
Research on the Modelling and Development of Flexibility in Production System Design Phase Driven by Digital Twins


Abstract
:1. Introduction
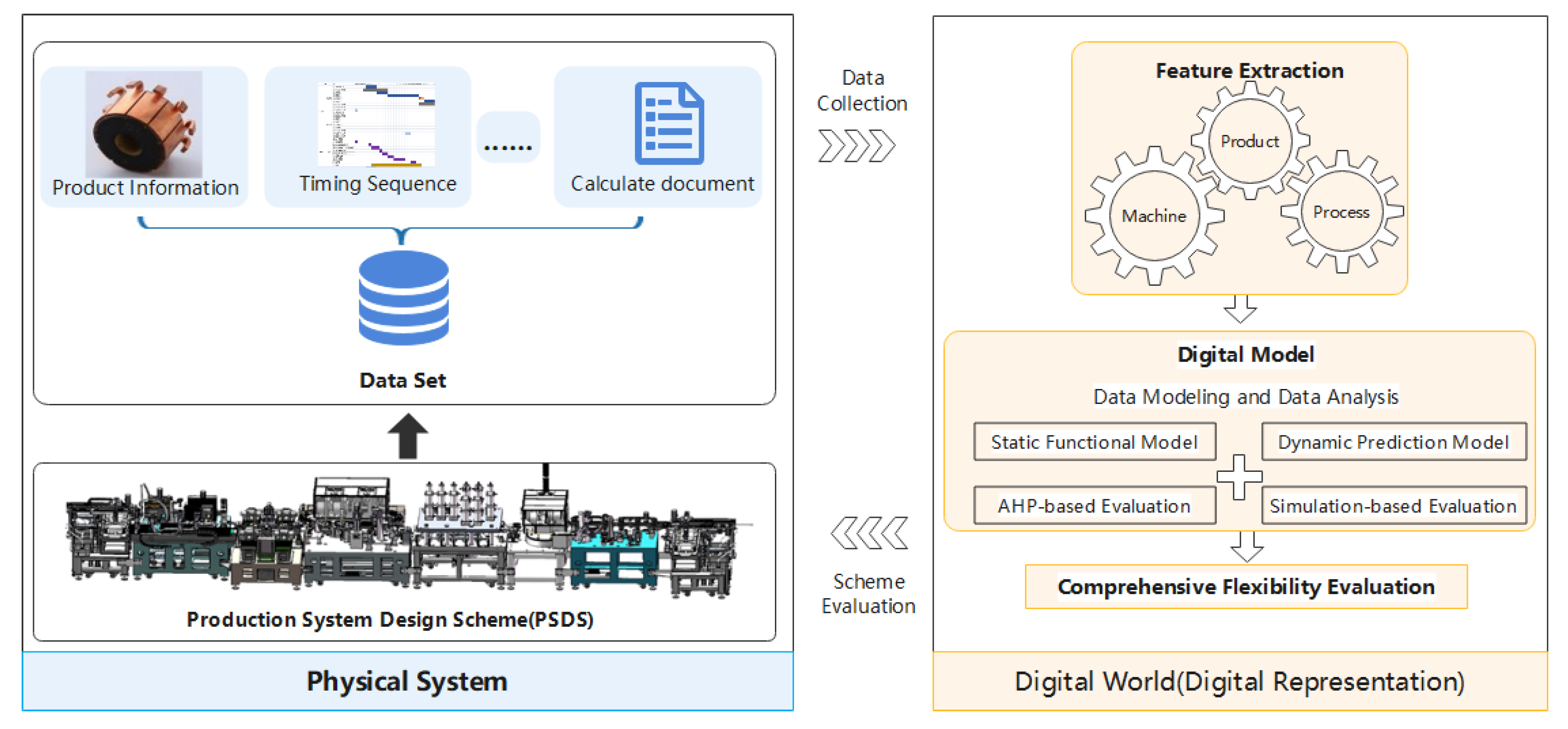
2. System Flexibility Framework Driven by Digital Twin
3. System Flexibility Digital Representation
3.1. Flexibility Definition and Analysis
- (1)
- Flexibility Definition
- (2)
- System flexibility characteristics analysis
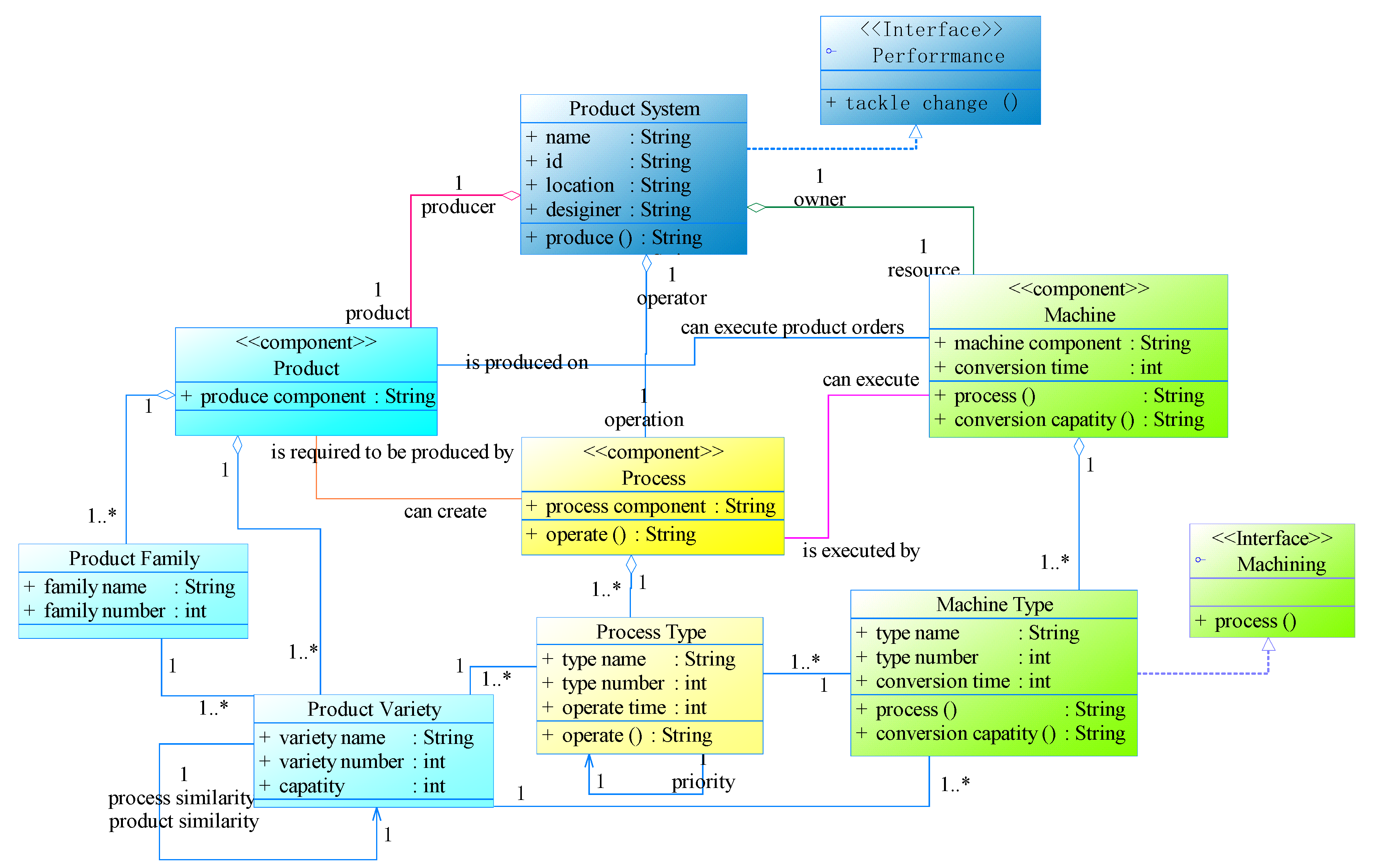
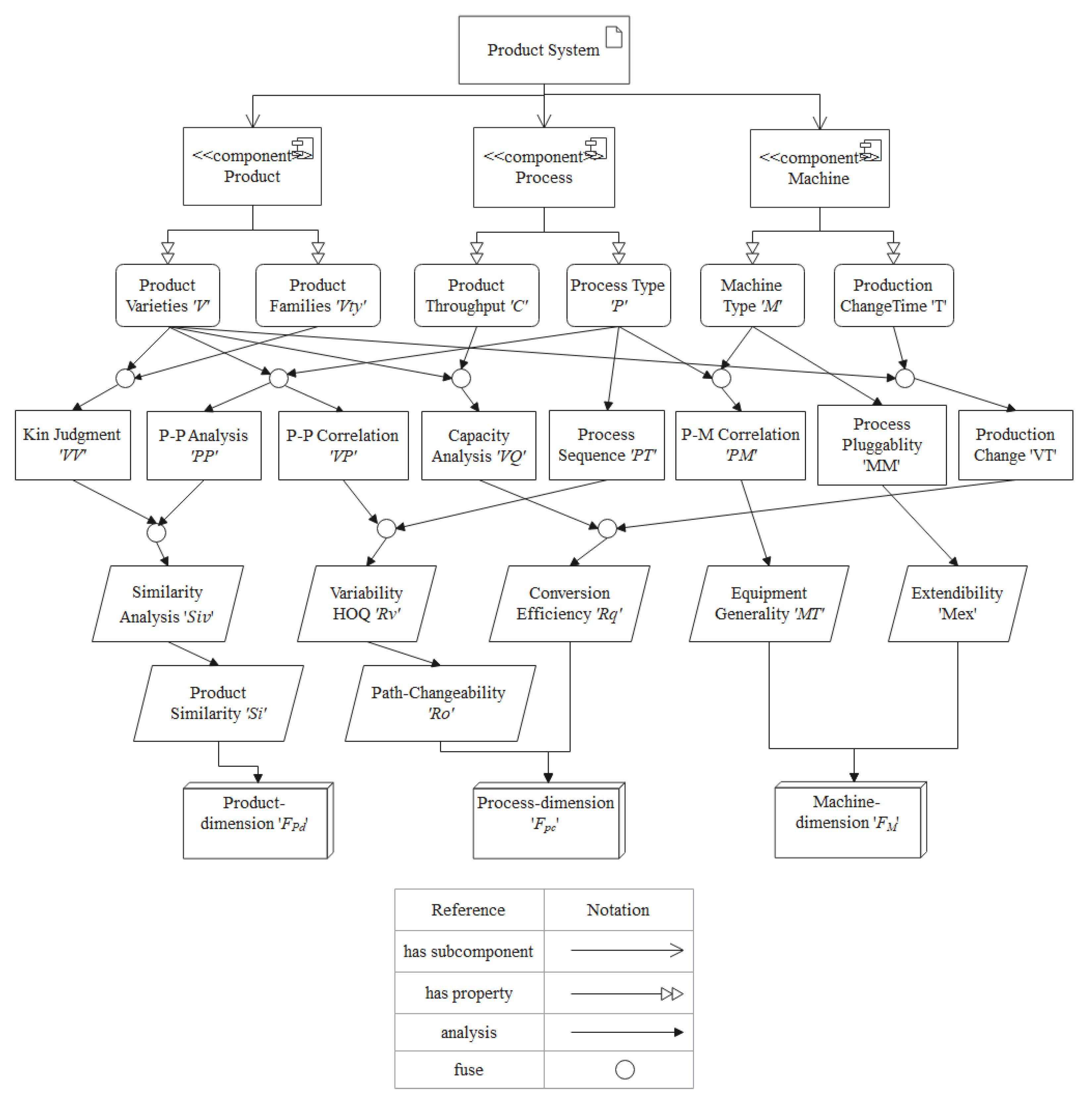
3.2. Flexibility Feature Extraction
Physical System for Data Collection
3.3. Data Modelling and Data Analysis
3.3.1. Static Functional Model (SFM)
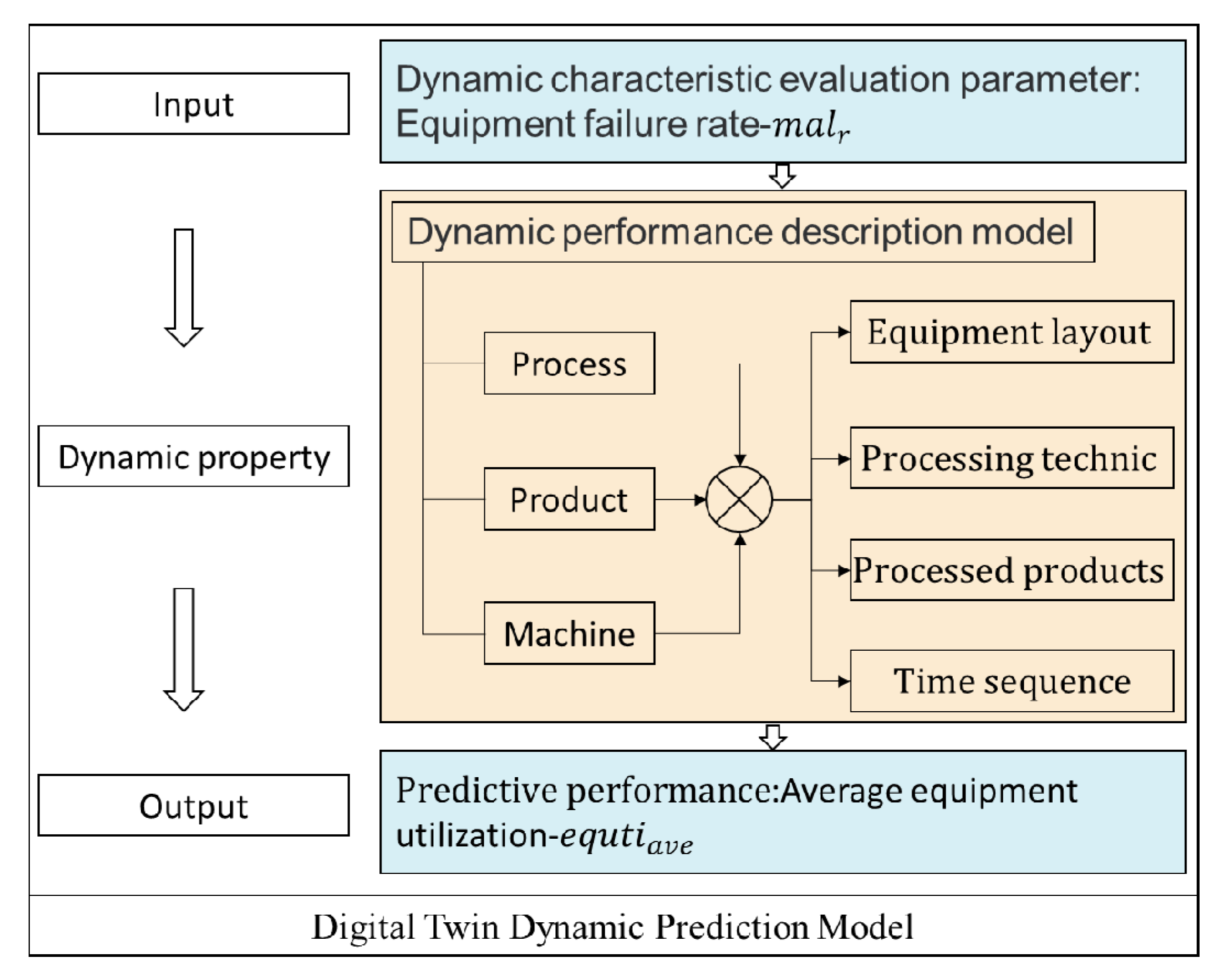
3.3.2. Dynamic Prediction Model (DPM)
3.3.3. AHP-Based System Flexibility Static Evaluation Index
3.3.4. Simulation-Based System Flexibility Dynamic Evaluation Index
3.3.5. Comprehensive Flexibility Evaluation Index
4. Case Study
4.1. Flexibility Evaluation
- (1)
- System Flexibility Characteristics
