
Photopolymerization of Ceramic Resins by Stereolithography Process: A Review



Abstract
:1. Introduction
2. Ceramic Resins for Stereolithography
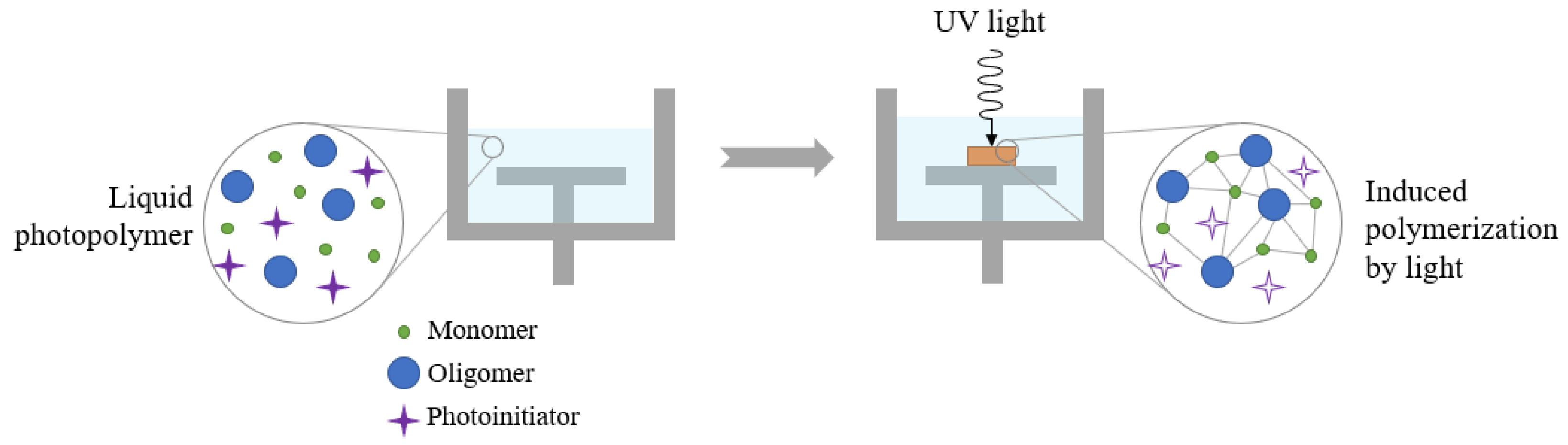
2.1. Components of Ceramic Resins
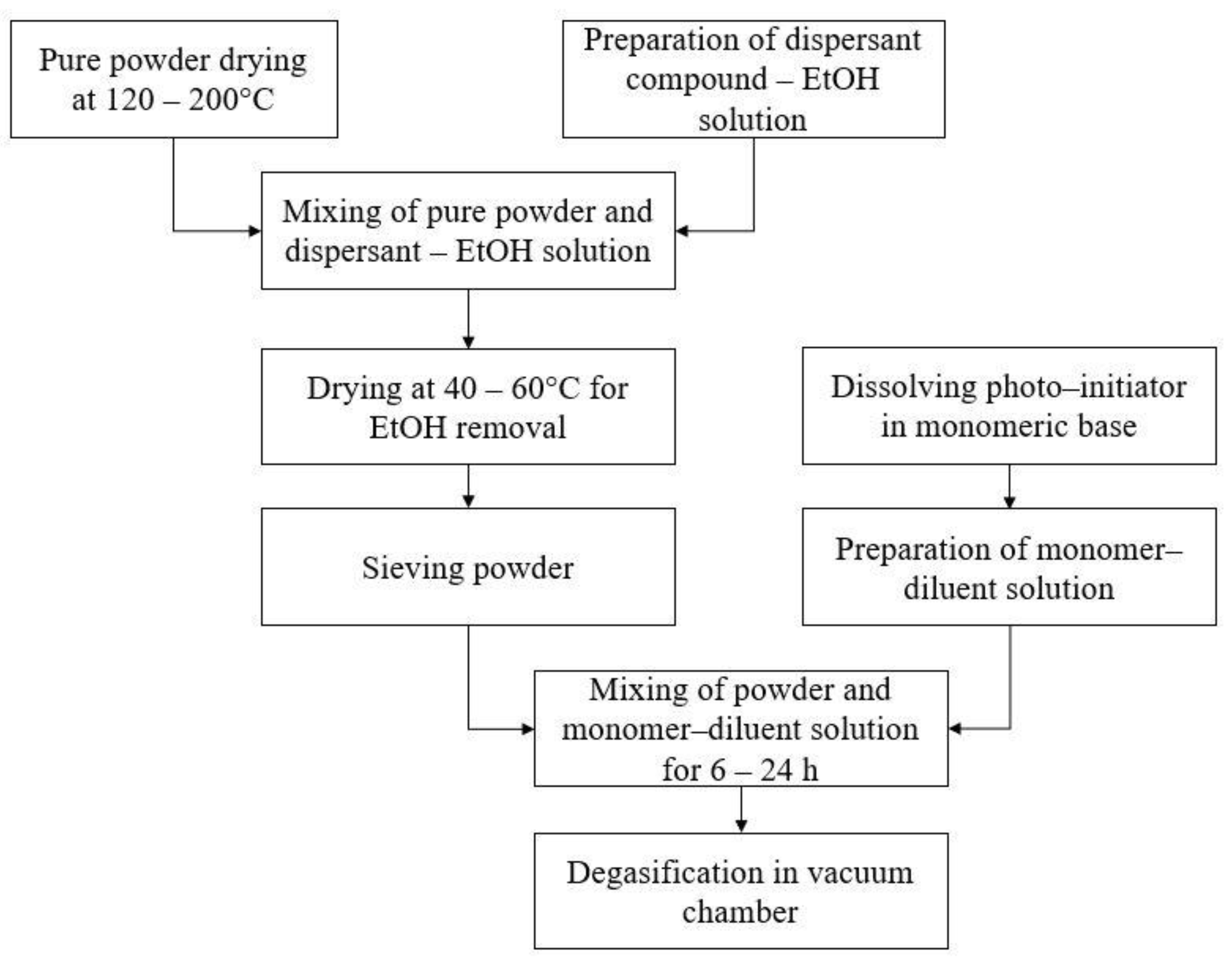
2.2. Ceramic Resin Preparation
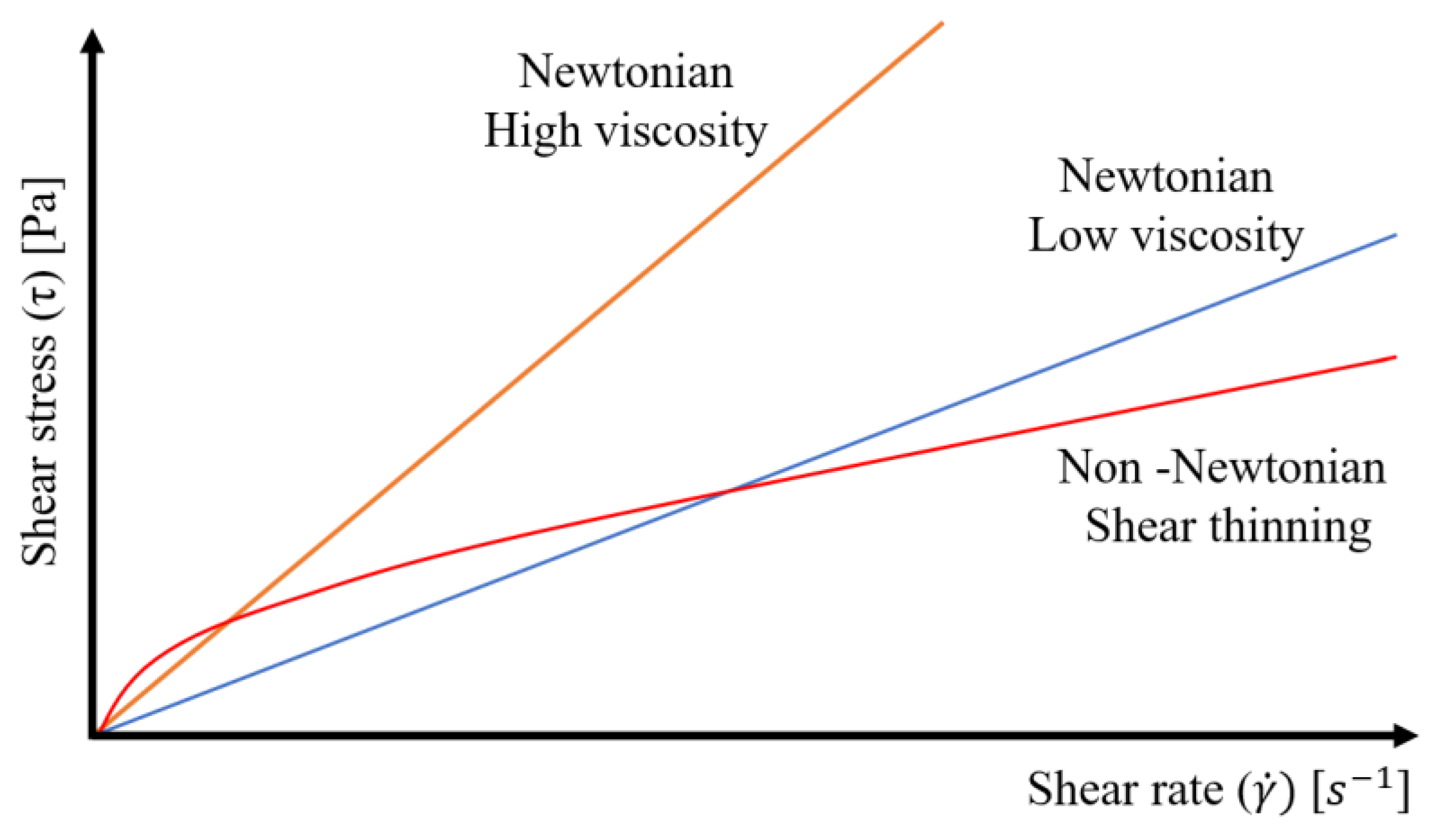
3. Rheological Behavior of Ceramic Suspension
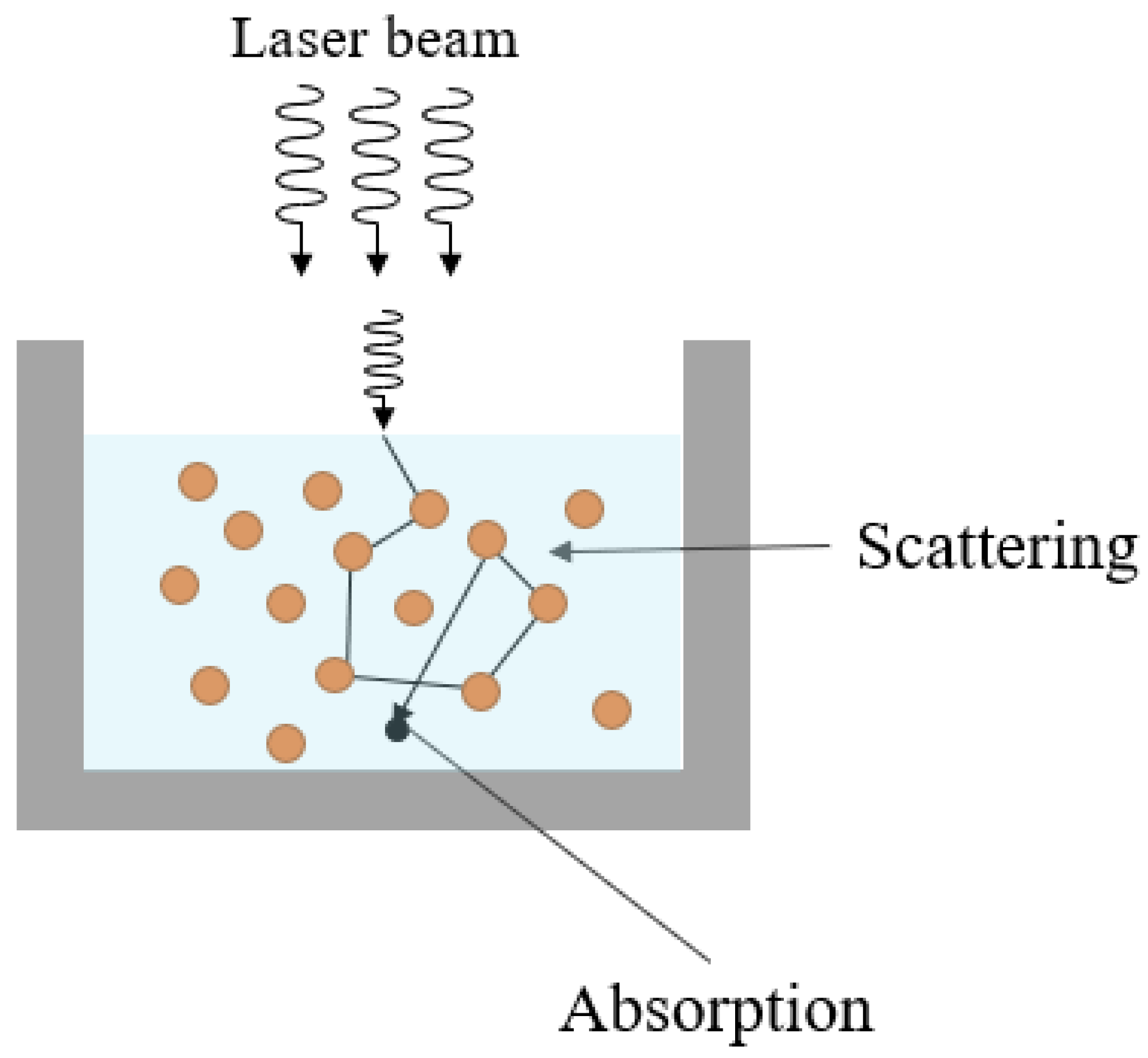
4. Ceramic Suspensions and Effects on the Process
5. Post-Processing of Ceramic Green Parts
5.1. Debinding
5.2. Sintering
6. Effects of Post-Processing on Geometrical, Physical and Mechanical Properties
6.1. Volume Shrinkage and Interlayer Spacing
6.2. Dimensional Accuracy for Ceramic Resins
6.3. Bulk Density and Mechanical Properties
7. Ceramic Resins Commercially Available
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wilkes, J.; Hagedorn, Y.C.; Meiners, W.; Wissenbach, K. Additive Manufacturing of ZrO2-Al2O3 Ceramic Components by Selective Laser Melting. Rapid Prototyp. J. 2013, 19, 51–57. [Google Scholar] [CrossRef]
- Gadow, R.; Kern, F. Pressureless Sintering of Injection Molded Zirconia Toughened Alumina Nanocomposites. J. Ceram. Soc. Jpn. 2006, 114, 958–962. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Wang, Y.; Wu, B.; Cui, C.; Guo, Y.; Yan, C. A Critical Review of Fused Deposition Modeling 3D Printing Technology in Manufacturing Polylactic Acid Parts. Int. J. Adv. Manuf. Technol. 2019, 102, 2877–2889. [Google Scholar] [CrossRef]
- Vaezi, M.; Seitz, H.; Yang, S. A Review on 3D Micro-Additive Manufacturing Technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A Review on Stereolithography and Its Applications in Biomedical Engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [Green Version]
- Zakeri, S.; Vippola, M.; Levänen, E. A Comprehensive Review of the Photopolymerization of Ceramic Resins Used in Stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- Chen, A.N.; Chen, J.Y.; Wu, J.M.; Cheng, L.J.; Liu, R.Z.; Liu, J.; Chen, Y.; Li, C.H.; Wen, S.F.; Shi, Y.S. Porous Mullite Ceramics with Enhanced Mechanical Properties Prepared by SLS Using MnO2 and Phenolic Resin Coated Double-Shell Powders. Ceram. Int. 2019, 45, 21136–21143. [Google Scholar] [CrossRef]
- Mahesh, M.; Wong, Y.S.; Fuh, J.Y.H.; Loh, H.T. Benchmarking for Comparative Evaluation of RP Systems and Processes. Rapid Prototyp. J. 2004, 10, 123–135. [Google Scholar] [CrossRef]
- Griffith, M.L.; Halloran, J.W. Ultraviolet Curing of Highly Loaded Ceramic Suspensions for Stereolithography of Ceramics. Solid Free. Fabr. Symp. 1994, 396–403. [Google Scholar]
- Gao, Y.; Ding, J. Low Solid Loading, Low Viscosity, High Uniform Shrinkage Ceramic Resin for Stereolithography Based Additive Manufacturing. Procedia Manuf. 2020, 48, 749–754. [Google Scholar] [CrossRef]
- Ye, H.; Das, S.; Zhou, C. Investigation of Separation Force for Bottom-up Stereolithography Process from Mechanics Perspective. In Proceedings of the ASME Design Engineering Technical Conference, Boston, MA, USA, 2–5 August 2015. [Google Scholar]
