
Deep-Learning Method Based on 1D Convolutional Neural Network for Intelligent Fault Diagnosis of Rotating Machines



Abstract
:1. Introduction
2. Materials and Methods
2.1. Databases
2.1.1. CWRU Bearing Signals
2.1.2. Bearing Signals Provided by T-Y Wu
2.1.3. NSF-IMS Bearing Signals
2.2. Data Organization
2.3. 1D-CNN: Design and Configuration
3. Results
3.1. Number of Iterations and Accuracy
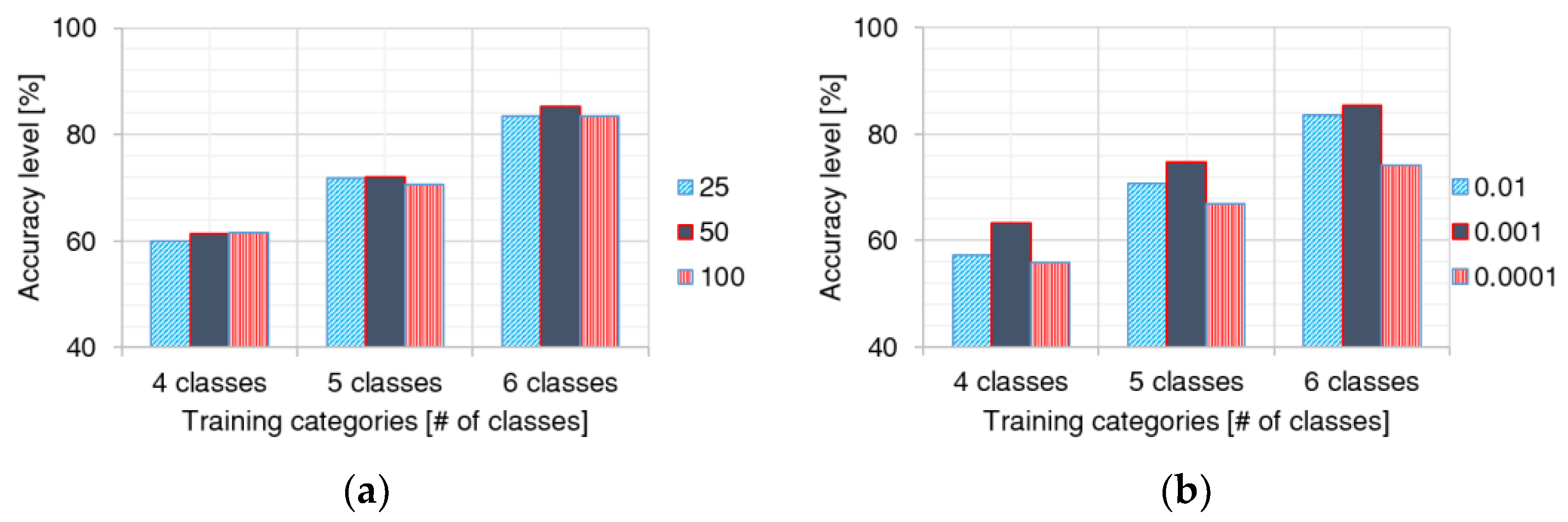
3.2. Number of Classes and Generalization
3.3. Diffuse Classes and Specificity
4. Discussion
- a lower number of layers (four convolutional, one fully connected, one Softmax),
- a reduced processing time of 8 ms per signal,
- an acceptable training time (~14 min) and
- a maximum performance of 99.64% with a standard deviation of 0.25%,
5. Conclusions
- Higher accuracy was achieved by increasing the number of training iterations.
- Regardless of the number classes, the 1D-CNN allowed for differentiation of classes not even included as samples in the training stage.
- By eliminating the easiest identifiable classes, 1D-CNN yielded the highest accuracy in classifying more diffuse classes.