- (2)
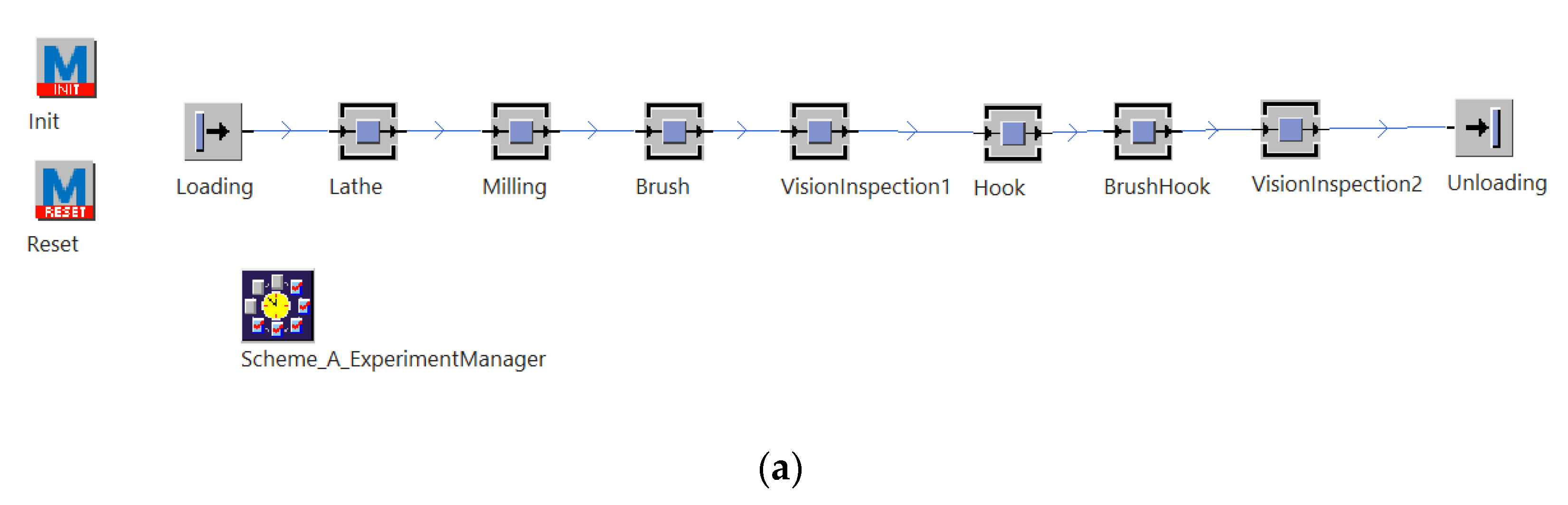
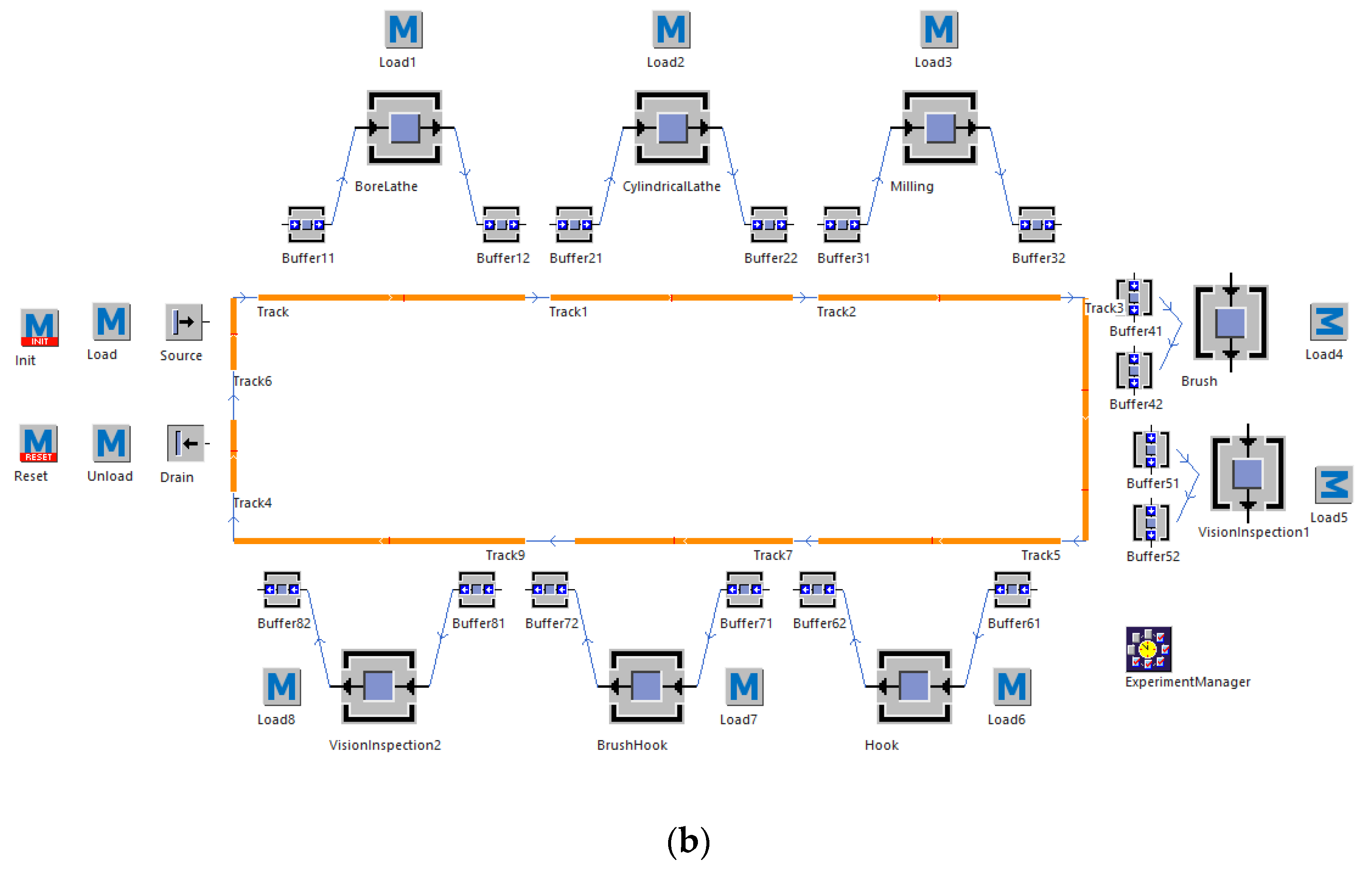
- Data modelling and data analysis
4.2. Results Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Acronyms | |
| product family judgment matrix: determines whether the product varieties produced by the production system are of the same family. | |
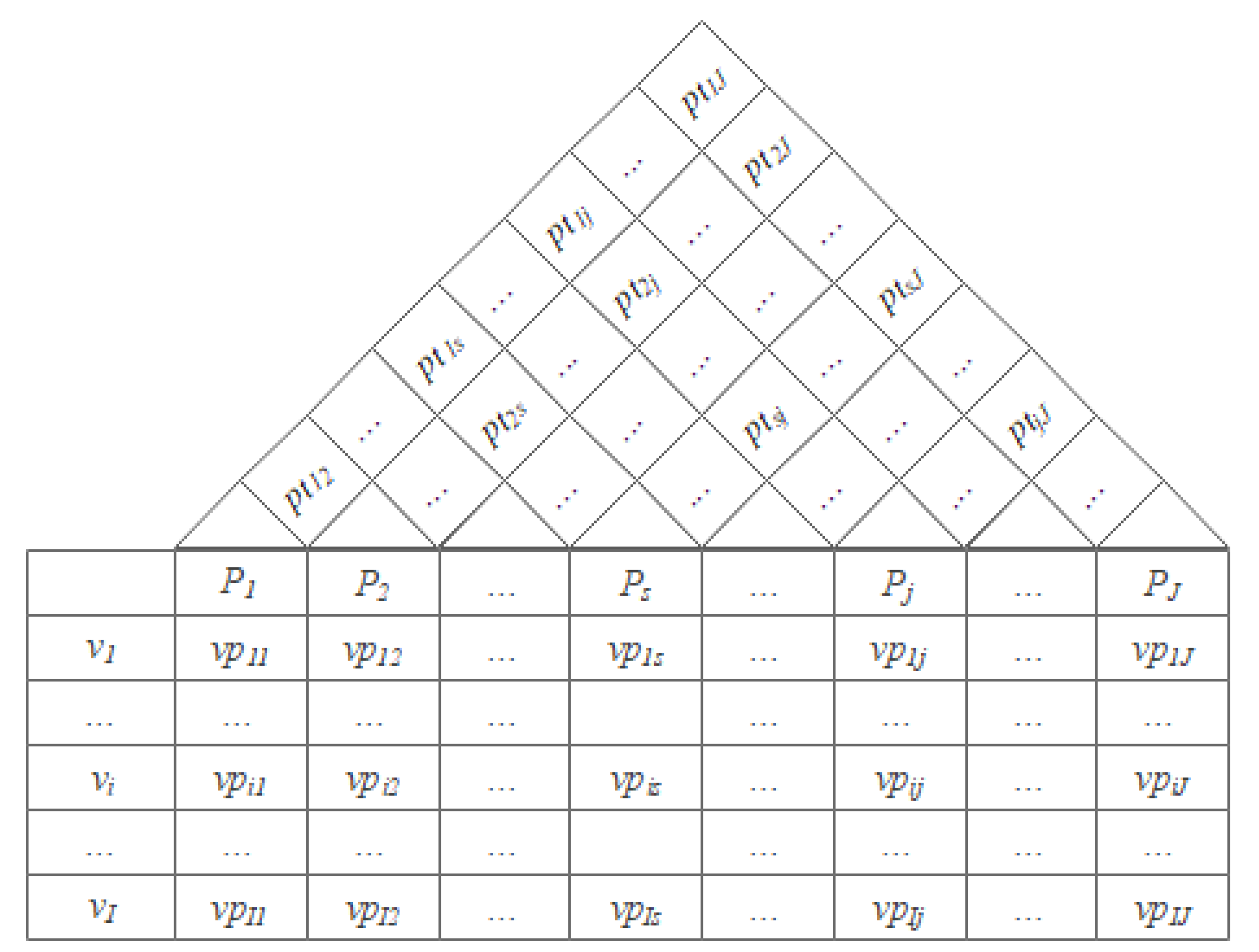
| product process correlation matrix: analyzes the process types that different product varieties need to go through in the machining process. | |
| product machine correlation matrix: analyzes the type of machine required for processing in different process types. | |
| product process analysis matrix: analyzes the number of the same process type between two product varieties. | |
| process sequence changeability matrix: studies the possible sequence between different process types, so as to analyze whether the sequence of different process types is changeable. | |
