
Influence of Process Parameters on Filling and Feeding Capacity during High-Pressure Die-Casting Process

Abstract
:1. Introduction
2. Materials and Methods
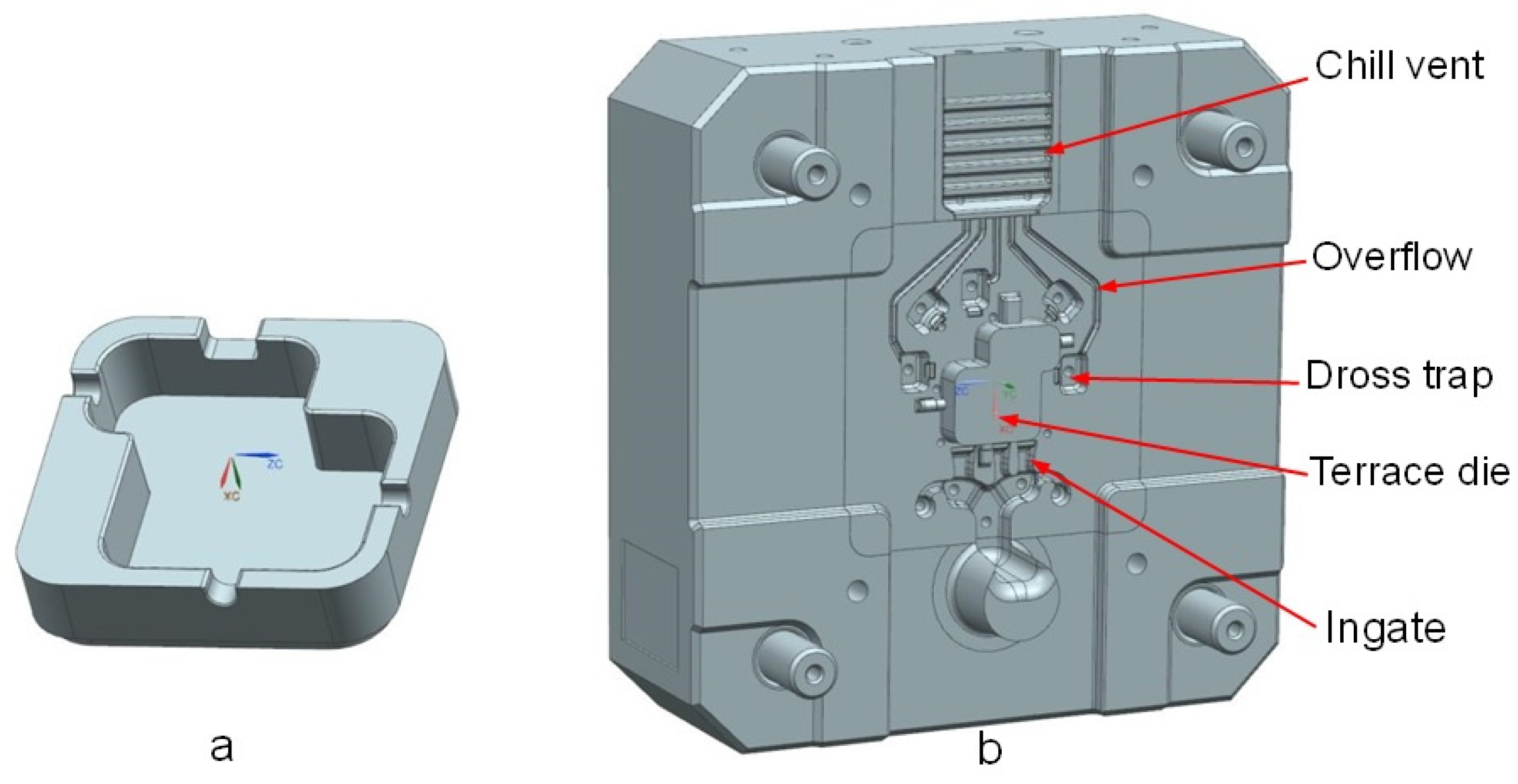
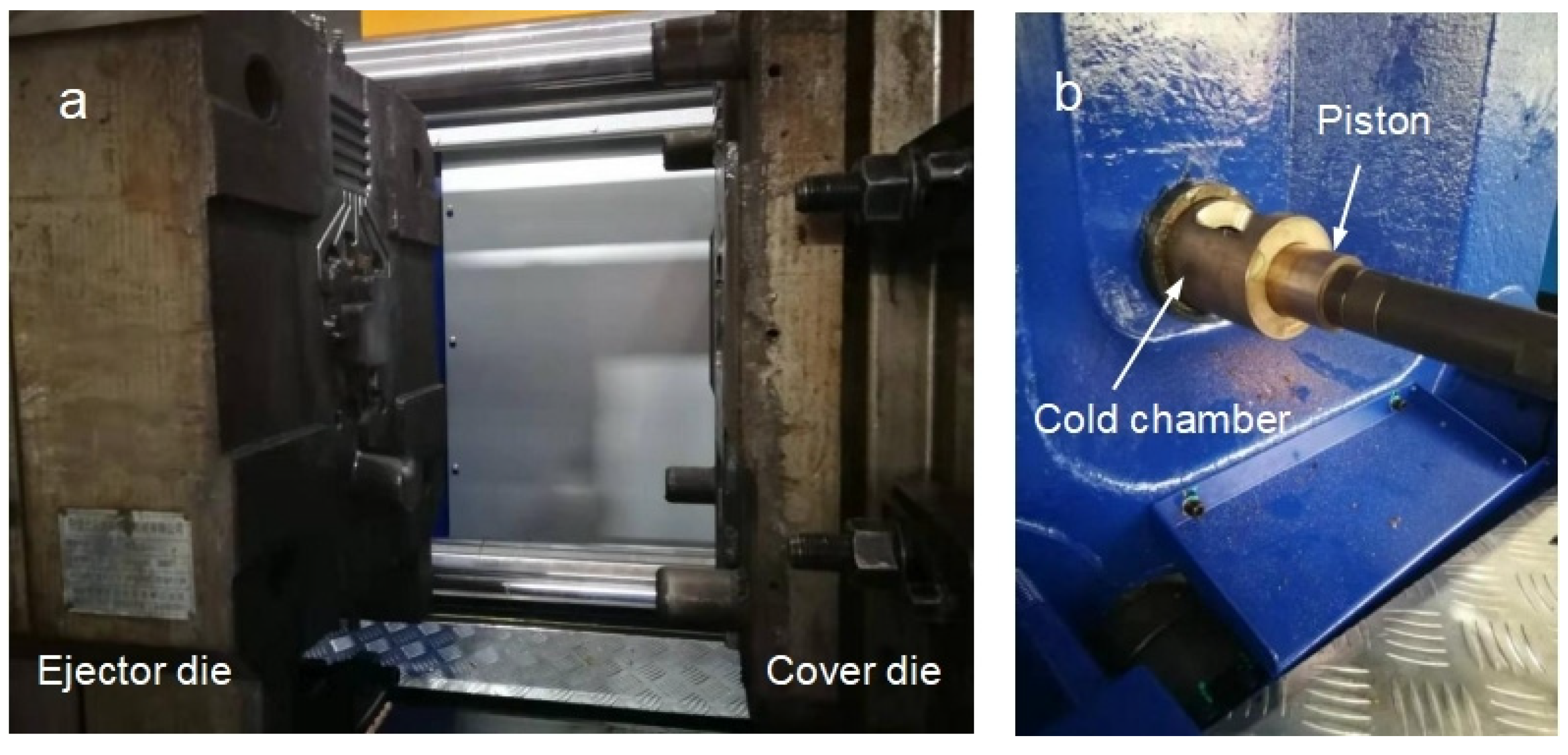
2.1. Experimental Procedures
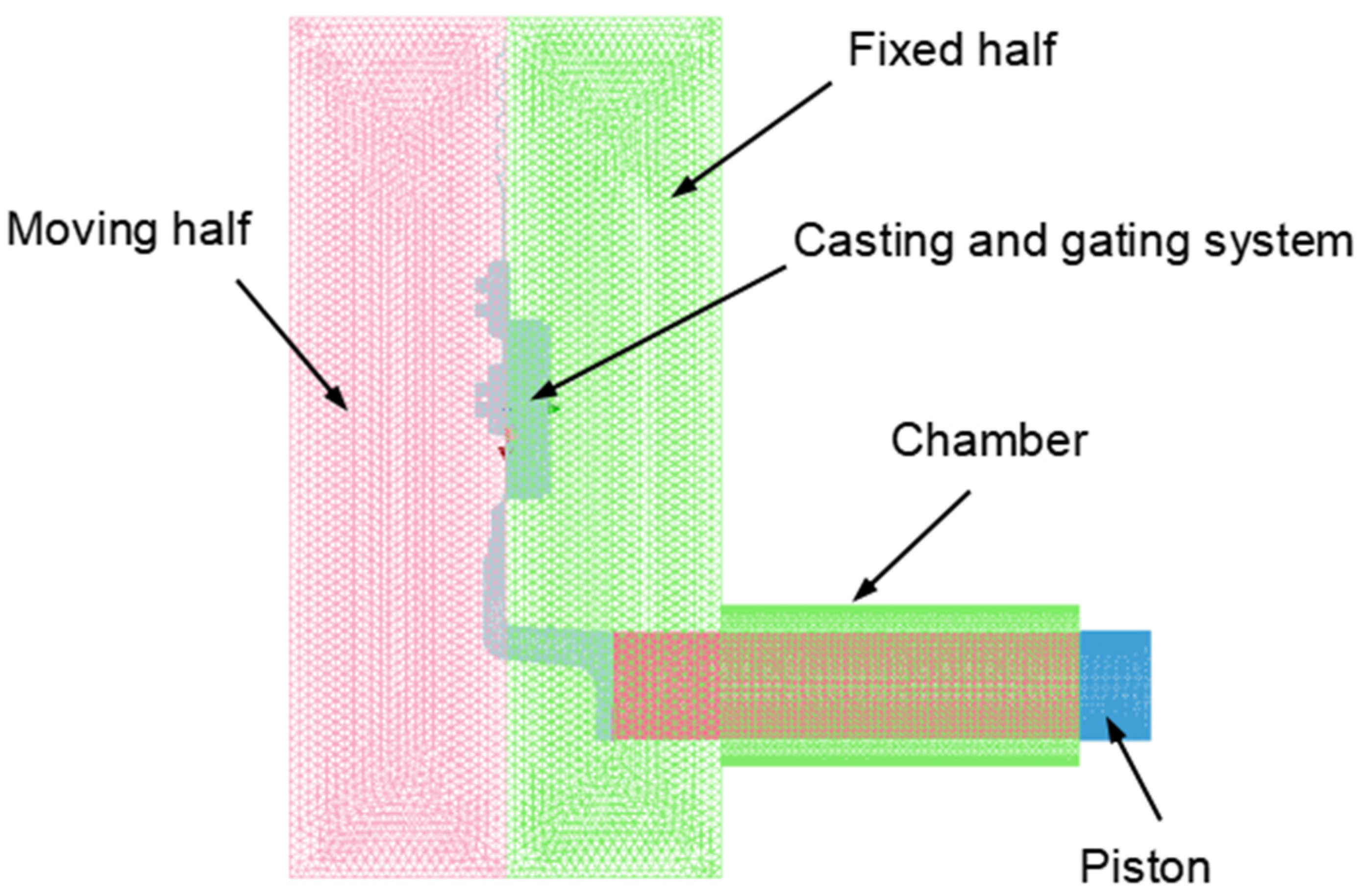
2.2. Modelling of High-Pressure Die-Casting Process
3. Results and Discussions
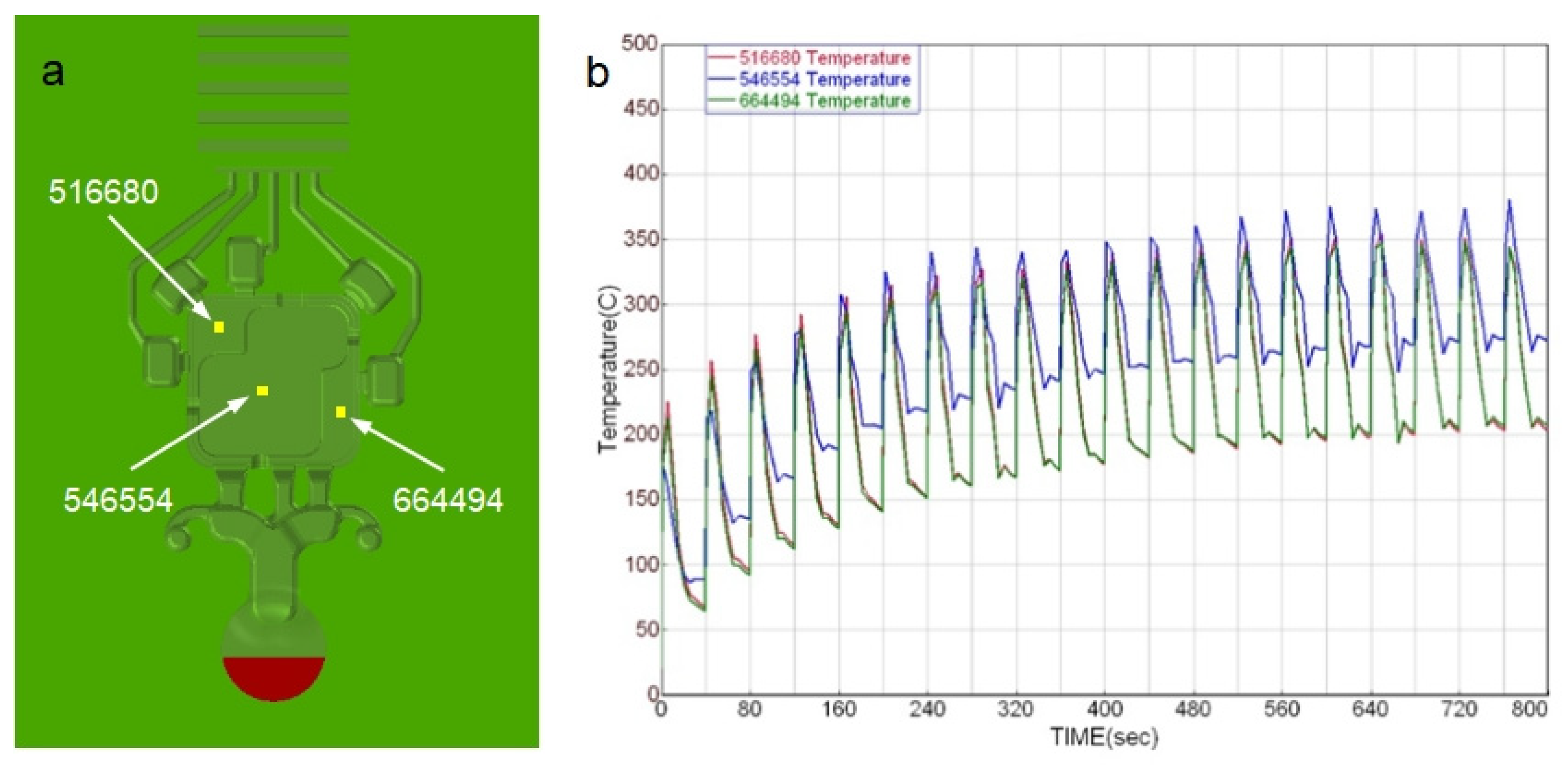
3.1. Preheating Cycles
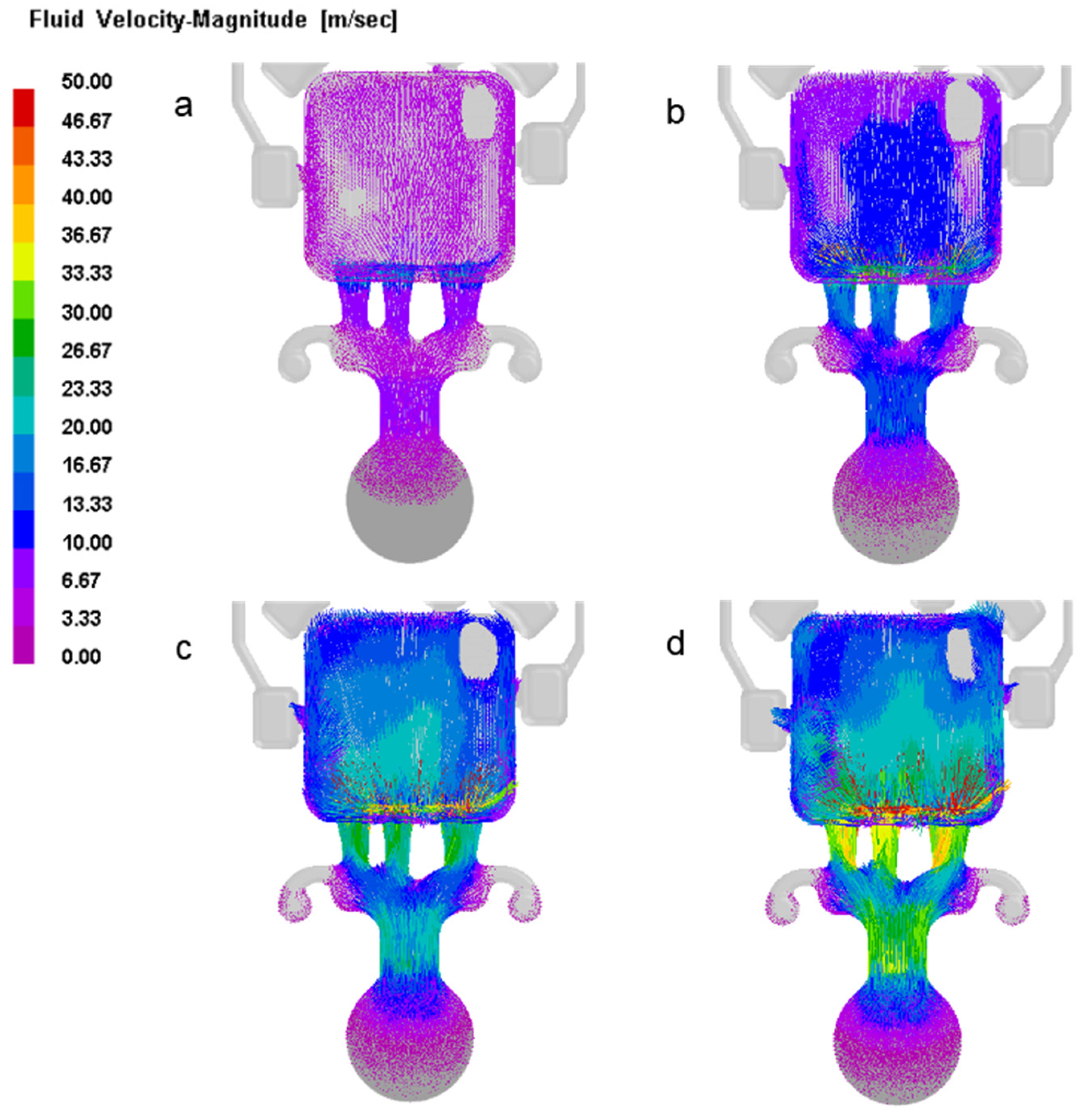
3.2. Flow Distribution at Chamber, Ingate and Die Cavity
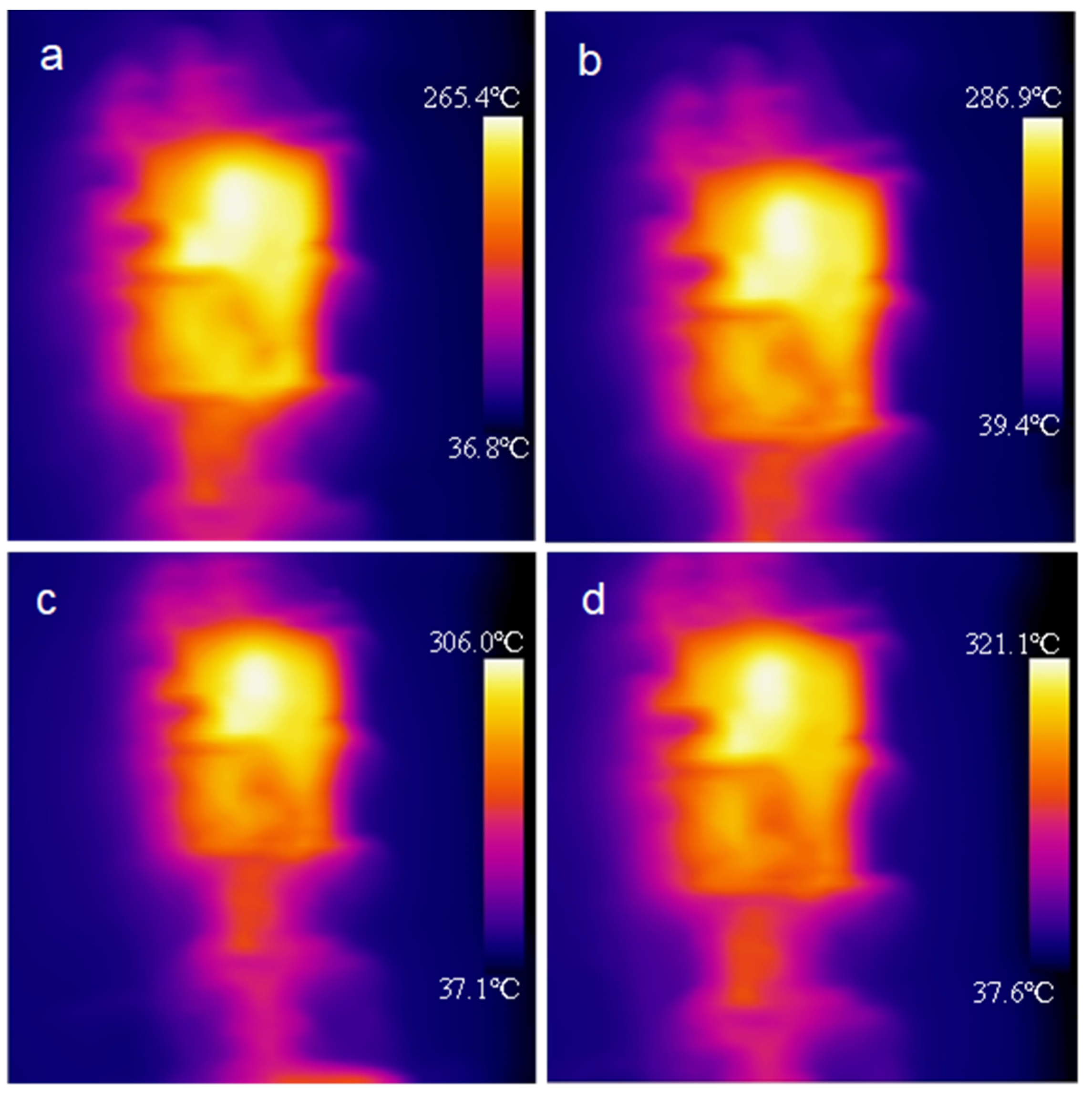
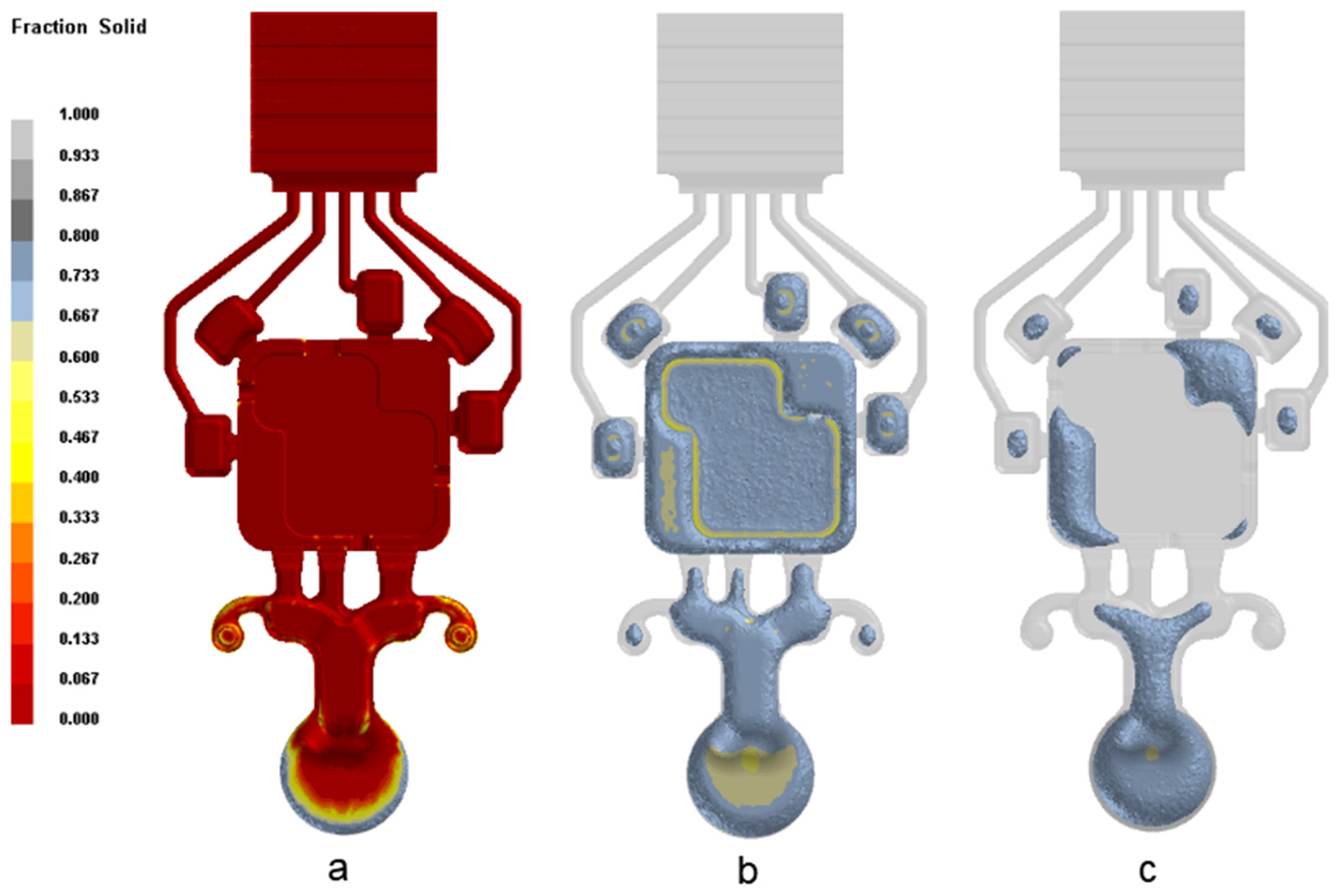
3.3. Temperature Distribution and Solidification Process
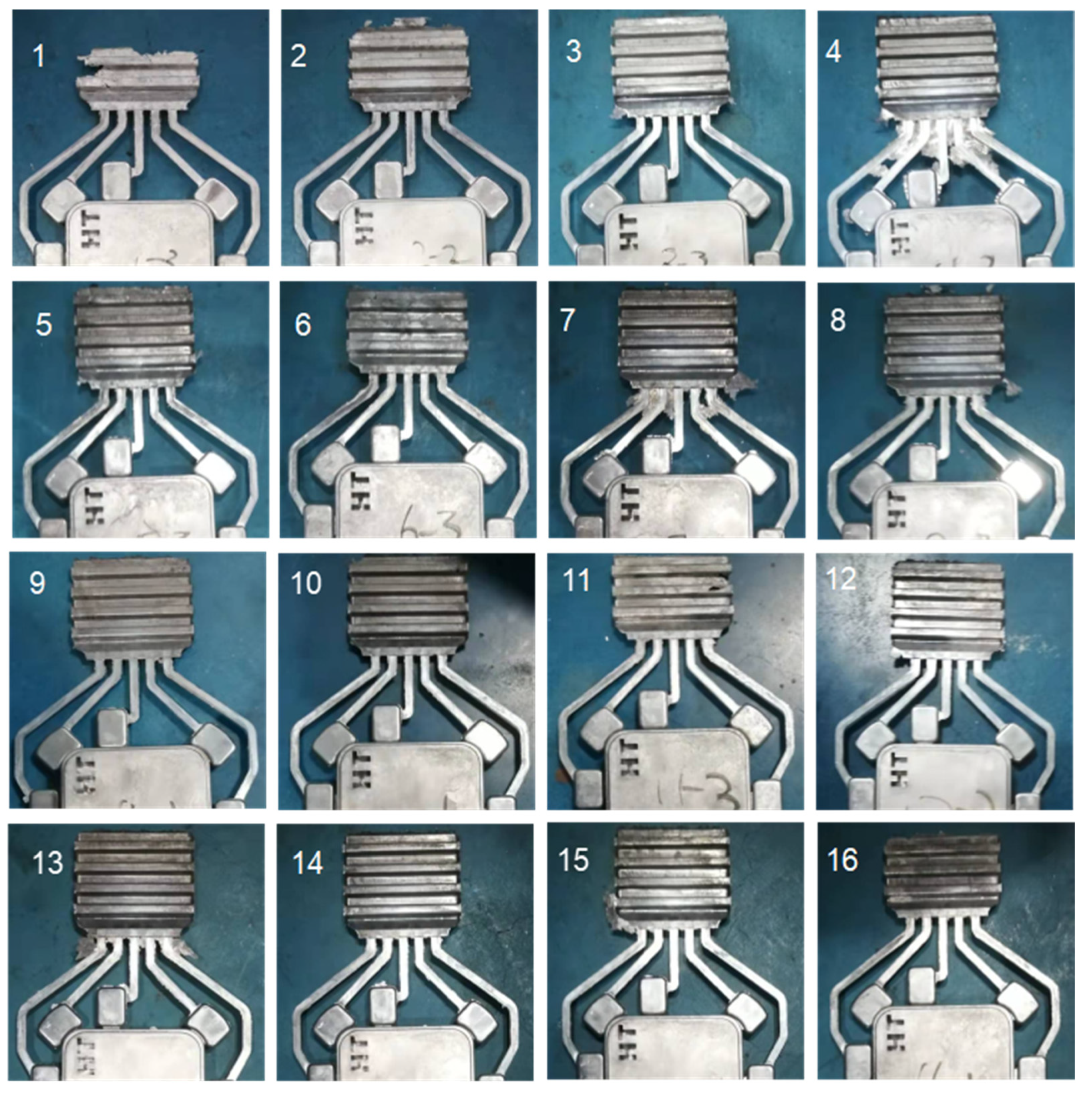
3.4. Filling Capacity under Different Process Conditions
3.5. Feeding Capacity under Different Process Conditions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Otarawanna, S.; Laukli, H.I.; Gourlay, C.M.; Dahle, A.K. Feeding Mechanisms in High-Pressure Die Castings. Metall. Mater. Trans. A 2010, 41A, 1836–1846. [Google Scholar] [CrossRef]
- Yalçin, B.; Koru, M.; Ipek, O.; Özgür, A.E. Effect of Injection Parameters and Vacuum on the Strength and Porosity Amount of Die-Casted A380 Alloy. Int. J. Metalcast. 2017, 11, 195–206. [Google Scholar] [CrossRef]
