
Simultaneous Use of Digital Technologies and Industrial Robots in Manufacturing Firms


Abstract
:1. Introduction
- RQ 1: Is the use of industrial robots independent of digital technologies, or is there a correlation?
- RQ 2: Which of the proposed digital technologies is more associated with the use of Industrial robots?
- RQ 3: Are Industry 4.0 readiness levels and the use of industrial robots independent of each other, or is there a correlation?
2. Literature Review
2.1. Digital Technologies and Industrial Robots
2.2. Industry 4.0 Readiness Models
3. Research Methodology
3.1. EMS
- Use of technology (yes/no);
- Use planned in the upcoming period of 3 years (yes/no);
- Year in which this technology was used for the first time in your factory (year);
- The extent of actual utilization compared to the most reasonable potential utilization in the factory: Extent of utilized potential, “low” for an initial attempt to utilize, “medium” for partly utilized, and “high” for extensive utilization;
- Upgrade of the already implemented technology (technologies) in the last 3 years—Follow-on investment since 2015 (yes/no);
- In EMS 2018, we divided 16 technologies used in manufacturing firms into 4 groups:
- Production control: digital factory (9 technologies);
- Automation and robotics (2 technologies);
- Additive Manufacturing Technologies (2 technologies);
- Energy efficiency technologies (3 technologies).
3.2. Industry 4.0 Readiness Index
- Digital management systems: this group consists of software systems for production planning and scheduling (also known as Enterprise Resource Planning systems; ERP) and product lifecycle management systems (PLM);
- Wireless human-machine communication: the second group consists of digital visualization technologies and mobile devices;
- Cyber-physical system (CPS)-related processes: the CPS group consists of near-real-time production control systems, technologies for automation and management of internal logistics, and technologies for the digital exchange of data.
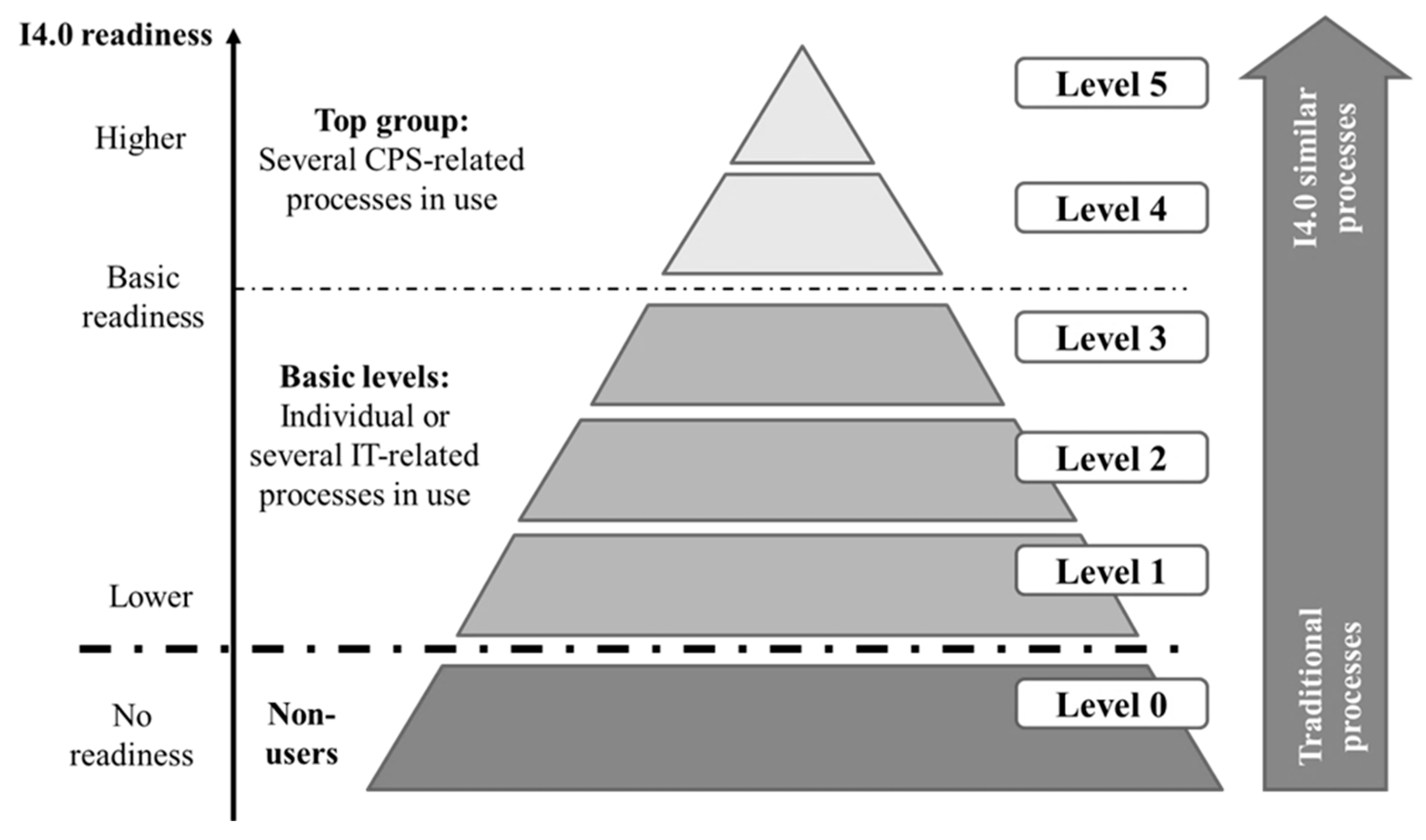
- Level 0: Firms that do not use any of the Industry 4.0 enabling technologies and tend still to rely on traditional production processes;
- Basic levels, as the basis on the way to Industry 4.0, with little readiness;
- Level 1 (beginners): Firms that use IT-related processes in 1 of the 3 technology fields;
- Level 2 (advanced beginners): Firms that use IT-related processes in 2 of the 3 technology fields;
- Level 3 (advanced users): Firms that are active in all 3 technology fields and use both IT-related processes and 1 technology in the CPS-related group;