- Reduced processing time of around 8 ms per signal, demonstrating the possibility of real-time application.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Lee, Y.O.; Jo, J.; Hwang, J. Application of deep neural network and generative adversarial network to industrial maintenance: A case study of induction motor fault detection. In Proceedings of the 2017 IEEE International Conference on Big Data (Big Data), Boston, MA, USA, 11–14 December 2017; pp. 3248–3253. [Google Scholar] [CrossRef]
- Li, X.; Ding, P.; Shi, X. Research on bearing fault detection based on convolution neural network. In Proceedings of the 2017 Chinese Automation Congress (CAC), Jinan, China, 20–22 October 2017; pp. 5130–5134. [Google Scholar] [CrossRef]
- Sharma, A.; Upadhyay, N.; Kankar, P.K.; Amarnath, M. Nonlinear dynamic investigations on rolling element bearings: A review. Adv. Mech. Eng. 2018, 10, 1687814018764148. [Google Scholar] [CrossRef]
- Ahmed, H.; Wong, M.L.D.; Nandi, A.K. Effects of deep neural network parameters on classification of bearing faults. In Proceedings of the IECON 2016—42nd Annual Conference of the IEEE Industrial Electronics Society, Florence, Italy, 24–27 October 2016; pp. 6329–6334. [Google Scholar] [CrossRef]
- Janssens, O.; Slavkovikj, V.; Vervisch, B.; Stockman, K.; Loccufier, M.; Verstockt, S.; Van de Walle, R.; Van Hoecke, S. Convolutional Neural Network Based Fault Detection for Rotating Machinery. J. Sound Vib. 2016, 377, 331–345. [Google Scholar] [CrossRef]
- Li, C.; Zhang, W.; Peng, G.; Liu, S. Bearing Fault Diagnosis Using Fully-Connected Winner-Take-All Autoencoder. IEEE Access 2017, 6, 6103–6115. [Google Scholar] [CrossRef]
- Peter, W.T.; Leung, J.T. Advanced system for automatically detecting faults occurring in bearings. In Fault Detection: Theory, Methods and Systems; Nova Science Publishers: New York, NY, USA, 2010; pp. 1–67. [Google Scholar]
- Zhao, R.; Yan, R.; Chen, Z.; Mao, K.; Wang, P.; Gao, R.X. Deep learning and its applications to machine health monitoring. Mech. Syst. Signal Process. 2019, 115, 213–237. [Google Scholar] [CrossRef]
- He, M.; He, D. Deep Learning Based Approach for Bearing Fault Diagnosis. IEEE Trans. Ind. Appl. 2017, 53, 3057–3065. [Google Scholar] [CrossRef]
- Shao, H.; Jiang, H.; Zhang, H.; Liang, T. Electric Locomotive Bearing Fault Diagnosis Using a Novel Convolutional Deep Belief Network. IEEE Trans. Ind. Electron. 2017, 65, 2727–2736. [Google Scholar] [CrossRef]
- Krizhevsky, A.; Sutskever, I.; Hinton, G.E. ImageNet Classification with Deep Convolutional Neural Networks. In Advances in Neural Information Processing Systems; Curran Associates Inc.: Red Hook, NY, USA, 2012; Volume 1, pp. 1097–1105. [Google Scholar]
- Zhao, G.; Zhang, G.; Ge, Q.; Liu, X. Research advances in fault diagnosis and prognostic based on deep learning. In Proceedings of the 2016 Prognostics and System Health Management Conference (PHM-Chengdu), Chengdu, China, 19–21 October 2016; pp. 1–6. [Google Scholar] [CrossRef]