- Griffith, M.L.; Halloran, J.W. Freeform Fabrication of Ceramics via Stereolithography. J. Am. Ceram. Soc. 2005, 79, 2601–2608. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.; Binner, J.; Bai, J. Effect of Surface Treatment on the Dispersion of Nano Zirconia Particles in Non-Aqueous Suspensions for Stereolithography. J. Eur. Ceram. Soc. 2019, 39, 1660–1667. [Google Scholar] [CrossRef]
- Xu, X.; Zhou, S.; Wu, J.; Zhang, C.; Liu, X. Inter-Particle Interactions of Alumina Powders in UV-Curable Suspensions for DLP Stereolithography and Its Effect on Rheology, Solid Loading, and Self-Leveling Behavior. J. Eur. Ceram. Soc. 2021, 41, 2763–2774. [Google Scholar] [CrossRef]
- Camargo, I.L.; de Morais, M.M.; Fortulan, C.A.; Branciforti, M.C. A Review on the Rheological Behavior and Formulations of Ceramic Suspensions for Vat Photopolymerization. Ceram. Int. 2021, 47, 11906–11921. [Google Scholar] [CrossRef]
- Hinczewski, C.; Corbel, S.; Chartier, T. Ceramic Suspensions Suitable for Stereolithography. J. Eur. Ceram. Soc. 1998, 18, 583–590. [Google Scholar] [CrossRef]
- Brady, G.A.; Halloran, J.W. Differential Photo-Calorimetry of Photopolymerizable Ceramic Suspensions. J. Mater. Sci. 1998, 33, 4551–4560. [Google Scholar] [CrossRef]
- Goswami, A.; Ankit, K.; Balashanmugam, N.; Umarji, A.M.; Madras, G. Optimization of Rheological Properties of Photopolymerizable Alumina Suspensions for Ceramic Microstereolithography. Ceram. Int. 2014, 40, 3655–3665. [Google Scholar] [CrossRef]
- Zhang, K.; He, R.; Xie, C.; Wang, G.; Ding, G.; Wang, M.; Song, W.; Fang, D. Photosensitive ZrO2 Suspensions for Stereolithography. Ceram. Int. 2019, 45, 12189–12195. [Google Scholar] [CrossRef]
- Koleske, J. Free-Radical Photoinitiators and Initiation Mechanism. In Radiation Curing of Coatings; ASTM International: West Conshohocken, PA, USA, 2008; Chapter 3. [Google Scholar]
- Manapat, J.Z.; Chen, Q.; Ye, P.; Advincula, R.C. 3D Printing of Polymer Nanocomposites via Stereolithography. Macromol. Mater. Eng. 2017, 302, 1600553. [Google Scholar] [CrossRef]
- Lalevée, J.; Blanchard, N.; Tehfe, M.A.; Peter, M.; Morlet-Savary, F.; Gigmes, D.; Fouassier, J.P. Efficient Dual Radical/Cationic Photoinitiator under Visible Light: A New Concept. Polym. Chem. 2011, 2, 1986–1991. [Google Scholar] [CrossRef]
- Koleske, J. Cationic Photoinitiators and Initiation Mechanism. In Radiation Curing of Coatings; ASTM International: West Conshohocken, PA, USA, 2008; Chapter 4. [Google Scholar]
- Koleske, J.V. Radiation Curing of Coatings. In Paint and Coatings Industry; ASTM International: West Conshohocken, PA, USA, 2002. [Google Scholar]
- Johansson, E.; Lidström, O.; Johansson, J.; Lyckfeldt, O.; Adolfsson, E. Influence of Resin Composition on the Defect Formation in Alumina Manufactured by Stereolithography. Materials 2017, 10, 138. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Sha, N.; Zhao, Z. Surface Modification of α-Al2O3 with Dicarboxylic Acids for the Preparation of UV-Curable Ceramic Suspensions. J. Eur. Ceram. Soc. 2017, 37, 1607–1616. [Google Scholar] [CrossRef]
- Wu, X.; Lian, Q.; Li, D.; He, X.; Meng, J.; Liu, X.; Jin, Z. Influence of Boundary Masks on Dimensions and Surface Roughness Using Segmented Exposure in Ceramic 3D Printing. Ceram. Int. 2019, 45, 3687–3697. [Google Scholar] [CrossRef]