| process expandability matrix: analyzes the arrangement relationship between different machines, to judge whether the entire production system can expand the capacity of the production system. | |
| product capacity analysis matrix: analyzes the output of each product produced by the production system in a fixed time. | |
| product conversion time analysis matrix: analyzes the efficiency of the system’s production conversion between different products. | |
| Parameters | |
| produced by production system per hour | |
| the output of the system at different device failure rates | |
| the total number of product varieties produced by the production system | |
| the total number of process types that a production system can process | |
| the total number of machine types equipped by the production system | |
| the total number of product families produced by the production system | |
References
- Zhang, L.L.; Lee, C.K.M.; Akhtar, P. Towards customization: Evaluation of integrated sales, product, and production configuration. Int. J. Prod. Econ. 2020, 229, 107775. [Google Scholar] [CrossRef]
- Li, L. Research on discrete intelligent workshop lot-streaming scheduling with variable sublots under engineer to order. Comput. Ind. Eng. 2022, 165, 107928. [Google Scholar] [CrossRef]
- Khalili-Araghi, S.; Kolarevic, B. Development of a framework for dimensional customization system: A novel method for customer participation. J. Build. Eng. 2016, 5, 231–238. [Google Scholar] [CrossRef]
- Vinodh, S.; Devadasan, S.R.; Vimal, K.E.K.; Kumar, D. Design of agile supply chain assessment model and its case study in an Indian automotive components manufacturing organization. J. Manuf. Syst. 2013, 32, 620–631. [Google Scholar] [CrossRef]
- Kim, J.; Choi, S.O. The Impact of Labor Flexibility on Innovation Performance at the Firm Level. Korean Manag. Rev. 2021, 50, 1435–1467. [Google Scholar] [CrossRef]
