
Improvement of the Mechanical Properties by Surface Modification of ZnCl2 and Polydopamine in Aramid Fiber Composites



Abstract
:1. Introduction
2. Experimental
2.1. Materials
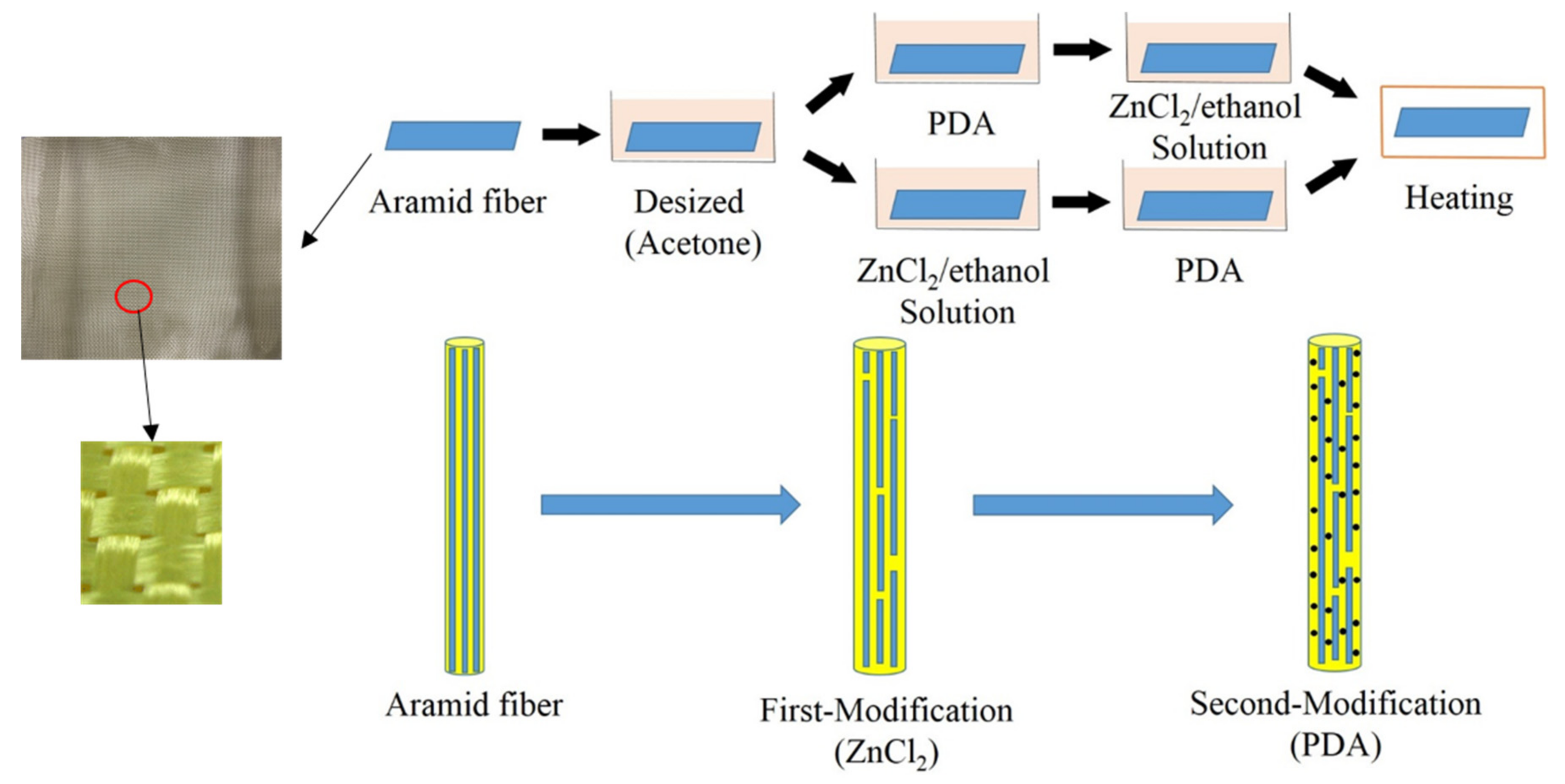
2.2. Composites Manufacturing
Preparation of Solutions
2.3. AF Surface Treatment
2.4. Characterization
2.4.1. Fourier Transform Infrared (FI-IR)
2.4.2. Field Emission Scanning Electron Microscope (FE-SEM)
2.4.3. Mechanical Properties
3. Results and Discussion