- Jang, K.J.; Kang, J.H.; Fisher, J.G.; Park, S.W. Effect of the Volume Fraction of Zirconia Suspensions on the Microstructure and Physical Properties of Products Produced by Additive Manufacturing. Dent. Mater. 2019, 35, e97–e106. [Google Scholar] [CrossRef]
- Li, X.; Hu, K.; Lu, Z. Effect of Light Attenuation on Polymerization of Ceramic Suspensions for Stereolithography. J. Eur. Ceram. Soc. 2019, 39, 2503–2509. [Google Scholar] [CrossRef]
- Chartier, T.; Badev, A.; Abouliatim, Y.; Lebaudy, P.; Lecamp, L. Stereolithography Process: Influence of the Rheology of Silica Suspensions and of the Medium on Polymerization Kinetics—Cured Depth and Width. J. Eur. Ceram. Soc. 2012, 32, 1625–1634. [Google Scholar] [CrossRef]
- Zhou, M.; Liu, W.; Wu, H.; Song, X.; Chen, Y.; Cheng, L.; He, F.; Chen, S.; Wu, S. Preparation of a Defect-Free Alumina Cutting Tool via Additive Manufacturing Based on Stereolithography—Optimization of the Drying and Debinding Processes. Ceram. Int. 2016, 42, 11598–11602. [Google Scholar] [CrossRef]
- Badev, A.; Abouliatim, Y.; Chartier, T.; Lecamp, L.; Lebaudy, P.; Chaput, C.; Delage, C. Photopolymerization Kinetics of a Polyether Acrylate in the Presence of Ceramic Fillers Used in Stereolithography. J. Photochem. Photobiol. A Chem. 2011, 222, 117–122. [Google Scholar] [CrossRef]
- Wu, H.; Cheng, Y.; Liu, W.; He, R.; Zhou, M.; Wu, S.; Song, X.; Chen, Y. Effect of the Particle Size and the Debinding Process on the Density of Alumina Ceramics Fabricated by 3D Printing Based on Stereolithography. Ceram. Int. 2016, 42, 17290–17294. [Google Scholar] [CrossRef]
- Hu, K.; Wei, Y.; Lu, Z.; Wan, L.; Li, P. Design of a Shaping System for Stereolithography with High Solid Loading Ceramic Suspensions. 3D Print. Addit. Manuf. 2018, 5, 311–318. [Google Scholar] [CrossRef]
- Chartier, T.; Chaput, C.; Doreau, F.; Loiseau, M. Stereolithography of Structural Complex Ceramic Parts. J. Mater. Sci. 2002, 37, 3141–3147. [Google Scholar] [CrossRef]
- Komissarenko, D.A.; Sokolov, P.S.; Evstigneeva, A.D.; Shmeleva, I.A.; Dosovitsky, A.E. Rheological and Curing Behavior of Acrylate-Based Suspensions for the DLP 3D Printing of Complex Zirconia Parts. Materials 2018, 11, 2350. [Google Scholar] [CrossRef] [Green Version]
- Xing, H.; Zou, B.; Liu, X.; Wang, X.; Chen, Q.; Fu, X.; Li, Y. Effect of Particle Size Distribution on the Preparation of ZTA Ceramic Paste Applying for Stereolithography 3D Printing. Powder Technol. 2020, 359, 314–322. [Google Scholar] [CrossRef]
- Wei, L.; Zhang, J.; Yu, F.; Zhang, W.; Meng, X.; Yang, N.; Liu, S. A Novel Fabrication of Yttria-Stabilized-Zirconia Dense Electrolyte for Solid Oxide Fuel Cells by 3D Printing Technique. Int. J. Hydrogen Energy 2019, 44, 6182–6191. [Google Scholar] [CrossRef]
- Bae, C.J.; Halloran, J.W. Concentrated Suspension-Based Additive Manufacturing—Viscosity, Packing Density, and Segregation. J. Eur. Ceram. Soc. 2019, 39, 4299–4306. [Google Scholar] [CrossRef]
- Borlaf, M.; Szubra, N.; Serra-Capdevila, A.; Kubiak, W.W.; Graule, T. Fabrication of ZrO2 and ATZ Materials via UV-LCM-DLP Additive Manufacturing Technology. J. Eur. Ceram. Soc. 2020, 40, 1574–1581. [Google Scholar] [CrossRef]