- Top group, firms on the way to Industry 4.0, with a slightly higher readiness:
- Level 4: Firms that are active in all technology fields and use at least 2 technologies of CPS-related processes;
- Level 5: Firms that are active in all technology fields and use at least 3 technologies of CPS-related processes;
3.3. Measures and Statistical Methods
- Type of industrial robot (industrial robot for manufacturing processes, industrial robots for handling processes, mobile industrial robots, collaborating robots and autonomous industrial robots);
- 2.
- Digital technologies (7 selected technologies);
- 3.
- Firm size (number of employees);
- 4.
- Readiness Index levels (level 0 to level 5).
4. Results and Discussion
4.1. Descriptive Statistics
4.2. Statistical Tests
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Elibal, K.; Özceylan, E. A systematic literature review for industry 4.0 maturity modeling: State-of-the-art and future challenges. Kybernetes 2021, 50, 2957–2994. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Legner, C.; Eymann, T.; Hess, T.; Matt, C.; Böhmann, T.; Drews, P.; Mädche, A.; Urbach, N.; Ahlemann, F. Digitalization: Opportunity and challenge for the business and information systems engineering community. Bus. Inf. Syst. Eng. 2017, 59, 301–308. [Google Scholar] [CrossRef]
- Plekhanov, D.; Franke, H.; Netland, T.H. Digital transformation: A review and research agenda. Eur. Manag. J. 2022, in press. [Google Scholar] [CrossRef]
- Kaivo-Oja, J.; Roth, S.; Westerlund, L. Futures of robotics. Human work in digital transformation. Int. J. Technol. Manag. 2017, 73, 176–205. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Vu, H.T.; Lim, J. Effects of country and individual factors on public acceptance of artificial intelligence and robotics technologies: A multilevel SEM analysis of 28-country survey data. Behav. Inf. Technol. 2021, 41, 1515–1528. [Google Scholar] [CrossRef]
- Hampel, N.; Sassenberg, K.; Scholl, A.; Reichenbach, M. Introducing digital technologies in the factory: Determinants of blue-collar workers’ attitudes towards new robotic tools. Behav. Inf. Technol. 2022, 41, 2973–2987. [Google Scholar] [CrossRef]
- Schumacher, A.; Erol, S.; Sihn, W. A maturity model for assessing industry 4.0 readiness and maturity of manufacturing enterprises. Procedia CIRP 2016, 52, 161–166. [Google Scholar] [CrossRef]
- Basl, J.; Doucek, P. A metamodel for evaluating enterprise readiness in the context of Industry 4.0. Information 2019, 10, 89. [Google Scholar] [CrossRef]
- Lichtblau, K.; Stich, V.; Bertenrath, R.; Blum, M.; Bleider, M.; Millack, A.; Schmitt, K.; Schmitz, E.; Schröter, M. IMPULS—Industrie 4.0 Readiness; Impuls-Stiftung des VDMA: Aachen, Germany, 2015. [Google Scholar]