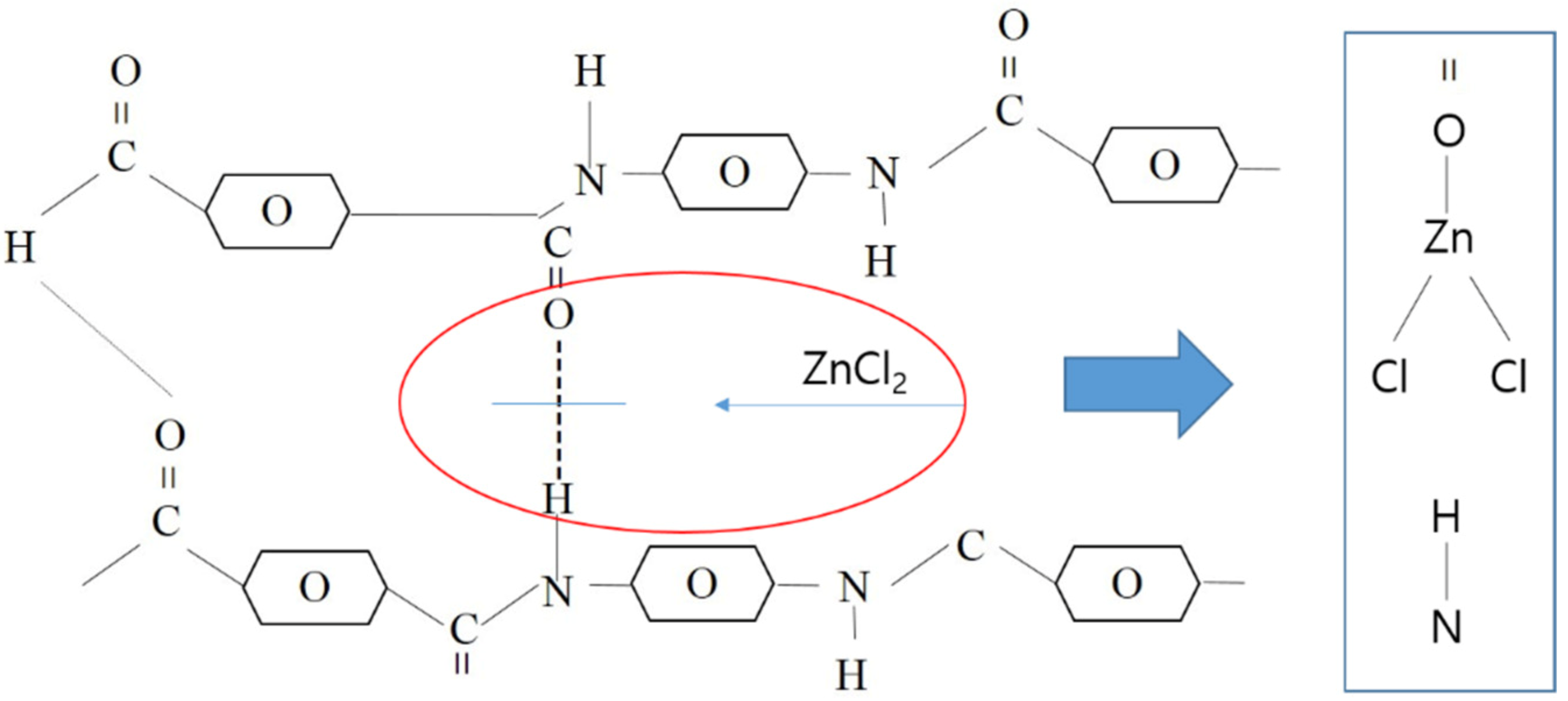
3.1. Effects of ZnCl2 Treatment on Aramid Fibers
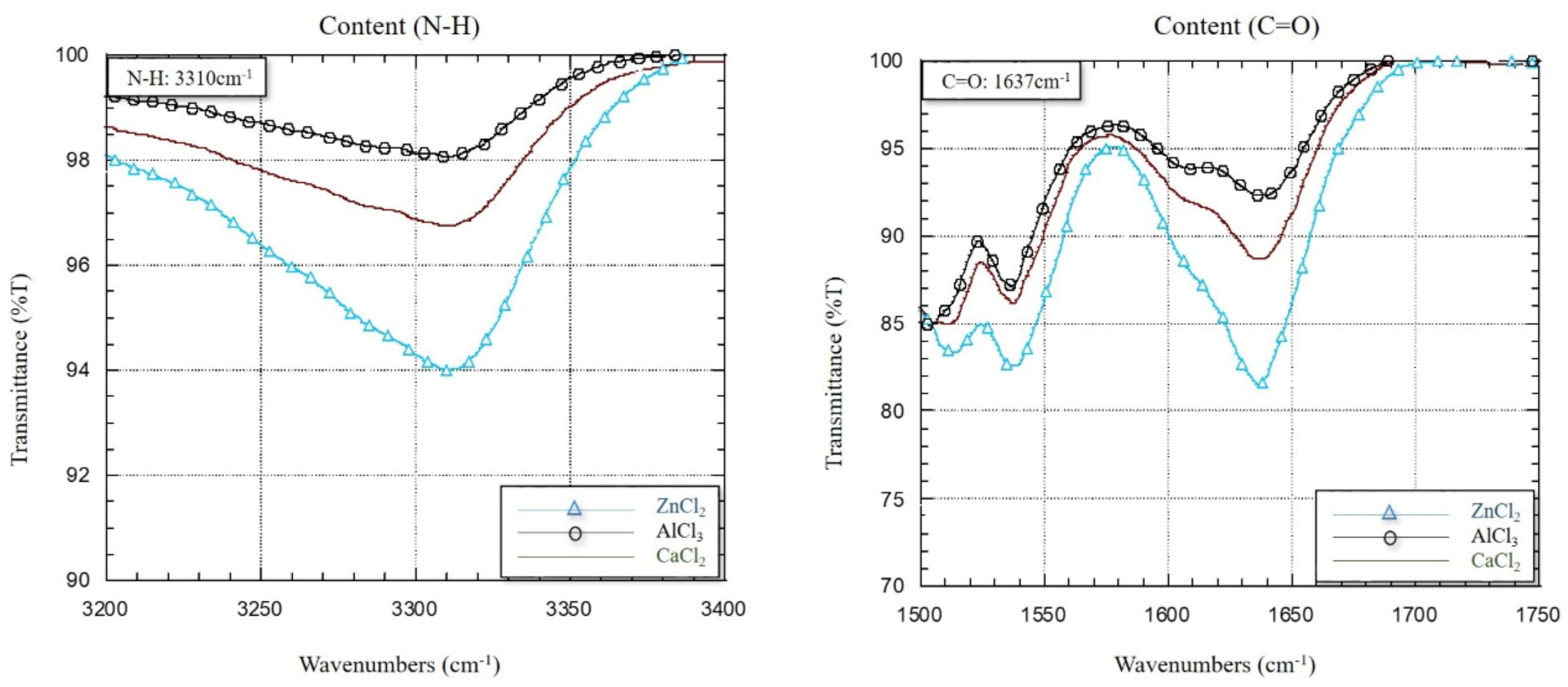
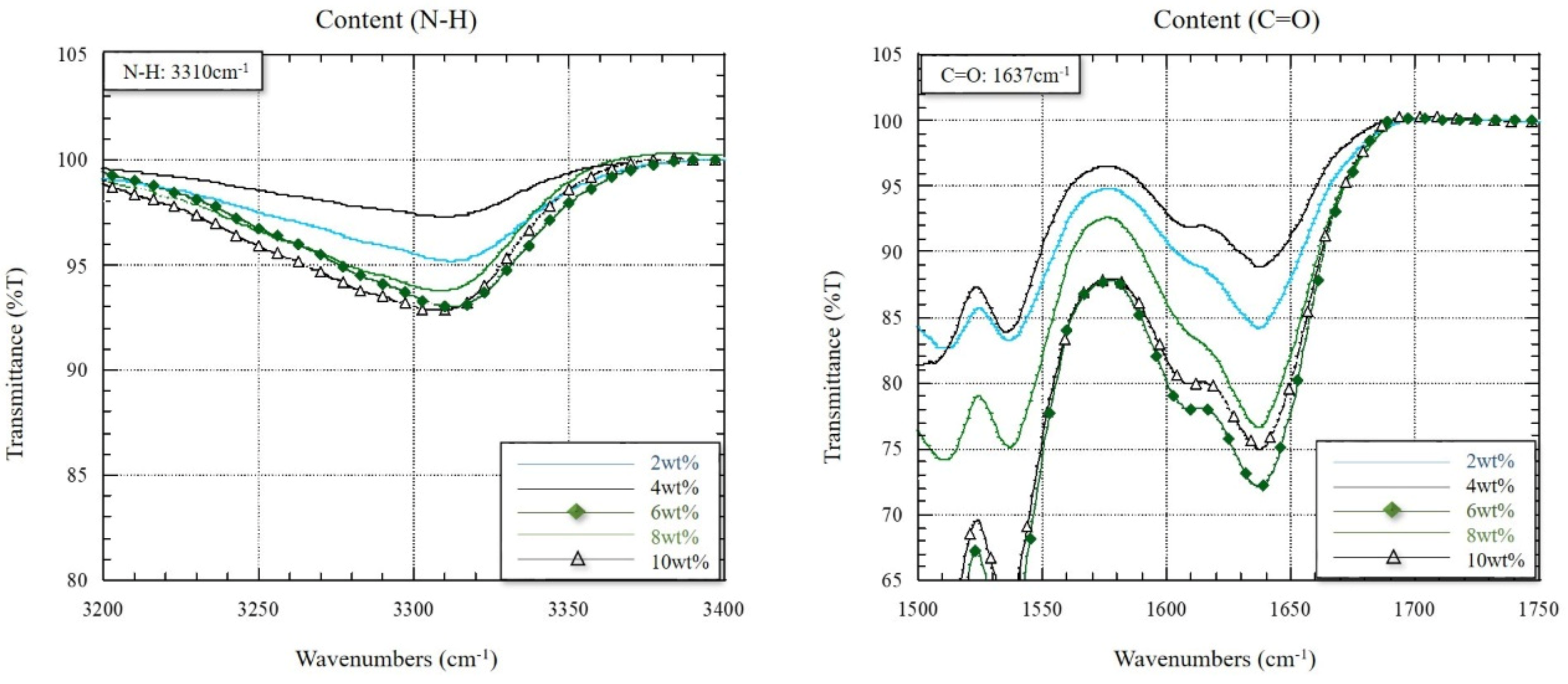
3.2. Surface Structure Analysis by FT-IR
3.3. Mechanical Properties
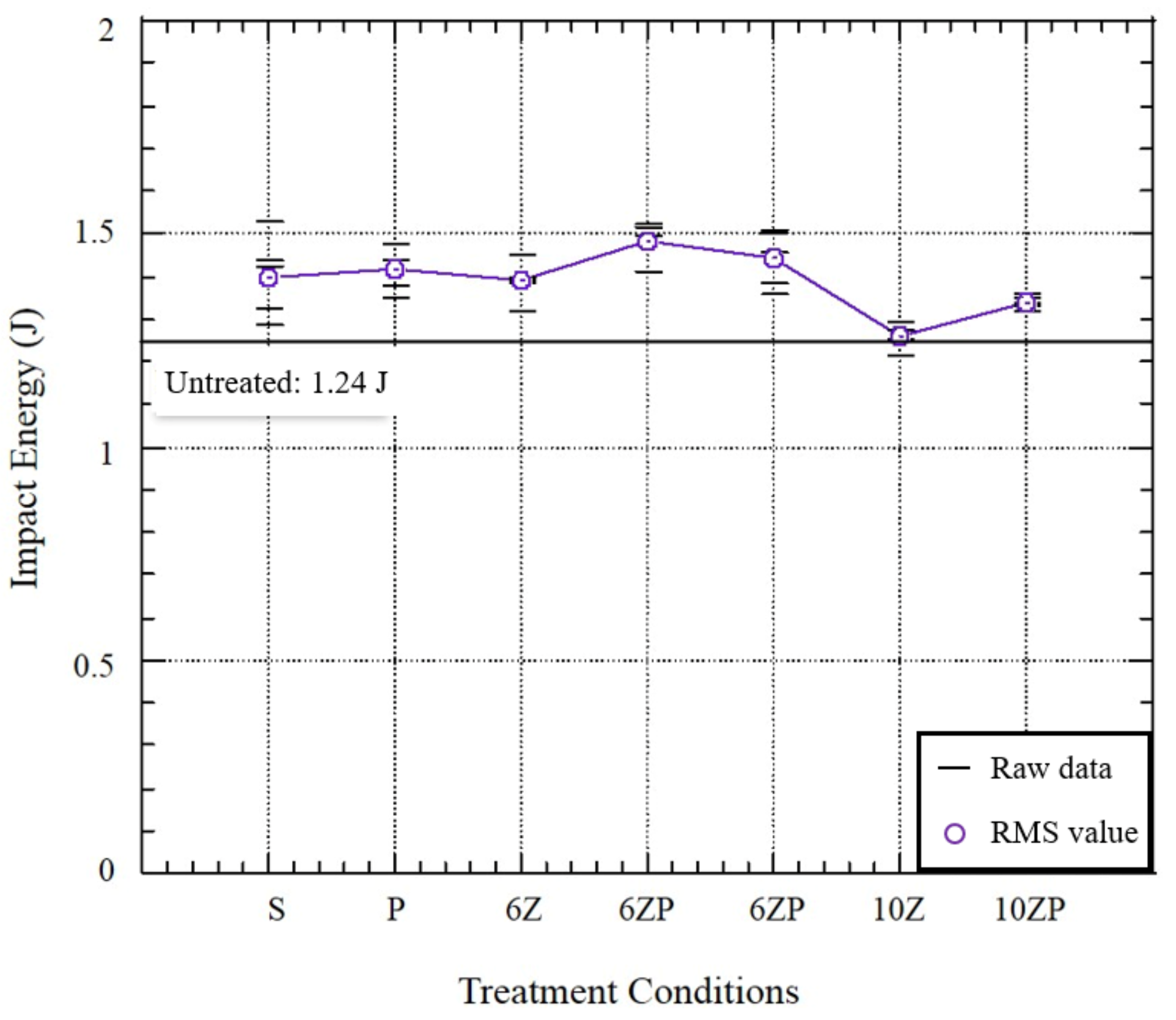
3.3.1. Impact Energy
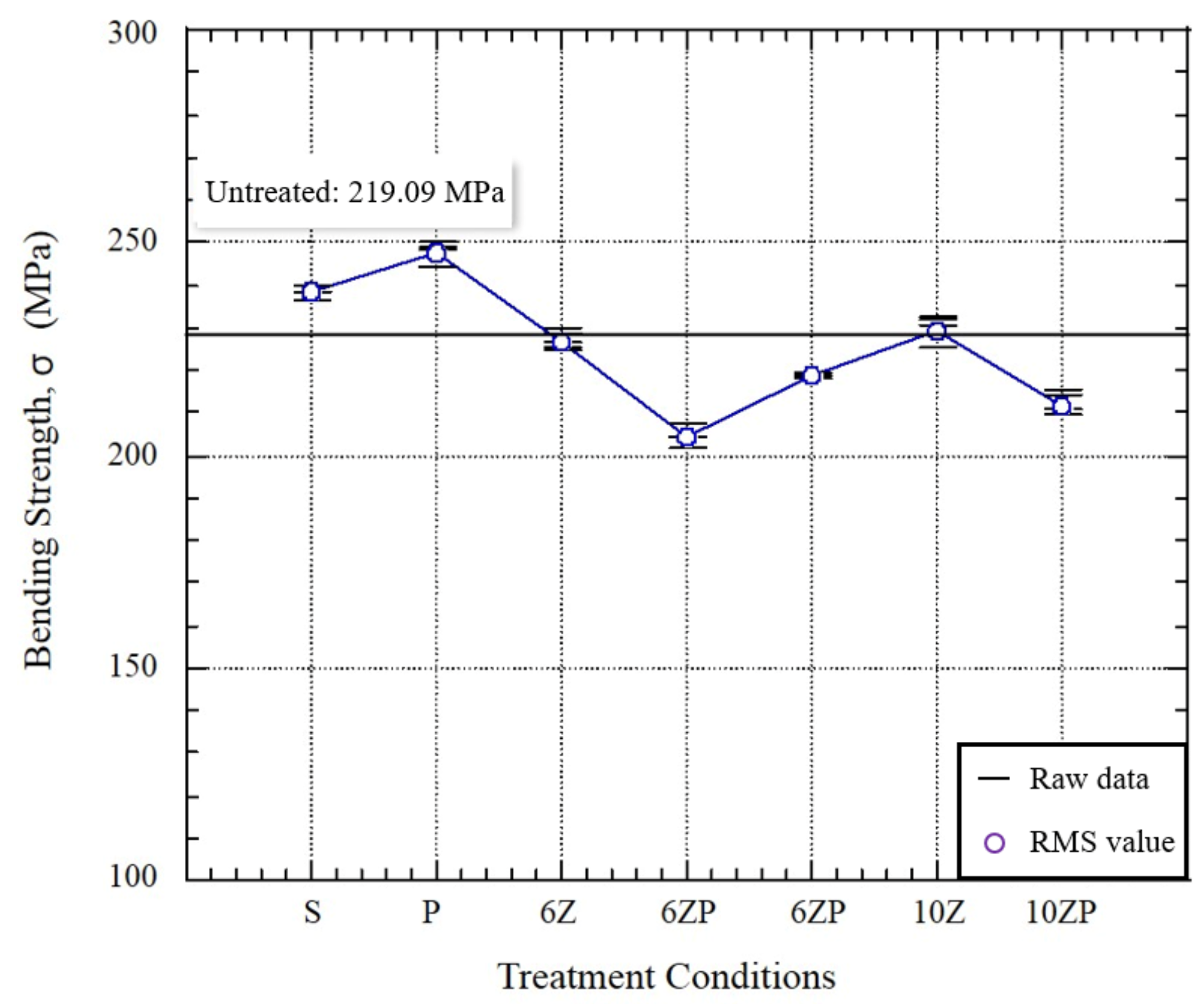
3.3.2. Bending Strength
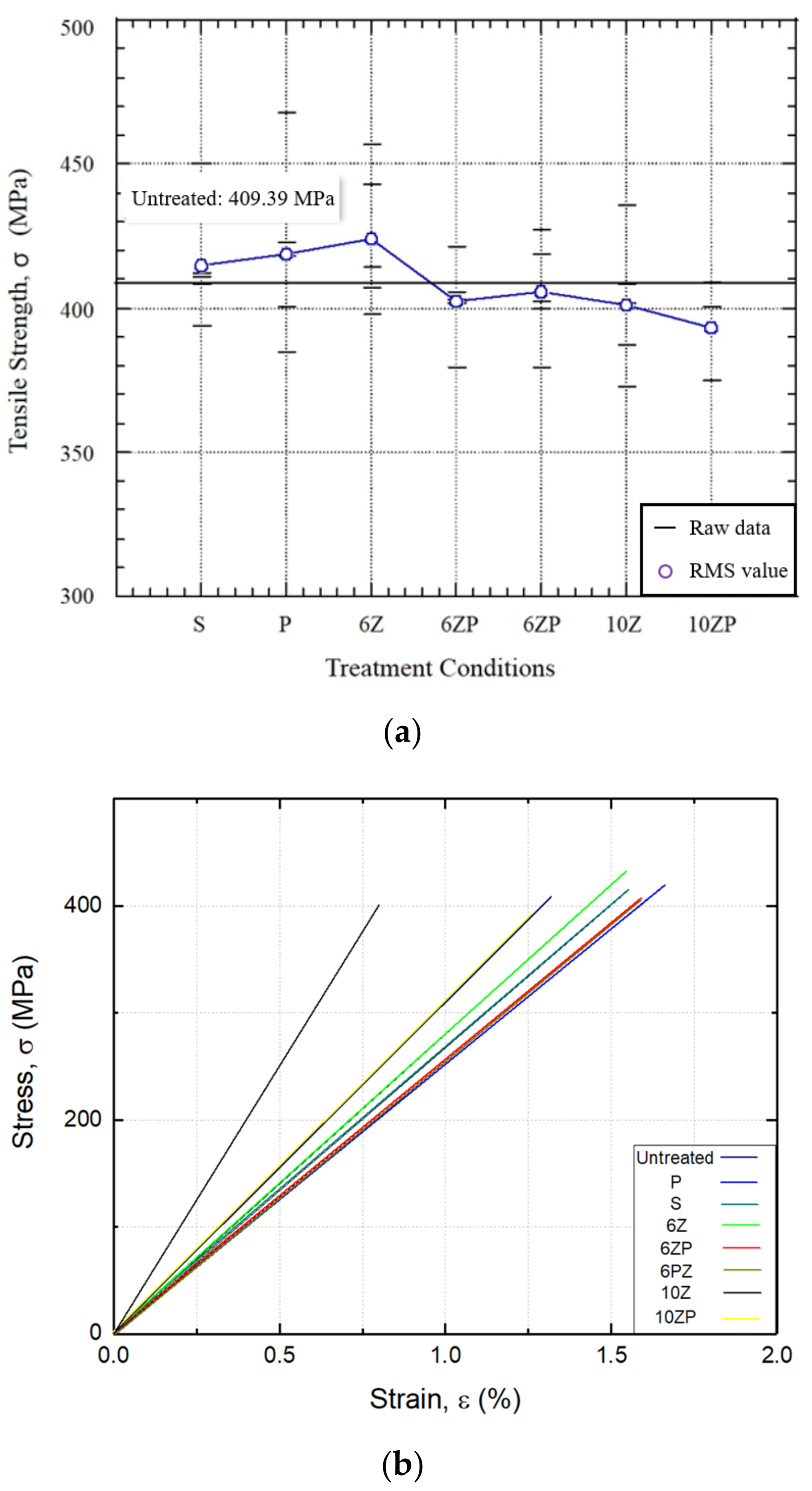
3.3.3. Tensile Strength
3.3.4. FE-SEM Observation
