
The Effects of Forming Angle on the Geometry Accuracy and Mechanical Properties of Al-Li Alloy Truncated Pyramids by Single Point Incremental Forming

Abstract
:1. Introduction
2. Methodology
2.1. Materials
2.2. Age Hardening Cycle
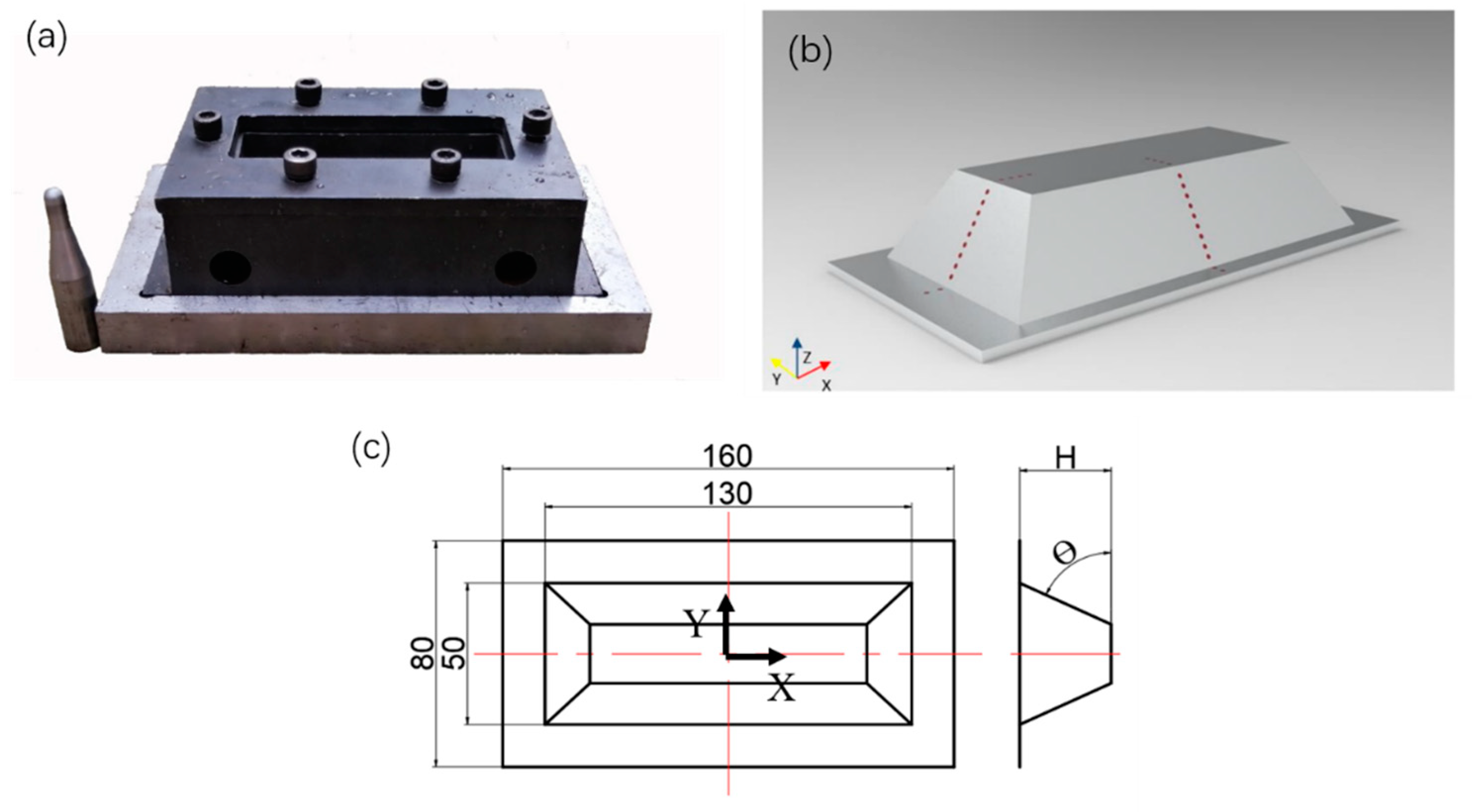