- Huang, X.; Dai, H.; Hu, Y.; Zhuang, P.; Shi, Z.; Ma, Y. Development of a High Solid Loading β-TCP Suspension with a Low Refractive Index Contrast for DLP -Based Ceramic Stereolithography. J. Eur. Ceram. Soc. 2021, 41, 3743–3754. [Google Scholar] [CrossRef]
- Lewis, J.A. Colloidal Processing of Ceramics. J. Am. Ceram. Soc. 2000, 83, 2341–2359. [Google Scholar] [CrossRef]
- Abel, J.S.; Stangle, G.C.; Schilling, C.H.; Aksay, I.A. Sedimentation in Flocculating Colloidal Suspensions. J. Mater. Res. 1994, 9, 451–461. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.; Xie, C.; Wang, G.; He, R.; Ding, G.; Wang, M.; Dai, D.; Fang, D. High Solid Loading, Low Viscosity Photosensitive Al2O3 Slurry for Stereolithography Based Additive Manufacturing. Ceram. Int. 2019, 45, 203–208. [Google Scholar] [CrossRef]
- Chen, Z.; Li, J.; Liu, C.; Liu, Y.; Zhu, J.; Lao, C. Preparation of High Solid Loading and Low Viscosity Ceramic Slurries for Photopolymerization-Based 3D Printing. Ceram. Int. 2019, 45, 11549–11557. [Google Scholar] [CrossRef]
- Ding, G.; He, R.; Zhang, K.; Xia, M.; Feng, C.; Fang, D. Dispersion and Stability of SiC Ceramic Slurry for Stereolithography. Ceram. Int. 2020, 46, 4720–4729. [Google Scholar] [CrossRef]
- Wozniak, M.; de Hazan, Y.; Graule, T.; Kata, D. Rheology of UV Curable Colloidal Silica Dispersions for Rapid Prototyping Applications. J. Eur. Ceram. Soc. 2011, 31, 2221–2229. [Google Scholar] [CrossRef]
- Huber, E.; Frost, M. Light Scattering by Small Particles. J. Water Supply Res. Technol. AQUA 1998, 47, 87–94. [Google Scholar] [CrossRef]
- Delhote, N.; Bila, S.; Baillargeat, D.; Chartier, T.; Verdeyme, S. Advanced Design and Fabrication of Microwave Components Based on Shape Optimization and 3D Ceramic Stereolithography Process. In Advances in Ceramics—Synthesis and Characterization, Processing and Specific Applications; IntechOpen: London, UK, 2011; Available online: https://www.intechopen.com/chapters/17607 (accessed on 29 March 2022).
- Tomeckova, V.; Halloran, J.W. Cure Depth for Photopolymerization of Ceramic Suspensions. J. Eur. Ceram. Soc. 2010, 30, 3023–3033. [Google Scholar] [CrossRef]
- Gentry, S.P.; Halloran, J.W. Depth and Width of Cured Lines in Photopolymerizable Ceramic Suspensions. J. Eur. Ceram. Soc. 2013, 33, 1981–1988. [Google Scholar] [CrossRef]
- Griffith, M.L.; Halloran, J.W. Scattering of Ultraviolet Radiation in Turbid Suspensions. J. Appl. Phys. 1997, 81, 2538–2546. [Google Scholar] [CrossRef] [Green Version]
- Huang, R.J.; Jiang, Q.G.; Wu, H.D.; Li, Y.H.; Liu, W.Y.; Lu, X.X.; Wu, S.H. Fabrication of Complex Shaped Ceramic Parts with Surface-Oxidized Si3N4 Powder via Digital Light Processing Based Stereolithography Method. Ceram. Int. 2019, 45, 5158–5162. [Google Scholar] [CrossRef]
- Sun, C.; Zhang, X. The Influences of the Material Properties on Ceramic Micro-Stereolithography. Sens. Actuators A Phys. 2002, 101, 364–370. [Google Scholar] [CrossRef]
- Griffith, M.L.; Halloran, J.W. Stereolithography of Ceramics. Int. SAMPE Tech. Conf. 1995, 101, 364–370. [Google Scholar]
- Lian, Q.; Wu, X.; Li, D.; He, X.; Meng, J.; Liu, X.; Jin, Z. Accurate Printing of a Zirconia Molar Crown Bridge Using Three-Part Auxiliary Supports and Ceramic Mask Projection Stereolithography. Ceram. Int. 2019, 45, 18814–18822. [Google Scholar] [CrossRef]
