Investigation of Load Capacity of High-Contact-Ratio Internal Spur Gear Drive with Arc Path of Contact


Abstract
:Featured Application
Abstract
1. Introduction
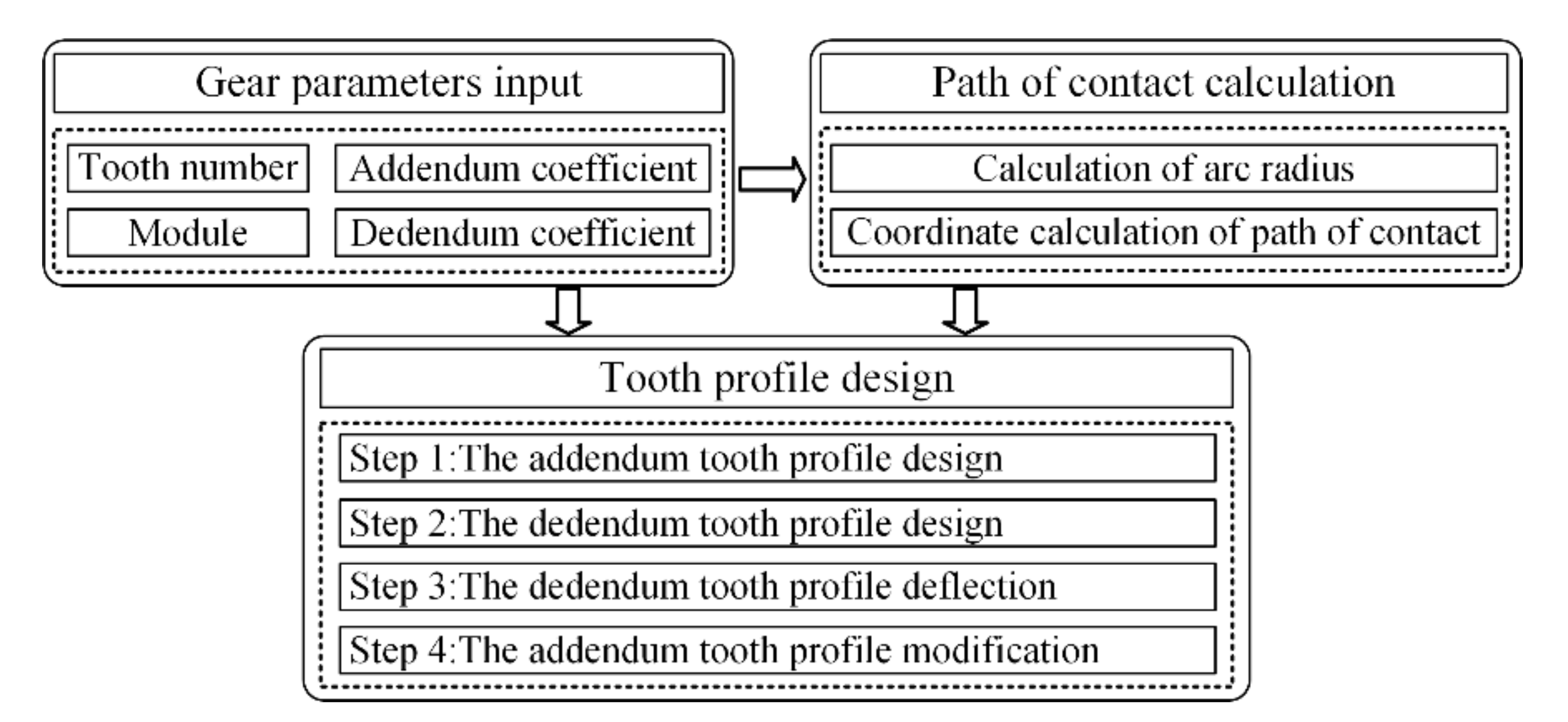
2. Design Approach for HCR Internal Spur Gear Drive
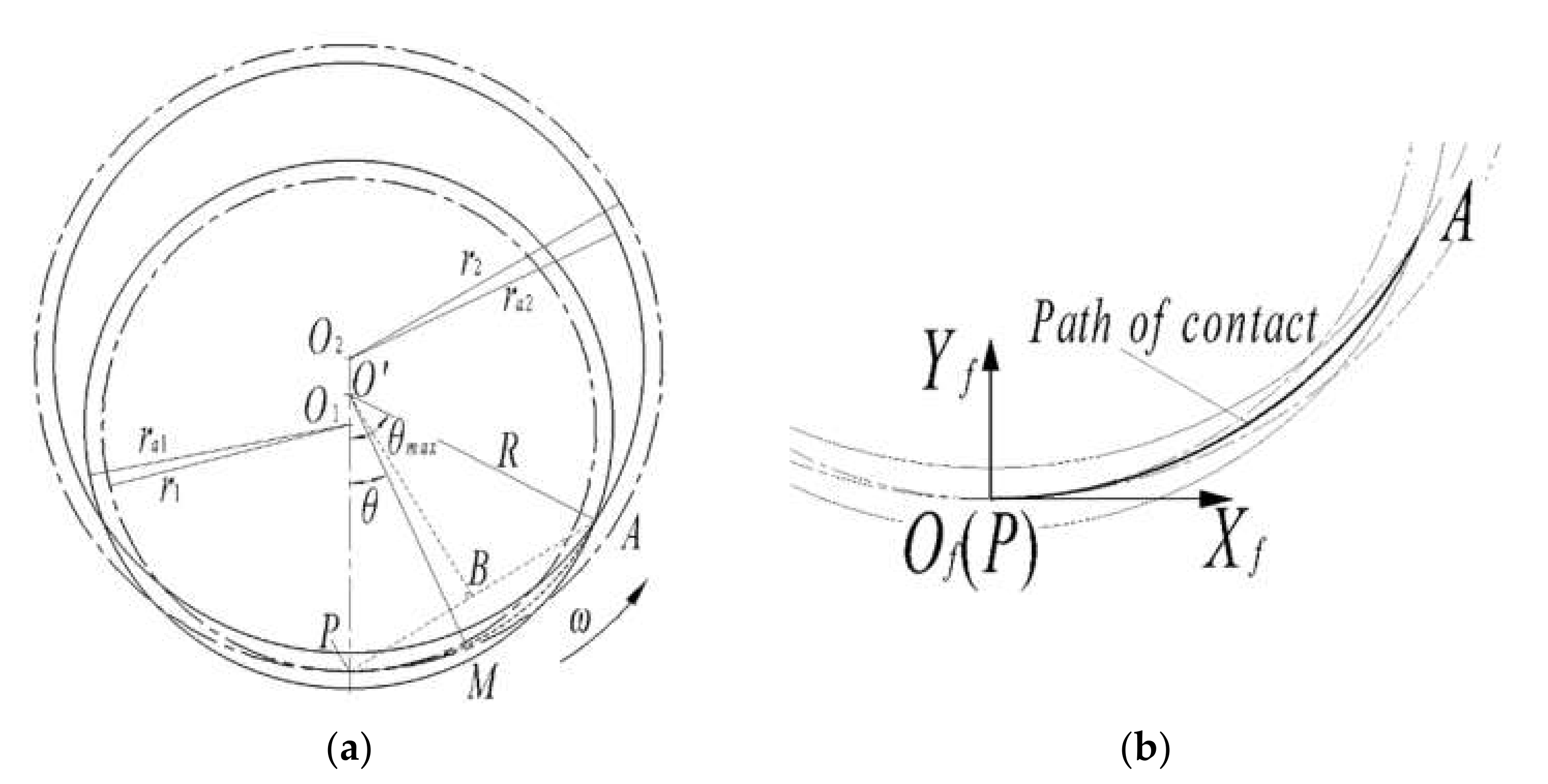
2.1. Path of Contact
2.2. Mathematical Equations of Tooth Profile
2.2.1. Addendum Tooth Profile
2.2.2. Dedendum Tooth Profile