2.3. Experiment Setup and Process Parameters
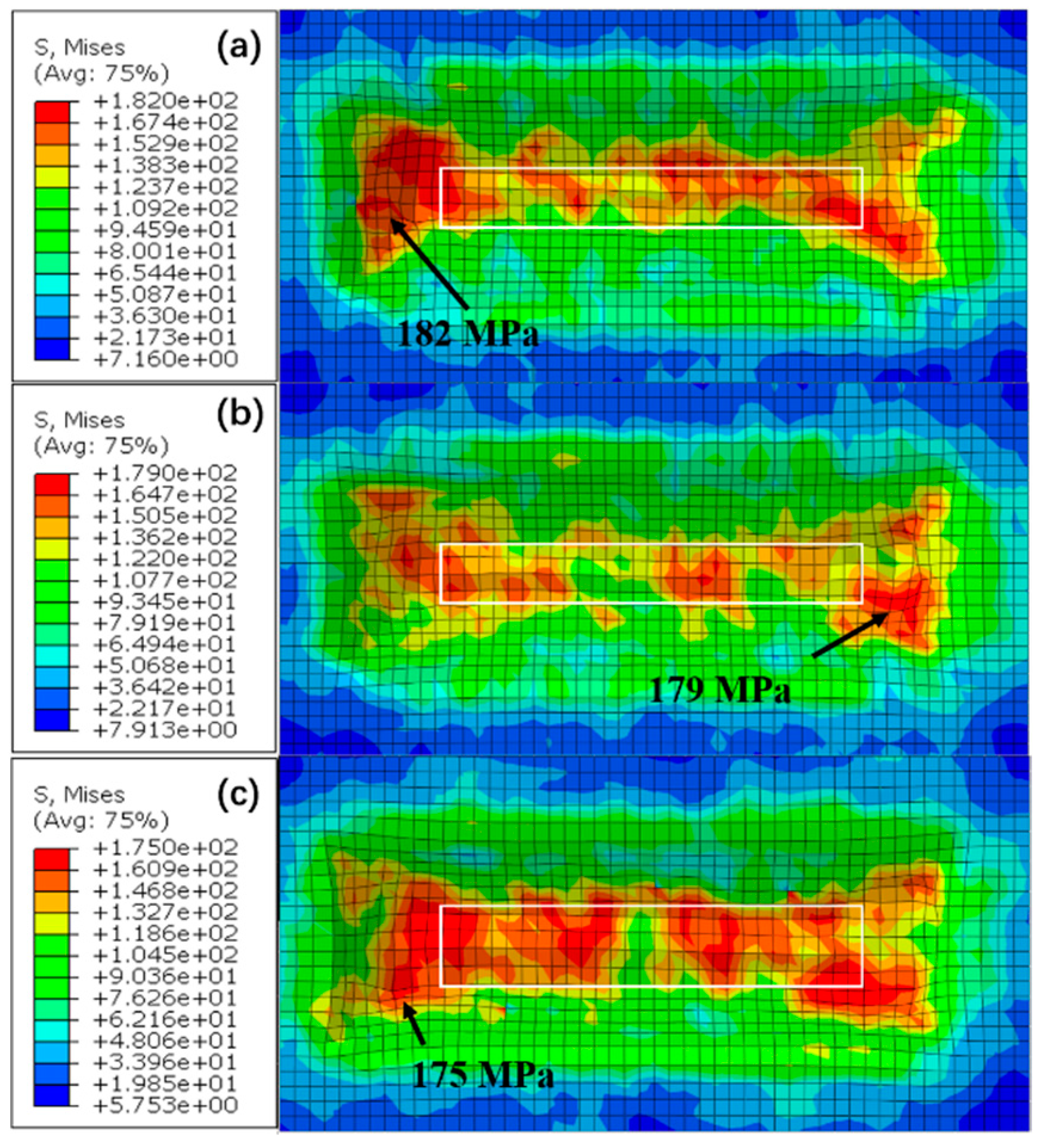
3. Numerical Simulation
4. Results and Discussion
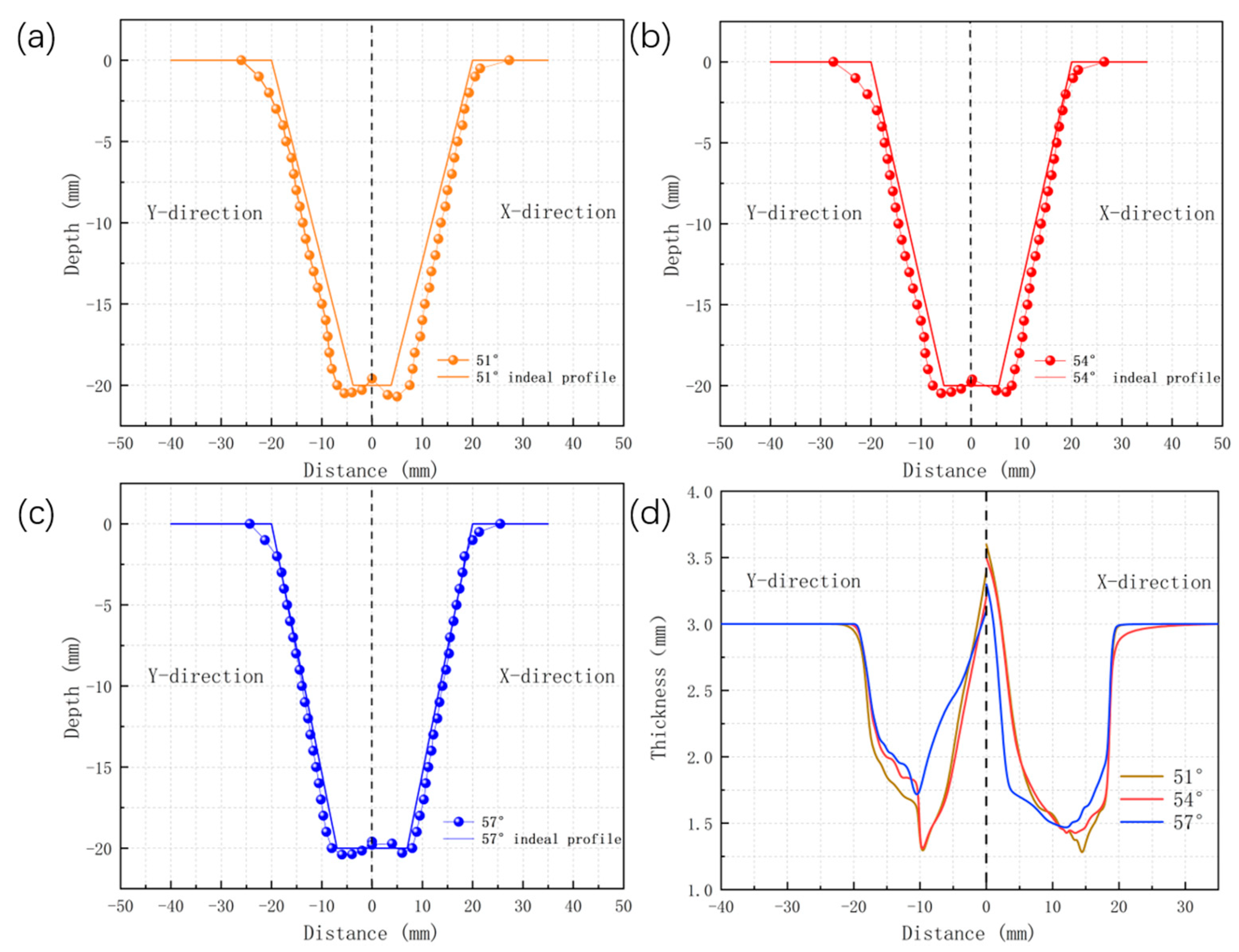
4.1. Effect of Forming Angles on Geometric Accuracy
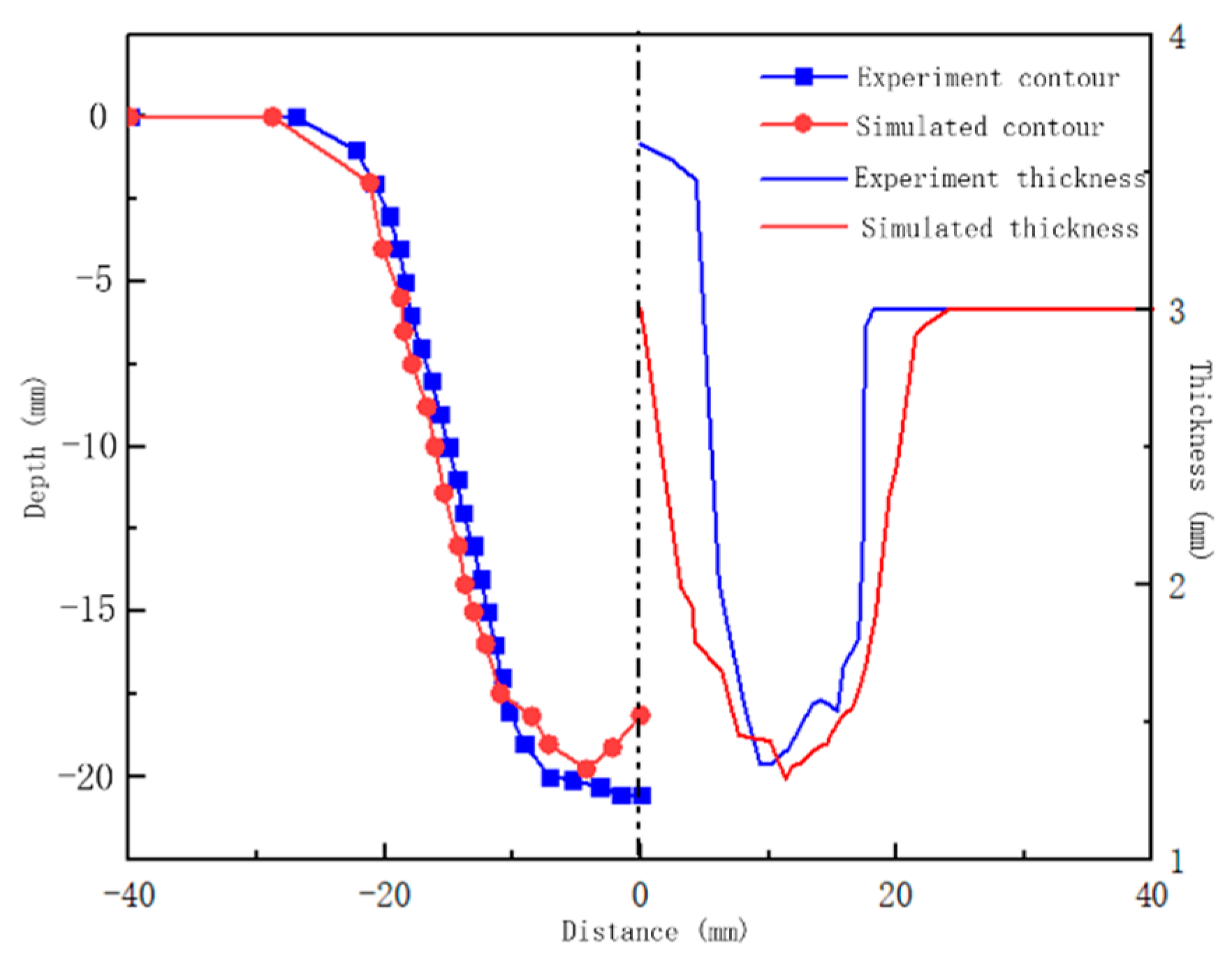
4.2. SPIF Experimental Validation