- Altun, A.A.; Prochaska, T.; Konegger, T.; Schwentenwein, M. Dense, Strong, and Precise Silicon Nitride-Based Ceramic Parts by Lithography-Based Ceramic Manufacturing. Appl. Sci. 2020, 10, 996. [Google Scholar] [CrossRef] [Green Version]
- Jang, J.H.; Wang, S.; Pilgrim, S.M.; Schulze, W.A. Preparation and Characterization of Barium Titanate Suspensions for Stereolithography. J. Am. Ceram. Soc. 2000, 83, 1804–1806. [Google Scholar] [CrossRef]
- Tomeckova, V.; Halloran, J.W. Predictive Models for the Photopolymerization of Ceramic Suspensions. J. Eur. Ceram. Soc. 2010, 30, 2833–2840. [Google Scholar] [CrossRef]
- Gentry, S.P.; Halloran, J.W. Light Scattering in Absorbing Ceramic Suspensions: Effect on the Width and Depth of Photopolymerized Features. J. Eur. Ceram. Soc. 2015, 35, 1895–1904. [Google Scholar] [CrossRef]
- Ding, G.; He, R.; Zhang, K.; Xie, C.; Wang, M.; Yang, Y.; Fang, D. Stereolithography-Based Additive Manufacturing of Gray-Colored SiC Ceramic Green Body. J. Am. Ceram. Soc. 2019, 102, 7198–7209. [Google Scholar] [CrossRef]
- Liu, Y.; Zhan, L.; Wen, L.; Cheng, L.; He, Y.; Xu, B.; Wu, Q.; Liu, S. Effects of Particle Size and Color on Photocuring Performance of Si3N4 Ceramic Slurry by Stereolithography. J. Eur. Ceram. Soc. 2021, 41, 2386–2394. [Google Scholar] [CrossRef]
- Gentry, S.P.; Halloran, J.W. Absorption Effects in Photopolymerized Ceramic Suspensions. J. Eur. Ceram. Soc. 2013, 33, 1989–1994. [Google Scholar] [CrossRef]
- Wu, K.C.; Seefeldt, K.F.; Solomon, M.J.; Halloran, J.W. Prediction of Ceramic Stereolithography Resin Sensitivity from Theory and Measurement of Diffusive Photon Transport. J. Appl. Phys. 2005, 98, 024902. [Google Scholar] [CrossRef] [Green Version]
- Schmidleithner, C.; Kalaskar, M. Stereolitography. In 3D Printing; IntechOpen: London, UK, 2018; Available online: https://www.intechopen.com/chapters/61889 (accessed on 29 March 2022).
- Li, H.; Liu, Y.; Liu, Y.; Zeng, Q.; Hu, K.; Lu, Z.; Liang, J. Effect of Debinding Temperature under an Argon Atmosphere on the Microstructure and Properties of 3D-Printed Alumina Ceramics. Mater. Charact. 2020, 168, 110548. [Google Scholar] [CrossRef]
- Sun, J.; Binner, J.; Bai, J. 3D Printing of Zirconia via Digital Light Processing: Optimization of Slurry and Debinding Process. J. Eur. Ceram. Soc. 2020, 40, 5837–5844. [Google Scholar] [CrossRef]
- He, R.; Liu, W.; Wu, Z.; An, D.; Huang, M.; Wu, H.; Jiang, Q.; Ji, X.; Wu, S.; Xie, Z. Fabrication of Complex-Shaped Zirconia Ceramic Parts via a DLP- Stereolithography-Based 3D Printing Method. Ceram. Int. 2018, 44, 3412–3416. [Google Scholar] [CrossRef]
- Wu, Z.; Liu, W.; Wu, H.; Huang, R.; He, R.; Jiang, Q.; Chen, Y.; Ji, X.; Tian, Z.; Wu, S. Research into the Mechanical Properties, Sintering Mechanism and Microstructure Evolution of Al2O3-ZrO2 Composites Fabricated by a Stereolithography-Based 3D Printing Method. Mater. Chem. Phys. 2018, 207, 1–10. [Google Scholar] [CrossRef]
- Li, H.; Liu, Y.; Liu, Y.; Hu, K.; Lu, Z.; Liang, J. Investigating the Relation between Debinding Atmosphere and Mechanical Properties of Stereolithography-Based Three-Dimensional Printed Al2O3 Ceramic. Proc. Inst. Mech. Eng. Part B 2020, 234, 1686–1694. [Google Scholar] [CrossRef]