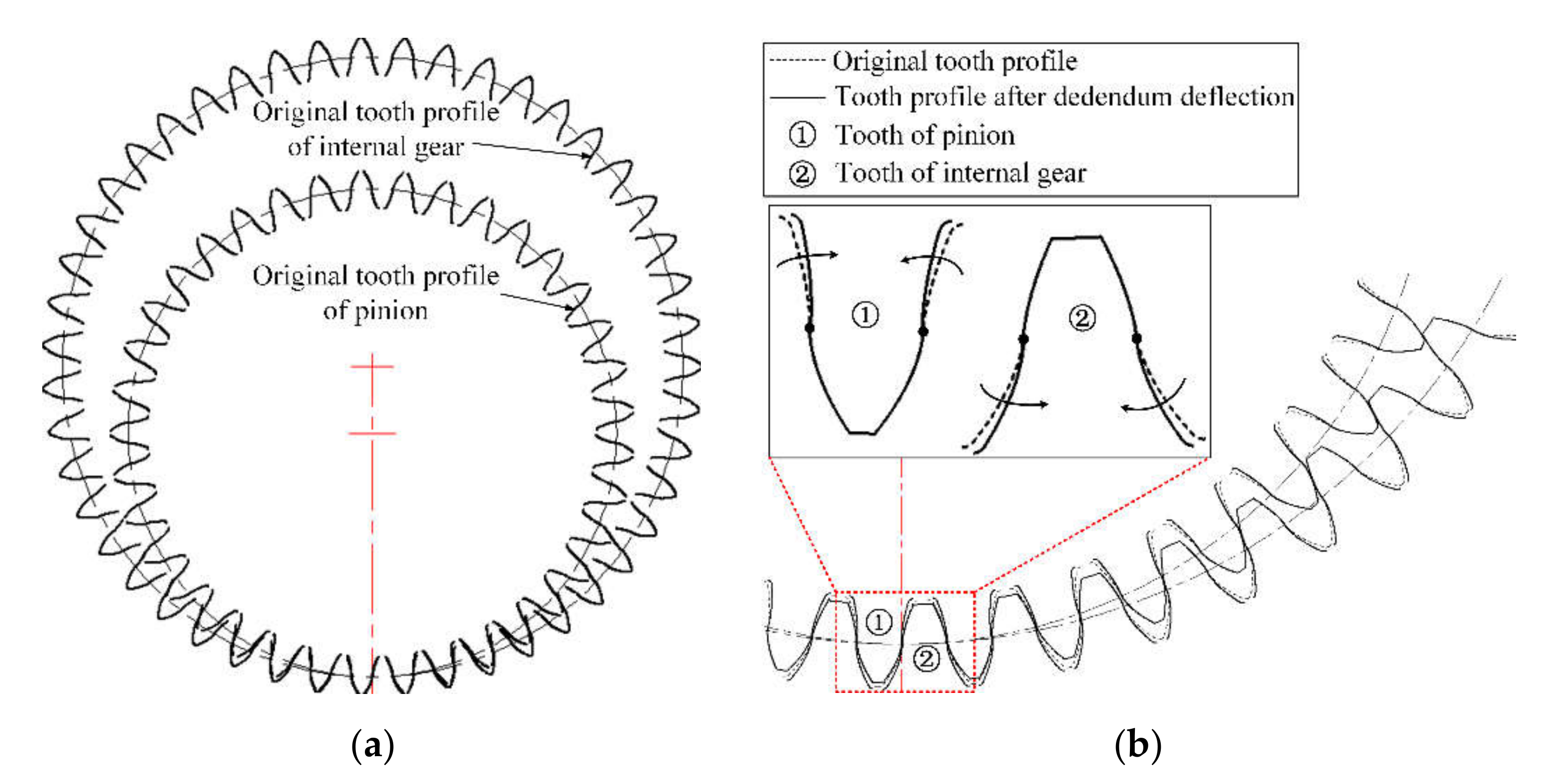
2.2.3. Deflection of Dedendum Tooth Profile
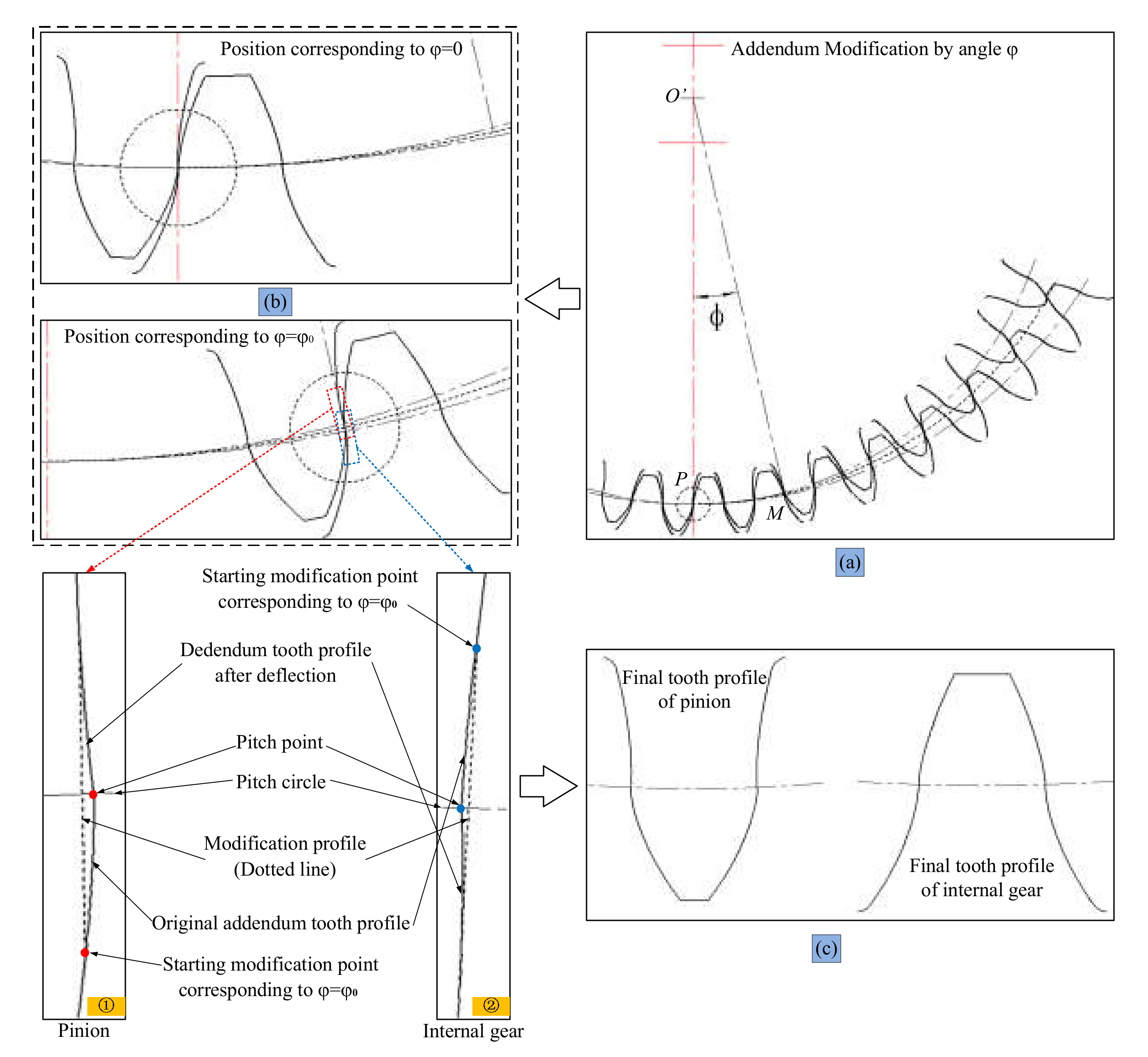
2.2.4. Modification of Addendum Tooth Profile
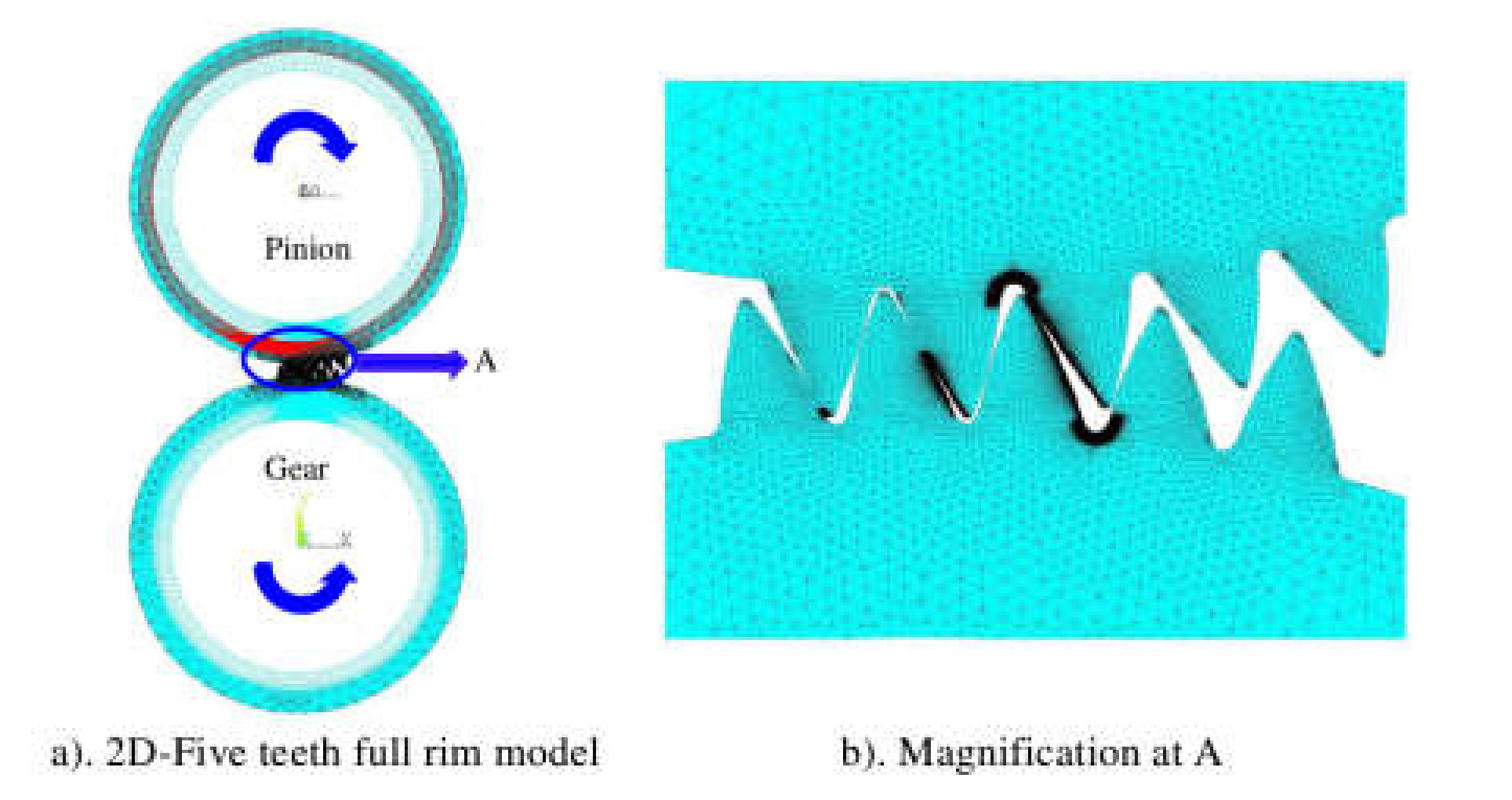
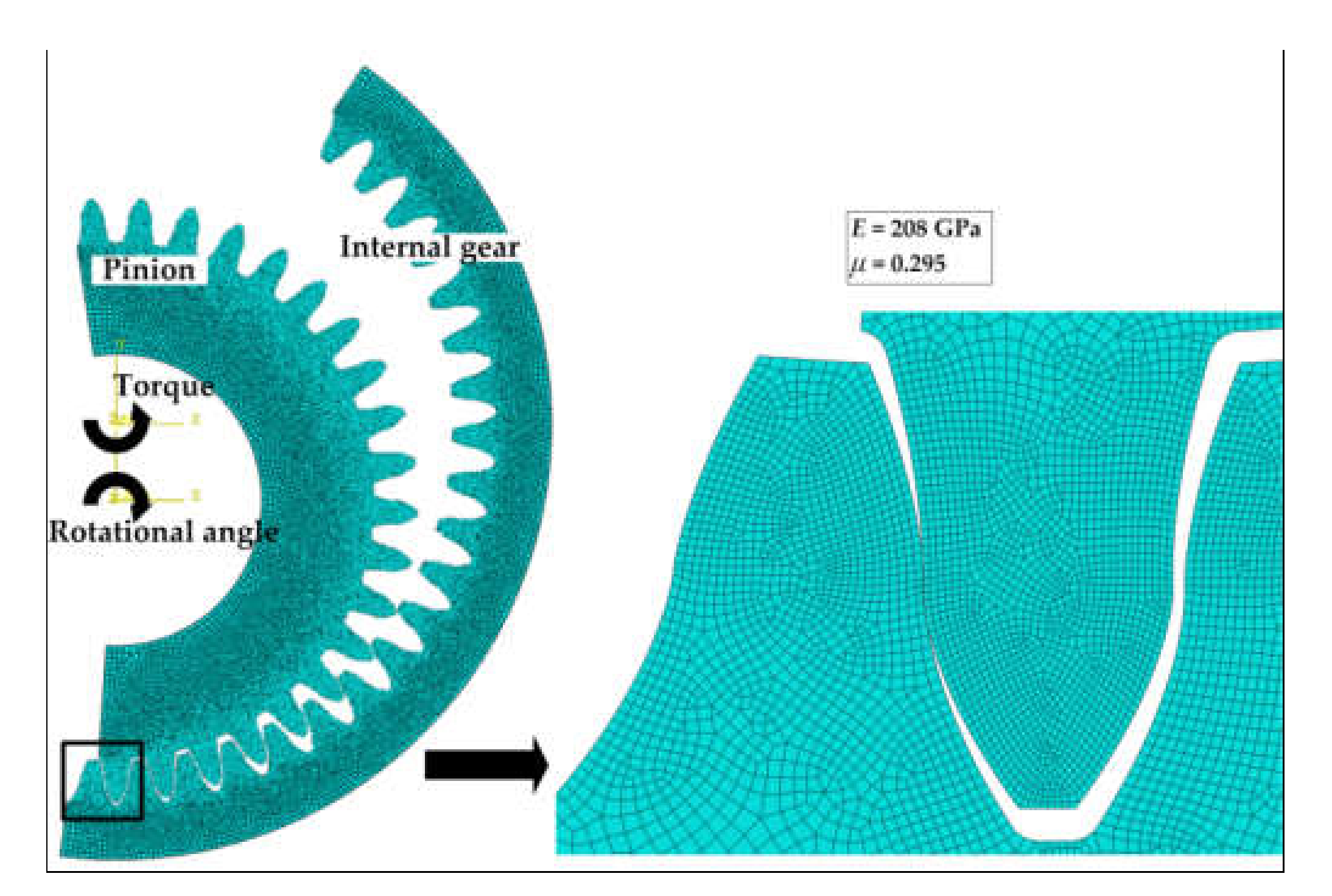
3. Finite-Element Modeling
- The centers of the pinion and internal gear are bound to the inner and outer periphery surface, respectively.
- All the directions of the pinion and internal gear are constrained except for the rotational direction.