- Bonollo, F.; Gramegna, N.; Timelli, G. High-Pressure Die-Casting: Contradictions and Challenges. Jom 2015, 67, 901–908. [Google Scholar] [CrossRef]
- Agarwal, M.; Srivastava, R. Influence of processing parameters on microstructure and mechanical response of a high-pressure die cast aluminum alloy. Mater. Manuf. Process. 2019, 34, 462–472. [Google Scholar] [CrossRef]
- Cica, D.; Kramar, D. Intelligent Process Modeling and Optimization of Porosity Formation in High-Pressure Die Casting. Int. J. Metalcast. 2018, 12, 814–824. [Google Scholar] [CrossRef]
- Zhao, H.D.; Wang, F.; Li, Y.Y.; Xia, W. Experimental and numerical analysis of gas entrapment defects in plate ADC12 die castings. J. Mater. Process. Technol. 2009, 209, 4537–4542. [Google Scholar] [CrossRef]
- Jiao, X.Y.; Wang, J.; Liu, C.F.; Guo, Z.; Wang, J.; Wang, Z.; Gao, J.; Xiong, S.M. Influence of slow-shot speed on PSPs and porosity of AlSi17Cu2.5 alloy during high pressure die casting. J. Mater. Process. Technol. 2019, 268, 63–69. [Google Scholar] [CrossRef]
- Qin, X.Y.; Su, Y.; Chen, J.; Liu, L.J. Finite element analysis for die casting parameters in high-pressure die casting process. China Foundry 2019, 16, 272–276. [Google Scholar] [CrossRef] [Green Version]