- Marques, A.F.; Alves, A.C.; Sousa, J.P. An Approach for Integrated Design of Flexible Production Systems. Procedia CIRP 2013, 7, 586–591. [Google Scholar] [CrossRef] [Green Version]
- Lueder, A. Flexibility in Production Systems by Exploiting Cyberphysical Systems. Computer 2020, 53, 81–85. [Google Scholar] [CrossRef]
- Sushil. Valuation of Flexibility Initiatives along the Value Chain. In Global Value Chains, Flexibility and Sustainability; Springer: Singapore, 2018; pp. 3–14. [Google Scholar] [CrossRef]
- Pérez, M.P.; Bedia, A.M.S.; López Fernández, M.C. A review of manufacturing flexibility: Systematising the concept. Int. J. Prod. Res. 2016, 54, 3133–3148. [Google Scholar] [CrossRef]
- Sapol, S.J.; Szajnfarber, Z. Revisiting Flexibility in Design: An Analysis of the Impact of Implementation Uncertainty on the Value of Real Options. J. Mech. Des. 2020, 142, 121701–121712. [Google Scholar] [CrossRef]
- Rogers, P.P.; Ojha, D.; White, R.E. Conceptualising complementarities in manufacturing flexibility: A comprehensive view. Int. J. Prod. Res. 2011, 49, 3767–3793. [Google Scholar] [CrossRef]