4. Conclusions
- The best tensile strength of 423.74 MPa was obtained at a ZnCl2 concentration of 6 wt%, which is 3.51% higher than the untreated specimens. In addition, the tensile strength obtained at a ZnCl2 concentration of 6 wt% was higher than that obtained at 10 wt%. Since the tensile strength is related to the properties of the fabric itself, the surface treatment did not have a significant effect on the tensile strength. It was also found that ZnCl2 and PDA had negative and positive opposite effects on elongation, respectively. Additionally, these two treatments can effectively compensate for the mutual effects on AFRP, thus ensuring the mechanical properties of AFRP.
- The bending strength under PDA-treated conditions reached the most excellent 247.85 MPa, which was 13% higher than that of the untreated specimens. Among the single treatments, the ZnCl2 treatment showed the lowest improvement in performance while producing an etching effect on the surface fabric. All mixed treatments showed a decrease in performance in bending strength.
- A concentration of 6 wt% ZnCl2 and PDA treatment had the highest impact energy of 1.52 J was obtained for the hybrid treatment, which was more than 20% higher than the untreated condition. The impact power of the treated aramid fiber composites was improved, where the mixed treatment condition increased by more than 8% compared to the single treatment condition. In the mixed treatment condition of ZnCl2 and PDA, the higher impact work was obtained in the PDA treatment condition.
- The Lewis acid treatment increased the adhesion to the resin by etching the surface of the aramid fiber, but it had no effect on the tensile strength because it would damage the fabric itself. In the blend, the treatment had a positive effect on the impact work but had little effect on the tensile and flexural strengths.