- Han, Q.; Zhang, J. Fluidity of Alloys under High-Pressure Die Casting Conditions: Flow-Choking Mechanisms. Metall. Mater. Trans. B 2020, 51, 1795–1804. [Google Scholar] [CrossRef]
- Anglada, E.; Melendez, A.; Vicario, I.; Idoiaga, J.K.; Mugarza, A.; Arratibel, E. Prediction and validation of shape distortions in the simulation of high pressure die casting. J. Manuf. Process. 2018, 33, 228–237. [Google Scholar] [CrossRef]
- Kwon, H.J.; Kwon, H.K. Computer aided engineering (CAE) simulation for the design optimization of gate system on high pressure die casting (HPDC) process. Robot. Comput.-Integr. Manuf. 2019, 55, 147–153. [Google Scholar] [CrossRef]
- Gu, C.; Lu, Y.; Cinkilic, E.; Miao, J.; Klarner, A.; Yan, X.; Luo, A.A. Predicting grain structure in high pressure die casting of aluminum alloys: A coupled cellular automaton and process model. Comp. Mater. Sci. 2019, 161, 64–75. [Google Scholar] [CrossRef]
- Cao, H.X.; Shen, C.; Wang, C.C.; Xu, H.; Zhu, J. Direct Observation of Filling Process and Porosity Prediction in High Pressure Die Casting. Materials 2019, 12, 1099. