 | 0.000402502 | 0.000303821 | 0.000460951 | 0.000467164 | 0.000460951 | 0.000450782 | 0.000456995 | 0.000468153 | 0.000422564 | 0.000428768 | 0.000422564 |
| Global Warning Potential | kg CO2 eq | 0.37264414 | 0.37771582 | 0.38264036 | 0.34545584 | 0.32643175 | 0.24587405 | 0.36922336 | 0.37429504 | 0.36922336 | 0.36234839 | 0.36742006 | 0.3765259 | 0.34326212 | 0.3483338 | 0.34326212 |
| One-Layer Depletion | kg CFC-11 eq | 1.11172 × 10−8 | 1.12239 × 10−8 | 1.13276 × 10−8 | 1.02959 × 10−8 | 9.89541 × 10−9 | 8.19949 × 10−9 | 1.09936 × 10−8 | 1.11004 × 10−8 | 1.09936 × 10−8 | 1.07918 × 10−8 | 1.08986 × 10−8 | 1.10903 × 10−8 | 1.02316 × 10−8 | 1.03384 × 10−8 | 1.02316 × 10−8 |
| Human Toxicity | kg 1.4-DB eq | 0.13830491 | 0.13997269 | 0.14159208 | 0.12924357 | 0.12298765 | 0.0964969 | 0.13713118 | 0.13879896 | 0.13713118 | 0.13484962 | 0.1365174 | 0.13951178 | 0.12851555 | 0.13018332 | 0.12851555 |
| Fresh Water Aquatic Ecotox | kg 1.4-DB eq | 0.0667779 | 0.0676351 | 0.06846743 | 0.06079543 | 0.05758001 | 0.04396431 | 0.06604148 | 0.06689868 | 0.06604148 | 0.06452401 | 0.06538121 | 0.06692027 | 0.06031123 | 0.06116843 | 0.06031123 |
| Marine Aquatic Ecotoxicity | kg 1.4-DB eq | 145.8228294 | 147.746464 | 149.6142872 | 133.2497484 | 126.0341122 | 95.47942371 | 144.2809406 | 146.2045752 | 144.2809406 | 141.0900692 | 143.0137037 | 146.4674522 | 132.2315824 | 134.1552169 | 132.2315824 |
| Terrestrial Ecotoxicity | kg 1.4-DB eq | 0.000862918 | 0.000874138 | 0.000885038 | 0.000799081 | 0.000756986 | 0.000578759 | 0.000855028 | 0.000866248 | 0.000855028 | 0.000838841 | 0.000850059 | 0.000870208 | 0.000793912 | 0.00080513 | 0.000793912 |
| Photochemical Oxidation | kg C2H4 eq | 0.000121395 | 0.000123071 | 0.000124696 | 0.000113499 | 0.00010722 | 8.06094 × 10−5 | 0.000120421 | 0.000122088 | 0.000120421 | 0.000118415 | 0.000120092 | 0.000123102 | 0.000112868 | 0.000114545 | 0.000112868 |
| AHS | PS | CD | CG | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Impact Categories | Units | SY | PY | PR | SY-2.5AHS | PY-2.5AHS | PR-2.5AHS | SY-2.5PS | PY-2.5PS | PR-2.5PS | SY-2.5CD | PY-2.5CD | PR-2.5CD | SY-2.5CG | PY-2.5CG | PR-2.5CG |
| Abiotic Depletion | kg Sb eq | 1.26436 × 10−12 | 1.28123 × 10−12 | 1.29756 × 10−12 | 1.16767 × 10−12 | 1.10443 × 10−12 | 8.36474 × 10−13 | 1.25207 × 10−12 | 1.26895 × 10−12 | 1.25207 × 10−12 | 1.22766 × 10−12 | 1.24453 × 10−12 | 1.27482 × 10−12 | 1.15991 × 10−12 | 1.17678 × 10−12 | 1.15991 × 10−12 |
| Acidification | kg SO2 eq | 3.8655 × 10−12 | 3.91894 × 10−12 | 3.97081 × 10−12 | 3.6044 × 10−12 | 3.40395 × 10−12 | 2.55488 × 10−12 | 3.83269 × 10−12 | 3.88613 × 10−12 | 3.83269 × 10−12 | 3.76668 × 10−12 | 3.82012 × 10−12 | 3.91611 × 10−12 | 3.58334 × 10−12 | 3.63678 × 10−12 | 3.58334 × 10−12 |
| Eutrophication | kg PO43- eq | 9.2733 × 10−13 | 9.3969 × 10−13 | 9.517 × 10−13 | 8.47348 × 10−13 | 8.00979 × 10−13 | 6.04608 × 10−13 | 9.17291 × 10−13 | 9.29651 × 10−13 | 9.17291 × 10−13 | 8.9706 × 10−13 | 9.0942 × 10−13 | 9.31613 × 10−13 | 8.40896 × 10−13 | 8.53257 × 10−13 | 8.40896 × 10−13 |