- According to the SEM observations, the higher the concentration of ZnCl2 and the longer the treatment time, the better the etching effect on the fiber surface, but fiber separation occurs and reduces the mechanical properties. By observing the cross-sections of the composites, it was confirmed that the cross-sections under mixed treatment conditions were not treated or that the aromatic polyamide fibers were made denser with resin than the material with only a single treatment. The results show that the mixed treatment of ZnCl2 and PDA can improve the mechanical properties of the composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shi, Z.; Zhang, S.; Wang, J.; Zhang, C.; Wang, Z.; Zou, B.; Zhang, X. Manufacturing method of aramid fiber applied to wearable intelligent system. J. Alloys Compd. 2021, 869, 159314. [Google Scholar] [CrossRef]
- Zhang, B.; Jia, L.; Tian, M.; Ning, N.; Zhang, L.; Wang, W. Surface and interface modification of aramid fiber and its reinforcement for polymer composites: A review. Eur. Polym. J. 2021, 869, 110352. [Google Scholar] [CrossRef]
- Yang, G.; Park, M.; Park, S. Recent progresses of fabrication and characterization of fibers-reinforced composites: A review. Compos. Commun. 2019, 147, 34–42. [Google Scholar] [CrossRef]
- Hu, Y.; Liu, W.; Shi, Y. Low-velocity impact damage research on CFRPs with Kevlar-fiber toughening. Compos. Struct. 2019, 216, 127–141. [Google Scholar] [CrossRef]
- Zhou, H.; Du, X.; Liu, H.; Zhou, H.; Zhang, Y.; Mai, Y. Delamination toughening of carbon fiber/epoxy laminates by hierarchical carbon nanotube-short carbon fiber interleaves. Compos. Sci. Technol. 2017, 140, 46–53. [Google Scholar] [CrossRef]
- Lin, J.; Sun, C.; Min, J.; Wan, H.; Wang, S. Effect of atmospheric pressure plasma treatment on surface physicochemical properties of carbon fiber reinforced polymer and its interfacial bonding strength with adhesive. Compos. Part B Eng. 2020, 199, 108237. [Google Scholar] [CrossRef]
- Kim, J.; Mauchauffe, R.; Kim, D.; Kim, J.; Moon, S. Mechanism study of atmospheric-pressure plasma treatment of carbon fiber reinforced polymers for adhesion improvement. Surf. Coat. Technol. 2020, 393, 125841. [Google Scholar] [CrossRef]
- Cho, B.; Hwang, S.; Park, M.; Park, J.; Park, Y.; Chae, H. The effects of plasma surface treatment on the mechanical properties of polycarbonate/carbon nanotube/carbon fiber composites. Compos. Part B Eng. 2019, 160, 436–445. [Google Scholar] [CrossRef]
- Lee, H.; Ohsawa, I.; Takahashi, J. Effect of plasma surface treatment of recycled carbon fiber on carbon fiber-reinforced plastics (CFRP) interfacial properties. Appl. Surf. Sci. 2015, 328, 241–246. [Google Scholar] [CrossRef]
- Li, D.; Xiong, M.; Wang, S.; Chen, X.; Wang, S.; Zeng, Q. Effects of low-temperature plasma treatment on wettability of glass surface: Molecular dynamic simulation and experimental study. Appl. Surf. Sci. 2020, 503, 144257. [Google Scholar] [CrossRef]
- Macedo, M.J.P.; Silva, G.S.; Feitor, M.C.; Costa, T.H.C.; Ito, E.N.; Melo, J.D.D. Surface modification of kapok fibers by cold plasma surface treatment. J. Mater. Res. Technol. 2020, 9, 2467–2476. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Valente, M.; Ferrante, L.; Cioffi, S.; Iannace, S.; Sorrentino, L. Hybrid composites based on aramid and basalt woven fabrics: Impact damage modes and residual flexural properties. Mater. Des. 2013, 49, 290–302. [Google Scholar] [CrossRef]
- Behera, A.; Behera, R.K.; Sahu, P.; Swain, R.R.; Mahapatra, T.R. Tensile and Failure Behavior of Kevlar Fiber Reinforced Epoxy Matrix Composite Exposed to Different Environmental Conditions. Mater. Today Proc. 2018, 5, 20250–20256. [Google Scholar] [CrossRef]
- Zhong, J.; Luo, Z.; Hao, Z.; Guo, Y.; Zhou, Z.; Li, P.; Xue, B. Enhancing fatigue properties of styrene butadiene rubber composites by improving interface adhesion between coated aramid fibers and matrix. Compos. Part B Eng. 2019, 172, 485–495. [Google Scholar] [CrossRef]