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dargusch, M.S.; Hamasaaid, A.; Dour, G.; Balasubramani, N.; StJohn, D.H. The Influence of In-Cavity Pressure on Heat Transfer and Porosity Formation during High-Pressure Die Casting of A380 Alloy. Jom 2020, 72, 3798–3805. [Google Scholar] [CrossRef]
- Dou, K.; Lordan, E.; Zhang, Y.J.; Jacot, A.; Fan, Z. A novel approach to optimize mechanical properties for aluminium alloy in High pressure die casting (HPDC) process combining experiment and modelling. J. Mater. Process. Technol. 2021, 296, 1–13. [Google Scholar] [CrossRef]
- Yu, W.B.; Ma, C.S.; Ma, Y.H.; Xiong, S. Correlation of 3D defect-band morphologies and mechanical properties in high pressure die casting magnesium alloy. J. Mater. Process. Technol. 2021, 288, 116853. [Google Scholar] [CrossRef]
- Blondheim, D.; Monroe, A. Macro Porosity Formation: A Study in High Pressure Die Casting. Int. J. Metalcast. 2022, 16, 330–341. [Google Scholar] [CrossRef]
- Sharifi, P.; Jamali, J.; Sadayappan, K.; Wood, J.T. Quantitative Experimental Study of Defects Induced by Process Parameters in the High-Pressure Die Cast Process. Metall. Mater. Trans. A 2018, 49A, 3080–3090. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Al | Si | Cu | Mg | Sn | Fe | Ni | Mn |