- Nakajima, S.; Takisawa, J.; Ikari, S.; Tomooka, M.; Aoyanagi, Y.; Funase, R.; Nakasuka, S. Command-centric architecture (C2A): Satellite software architecture with a flexible reconfiguration capability. Acta Astronaut. 2020, 171, 208–214. [Google Scholar] [CrossRef]
- Jahed, A.; Moghaddam, R.T. Mathematical Modeling for a Flexible Manufacturing Scheduling Problem in an Intelligent Transportation System. Iran. J. Manag. Stud. 2021, 14, 189–208. [Google Scholar] [CrossRef]
- Jain, A.; Jain, P.K.; Chan, F.T.S.; Singh, S. A review on manufacturing flexibility. Int. J. Prod. Res. 2013, 51, 5946–5970. [Google Scholar] [CrossRef]
- Liu, S.; Bao, J.; Lu, Y.; Li, J.; Lu, S.; Sun, X. Digital twin modeling method based on biomimicry for machining aerospace components. J. Manuf. Syst. 2021, 58, 180–195. [Google Scholar] [CrossRef]
- Malik, A.A.; Brem, A. Digital twins for collaborative robots: A case study in human-robot interaction. Robot. Comput.-Integr. Manuf. 2021, 68, 102092. [Google Scholar] [CrossRef]
- Lu, Y.; Liu, C.; Wang, K.I.K.; Wang, K.; Huang, H.; Xu, X. Digital Twin-driven smart manufacturing: Connotation, reference model, applications and research issues. Robot. Comput.-Integr. Manuf. 2020, 61, 101837. [Google Scholar] [CrossRef]
- Chen, Z.; Huang, L. Digital twins for information-sharing in remanufacturing supply chain: A review. Energy 2021, 220, 119712. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC-Pap. 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- ISO/TC 184/SC 1 N517; Ad Hoc Group: Data Architecture of the Digital Twin. Ad Hoc Group, Inc.: Alexandria, VA, USA, 2019.
- ISO 23247-1:2021; Automation Systems and Integration—Digital Twin Framework for Manufacturing—Part1: Overview and General Principles. International Organization for Standardization: Geneva, Switzerland, 2021. Available online: https://www.iso.org/standard/75066.html (accessed on 10 January 2022).