- There are two analysis steps. A small angle in the rotational direction is applied for the pinion to establish contact in the first step.
- The rotational angle is set to 3.4 rad at the center of the pinion, and 5 Nm of torque (T) is applied at the center of the internal gear in the opposite direction during the second step.
4. Parametric Study on HCR Internal Spur Gear Drives
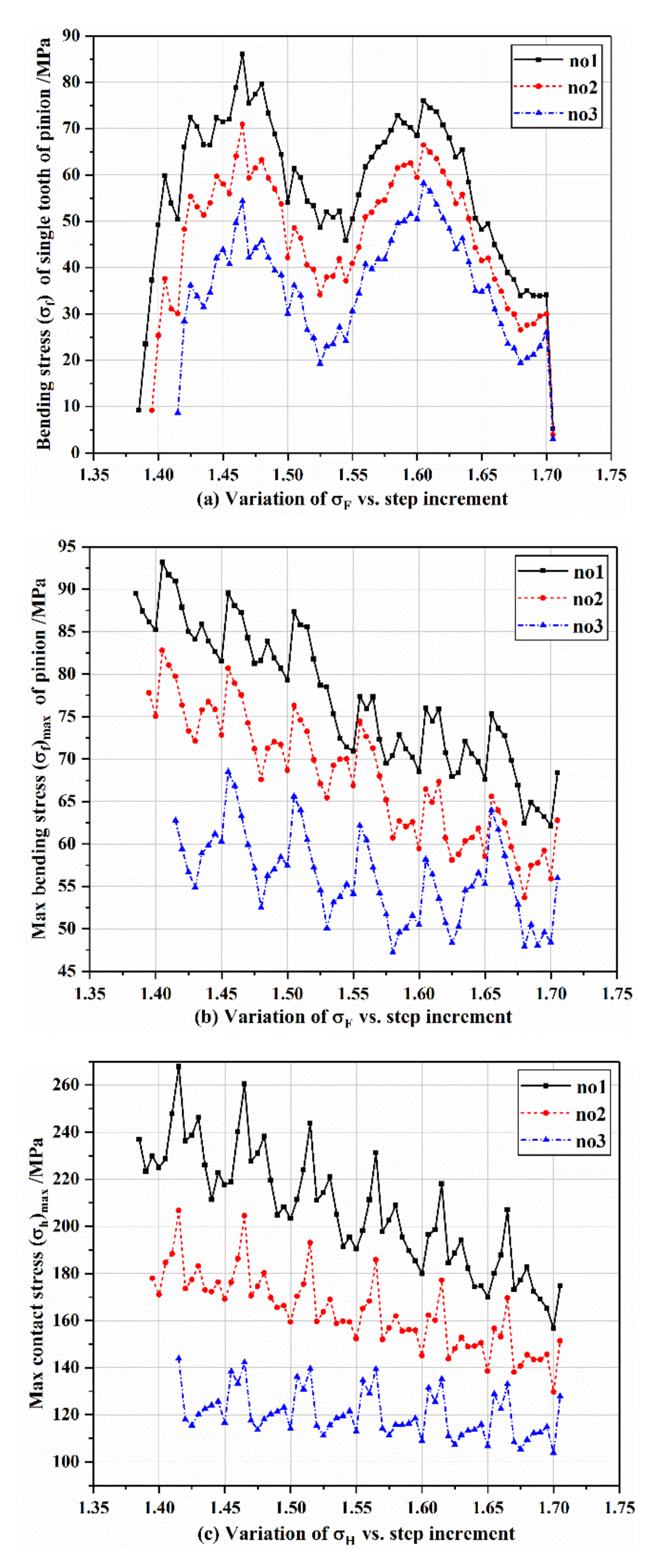
4.1. Influence of Root Deflection Angle
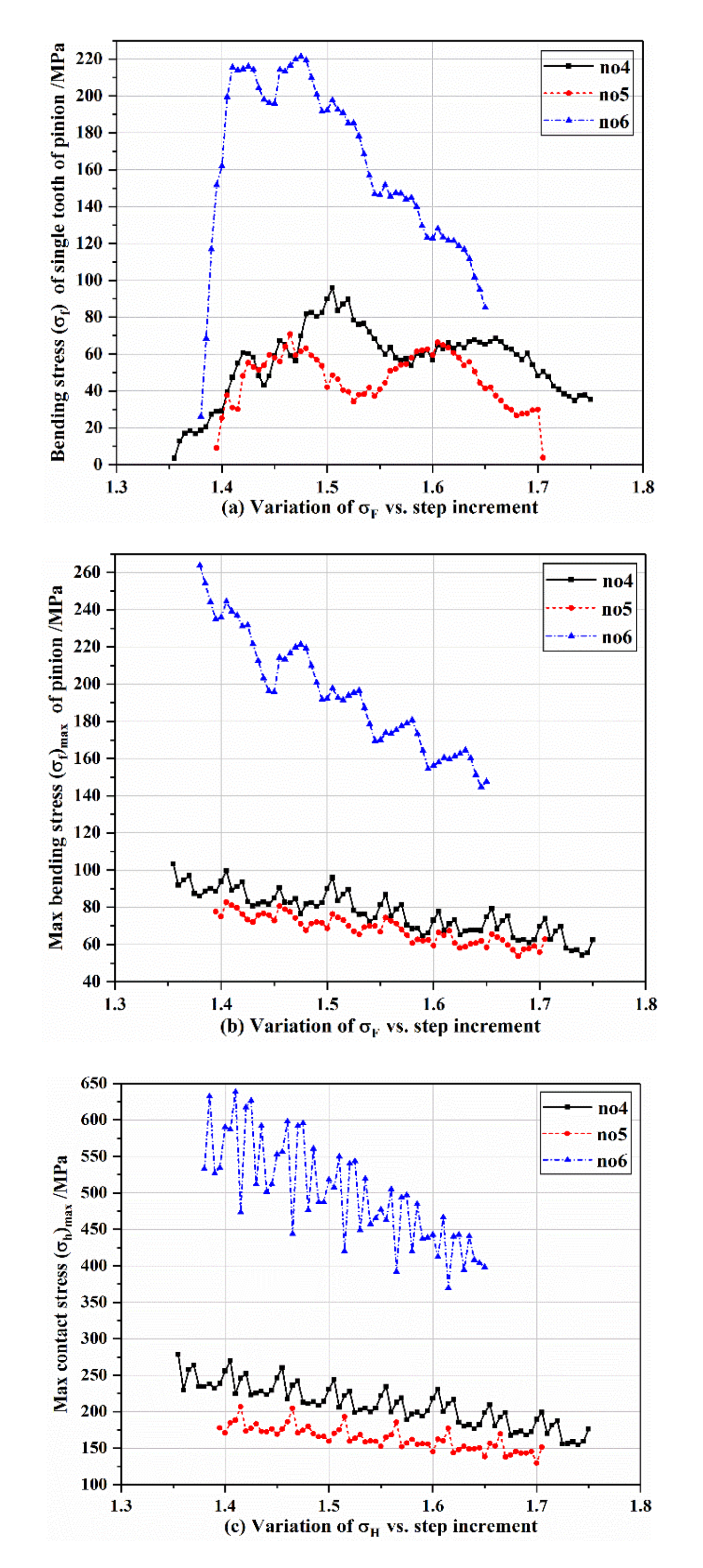
4.2. Influence of Modification Angle
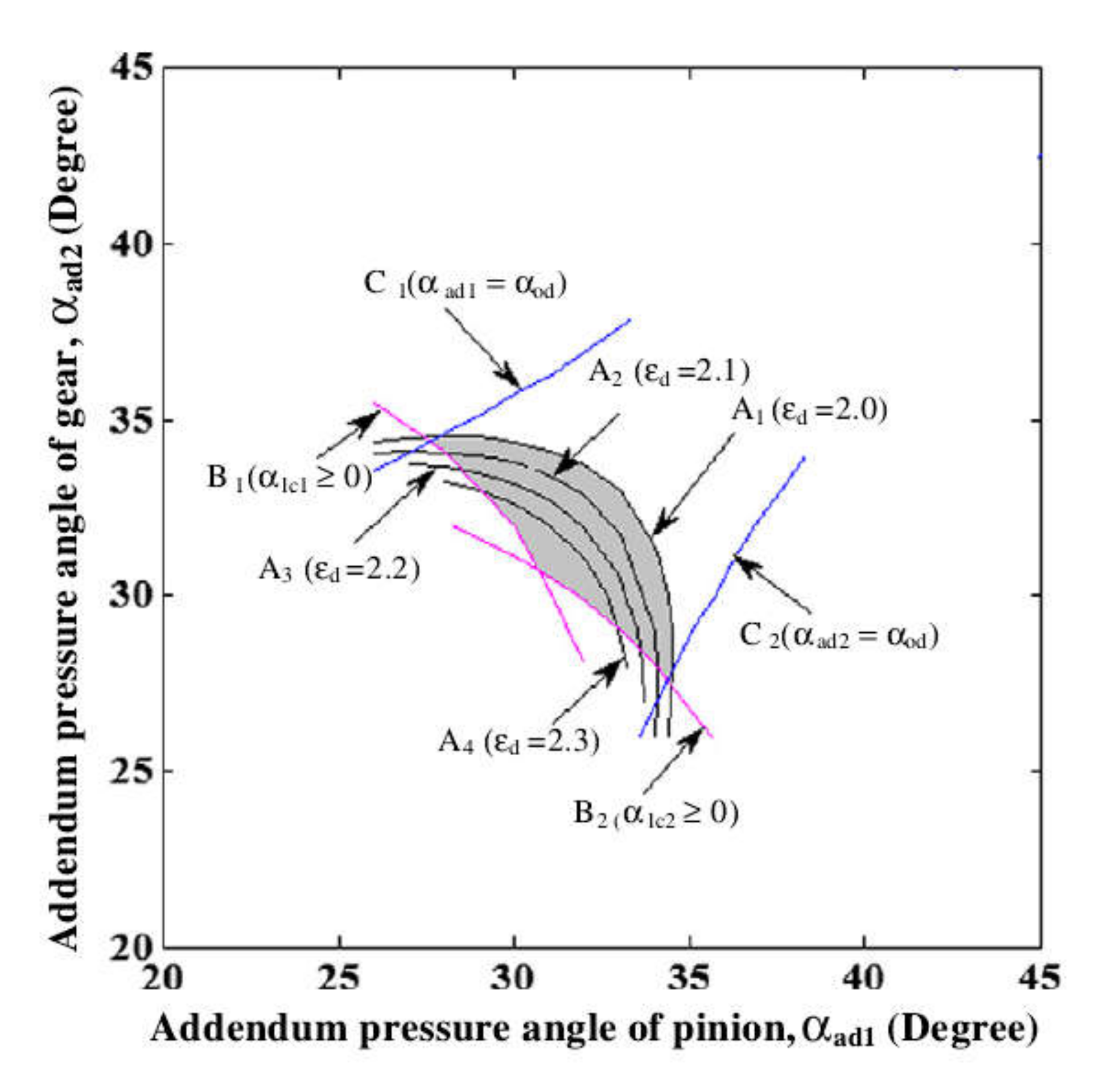
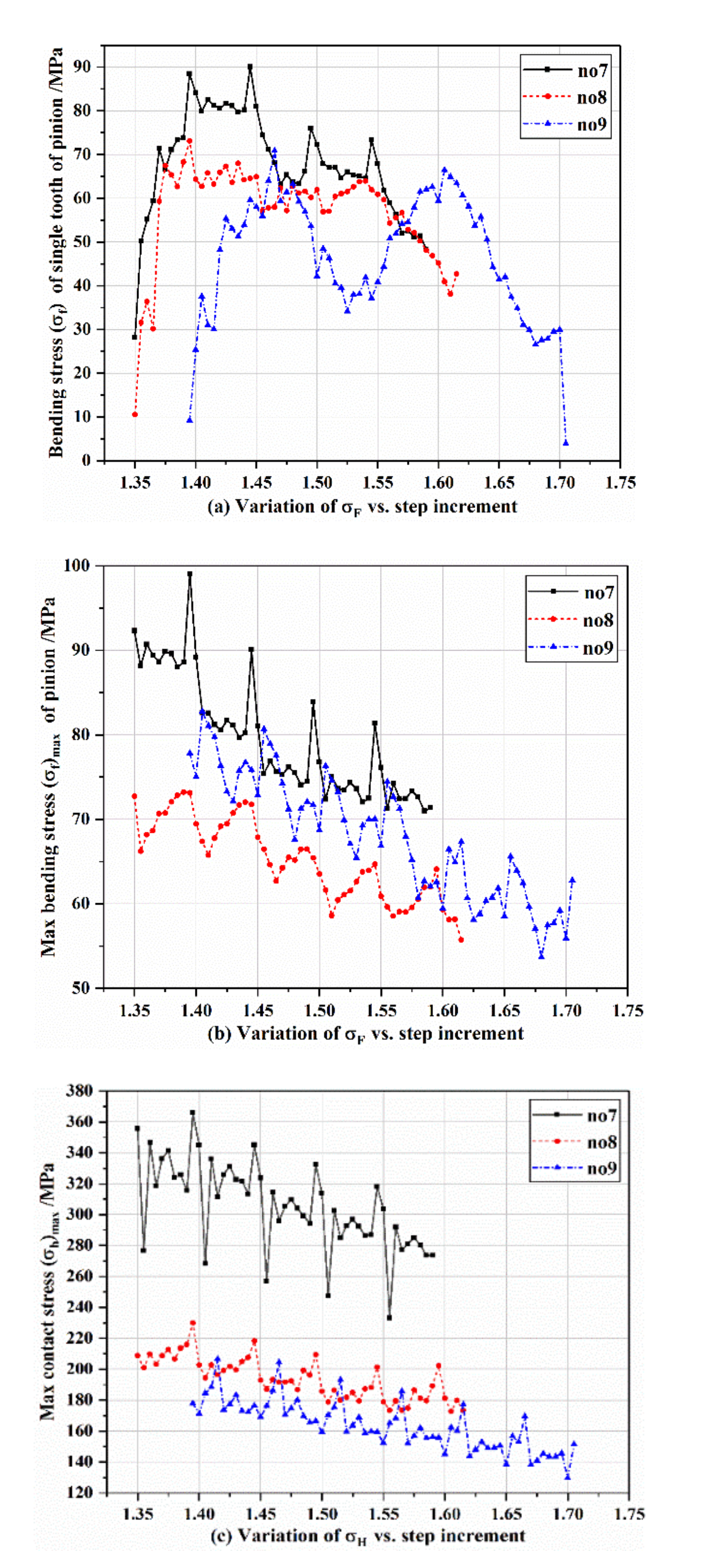
4.3. Influence of Addendum Coefficient
5. A Case of Comparative Study between HCR and Involute Internal Spur Gear Drive
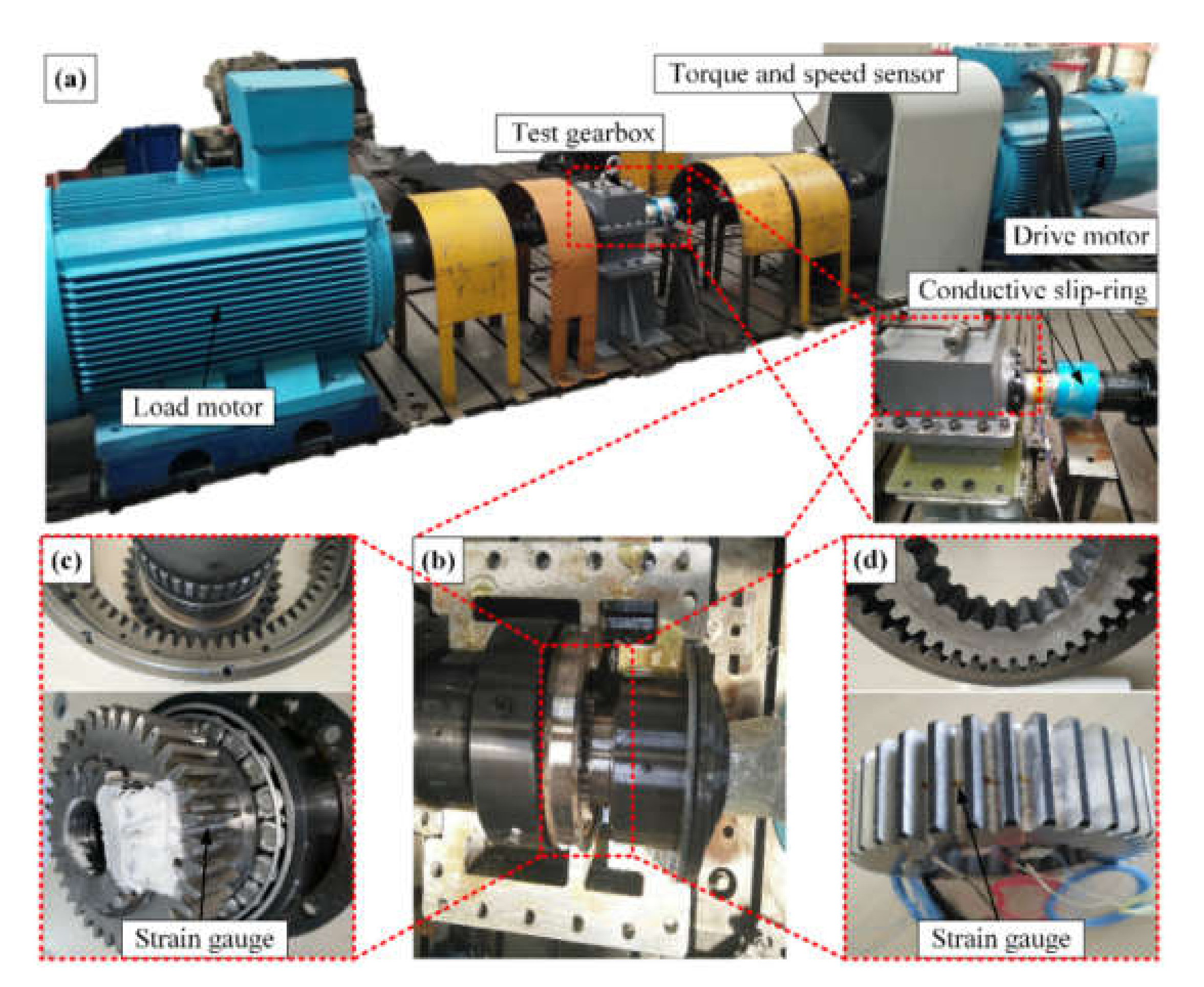
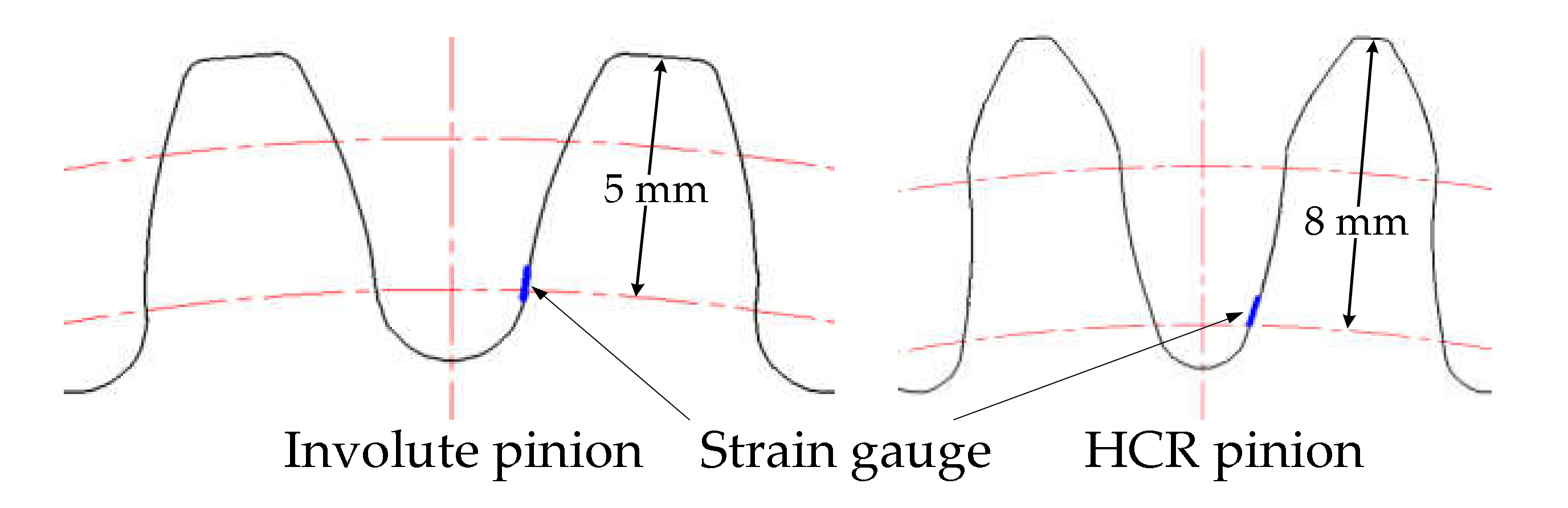
5.1. Experimental Details
- Starting moment in a mesh cycle: the strain value is greater than the set threshold (75 ) and the strain value at the previous moment is less than the set threshold.
- Ending moment in mesh cycle: the strain value is less than the set threshold (75 ) and the strain value at the previous moment is greater than the set threshold, and the total meshing time is longer than 40 sampling points (namely 0.004 s).