|---|---|---|---|---|---|---|---|---|
| Mass content | 85.85 | 10.30 | 1.80 | 0.140 | 0.008 | 0.889 | 0.051 | 0.221 |
| Levels | Factors | |||
|---|---|---|---|---|
| Melt Injection Temperature (°C) | Piston Velocity of Slow Stage (m/s) | Piston Velocity of Fast Stage (m/s) | Pressure Maintaining Time (s) | |
| 1 | 620 | 0.1 | 0.8 | 1.0 |
| 2 | 640 | 0.2 | 1.6 | 2.0 |
| 3 | 660 | 0.3 | 2.4 | 3.0 |
| 4 | 680 | 0.4 | 3.2 | 4.0 |
| Parameter | Condition |
|---|---|
| Cast aluminum alloy | ADC12 |
| Die mold material | H13 |
| Piston diameter (mm) | 60 |
| H.T. coefficient between mold and casting (W/m2·K) | 4000 |
| Air coefficient (W/m2·K) | 20 |
| Air temperature (°C) | 20 |
| Spray coefficient (W/m2·K) | 1000 |
| Mold opening time (s) | 6 |
| Part ejection time (s) | 10 |
| Start time of the die spraying (s) | 20 |
| End time of the die spraying (s) | 25 |
| Duration of the cycle (s) | 40 |
| Test No. | Factors | Results | |||||
|---|---|---|---|---|---|---|---|
| Melt Injection Temperature A (°C) | Piston Velocity of Slow Stage B (m/s) | Piston Velocity of Fast Stage C (m/s) | Pressure Maintaining Time D (s) | Filling Capacity (Grid) | Shrinkage Porosity (Risk Level) | Gas Porosity (Risk Level) | |