- Ladj, A.; Wang, Z.; Meski, O.; Belkadi, F.; Ritou, M.; Da Cunha, C. A knowledge-based Digital Shadow for machining industry in a Digital Twin perspective. J. Manuf. Syst. 2021, 58, 168–179. [Google Scholar] [CrossRef]
- Zhong, W.; Chen, J.; Zhou, Y.; Li, Z.; Lin, X. Network flexibility study of urban centralized heating system: Concept, modeling and evaluation. Energy 2019, 177, 334–346. [Google Scholar] [CrossRef]
- Zheng, C.; Qin, X.; Eynard, B.; Bai, J.; Li, J.; Zhang, Y. SME-oriented flexible design approach for robotic manufacturing systems. J. Manuf. Syst. 2019, 53, 62–74. [Google Scholar] [CrossRef]
- Zhang, Q.; Wu, D.; Fu, C.; Baron, C.; Peng, Z. A new method for measuring process flexibility of product design. Int. Trans. Oper. Res. 2017, 24, 821–838. [Google Scholar] [CrossRef]
- Tolio, T.; Urgo, M. Design of flexible transfer lines: A case-based reconfiguration cost assessment. J. Manuf. Syst. 2013, 32, 325–334. [Google Scholar] [CrossRef]
- Baykasoğlu, A. Quantifying machine flexibility. Int. J. Prod. Res. 2009, 47, 4109–4123. [Google Scholar] [CrossRef]
- Oke, A. Linking manufacturing flexibility to innovation performance in manufacturing plants. Int. J. Prod. Econ. 2013, 143, 242–247. [Google Scholar] [CrossRef]
- Vogel-Heuser, B.; Weber, J.; Folmer, J. Evaluating reconfiguration abilities of automated production systems in Industrie 4.0 with metrics. In Proceedings of the IEEE International Conference on Emerging Technologies and Factory Automation, Luxembourg, 8–11 September 2015. [Google Scholar]
- Moral, C.; de Antonio, A.; Ferre, X.; Ramirez, J. A proposed UML-based common model for information visualization systems. Multimed. Tools Appl. 2021, 80, 12541–12579. [Google Scholar] [CrossRef]
- Xu, X.; Chen, K.; Cai, H. Automating Utility Permitting within Highway Right-of-Way via a Generic UML/OCL Model and Natural Language Processing. J. Constr. Eng. Manag. 2020, 146, 04020135. [Google Scholar] [CrossRef]
- Da Silva, A.R. Model-driven engineering: A survey supported by the unified conceptual model. Comput. Lang. Syst. Struct. 2015, 43, 139–155. [Google Scholar] [CrossRef] [Green Version]
- Mamdikar, M.R.; Kumar, V.; Singh, P.; Singh, L. Reliability and performance analysis of safety-critical system using transformation of UML into state space models. Ann. Nucl. Energy 2020, 146, 107628. [Google Scholar] [CrossRef]
- Vogel-Heuser, B.; Prieler, J. Evaluation of selected metrics for flexibility of Cyber Physical Production Systems. In Proceedings of the IEEE International Conference on Automation Science and Engineering, Xi’an, China, 20–23 August 2017. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Definition | System Flexibility | |
|---|---|---|
| Product varieties | types of products produced by the system | + |
| Product similarity | similarity level of the products in structural and process | − |
| Process changeability | product process path changeability index | + |
| Process conversion capacity | efficiency of the production system to convert between two different product varieties | + |
| Machine versatility | versatility level of the machine | + |
| Machine extensibility | extensibility ability of the production system when facing the introduction of new products | + |
| ‘+’: Positive correlation; ‘−’: Negative correlation | ||
| Importance Degree | Grade Criterion |
|---|---|
| Equal important | 1 |
| General important | 3 |
| More important | 5 |
| Plan A | 4 | 10 | 9 | 1 |
| Plan B | 5 | 10 | 9 | 2 |
| Product-Dimension | Process-Dimension | Machine-Dimension | ||||||
|---|---|---|---|---|---|---|---|---|
| A | 1 | 0.125 | 0 | 0.875 | 0.4375 | 0.062 | ||
| B | 0.79 | 0.33 | 0 | 0.875 | 0.4375 | 0.062 | ||
| A | B | |
|---|---|---|
| Static flexibility evaluation index | 0.12995 | 0.44542 |
| Dynamic flexibility evaluation index | 0.08596 | 0.071853 |
| Comprehensive flexibility evaluation index | 1.51175 | 6.19905 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; He, S.; Li, B.; Mao, X.; Liang, K.; Hao, C. Research on the Modelling and Development of Flexibility in Production System Design Phase Driven by Digital Twins. Appl. Sci. 2022, 12, 2537. https://doi.org/10.3390/app12052537
Zhang L, He S, Li B, Mao X, Liang K, Hao C. Research on the Modelling and Development of Flexibility in Production System Design Phase Driven by Digital Twins. Applied Sciences. 2022; 12(5):2537. https://doi.org/10.3390/app12052537
Chicago/Turabian StyleZhang, Lu, Songping He, Bin Li, Xinyong Mao, Kun Liang, and Caihua Hao. 2022. "Research on the Modelling and Development of Flexibility in Production System Design Phase Driven by Digital Twins" Applied Sciences 12, no. 5: 2537. https://doi.org/10.3390/app12052537
APA StyleZhang, L., He, S., Li, B., Mao, X., Liang, K., & Hao, C. (2022). Research on the Modelling and Development of Flexibility in Production System Design Phase Driven by Digital Twins. Applied Sciences, 12(5), 2537. https://doi.org/10.3390/app12052537