- Sarvari, P.A.; Ustundag, A.; Cevikcan, E.; Kaya, I.; Cebi, S. Technology roadmap for Industry 4.0. In Industry 4.0: Managing The Digital Transformation; Ustundag, A., Cevikcan, E., Eds.; Springer: Cham, Switzerland, 2018; pp. 95–103. [Google Scholar] [CrossRef]
- Stefan, L.; Thom, W.; Dominik, L.; Dieter, K.; Bernd, K. Concept for an evolutionary maturity based Industrie 4.0 migration model. Procedia CIRP 2018, 72, 404–409. [Google Scholar] [CrossRef]
- Pacchini, A.P.T.; Lucato, W.C.; Facchini, F.; Mummolo, G. The degree of readiness for the implementation of Industry 4.0. Comput. Ind. 2019, 113, 103125. [Google Scholar] [CrossRef]
- Lucato, W.C.; Pacchini, A.P.T.; Facchini, F.; Mummolo, G. Model to evaluate the Industry 4.0 readiness degree in Industrial Companies. IFAC-PapersOnLine 2019, 52, 1808–1813. [Google Scholar] [CrossRef]
- Balsmeier, B.; Woerter, M. Is this time different? How digitalization influences job creation and destruction. Res. Policy 2019, 48, 103765. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.Y.; Zhang, Q.P.; Lin, S.M.; Pang, G.S. Iot-based distributed simulation of industrial automation production line management. Int. J. Simul. Model. 2022, 21, 696–707. [Google Scholar] [CrossRef]
- Barbosa, G.F.; Shiki, S.B.; Savazzi, J.O. Digitalization of a standard robot arm toward 4th industrial revolution. Int. J. Adv. Manuf. Technol. 2019, 105, 2707–2720. [Google Scholar] [CrossRef]
- Sjödin, D.R.; Parida, V.; Leksell, M.; Petrovic, A. Smart factory implementation and process innovation. Res. Technol. Manag. 2018, 61, 22–31. [Google Scholar] [CrossRef]
- Ballestar, M.T.; Camiña, E.; Díaz-Chao, Á.; Torrent-Sellens, J. Productivity and employment effects of digital complementarities. J. Innov. Knowl. 2021, 6, 177–190. [Google Scholar] [CrossRef]
- Xu, N.; Hou, X.Y.; Jia, N. Optimization of multi-stage production scheduling of automated production. Int. J. Simul. Model. 2022, 21, 160–171. [Google Scholar] [CrossRef]
- Romeo, L.; Petitti, A.; Marani, R.; Milella, A. Internet of robotic things in smart domains: Applications and challenges. Sensors 2020, 20, 3355. [Google Scholar] [CrossRef]
- Cong, J.; Zheng, P.; Bian, Y.; Chen, C.H.; Li, J.; Li, X. A machine learning-based iterative design approach to automate user satisfaction degree prediction in smart product-service system. Comput. Ind. Eng. 2022, 165, 107939. [Google Scholar] [CrossRef]
- Zhang, C.; Xu, W.; Liu, J.; Liu, Z.; Zhou, Z.; Pham, D.T. Digital twin-enabled reconfigurable modeling for smart manufacturing systems. Int. J. Comput. Integr. Manuf. 2019, 34, 709–733. [Google Scholar] [CrossRef]