| 1 | 620 | 0.10 | 0.8 | 1.0 | 2.0 | 2.0 | 2.0 |
| 2 | 620 | 0.20 | 1.6 | 2.0 | 3.0 | 1.0 | 2.0 |
| 3 | 620 | 0.30 | 2.4 | 3.0 | 3.5 | 0.0 | 1.0 |
| 4 | 620 | 0.40 | 3.2 | 4.0 | 3.5 | 0.0 | 1.0 |
| 5 | 640 | 0.10 | 1.6 | 3.0 | 4.0 | 1.0 | 1.0 |
| 6 | 640 | 0.20 | 0.8 | 4.0 | 3.0 | 2.0 | 1.0 |
| 7 | 640 | 0.30 | 3.2 | 1.0 | 4.0 | 0.0 | 0.0 |
| 8 | 640 | 0.40 | 2.4 | 2.0 | 4.0 | 0.0 | 1.0 |
| 9 | 660 | 0.10 | 2.4 | 4.0 | 4.0 | 0.0 | 0.0 |
| 10 | 660 | 0.20 | 3.2 | 3.0 | 4.0 | 0.0 | 0.0 |
| 11 | 660 | 0.30 | 0.8 | 2.0 | 3.0 | 2.0 | 1.0 |
| 12 | 660 | 0.40 | 1.6 | 1.0 | 4.0 | 1.0 | 1.0 |
| 13 | 680 | 0.10 | 3.2 | 2.0 | 4.0 | 0.0 | 0.0 |
| 14 | 680 | 0.20 | 2.4 | 1.0 | 4.0 | 0.0 | 0.0 |
| 15 | 680 | 0.30 | 1.6 | 4.0 | 4.0 | 0.0 | 1.0 |
| 16 | 680 | 0.40 | 0.8 | 3.0 | 3.0 | 2.0 | 1.0 |
| Factors | Melt Injection Temperature A (°C) | Piston Velocity of Slow Stage B (m/s) | Piston Velocity of Fast Stage C (m/s) | Pressure Maintaining Time D (s) |
|---|---|---|---|---|
| K1 | 12.00 | 14.00 | 11.00 | 14.00 |
| K2 | 15.00 | 14.00 | 15.00 | 14.00 |
| K3 | 15.00 | 14.50 | 15.50 | 14.50 |
| K4 | 15.00 | 14.50 | 15.50 | 14.50 |
| k1 | 3.00 | 3.50 | 2.75 | 3.50 |
| k2 | 3.75 | 3.50 | 3.75 | 3.50 |