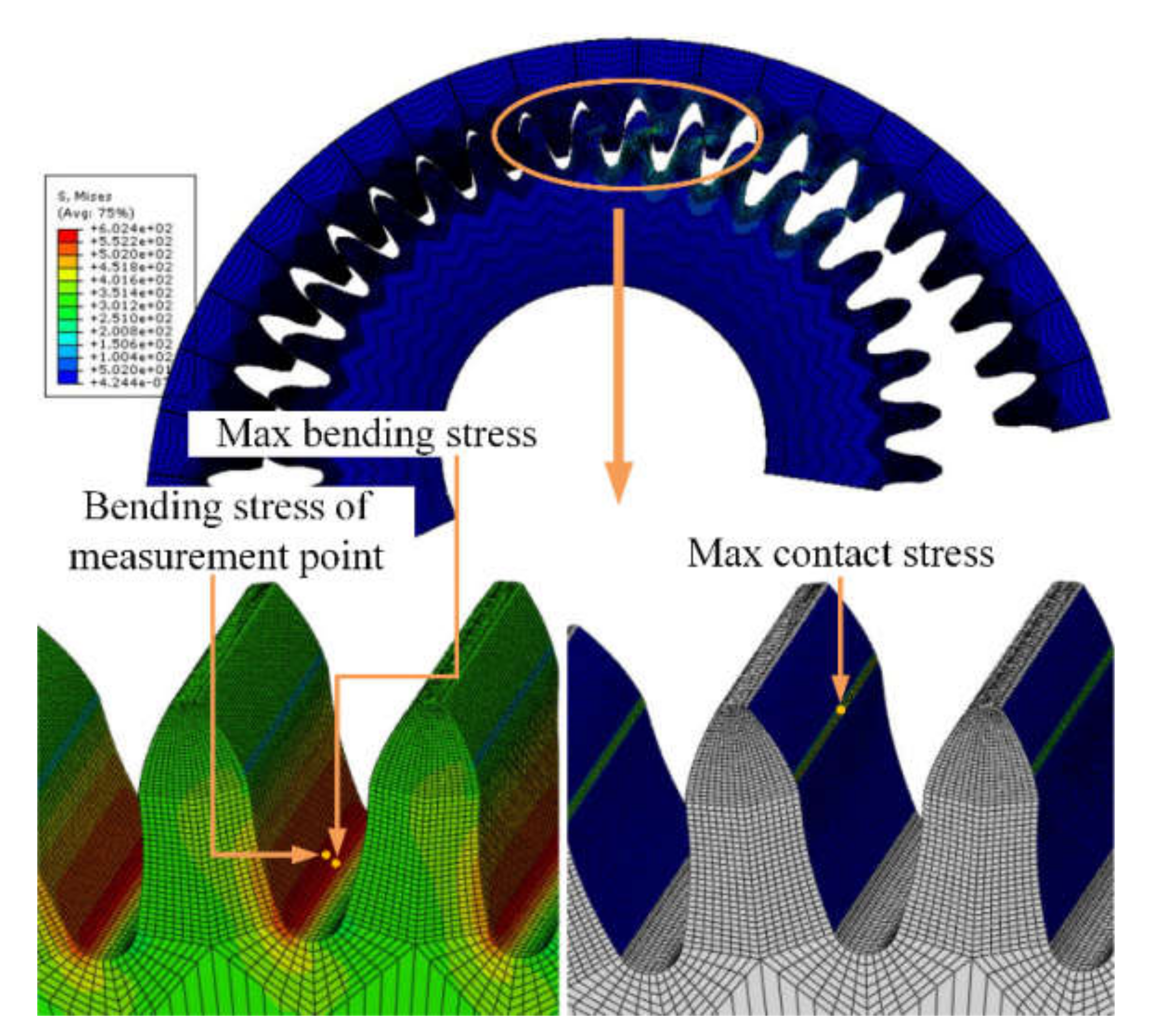
5.2. 3D Finite-Element Models Considering Multi-Pair Contact
6. Comparison Results and Discussions
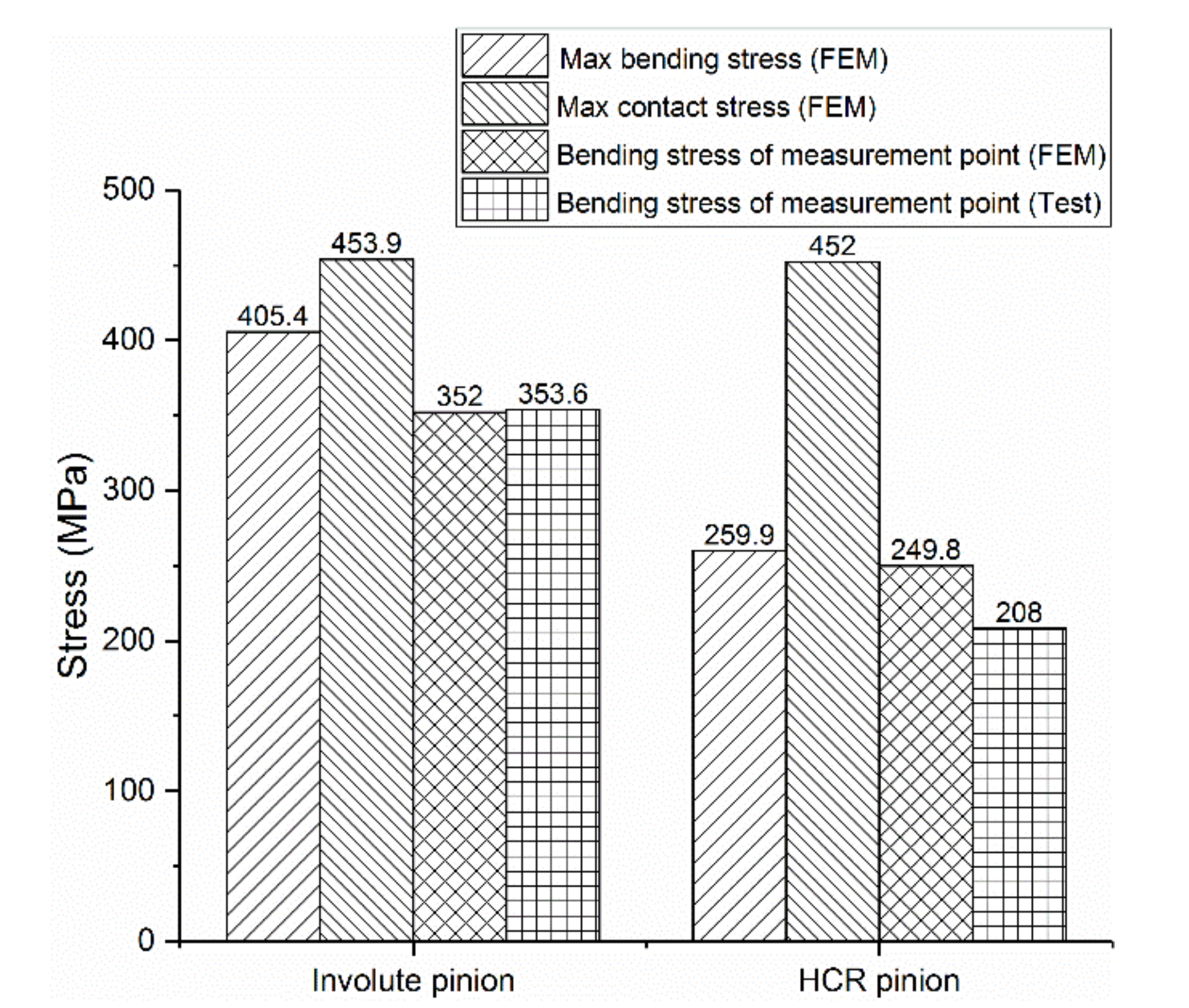
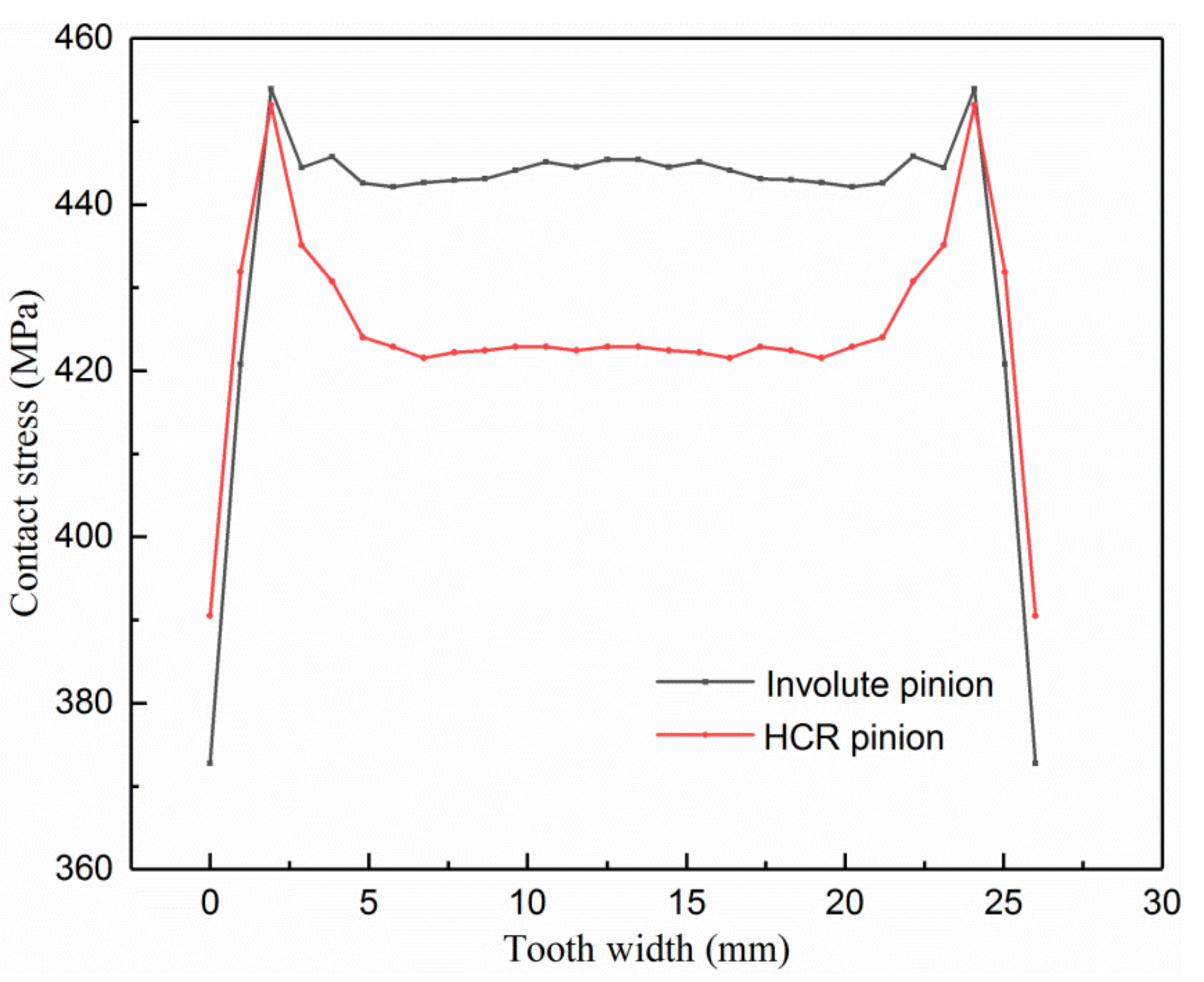
6.1. Bending Stress and Contact Stress
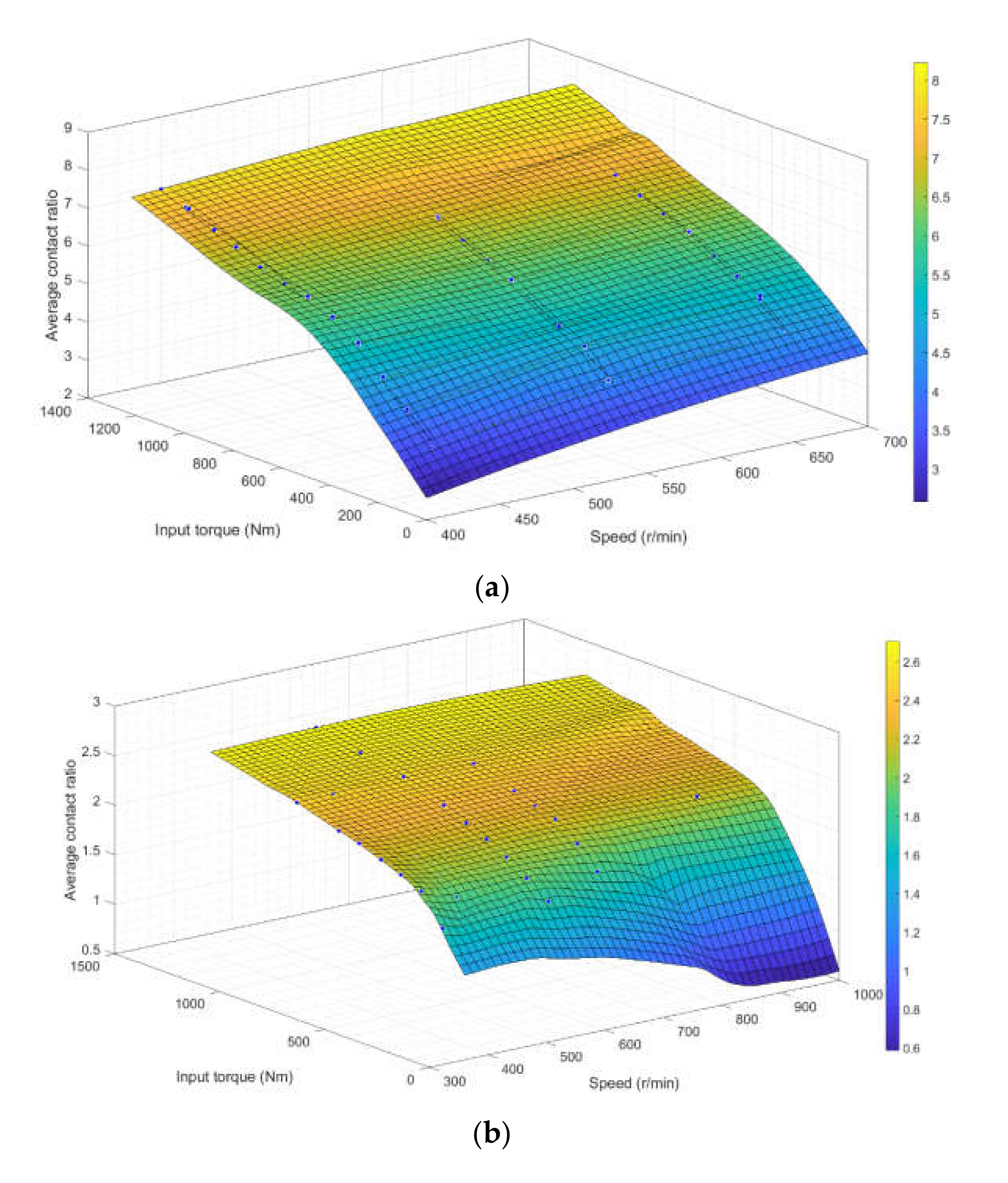
6.2. Contact Ratio
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| } | fixed coordinate system |
| , | coordinate values of meshing point on the coordinate system |
| radius of path of contact | |
| rotational angle of radius R in the counterclockwise direction | |
| radii of pitch circle of pinion | |
| radii of pitch circle of internal gear | |
| addendum circle radii of pinion | |
| addendum circle radii of internal gear | |
| deflection angle | |
| modification angle | |
| maximum bending stress | |
| maximum contact stress | |
| tooth width | |
| contact ratio | |
| total mesh time of gear tooth 1# | |
| starting mesh moment of gear tooth 1# | |
| starting mesh moment of gear tooth 2# |
References
- Zhang, B.; Liu, H.; Zhu, C. Numerical simulation of competing mechanism between pitting and micro-pitting of a wind turbine gear considering surface roughness. Eng. Fail. Anal. 2019, 104, 1–12. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, R.; Feng, J. Study on load sharing behavior of coupling gear-rotor-bearing system of GTF aero-engine based on multi-support of rotors. Mech. Mach. Theory 2020, 147, 103764. [Google Scholar] [CrossRef]
- Kostrzewski, M.; Melnik, R. Numerical Dynamics Study of a Rail Vehicle with Differential Gears. Proc. Eng. 2019, 192, 439–444. [Google Scholar] [CrossRef]
- Miler, D.; Hoic, M. Optimization of cylindrical gear pairs: A review. Mech. Mach. Theory 2021, 156, 104156. [Google Scholar] [CrossRef]
- Khabou, M.T.; Bouchaala, N.; Chaari, F. Study of a spur gear dynamic behavior in transient regime. Mech. Syst. Signal Process. 2011, 25, 30893101. [Google Scholar] [CrossRef]
- Buckingham, E. Analytical Mechanics of Gears; Dover Publication: New York, NY, USA, 1963. [Google Scholar]
- Li, S. Finite element analyses for contact strength and fillet strength of a pair of spur gears with machining errors, assembly errors and tooth modifications. Mech. Mach. Theory 2007, 42, 88–114. [Google Scholar] [CrossRef]
- Li, S. Effect of addendum on contact strength, fillet strength and basic performance parameters of a pair of spur gears. Mech. Mach. Theory 2008, 43, 1557–1584. [Google Scholar] [CrossRef]
- Sankar, S.; Nataraj, M. Profile modification—A design approach for increasing the tooth strength in spur gear. Int. J. Adv. Manuf. Technol. 2011, 55, 1–10. [Google Scholar] [CrossRef]
- Maper, A.; Karu, S.; Patil, S. Analysis and formulation of spur gear stresses with different tip modifications. J. Cent. South Univ. 2019, 26, 2368–2378. [Google Scholar] [CrossRef]
- Dong, P.; Zuo, S.; Du, S. Optimum design of the tooth root profile for improving fillet capacity. Mech. Mach. Theory 2020, 151, 103910. [Google Scholar] [CrossRef]
- Sánchez, M.; Pleg, M.; Ped, J. Influence of profile modifications on meshing stiffness, load sharing, and transmission error of involute spur gears. Mech. Mach. Theory 2019, 139, 506–525. [Google Scholar] [CrossRef]
- Nguyen, T. Compact design of high-contact-ratio spur gears. In Proceedings of the ASME 2020. International Mechanical Engineering Congress and Exposition, IMECE2020, Portland, OR, USA, 16–19 November 2020. [Google Scholar]
- Lin, H.; Lee, C.; Oswald, F. Computer-aided design of high-contact-ratio gears for minimum dynamic load and stress. ASME J. Mech. Des. 1993, 115, 171–178. [Google Scholar] [CrossRef]