- Schmidhuber, J. Deep Learning in Neural Networks: An Overview. Neural Netw. 2015, 61, 85–117. [Google Scholar] [CrossRef] [Green Version]
- Baker, M.A.; Holding, D.H. The Effects of Noise and Speech on Cognitive Task Performance. J. Gen. Psychol. 1993, 120, 339–355. [Google Scholar] [CrossRef]
- Cao, H.; Kang, T.; Chen, X. Noise analysis and sources identification in machine tool spindles. CIRP J. Manuf. Sci. Technol. 2019, 25, 26–35. [Google Scholar] [CrossRef]
- Verma, N.K.; Gupta, V.K.; Sharma, M.; Sevakula, R.K. Intelligent condition based monitoring of rotating machines using sparse auto-encoders. In Proceedings of the 2013 IEEE Conference on Prognostics and Health Management (PHM), Gaithersburg, MD, USA, 24–27 June 2013; pp. 1–7. [Google Scholar] [CrossRef]
- Lu, W.; Wang, X.; Yang, C.; Zhang, T. A Novel Feature Extraction Method using Deep Neural Network for Rolling Bearing Fault Diagnosis. In Proceedings of the 27th Chinese Control and Decision Conference (2015 CCDC), Qingdao, China, 23–25 May 2015. [Google Scholar]
- Qi, Y.; Shen, C.; Wang, D.; Shi, J.; Jiang, X.; Zhu, Z. Stacked Sparse Autoencoder-Based Deep Network for Fault Diagnosis of Rotating Machinery. IEEE Access 2017, 5, 15066–15079. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z. Research on fault diagnosis method of rotating machinery based on deep learning. In Proceedings of the 2017 Prognostics and System Health Management Conference (PHM-Harbin), Harbin, China, 9–12 July 2017; pp. 1–4. [Google Scholar] [CrossRef]
- Ding, X.; He, Q. Energy-Fluctuated Multiscale Feature Learning with Deep ConvNet for Intelligent Spindle Bearing Fault Diagnosis. IEEE Trans. Instrum. Meas. 2017, 66, 1926–1935. [Google Scholar] [CrossRef]
- Abdeljaber, O.; Avci, O.; Kiranyaz, S.; Gabbouj, M.; Inman, D.J. Real-time vibration-based structural damage detection using one-dimensional convolutional neural networks. J. Sound Vib. 2017, 388, 154–170. [Google Scholar] [CrossRef]
- Case Western Reserve University (CWRU). Bearing Data Center Website. 2017. Available online: https://csegroups.case.edu/bearingdatacenter/pages/welcome-case-western-reserve-university-bearing-data-center-website (accessed on 1 December 2020).
- Wu, T.Y.; Lai, C.H.; Liu, D.C. Defect diagnostics of roller bearing using instantaneous frequency normalization under fluctuant rotating speed. J. Mech. Sci. Technol. 2016, 30, 1037–1048. [Google Scholar] [CrossRef]
- NASA. NSF-IMS. Center for Intelligent Maintenance Systems: Bearing Data Set. 2018. Available online: https://ti.arc.nasa.gov/tech/dash/groups/pcoe/prognostic-data-repository/publications/#bearing (accessed on 1 December 2020).
- Qiu, H.; Lee, J.; Lin, J.; Yu, G. Wavelet filter-based weak signature detection method and its application on rolling element bearing prognostics. J. Sound Vib. 2006, 289, 1066–1090. [Google Scholar] [CrossRef]
- Lovrić, M.; Milanović, M.; Stamenković, M. Algoritmic Methods for Segmentation of Time Series: An Overview. J. Contemp. Econ. Bus. Issues 2014, 1, 31–53. [Google Scholar]