| k3 | 3.75 | 3.63 | 3.88 | 3.63 |
| k4 | 3.75 | 3.63 | 3.88 | 3.63 |
| Range | 0.75 | 0.13 | 1.13 | 0.13 |
| Sequence | C > A > D > B | |||
| Optimization Level | A4 | B4 | C4 | D4 |
| Optimum E. R. | A4 B4 C4 D4 | |||
| Factors | Melt Injection Temperature A (°C) | Piston Velocity of Slow Stage B (m/s) | Piston Velocity of Fast Stage C (m/s) | Pressure Maintaining Time D (s) |
|---|---|---|---|---|
| K1 | 3.00 | 3.00 | 8.00 | 3.00 |
| K2 | 3.00 | 3.00 | 3.00 | 3.00 |
| K3 | 3.00 | 2.00 | 0.00 | 3.00 |
| K4 | 2.00 | 3.00 | 0.00 | 2.00 |
| k1 | 0.75 | 0.75 | 2.00 | 0.75 |
| k2 | 0.75 | 0.75 | 0.75 | 0.75 |
| k3 | 0.75 | 0.50 | 0.00 | 0.75 |
| k4 | 0.50 | 0.75 | 0.00 | 0.50 |
| Range | 0.25 | 0.25 | 2.00 | 0.25 |
| Sequence | C > A > D > B | |||
| Optimization Level | A4 | B3 | C4 | D4 |
| Optimum E. R. | A4 B4 C4 D4 | |||
| Factors | Melt Injection Temperature A (°C) | Piston Velocity of Slow Stage B (m/s) | Piston Velocity of Fast Stage C (m/s) | Pressure Maintaining Time D (s) |
|---|---|---|---|---|
| K1 | 6.00 | 3.00 | 5.00 | 3.00 |
| K2 | 3.00 | 3.00 | 5.00 | 4.00 |
| K3 | 2.00 | 3.00 | 2.00 | 3.00 |
| K4 | 2.00 | 4.00 | 1.00 | 3.00 |
| k1 | 1.50 | 0.75 | 1.25 | 0.75 |