- Kape, A. Geometry and design of involute spur gears with asymmetric teeth. Mech. Mach. Theory 2000, 35, 117–130. [Google Scholar]
- Mar, P.; Muth, G. Investigation of load carrying capacity of asymmetric high contact ratio spur gear based on load sharing using direct gear design approach. Mech. Mach. Theory 2016, 96, 52–74. [Google Scholar]
- Muni, D.; Muth, G. A comprehensive study on the asymmetric internal spur gear drives through direct and conventional gear design. Mech. Based Des. Struct. Mach. 2009, 37, 431–461. [Google Scholar] [CrossRef]
- Yildirim, N.; Munro, R. A systematic approach to profile relief design of low and high contact ratio spur gears. Part C J. Mech. Eng. Sci. 1999, 213, 551–562. [Google Scholar] [CrossRef]
- Elkholy, A. Tooth load sharing in high-contact ratio spur gears. J. Mech. Trans. Autom. 1985, 107, 11–16. [Google Scholar] [CrossRef]
- Ravivarman, R.; Pal, K.; Pra, S.R. Evolution of balanced root stress and tribological properties in high contact ratio spur gear drive. Mech. Mach. Theory 2018, 126, 491–513. [Google Scholar] [CrossRef]
- Sánchez, M.; Ped, J.; Ple, M. Contact stress calculation of high transverse contact ratio spur and helical gear teeth. Mech. Mach. Theory 2013, 64, 93–110. [Google Scholar] [CrossRef]
- Mar, P.; Muth, G. Effect of drive side contact ratio on direct design asymmetric high contact ratio spur gear based on load sharing. Appl. Mech. Mater. 2014, 592, 2292–2296. [Google Scholar]
- Wang, Y.; Ren, S.Y.; Li, Y. Design and manufacturing of a novel high contact ratio internal gear with a circular arc contact path. Int. J. Mech. Sci. 2019, 153, 143–153. [Google Scholar] [CrossRef]
- Wang, Y.; Dou, D.; Shiyuan, E.; Wang, J. Comparison on torsional mesh stiffness and contact ratio of involute internal gear and high contact ratio internal gear. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 1423–1437. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, T. Fuzzy reliability optimization design of double circular arc gear transmission. Mech. Eng. Auto. 2001, 2, 14–16. [Google Scholar]
- Hu, G.; Shao, J.; Cheng, Y. Double objective optimization design of double circular arc gear. Mod. Mach. 2020, 4, 7–12. [Google Scholar] [CrossRef]
- Zhao, L. Study on parametric design and mechanical performance properties of pure rolling single arc gear. Ph.D. Thesis, Nanjing Forestry University, Nanjing, China, December 2019. [Google Scholar] [CrossRef]
- Zhang, J. Finite Element Analysis and Optimization Design of Tooth Profile Parameters of Double Circular Arc Gear; Taiyuan; University of Technology: Taiyuan, China, 2002. [Google Scholar]
- Zhang, J.; Wang, T. Fuzzy optimization of tooth profile parameters of double circular arc gear. J. Tai. Univ. Tech. 2002, 33, 118–120. [Google Scholar]
- Guo, H.; Zhao, N.; Zhang, S. Optimization analysis of tooth root strength of double circular arc gear based on function approximation. Mech. Des. 2007, 24, 14–16. [Google Scholar]
- Jiao, H. Optimal Design and Finite Element Analysis of Double Circular Arc Gear Transmission. Master’s Thesis, Northeastern University, Shenyang, China, 2008. [Google Scholar]
- Zhao, P. Finite Element Analysis of Meshing Characteristics and Stress of Double Circular Arc Gear Based on GA; Lanzhou University of Technology: Lanzhou, China, 2008. [Google Scholar]
- Qian, X.; Wu, Z. Multi objective robust optimization design of double circular arc gear transmission. Mech. Trans. 2010, 34, 45–48. [Google Scholar]