- Buda, M.; Maki, A.; Mazurowski, M.A. A systematic study of the class imbalance problem in convolutional neural networks. Neural Networks 2018, 106, 249–259. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- García, V.; Alejo, R.; Sánchez, J.S.; Sotoca, J.M. Combined Effects of Class Imbalance and Class Overlap on Instance-Based Classification. In Proceedings of the International Conference on Intelligent Data Engineering and Automated Learning, Berlin, Germany, 20 September 2006. [Google Scholar]
- Dobbin, K.K.; Simon, R.M. Optimally splitting cases for training and testing high dimensional classifiers. BMC Med. Genom. 2011, 4, 31. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Peng, G.; Li, C.; Chen, Y.; Zhang, Z. A New Deep Learning Model for Fault Diagnosis with Good Anti-Noise and Domain Adaptation Ability on Raw Vibration Signals. Sensors 2017, 17, 425. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, F.; Chen, W.; Jiang, Y.; Song, D. Fault State Recognition of Rolling Bearing Based Fully Convolutional Network. Comput. Sci. Eng. 2018, 21, 55–63. [Google Scholar] [CrossRef]
- Wen, L.; Li, X.; Gao, L.; Zhang, Y. A New Convolutional Neural Network-Based Data-Driven Fault Diagnosis Method. IEEE Trans. Ind. Electron. 2017, 65, 5990–5998. [Google Scholar] [CrossRef]
- Zilong, Z.; Wei, Q. Intelligent fault diagnosis of rolling bearing using one-dimensional multi-scale deep convolutional neural network based health state classification. In Proceedings of the 2018 IEEE 15th International Conference on Networking, Sensing and Control (ICNSC), Zhuhai, China, 27–29 March 2018; pp. 1–6. [Google Scholar] [CrossRef]
- Yang, Y.; Fu, P.; He, Y. Bearing Fault Automatic Classification Based on Deep Learning. IEEE Access 2018, 6, 71540–71554. [Google Scholar] [CrossRef]
- Sun, J.; Yan, C.; Wen, J. Intelligent Bearing Fault Diagnosis Method Combining Compressed Data Acquisition and Deep Learning. IEEE Trans. Instrum. Meas. 2017, 67, 185–195. [Google Scholar] [CrossRef]
- Mao, W.; Feng, W.; Liu, Y.; Zhang, D.; Liang, X. A new deep auto-encoder method with fusing discriminant information for bearing fault diagnosis. Mech. Syst. Signal Process. 2020, 150, 107233. [Google Scholar] [CrossRef]
- Saucedo-Dorantes, J.J.; Arellano-Espitia, F.; Delgado-Prieto, M.; Osornio-Rios, R.A. Diagnosis Methodology Based on Deep Feature Learning for Fault Identification in Metallic, Hybrid and Ceramic Bearings. Sensors 2021, 21, 5832. [Google Scholar] [CrossRef]
- Yan, X.; Xu, Y.; She, D.; Zhang, W. Reliable Fault Diagnosis of Bearings Using an Optimized Stacked Variational Denoising Auto-Encoder. Entropy 2022, 24, 36. [Google Scholar] [CrossRef] [PubMed]
- Allahverdy, J.A.A. Non-auditory Effect of Noise Pollution and Its Risk on Human Brain Activity in Different Audio Frequency Using Electroencephalogram Complexity. Iran J. Public Health 2016, 45, 1332–1339. [Google Scholar] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Device to Be Verified | Input | Signal Processing | Analysis Domain | DNN | Accuracy | Ref. |