- Manière, C.; Kerbart, G.; Harnois, C.; Marinel, S. Modeling Sintering Anisotropy in Ceramic Stereolithography of Silica. Acta Mater. 2020, 182, 163–171. [Google Scholar] [CrossRef]
- Li, H.; Liu, Y.; Liu, Y.; Zeng, Q.; Hu, K.; Lu, Z.; Liang, J. Effect of Sintering Temperature in Argon Atmosphere on Microstructure and Properties of 3D Printed Alumina Ceramic Cores. J. Adv. Ceram. 2020, 9, 220–231. [Google Scholar] [CrossRef]
- Wu, D.; Zhao, Z.; Zhang, Q.; Qi, H.J.; Fang, D. Mechanics of Shape Distortion of DLP 3D Printed Structures during UV Post-Curing. Soft Matter 2019, 15, 6151–6159. [Google Scholar] [CrossRef]
- Li, H.; Liu, Y.; Liu, Y.; Zeng, Q.; Wang, J.; Hu, K.; Lu, Z.; Liang, J. Evolution of the Microstructure and Mechanical Properties of Stereolithography Formed Alumina Cores Sintered in Vacuum. J. Eur. Ceram. Soc. 2020, 40, 4825–4836. [Google Scholar] [CrossRef]
- Pan, Y.; Li, H.; Liu, Y.; Liu, Y.; Hu, K.; Wang, N.; Lu, Z.; Liang, J.; He, S. Effect of Holding Time During Sintering on Microstructure and Properties of 3D Printed Alumina Ceramics. Front. Mater. 2020, 7, 1–12. [Google Scholar] [CrossRef]
- Zhang, K.; He, R.; Ding, G.; Feng, C.; Song, W.; Fang, D. Digital Light Processing of 3Y-TZP Strengthened ZrO2 Ceramics. Mater. Sci. Eng. A 2020, 774, 138768. [Google Scholar] [CrossRef]
- Chen, S.; Wang, C.S.; Zheng, W.; Wu, J.M.; Yan, C.Z.; Shi, Y.S. Effects of Particle Size Distribution and Sintering Temperature on Properties of Alumina Mold Material Prepared by Stereolithography. Ceram. Int. 2021, 48, 6069–6077. [Google Scholar] [CrossRef]
- Zhang, K.; He, R.; Ding, G.; Bai, X.; Fang, D. Effects of Fine Grains and Sintering Additives on Stereolithography Additive Manufactured Al2O3 Ceramic. Ceram. Int. 2021, 47, 2303–2310. [Google Scholar] [CrossRef]
- An, D.; Li, H.; Xie, Z.; Zhu, T.; Luo, X.; Shen, Z.; Ma, J. Additive Manufacturing and Characterization of Complex Al2O3 Parts Based on a Novel Stereolithography Method. Int. J. Appl. Ceram. Technol. 2017, 14, 836–844. [Google Scholar] [CrossRef]
- De Camargo, I.L.; Erbereli, R.; Taylor, H.; Fortulan, C.A. 3Y-TZP DLP Additive Manufacturing: Solvent-Free Slurry Development and Characterization. Mater. Res. 2021, 24, e20200457. [Google Scholar] [CrossRef]
- do Amaral, L.B.; Paschoa, J.L.F.; Magalhães, D.V.; Foschini, C.R.; Suchicital, C.T.A.; Fortulan, C.A. Preliminary Studies on Additive Manufacturing of over 95% Dense 3Y Zirconia Parts via Digital Imaging Projection. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–8. [Google Scholar] [CrossRef]
- Leite de Camargo, I.; Erbereli, R.; Lovo, J.F.P.; Fortulan, C. DLP Additive Manufacturing of Ceramics: Photosensitive Parameters, Thermal Analysis, Post-Processing, and Parts Characterization. In Proceedings of the 11th Brazilian Congress on Manufacturing Engineering, Curitiba, Brazil, 24–26 May 2021. [Google Scholar]
- Wang, L.; Liu, X.; Wang, G.; Tang, W.; Li, S.; Duan, W.; Dou, R. Partially Stabilized Zirconia Moulds Fabricated by Stereolithographic Additive Manufacturing via Digital Light Processing. Mater. Sci. Eng. A 2020, 138537. [Google Scholar] [CrossRef]