- Liu, L.; Huang, Y.; Zhang, Z.; Jiang, Z.; Wu, L. Ultrasonic treatment of aramid fiber surface and its effect on the interface of aramid/epoxy composites. Appl. Surf. Sci. 2008, 254, 2594–2599. [Google Scholar] [CrossRef]
- Li, C.; Zhen, Q.; Luo, Z.; Lu, S. Effect of calcium chloride on the surface properties of Kevlar fiber. Appl. Polym. Sci. 2014, 132, 41358. [Google Scholar] [CrossRef]
- Lv, J.; Cheng, Z.; Wu, H.; He, T.; Qin, J.; Liu, X. In-situ polymerization and covalent modification on aramid fiber surface via direct fluorination for interfacial enhancement. Compos. Part B Eng. 2020, 182, 107608. [Google Scholar] [CrossRef]
- Lin, G.; Wang, H.; Yu, B.; Qu, G.; Chen, S.; Kuang, T.; Yu, K.; Liang, Z. Combined treatments of fiber surface etching/silane-coupling for enhanced mechanical strength of aramid fiber-reinforced rubber blends. Mater. Chem. Phys. 2020, 255, 123486. [Google Scholar] [CrossRef]
- Xi, M.; Li, Y.; Shang, S.; Li, D.; Yin, Y.; Dai, X. Surface modification of aramid fiber by air DBD plasma at atmospheric pressure with continuous on-line processing. Surf. Coat. Technol. 2008, 202, 6029–6033. [Google Scholar] [CrossRef]
- Jia, C.; Chen, P.; Liu, W.; Li, B.; Wang, Q. Surface treatment of aramid fiber by air dielectric barrier discharge plasma at atmospheric pressure. Appl. Surf. Sci. 2011, 257, 4165–4170. [Google Scholar] [CrossRef]
- Kim, H.; Song, J. Improvement in the mechanical properties of carbon and aramid composites by fiber surface modification using polydopamine. Compos. Part B Eng. 2019, 160, 31–36. [Google Scholar] [CrossRef]
- Xu, G. Improvement of Mechanical Properties by Surface Modification of ZnCl2 and Polydopamine in Aramid Fiber Composites. Master’s Thesis, Department of Energy Storage, Conversion Engineering of Graduate School, Jeonbuk National University, Jeonju, Korea, 2021. [Google Scholar]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastic. ASTM: West Conshohocken, PA, USA, 2017.
- ASTM D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM: West Conshohocken, PA, USA, 2017.
- ISO 179; Plastics—Determination of Charpy Impact Properties. ISO: Geneva, Switzerland, 2020.
- Norstrom, A.; Watson, H.; Engstrom, B.; Rosenholm, J. Treatment of E-glass fibres with acid, base and silanes. Colloids Surf. A Phys. Chem. Eng. Asp. 2001, 194, 143–157. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Specification |
|---|---|
| Weave type | Plain woven |
| Weight (g/m2) | 165 |
| Warp primary fiber | 158Tex |
| Thickness (mm) | 0.33 ± 0.025 |
| Name | Surface Treatment | Agent | Concentration |
|---|---|---|---|
| S | Silane | Silane: Distilled water | 10 wt% |
| P | PDA | PDA, TRIS | 1.5 g/L, 40 mM |
| 6Z | ZnCl2 | ZnCl2: ethanol | 6 wt% |
| 6ZP | ZnCl2-PDA | ZnCl2: ethanol, PDA, TRIS | 6 wt%, 1.5 g/L, 40 mM |
| 6PZ | PDA-ZnCl2 | ZnCl2: ethanol, PDA, TRIS | 6 wt%, 1.5 g/L, 40 mM |
| 10Z | ZnCl2 | ZnCl2: ethanol | 10 wt% |
| 10ZP | ZnCl2-PDA | ZnCl2: ethanol, PDA, TRIS | 10 wt%, 1.5 g/L, 40 mM |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, G.; Jin, Y.; Song, J. Improvement of the Mechanical Properties by Surface Modification of ZnCl2 and Polydopamine in Aramid Fiber Composites. Appl. Sci. 2022, 12, 3119. https://doi.org/10.3390/app12063119
Xu G, Jin Y, Song J. Improvement of the Mechanical Properties by Surface Modification of ZnCl2 and Polydopamine in Aramid Fiber Composites. Applied Sciences. 2022; 12(6):3119. https://doi.org/10.3390/app12063119
Chicago/Turabian StyleXu, Guangxian, Yinghai Jin, and Junhee Song. 2022. "Improvement of the Mechanical Properties by Surface Modification of ZnCl2 and Polydopamine in Aramid Fiber Composites" Applied Sciences 12, no. 6: 3119. https://doi.org/10.3390/app12063119
APA StyleXu, G., Jin, Y., & Song, J. (2022). Improvement of the Mechanical Properties by Surface Modification of ZnCl2 and Polydopamine in Aramid Fiber Composites. Applied Sciences, 12(6), 3119. https://doi.org/10.3390/app12063119