|---|---|---|---|---|---|---|
| Bearings | STFT | Frequency domain | LAMSTAR network | 98% | [9] | |
| Air compressor | Audio signals | WPE transform | Time-frequency | Auto-encoder network (AEN) | 97.22% | [16] |
| Bearings of a rotatory machine | Six bearing states | FFT | Frequency | AEN | 95.5% | [17] |
| Gear | FFT | Time-frequency | AEN activated by a ReLU function | 97.27% | [18] | |
| EEMD | 99.85% | |||||
| Vibration signals | Two layers of the net for noise reduction | DAE | 98.86% | [19] | ||
| Bearings | WPE transform | Time-frequency | CNN | 98.83% | [20] | |
| Buildings | Vibration signals | 1D-CNN | 99.79% | [21] |
| Database | Load | Rotation Speed [RPM] | Sampling Frequency [kHz] | Bearing Failures | Machinery Defect | Failure Level |
|---|---|---|---|---|---|---|
| CWRU | 0–3 HP | 1720–1797 | 12 and 48 | Electro-erosion process | IR | Moderate |
| Severe | ||||||
| Electric discharge machining | OR | Moderate | ||||
| Severe | ||||||
| RE | Moderate | |||||
| Severe | ||||||
| T-Y Wu | 300–750 | 6400 | IR | Moderate | ||
| Severe | ||||||
| OR | Moderate | |||||
| Severe | ||||||
| RE | Moderate | |||||
| Severe | ||||||
| NSF-IMS | 6000 lbs | 2000 | 20 | Failure arising after service life of more than 100 million revolutions | IR | Moderate |
| Severe | ||||||
| OR | Moderate | |||||
| Severe | ||||||
| RE | Moderate | |||||
| Severe |
| Analysis Case | Batch_Size | Seq_Len | Learning_Rate | Epochs | n_Classes | n_Channels | Flatten |
|---|---|---|---|---|---|---|---|
| 2 RPM | 100 | 1200 | 0.001 | 50 | 7 | 1 | 75 × 144 |
| 5 RPM | 100 | 3000 | 0.001 | 50 | 7 | 1 | 188 × 144 |
| 10 RPM | 100 | 6000 | 0.001 | 50 | 7 | 1 | 375 × 144 |
| Layer | Type | Filters Size | Stride | Filters Number (Kernels) | Padding |
|---|---|---|---|---|---|
| 1 | Convolutive 1 | 64 | 1 | 18 | ‘same’ |
| 2 | Max-Pooling 1 | 2 | 2 | 18 | ‘same’ |
| 3 | Convolutive 2 | 2 | 1 | 36 | ‘same’ |
| 4 | Max-Pooling 2 | 2 | 2 | 36 | ‘same’ |
| 5 | Convolutive 3 | 2 | 1 | 72 | ‘same’ |
| 6 | Max-Pooling 3 | 2 | 2 | 72 | ‘same’ |
| 7 | Convolutive 4 | 2 | 1 | 144 | ‘same’ |
| 8 | Max-Pooling 4 | 2 | 2 | 144 | ‘same’ |
| 9 | Fully-Connected | 100 neurons | |||
| 10 | Softmax | 7 classes | |||
| Convolution Layers | Network Structure | Accuracy | Maximum Accuracy | Standard Deviation | Training Time | Testing Time | |
|---|---|---|---|---|---|---|---|
| [# of layers] | [# of Filters] | [Filter Size] | [%] | [%] | [%] | [s] | [s] |
| 4 | (144, 18, 18, 18) | (2, 2, 2, 2) | 95.45 | 96.26 | 0.7600 | 371.0 | 0.6020 |
| (144, 18, 18, 18) | (8, 2, 2, 2) | 98.23 | 99.41 | 1.5742 | 327.91 | 0.5409 | |
| (18, 36, 72, 144) | (2, 2, 2, 2) | 96.79 | 98.63 | 3.0700 | 172.66 | 0.3546 | |
| (18, 36, 72, 144) | (64, 2, 2, 2) | 99.21 | 99.6 | 0.4972 | 180.19 | 0.4022 | |
| (144, 72, 36, 18) | (2, 2, 2, 2) | 96.47 | 98.04 | 1.3600 | 473.95 | 0.7469 | |
| (144, 72, 36, 18) | (8, 2, 2, 2) | 97.29 | 98.82 | 1.7062 | 415.04 | 0.7086 | |
| (16, 32, 64, 64) | (2, 2, 2, 2) | 94.95 | 97.84 | 2.5700 | 132.18 | 0.2925 | |