- Zhang, K.; Meng, Q.; Zhang, X.; Qu, Z.; Jing, S.; He, R. Roles of Solid Loading in Stereolithography Additive Manufacturing of ZrO2 Ceramic. Int. J. Refract. Met. Hard Mater. 2021, 99, 105604. [Google Scholar] [CrossRef]
- Li, X.B.; Zhong, H.; Zhang, J.X.; Duan, Y.S.; Jiang, D.L. Powder Characteristics on the Rheological Performance of Resin-Based Zirconia Suspension for Stereolithography. J. Inorg. Mater. 2020, 35, 13. [Google Scholar] [CrossRef]
- Wei, Y.; Zhao, D.; Cao, Q.; Wang, J.; Wu, Y.; Yuan, B.; Li, X.; Chen, X.; Zhou, Y.; Yang, X.; et al. Stereolithography-Based Additive Manufacturing of High-Performance Osteoinductive Calcium Phosphate Ceramics by a Digital Light-Processing System. ACS Biomater. Sci. Eng. 2020, 6, 1787–1797. [Google Scholar] [CrossRef]
- Liu, Z.; Liang, H.; Shi, T.; Xie, D.; Chen, R.; Han, X.; Shen, L.; Wang, C.; Tian, Z. Additive Manufacturing of Hydroxyapatite Bone Scaffolds via Digital Light Processing and in Vitro Compatibility. Ceram. Int. 2019, 45, 11079–11086. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, Y.; Hu, K.; Liu, B.; Liu, M.; Huang, Z. Stereolithography-Based Additive Manufacturing of Lightweight and High-Strength Cf/SiC Ceramics. Addit. Manuf. 2020, 34, 101199. [Google Scholar] [CrossRef]
- Chi, W.; Jiang, D.; Huang, Z.; Tan, S. Sintering Behavior of Porous SiC Ceramics. Ceram. Int. 2004, 30, 869–874. [Google Scholar] [CrossRef]
- Hu, L.F.; Wang, C.A. Effect of Sintering Temperature on Compressive Strength of Porous Yttria-Stabilized Zirconia Ceramics. Ceram. Int. 2010, 36, 1697–1701. [Google Scholar] [CrossRef]
- Jiang, W.; Li, K.; Xiao, J.; Lou, L. Effect of Silica Fiber on the Mechanical and Chemical Behavior of Alumina-Based Ceramic Core Material. J. Asian Ceram. Soc. 2017, 5, 410–417. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ceramic Powder | Monomer | PI | Particle Size (µm) | RI | ∆RI | λ (nm) | Ref. |
|---|---|---|---|---|---|---|---|
| Alumina | Acrylates | Irgacure 651 | 0.8–4.4 | 1.7 | 0.16–0.23 | 351–364 | [35] |
| PEAAM 1 + HDDA 2 | DMPA 3 | 0.5–2.3 | 1.787 | 0.299–0.331 | 365 | [32] | |
| Acrylamide solution + HDDA | - | 0.5 | 1.7 | 0.16–0.24 | - | [12] | |
| HDDA | - | - | 1.7 | 0.3 | 364 | [54] | |
| HDDA + PTTA 4 | TPO 5 | 0.4–0.7 | 1.76 | 0.3 | 405 | [29] | |
| HDDA | - | 0.34–0.46 | 1.7 | 0.282–0.312 | 366 | [55] | |
| Zirconia | Acrylates | Irgacure 651 | 4.2 | 1.85 | 0.31–038 | 351–364 | [35] |
| PEAAM + HDDA | DMPA | 0.65 | 2.249 | 0.761–0.793 | 365 | [32] | |
| HDDA + PTTA + Acrylic | - | 0.2 | 2.27 | 1.5 | - | [56] | |
| HDDA + TMPTA + IBOA 6 + HEA 7 + HEMA 8 + PHEA 9 + IDA 10 | TPO | 1 | 2.2 | 0.682–0.758 | 405 | [36] | |
| Silica | Acrylates | Irgacure 651 | 3.5 | 1.5 | 0.03–0.04 | 351–364 | [35] |
| PEAAM + HDDA | DMPA | 2.25 | 1.564 | 0.076–0.108 | 365 | [32] | |
| HDDA | - | - | 1.56 | 0.16 | 364 | [54] | |
| PEAAM + HDDA | DMPA | 2.25 | 1.564 | 0.076–0.108 | 353 | [30] | |
| HDDA | - | 2.29 | 1.56 | - | 366 | [55] | |
| Silicon nitride | Lithanit 720 11 | - | - | 2.0167 | 0.5537 | 460 | [57] |
| HDDA | - | 0.44 | 2.1 | 0.818 | 366 | [55] | |
| Silicon carbide | PEAAM + HDDA | DMPA | 12.25 | 2.553 | 1.065–1.097 | 467–691 | [32] |