- Lu, J.; Litvin, F.L.; Chen, J.S. Load Share and Finite Element Stress Analysis for Double Circular-Arc Helical Gears. Math. Comput. Model. 1995, 21, 31–47. [Google Scholar] [CrossRef]
- Qu, W.; Shen, Y.; Xu, J. Finite element analysis of contact stress of double circular arc gear based on ANSYS. J. Agric. Mach. 2006, 37, 139–141. [Google Scholar]
- Qu, W. Research on Working Capacity of Double Circular Arc Gear Transmission under Unconventional Conditions; Xi’an University of Science and Technology: Xi’an, China, 2006. [Google Scholar]
- Ren, Z.Y. Static finite element analysis of double circular arc and four circular arc gears based on ANSYS. Mach. Too. Hyd. 2009, 37, 213–214. [Google Scholar]
- Jiang, G.; Wang, S.; Mei, X. Directional conjugate design method of double circular arc tooth profile of harmonic gear drive. J. Xi’an Jiaotong Univ. 2019, 53, 8–14. [Google Scholar]
- Zhang, Y.; Wang, T.; Zhao, L. Strength and fatigue analysis of double circular arc planetary gear transmission system. Mech. Trans. 2021, 45, 135–140. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Nominal module (m1/mm) | 2.592 |
| Pinion tooth number (z1) | 37 |
| Internal gear tooth number (z2) | 47 |
| Center distance (a/mm) | 12.96 |
| /mm) | 0.5 |
| Tooth width (b/mm) | 26 |
| Addendum coefficient | variable |
| /°) | variable |
| /°) | variable |
| Material | 20CrNiMo |
| Deflection Angle (°) | Modification Angle (°) | Addendum Coefficient | |
|---|---|---|---|
| no1 | −4 | 13 | 1.35 |
| no2 | −6 | 13 | 1.35 |
| no3 | −8 | 13 | 1.35 |
| no4 | −6 | 6 | 1.35 |
| no5 | −6 | 13 | 1.35 |
| no6 | −6 | 20 | 1.35 |
| no7 | −6 | 13 | 1 |
| no8 | −6 | 13 | 1.15 |
| no9 | −6 | 13 | 1.35 |
| Parameter | Value |
|---|---|
| Module (m2/mm) | 2.5 |
| Pinion tooth number (z3) | 37 |
| Internal gear tooth number (z4) | 47 |
| /°) | 20° |
| ) | 1 |
| Addendum modification coefficient (x) | −0.3 |
| Tooth width (b/mm) | 26 |
| Center distance (a/mm) | 12.96 |
| Material | 20CrNiMo |
| Comparison Items | Involute | HCR | % Decrease |
|---|---|---|---|
| maximum bending stress (FEM) | 405.4 | 259.5 | 35.99% |
| maximum contact stress (FEM) | 453.9 | 452 | 0.42% |
| bending stress of measurement point (FEM) | 352 | 249.8 | 29.03% |
| bending stress of measurement point (TEST) | 353.6 | 208 | 41.18% |
| % decrease between FEM and TEST | −0.45% | 16.73% |
| Input Torque (Nm) | Contact Ratio | % Increase | |
|---|---|---|---|
| Involute | HCR | ||
| 100 | 1.75 | 3.45 | 97.14 |
| 200 | 2.04 | 4.25 | 108.33 |
| 300 | 2.13 | 4.86 | 128.17 |
| 400 | 2.21 | 5.55 | 151.13 |
| 500 | 2.3 | 5.97 | 159.57 |
| 600 | 2.36 | 6.3 | 166.95 |
| 800 | 2.5 | 6.56 | 162.4 |
| 1000 | 2.61 | 7.17 | 174.71 |
| 1200 | 2.7 | 7.73 | 186.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Liu, P.; Dou, D. Investigation of Load Capacity of High-Contact-Ratio Internal Spur Gear Drive with Arc Path of Contact. Appl. Sci. 2022, 12, 3345. https://doi.org/10.3390/app12073345
Wang Y, Liu P, Dou D. Investigation of Load Capacity of High-Contact-Ratio Internal Spur Gear Drive with Arc Path of Contact. Applied Sciences. 2022; 12(7):3345. https://doi.org/10.3390/app12073345
Chicago/Turabian StyleWang, Yanzhong, Peng Liu, and Delong Dou. 2022. "Investigation of Load Capacity of High-Contact-Ratio Internal Spur Gear Drive with Arc Path of Contact" Applied Sciences 12, no. 7: 3345. https://doi.org/10.3390/app12073345
APA StyleWang, Y., Liu, P., & Dou, D. (2022). Investigation of Load Capacity of High-Contact-Ratio Internal Spur Gear Drive with Arc Path of Contact. Applied Sciences, 12(7), 3345. https://doi.org/10.3390/app12073345