| Global Warning Potential | kg CO2 eq | 1.47568 × 10−12 | 1.49573 × 10−12 | 1.51525 × 10−13 | 1.36799 × 10−12 | 1.29268 × 10−12 | 9.73659 × 10−13 | 1.46208 × 10−12 | 1.48224 × 10−12 | 1.46208 × 10−12 | 1.43489 × 10−12 | 1.45495 × 10−12 | 1.491 × 10−12 | 1.35927 × 10−12 | 1.37943 × 10−12 | 1.35927 × 10−12 |
| One-Layer Depletion | kg CFC-11 eq | 1.13395 × 10−14 | 1.14484 × 10−14 | 1.15542 × 10−14 | 1.05017 × 10−14 | 1.00932 × 10−14 | 8.36344 × 10−15 | 1.12134 × 10−14 | 1.13223 × 10−14 | 1.12134 × 10−14 | 1.10075 × 10−14 | 1.11164 × 10−14 | 1.1312 × 10−14 | 1.0436 × 10−14 | 1.0545 × 10−14 | 1.0436 × 10−14 |
| Human Toxicity | kg 1.4-DB eq | 7.35789 × 10−13 | 7.44659 × 10−13 | 7.53269 × 10−13 | 6.87581 × 10−13 | 6.54291 × 10−13 | 5.13359 × 10−13 | 7.29539 × 10−13 | 7.38419 × 10−13 | 7.29539 × 10−13 | 7.17402 × 10−13 | 7.26272 × 10−13 | 7.42206 × 10−13 | 6.83708 × 10−13 | 6.92579 × 10−13 | 6.83708 × 10−13 |
| Fresh Water Aquatic Ecotox | kg 1.4-DB eq | 8.88149 × 10−12 | 8.99539 × 10−12 | 9.10619 × 10−12 | 8.08586 × 10−12 | 7.65816 × 10−12 | 5.84721 × 10−12 | 8.78346 × 10−12 | 8.89756 × 10−12 | 8.78346 × 10−12 | 8.58166 × 10−12 | 8.69566 × 10−12 | 8.90036 × 10−12 | 8.02146 × 10−12 | 8.13536 × 10−12 | 8.02146 × 10−12 |
| Marine Aquatic Ecotoxicity | kg 1.4-DB eq | 4.57879 × 10−11 | 4.63924 × 10−11 | 4.69791 × 10−11 | 4.18405 × 10−11 | 3.95743 × 10−11 | 2.99809 × 10−11 | 4.53038 × 10−11 | 4.59083 × 10−11 | 4.53038 × 10−11 | 4.43027 × 10−11 | 4.49062 × 10−11 | 4.59912 × 10−11 | 4.15207 × 10−12 | 4.21242 × 10−11 | 4.15207 × 10−11 |
| Terrestrial Ecotoxicity | kg 1.4-DB eq | 9.40584 × 10−13 | 9.52814 × 10−13 | 9.64694 × 10−13 | 8.70988 × 10−13 | 8.2512 × 10−13 | 6.30855 × 10−13 | 9.31976 × 10−13 | 9.44206 × 10−13 | 9.31976 × 10−13 | 9.14336 × 10−13 | 9.26566 × 10−13 | 9.48526 × 10−13 | 8.65366 × 10−13 | 8.77599 × 10−13 | 8.65366 × 10−13 |
| Photochemical Oxidation | kg C2H4 eq | 6.66466 × 10−13 | 6.75663 × 10−13 | 6.84598 × 10−13 | 6.23132 × 10−13 | 5.88639 × 10−13 | 4.42544 × 10−13 | 6.61091 × 10−13 | 6.70287 × 10−13 | 6.61091 × 10−13 | 6.5011 × 10−13 | 6.59306 × 10−13 | 6.75823 × 10−13 | 6.19634 × 10−13 | 6.2883 × 10−13 | 6.19634 × 10−13 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uceda-Rodríguez, M.; Moreno-Maroto, J.M.; Cobo-Ceacero, C.J.; López-García, A.B.; Cotes-Palomino, T.; Martínez-García, C. Comparative Life Cycle Assessment of Lightweight Aggregates Made from Waste—Applying the Circular Economy. Appl. Sci. 2022, 12, 1917. https://doi.org/10.3390/app12041917
Uceda-Rodríguez M, Moreno-Maroto JM, Cobo-Ceacero CJ, López-García AB, Cotes-Palomino T, Martínez-García C. Comparative Life Cycle Assessment of Lightweight Aggregates Made from Waste—Applying the Circular Economy. Applied Sciences. 2022; 12(4):1917. https://doi.org/10.3390/app12041917
Chicago/Turabian StyleUceda-Rodríguez, Manuel, José Manuel Moreno-Maroto, Carlos Javier Cobo-Ceacero, Ana B. López-García, Teresa Cotes-Palomino, and Carmen Martínez-García. 2022. "Comparative Life Cycle Assessment of Lightweight Aggregates Made from Waste—Applying the Circular Economy" Applied Sciences 12, no. 4: 1917. https://doi.org/10.3390/app12041917