| Lead zirconate titanate (PZT) | HDDA | Irgacure 184 | 1.68 | 2.5 | 1.04 | 350 | [58] |
| HDDA | - | - | 2.4 | 1 | 364 | [54] | |
| β-Tricalcium phosphate (β-TCP) | HDDA + OPPEA 12 | TPO | 0.7 | 1.627 | 0.103 | 405 | [41] |
| Barium Titanate (BT) | HDDA | Irgacure 184 | 1.27–2.09 | 2.4 | 0.96 | 350 | [58] |
| Material | D50 (µm) | Sintering Dwelling Time [h] | Maximum Sintering Temperature [°C] | Powder Fraction | Shrinkage [vol.%] | Ref. |
|---|---|---|---|---|---|---|
| Alumina | 1.05–10.34 | 2 | 1600 | 50 vol.% | 12.9–21.43 | [78] |
| Alumina | 0.18 | - | 1650 | 50 vol.% | 19.4–22.6 | [79] |
| Zirconia (3Y-TZP) | 0.6 | 2 | 1500 | 40 vol.% | 25.0–27.3 | [80] |
| Zirconia (3Y-TZP) | 0.3 | 2 | 1500 | 49–50 vol.% | 34–36 | [81] |
| Zirconia (3Y-TZP) | 0.6 | 2 | 1400–1600 | 40 vol.% | >25 | [82] |
| Zirconia (8YSZ) | 0.2 | 1 | 1500 | 40 vol.% | ~20 | [56] |
| Zirconia (YSZ) | 0.2 | 1 | 1500 | 40 vol.% | ~20 | [56] |
| Zirconia (PSZ) | 0.82 | 5 | 1480 | 53 vol.% | 21.7–22.3 | [83] |
| Zirconia | ~0.2 | 2 | 1600 | 45 vol.% | 18.97–19.48 | [84] |
| Zirconia (3YSZ) | 0.318 | 1 | 1550 | 40 vol.% | 23.15–23.8 | [85] |
| β-Tricalcium phosphate (β-TCP) | 0.7 | 2 | 1000 | 52 vol.% | 8 | [41] |
| Calcium Phosphate (CaP) | 3.44 | 2 | 1100 | 50–63 wt.% | 27.26–29.54 | [86] |
| Hydroxyapatite (HA) | 12 | 3 | 1100 | 45 wt.% | 33.0–39.5 | [87] |
| (Cf)/SiC | 7 | 1 | 1650 | 21 vol.% | 22.72–26.79 | [88] |
| Resin | Ceramic Component | Application Fields | Manufacturer |
|---|---|---|---|
| Porcelite® | Porcelain | Automotive, Aerospace, Engineering | Tethon 3D 1 |
| High Alumina | Alumina | Automotive, Aerospace, Engineering | Tethon 3D |
| AdmaPrint A130 | Alumina | Electronics, Medical | Admatec 2 |
| LithaLox HP 500/350 | Alumina | Electronics, Textile, Thermal processes | Lithoz GmbH 3 |
| AdmaPrint Z130 | Zirconia | Electronics, Jewelry | Admatec |
| LithaCon 3Y 210 | Zirconia | Cutting tools, Metal forming, Medical | Lithoz GmbH |
| C900-Flex/ALN | Aluminium Nitride | Electronics, Thermal processes | 3DCeram Sinto 4 |
| LithaNit 770 | Silicon Nitride | Electronics, Medical | Lithoz GmbH |
| C900-Flex/CORD | Cordierite | Optical parts for aerospace, Metrology | 3DCeram Sinto |
| C900-Flex/HA | Hydroxyapatite | Medical | 3DCeram Sinto |
| AdmaPrint B130 | Hydroxyapatite | Medical | Admatec |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bove, A.; Calignano, F.; Galati, M.; Iuliano, L. Photopolymerization of Ceramic Resins by Stereolithography Process: A Review. Appl. Sci. 2022, 12, 3591. https://doi.org/10.3390/app12073591
Bove A, Calignano F, Galati M, Iuliano L. Photopolymerization of Ceramic Resins by Stereolithography Process: A Review. Applied Sciences. 2022; 12(7):3591. https://doi.org/10.3390/app12073591
Chicago/Turabian StyleBove, Alessandro, Flaviana Calignano, Manuela Galati, and Luca Iuliano. 2022. "Photopolymerization of Ceramic Resins by Stereolithography Process: A Review" Applied Sciences 12, no. 7: 3591. https://doi.org/10.3390/app12073591
APA StyleBove, A., Calignano, F., Galati, M., & Iuliano, L. (2022). Photopolymerization of Ceramic Resins by Stereolithography Process: A Review. Applied Sciences, 12(7), 3591. https://doi.org/10.3390/app12073591