- Li, X.; He, B.; Zhou, Y.; Li, G. Multisource model-driven digital twin system of robotic assembly. IEEE Syst. J. 2021, 15, 114–123. [Google Scholar] [CrossRef]
- Nikolakis, N.; Alexopoulos, K.; Xanthakis, E.; Chryssolouris, G. The digital twin implementation for linking the virtual representation of human-based production tasks to their physical counterpart in the factory-floor. Int. J. Comp. Integ. Manuf. 2018, 32, 1–12. [Google Scholar] [CrossRef]
- Lin, L.; Bao, H.; Dinh, N. Uncertainty quantification and software risk analysis for digital twins in the nearly autonomous management and control systems: A review. Ann. Nucl. Energy 2021, 160, 108362. [Google Scholar] [CrossRef]
- Oyekan, J.O.; Hutabarat, W.; Tiwari, A.; Grech, R.; Aung, M.H.; Mariani, M.P.; López-Dávalos, L.; Ricaud, T.; Singh, S.; Dupuis, C. The effectiveness of virtual environments in developing collaborative strategies between industrial robots and humans. Robot. Comput.-Integr. Manuf. 2019, 55, 41–54. [Google Scholar] [CrossRef]
- Ojstersek, R.; Javernik, A.; Buchmeister, B. The impact of the collaborative workplace on the production system capacity: Simulation modelling vs. real-world application approach. Adv. Prod. Eng. Manag. 2021, 16, 431–442. [Google Scholar] [CrossRef]
- Li, L.; Chang, Q.; Ni, J.; Biller, S. Real time production improvement through bottleneck control. Int. J. Prod. Res. 2009, 47, 6145–6158. [Google Scholar] [CrossRef]
- Yao, B.; Zhou, Z.; Wang, L.; Xu, W.; Yan, J.; Liu, Q. A function block based cyber-physical production system for physical human–robot interaction. J. Manuf. Syst. 2018, 48, 12–23. [Google Scholar] [CrossRef]
- Upchurch, M. Robots and AI at work: The prospects for singularity. New Technol. Work Employ. 2018, 33, 205–218. [Google Scholar] [CrossRef]
- Özdemir, V.; Hekim, N. Birth of Industry 5.0: Making sense of big data with artificial intelligence, ‘the internet of things’ and next-generation technology policy. OMICS J. Integr. Biol. 2018, 22, 65–76. [Google Scholar] [CrossRef]
- Stentoft, J.; Adsbøll Wickstrøm, K.; Philipsen, K.; Haug, A. Drivers and barriers for Industry 4.0 readiness and practice: Empirical evidence from small and medium-sized manufacturers. Prod. Plan. Control 2020, 32, 811–828. [Google Scholar] [CrossRef]
- Kagermann, H. Change through digitization—Value creation in the age of Industry 4.0. In Management of Permanent Change; Albach, H., Meffert, H., Pinkwart, A., Reichwald, R., Eds.; Springer: Wiesbaden, Germany, 2014; pp. 23–45. [Google Scholar] [CrossRef]
- Hizam-Hanafiah, M.; Soomro, M.A.; Abdullah, N.L. Industry 4.0 readiness models: A systematic literature review of model dimensions. Information 2020, 11, 364. [Google Scholar] [CrossRef]