| (16, 32, 64, 64) | (64, 2, 2, 2) | 99.02 | 99.6 | 0.7286 | 144.09 | 0.3401 | |
| (64, 32, 16, 16) | (2, 2, 2, 2) | 95.46 | 98.82 | 3.1800 | 209.46 | 0.3581 | |
| (64, 32, 16, 16) | (16, 2, 2, 2) | 98.19 | 99.02 | 1.0128 | 185.94 | 0.3356 | |
| Training Categories | Training Cycles | Learning Rate | Training/Testing Relation | Training Time | Processing Time | Accuracy | Standard Deviation |
|---|---|---|---|---|---|---|---|
| [# of Classes] | [# of Epochs] | [s] | [s] | [%] | [%] | ||
| 4 | 50 | 0.001 | 80/20 | 118.35 | 0.4358 | 58.62 | 5.75 |
| 50 | 0.001 | 80/20 | 117.14 | 0.4183 | 61.42 | 2.59 | |
| 50 | 0.001 | 80/20 | 118.77 | 0.4391 | 63.28 | 1.30 | |
| 5 | 50 | 0.001 | 80/20 | 143.98 | 0.4109 | 71.93 | 3.26 |
| 50 | 0.001 | 80/20 | 140.34 | 0.4260 | 74.65 | 1.76 | |
| 6 | 50 | 0.001 | 80/20 | 177.46 | 0.4153 | 85.51 | 0.75 |
| 50 | 0.001 | 80/20 | 172.85 | 0.4521 | 85.33 | 0.77 | |
| 50 | 0.001 | 80/20 | 176.83 | 0.4389 | 85.29 | 0.38 |
| Experiment | Categories | Training Dataset | Testing Dataset | Training Time | Testing Time | Accuracy | Standard Deviation |
|---|---|---|---|---|---|---|---|
| [# of Classes] | [# of Signals] | [# of Signals] | [s] | [s] | [%] | [%] | |
| 1 | 5 | 1500 | 370 | 147.76 | 0.3363 | 99.01 | 0.5916 |
| 2 | 5 | 1500 | 370 | 148.71 | 0.3400 | 98.29 | 0.6788 |
| 3 | 4 | 1200 | 296 | 119.16 | 0.2830 | 99.54 | 0.1814 |
| 4 | 4 | 1200 | 296 | 121.84 | 0.3029 | 99.82 | 0.1543 |
| Work | Ref. | Network Structure | Database Analysed | Database Size | Accuracy | Standard Deviation |
|---|---|---|---|---|---|---|
| [# of Layers] | [# of Signals] | [%] | [%] | |||
| 1 | [30] | 7 | CWRU | 20,000 | 100 | -- |
| 2 | [31] | 8 | CWRU | 20,000 | 99.77 | 0.66 |
| 3 | [33] | 7 | CWRU | 10,000 | 99.27 | 0.13 |
| 4 | [34] | 6 | CWRU | 177,000 | 99.57 | 0.15 |
| 5 | Proposed model | 6 | Case I: CWRU | 3570 | 99.52 | 0.119 |
| Case II: T-Y Wu | 4527 | 99.31 | 0.234 | |||
| Case III: NSF-IMS | 1904 | 99.64 | 0.493 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chuya-Sumba, J.; Alonso-Valerdi, L.M.; Ibarra-Zarate, D.I. Deep-Learning Method Based on 1D Convolutional Neural Network for Intelligent Fault Diagnosis of Rotating Machines. Appl. Sci. 2022, 12, 2158. https://doi.org/10.3390/app12042158
Chuya-Sumba J, Alonso-Valerdi LM, Ibarra-Zarate DI. Deep-Learning Method Based on 1D Convolutional Neural Network for Intelligent Fault Diagnosis of Rotating Machines. Applied Sciences. 2022; 12(4):2158. https://doi.org/10.3390/app12042158
Chicago/Turabian StyleChuya-Sumba, Jorge, Luz María Alonso-Valerdi, and David I. Ibarra-Zarate. 2022. "Deep-Learning Method Based on 1D Convolutional Neural Network for Intelligent Fault Diagnosis of Rotating Machines" Applied Sciences 12, no. 4: 2158. https://doi.org/10.3390/app12042158
APA StyleChuya-Sumba, J., Alonso-Valerdi, L. M., & Ibarra-Zarate, D. I. (2022). Deep-Learning Method Based on 1D Convolutional Neural Network for Intelligent Fault Diagnosis of Rotating Machines. Applied Sciences, 12(4), 2158. https://doi.org/10.3390/app12042158