| k2 | 0.75 | 0.75 | 1.25 | 1.00 |
| k3 | 0.50 | 0.75 | 0.50 | 0.75 |
| k4 | 0.50 | 1.00 | 0.25 | 0.75 |
| Range | 1.00 | 0.25 | 1.00 | 0.25 |
| Sequence | C > A > D > B | |||
| Optimization Level | A4 | B1 | C4 | D4 |
| Optimum E.R. | A4 B4 C4 D4 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, T.; Huang, J.; Fu, H.; Yu, K.; Yao, S. Influence of Process Parameters on Filling and Feeding Capacity during High-Pressure Die-Casting Process. Appl. Sci. 2022, 12, 4757. https://doi.org/10.3390/app12094757
Wang T, Huang J, Fu H, Yu K, Yao S. Influence of Process Parameters on Filling and Feeding Capacity during High-Pressure Die-Casting Process. Applied Sciences. 2022; 12(9):4757. https://doi.org/10.3390/app12094757
Chicago/Turabian StyleWang, Tingli, Jian Huang, Hongyuan Fu, Ke Yu, and Shan Yao. 2022. "Influence of Process Parameters on Filling and Feeding Capacity during High-Pressure Die-Casting Process" Applied Sciences 12, no. 9: 4757. https://doi.org/10.3390/app12094757
APA StyleWang, T., Huang, J., Fu, H., Yu, K., & Yao, S. (2022). Influence of Process Parameters on Filling and Feeding Capacity during High-Pressure Die-Casting Process. Applied Sciences, 12(9), 4757. https://doi.org/10.3390/app12094757