- Botha, A.P. Rapidly arriving futures: Future readiness for industry 4.0. S. Afr. J. Ind. Eng. 2018, 29, 148–160. [Google Scholar] [CrossRef]
- Castelo-Branco, I.; Cruz-Jesus, F.; Oliveira, T. Assessing Industry 4.0 readiness in manufacturing: Evidence for the European Union. Comput. Ind. 2019, 107, 22–32. [Google Scholar] [CrossRef]
- Antony, J.; Sony, M.; McDermott, O. Conceptualizing Industry 4.0 readiness model dimensions: An exploratory sequential mixed-method study. TQM J. 2023, 35, 577–596. [Google Scholar] [CrossRef]
- Lerch, C.; Jäger, A.; Meyer, N. I4.0-Readiness-Baden-Württemberg auf dem Weg zur Industrie 4.0? Fraunhofer ISI: Karlsruhe, Germany, 2016. [Google Scholar]
- Sheskin, D.J. Handbook of Parametric and Nonparametric Statistical Procedures, 5th ed.; CRC Press: New York, NY, USA, 2011. [Google Scholar]


{kind=link}
{kind=link}
| Digital Technology | Share [%] |
|---|---|
| Mobile/wireless devices for programming and controlling facilities and machinery (e.g., tablets) | 32.2% |
| Digital solutions to provide drawings, work schedules or work instructions directly on the shop floor | 54.2% |
| Software for production planning and scheduling (e.g., the ERP system) | 62.7% |
| Digital exchange of product/process data with suppliers/customers (Electronic Data Interchange; EDI) | 51.7% |
| Near-real-time production control system (e.g., systems of centralized operating and machine data acquisition, Manufacturing Execution System MES) | 39.8% |
| Systems for automation and management of internal logistics (e.g., Warehouse management systems, Radio Frequency Identification—RFID) | 20.3% |
| Product-Lifecycle-Management-Systems (PLM) or Product/Process Data Management (PDM) | 19.5% |
| Industrial Robot Type | Share [%] |
|---|---|
| Industrial robots for manufacturing processes | 50.0% |
| Industrial robots for handling processes | 35.6% |
| Mobile industrial robots | 4.2% |
| Collaborating robots | 15.3% |
| Autonomous industrial robots | 19.5% |
| Industry 4.0 Readiness Index Level | Share [%] |
|---|---|
| Level 0 | 16.9% |
| Level 1 | 19.5% |
| Level 2 | 23.7% |
| Level 3 | 13.6% |
| Level 4 | 12.7% |
| Level 5 | 13.6% |
| Technology | Statistic | R1 | R2 | R3 | R4 | R5 |
|---|---|---|---|---|---|---|
| T1 | Pearson χ2 | 0.008 | <0.001 | 0.414 | 0.151 | 0.357 |
| Phi | 0.245 | 0.317 | 0.075 | 0.132 | 0.085 | |
| T2 | Pearson χ2 | 0.011 | <0.001 | 0.977 | 0.004 | 0.170 |
| Phi | 0.235 | 0.304 | 0.003 | 0.267 | 0.123 | |
| T3 | Pearson χ2 | 0.017 | <0.001 | 0.196 | 0.167 | 0.235 |
| Phi | 0.220 | 0.364 | 0.119 | 0.127 | 0.109 | |
| T4 | Pearson χ2 | 0.188 | 0.004 | 0.355 | 0.338 | 0.501 |
| Phi | 0.121 | 0.263 | −0.085 | 0.088 | 0.062 | |
| T5 | Pearson χ2 | 0.001 | <0.001 | 0.264 | 0.034 | 0.229 |
| Phi | 0.295 | 0.327 | 0.103 | 0.196 | 0.111 | |
| T6 | Pearson χ2 | 0.002 | 0.008 | 0.174 | 0.079 | 0.894 |
| Phi | 0.290 | 0.245 | 0.125 | 0.162 | 0.012 | |
| T7 | Pearson χ2 | 0.065 | 0.005 | 0.237 | 0.007 | 0.067 |
| Phi | 0.170 | 0.257 | 0.109 | 0.248 | 0.168 |
| Technology | Statistic | R1 | R2 | R3 | R4 | R5 | |
|---|---|---|---|---|---|---|---|
| T1 | Sig. | 0.009 | 0.001 | 0.428 | 0.160 | 0.359 | |
| Exp(B) | 2.836 | 4.744 | 2.457 | 2.333 | 1.576 | ||
| 95% CI | LB | 1.304 | 1.876 | 0.266 | 0.716 | 0.596 | |
| UB | 6.168 | 11.997 | 22.714 | 7.601 | 4.169 | ||
| T2 | Sig. | 0.014 | 0.002 | 0.977 | 0.006 | 0.186 | |
| Exp(B) | 3.575 | 4.722 | 1.034 | 4.533 | 2.007 | ||
| 95% CI | LB | 1.296 | 1.796 | 0.110 | 1.540 | 0.716 | |
| UB | 9.865 | 12.419 | 9.716 | 13.344 | 5.631 | ||
| T3 | Sig. | 0.018 | 0.001 | 0.227 | 0.173 | 0.238 | |
| Exp(B) | 2.453 | 5.186 | 3.930 | 2.082 | 1.739 | ||
| 95% CI | LB | 1.170 | 2.222 | 0.426 | 0.724 | 0.693 | |
| UB | 5.143 | 12.105 | 36.260 | 5.981 | 4.364 | ||
| T4 | Sig. | 0.189 | 0.005 | 0.373 | 0.341 | 0.502 | |
| Exp(B) | 1.645 | 3.072 | 0.364 | 1.632 | 1.363 | ||
| 95% CI | LB | 0.782 | 1.404 | 0.039 | 0.595 | 0.552 | |
| UB | 3.461 | 6.722 | 3.363 | 4.472 | 3.367 | ||
| T5 | Sig. | 0.003 | <0.001 | 0.282 | 0.04 | 0.233 | |
| Exp(B) | 5.130 | 6.703 | 2.758 | 3.107 | 1.865 | ||
| 95% CI | LB | 1.766 | 2.486 | 0.434 | 1.053 | 0.669 | |
| UB | 14.905 | 18.075 | 17.517 | 9.165 | 5.198 | ||
| T6 | Sig. | 0.002 | 0.009 | 0.197 | 0.085 | 0.894 | |
| Exp(B) | 3.682 | 2.929 | 3.343 | 2.448 | 1.067 | ||
| 95% CI | LB | 1.603 | 1.311 | 0.535 | 0.883 | 0.411 | |
| UB | 8.457 | 6.545 | 20.903 | 6.789 | 2.767 | ||
| T7 | Sig. | 0.066 | 0.006 | 0.266 | 0.013 | 0.073 | |
| Exp(B) | 1.993 | 3.088 | 3.533 | 5.204 | 2.429 | ||
| 95% CI | LB | 0.955 | 1.377 | 0.383 | 1.418 | 0.922 | |
| UB | 4.158 | 6.927 | 32.605 | 19.098 | 6.398 | ||
| Technology | Statistic | R1 | R2 | R3 | R4 | R5 |
|---|---|---|---|---|---|---|
| Readiness level | Pearson χ2 | 0.021 | <0.001 | 0.920 | 0.400 | 0.450 |
| Spearman correlation | 0.283 | 0.437 | 0.096 | 0.198 | 0.141 |
| Readiness Level | Statistic | R1 | R2 | R4 | R5 | |
|---|---|---|---|---|---|---|
| Level 1 | Sig. | 0.425 | 0.159 | 0.665 | 0.502 | |
| Exp(B) | 1.667 | 5.000 | 1.727 | 0.571 | ||
| 95% CI | LB | 0.475 | 0.533 | 0.145 | 0.112 | |
| UB | 5.842 | 46.93 | 20.578 | 2.923 | ||
| Level 2 | Sig. | 0.214 | 0.019 | 0.303 | 0.641 | |
| Exp(B) | 2.167 | 13.062 | 3.304 | 0.696 | ||
| 95% CI | LB | 0.647 | 1.518 | 0.340 | 0.151 | |
| UB | 7.327 | 112.413 | 32.112 | 3.199 | ||
| Level 3 | Sig. | 0.117 | 0.117 | 0.117 | 0.925 | |
| Exp(B) | 3.000 | 6.333 | 6.333 | 0.923 | ||
| 95% CI | LB | 0.759 | 0.630 | 0.630 | 0.174 | |
| UB | 11.864 | 63.639 | 63.639 | 4.885 | ||
| Level 4 | Sig. | 0.316 | 0.007 | 0.199 | 0.643 | |
| Exp(B) | 2.042 | 21.714 | 4.750 | 1.455 | ||
| 95% CI | LB | 0.506 | 2.284 | 0.441 | 0.298 | |
| UB | 8.231 | 206,482 | 51.106 | 7.092 | ||
| Level 5 | Sig. | 0.002 | 0.000 | 0.117 | 0.250 | |
| Exp(B) | 16.333 | 82.333 | 6.333 | 2.400 | ||
| 95% CI | LB | 2.8 | 7.692 | 0.630 | 0.540 | |
| UB | 95.3 | 881.258 | 63.639 | 10.67 | ||
| Readiness Level | Statistic | R1 | R2 | R3 | R4 | R5 | |
|---|---|---|---|---|---|---|---|
| Level 0 | Sig. | 0.002 | <0.001 | 0.998 | 0.117 | 0.250 | |
| Exp(B) | 0.061 | 0.012 | 0.000 | 0.158 | 0.417 | ||
| 95% CI | LB | 0.010 | 0.001 | 0.000 | 0.016 | 0.094 | |
| UB | 0.357 | 0.130 | / | 1.587 | 1.852 | ||
| Level 1 | Sig. | 0.008 | <0.001 | 0.769 | 0.166 | 0.075 | |
| Exp(B) | 0.102 | 0.061 | 0.652 | 0.273 | 0.238 | ||
| 95% CI | LB | 0.019 | 0.012 | 0.038 | 0.043 | 0.049 | |
| UB | 0.553 | 0.300 | 11.242 | 1.713 | 1.153 | ||
| Level 2 | Sig. | 0.017 | 0.014 | 0.705 | 0.411 | 0.098 | |
| Exp(B) | 0.133 | 0.159 | 0.577 | 0.522 | 0.290 | ||
| 95% CI | LB | 0.025 | 0.036 | 0.034 | 0.111 | 0.067 | |
| UB | 0.700 | 0.691 | 9.911 | 2.462 | 1.257 | ||
| Level 3 | Sig. | 0.062 | 0.003 | 1000 | 1.000 | 0.245 | |
| Exp(B) | 0.184 | 0.077 | 1000 | 1.000 | 0.385 | ||
| 95% CI | LB | 0.031 | 0.014 | 0.057 | 0.202 | 0.077 | |
| UB | 1.090 | 0.417 | 17.509 | 4.955 | 1.929 | ||
| Level 4 | Sig. | 0.023 | 0.103 | 0.962 | 0.740 | 0.521 | |
| Exp(B) | 0.125 | 0.264 | 1.071 | 0.750 | 0.606 | ||
| 95% CI | LB | 0.021 | 0.053 | 0.061 | 0.137 | 0.132 | |
| UB | 0.753 | 1.325 | 18.820 | 4.095 | 2.793 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kovič, K.; Ojsteršek, R.; Palčič, I. Simultaneous Use of Digital Technologies and Industrial Robots in Manufacturing Firms. Appl. Sci. 2023, 13, 5890. https://doi.org/10.3390/app13105890
Kovič K, Ojsteršek R, Palčič I. Simultaneous Use of Digital Technologies and Industrial Robots in Manufacturing Firms. Applied Sciences. 2023; 13(10):5890. https://doi.org/10.3390/app13105890
Chicago/Turabian StyleKovič, Klemen, Robert Ojsteršek, and Iztok Palčič. 2023. "Simultaneous Use of Digital Technologies and Industrial Robots in Manufacturing Firms" Applied Sciences 13, no. 10: 5890. https://doi.org/10.3390/app13105890
APA StyleKovič, K., Ojsteršek, R., & Palčič, I. (2023). Simultaneous Use of Digital Technologies and Industrial Robots in Manufacturing Firms. Applied Sciences, 13(10), 5890. https://doi.org/10.3390/app13105890