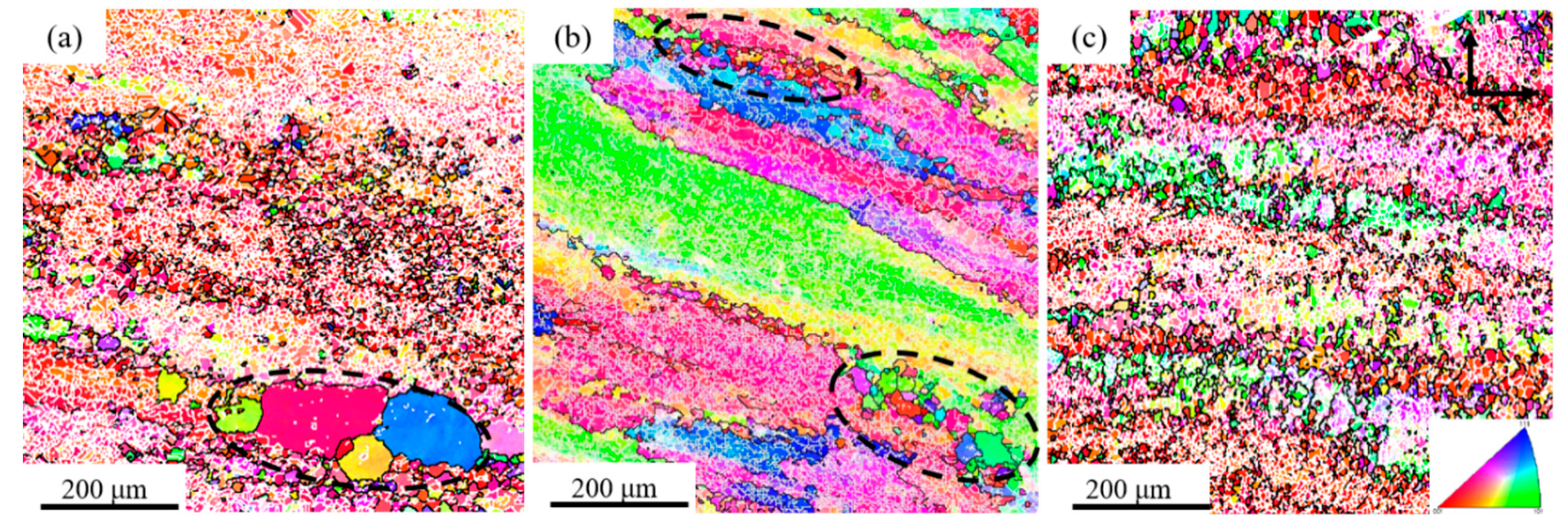
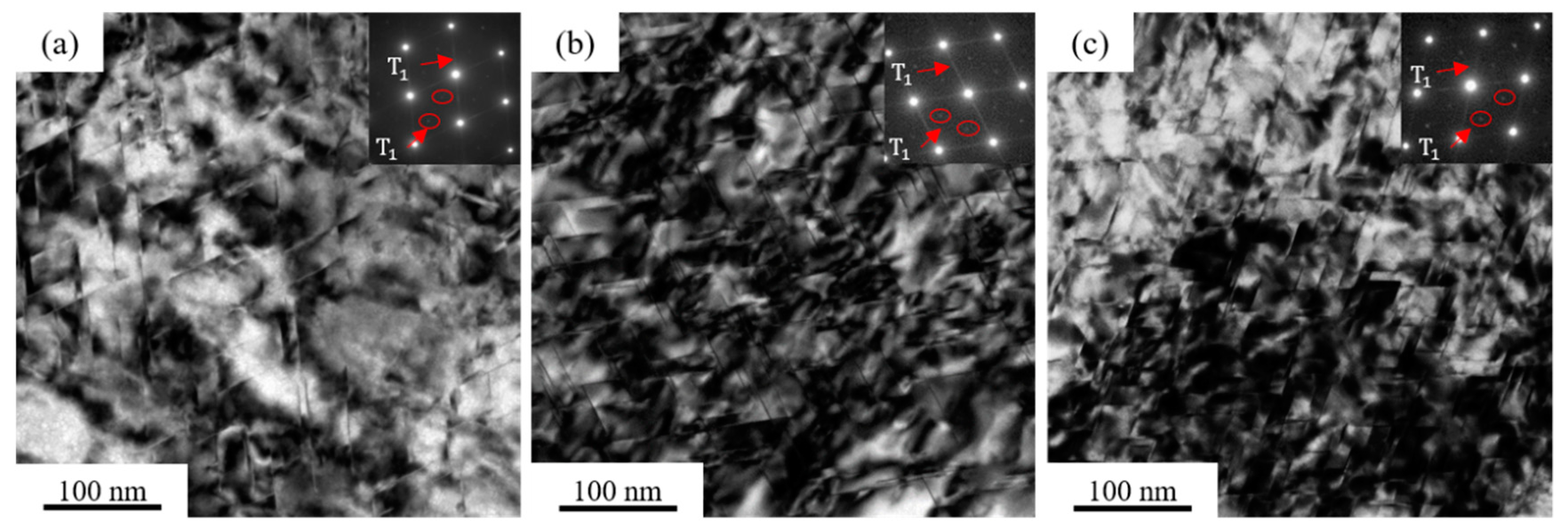
4.3. Performance and Microstructure
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martins, P.A.F.; Bay, N.; Skjoedt, S.M.B. Theory of single point incremental forming. CIRP Ann. 2008, 57, 247–252. [Google Scholar] [CrossRef]
- Skjoedt, M.; Bay, N.; Endelt, B.; Ingarao, G. Multi stage strategies for single point incremental forming of a cup. Int. J. Mater. Form. 2008, 1, 1199–1202. [Google Scholar] [CrossRef]
- Said, L.B.; Bouhamed, A.; Wail, M.; Ayadi, B.; Betrouni, S.; Hajji, H.; Dammak, F. SPIF manufacture of a dome part made of AA1060-H14 aluminum alloy using CNC lathe machine: Numerical and experimental investigations. ARAB J. Sci. Eng. 2021, 46, 12207–12220. [Google Scholar] [CrossRef]
- Bouhamed, A.; Mars, J.; Jrad, H.; Ben Said, L.; Wali, M.; Dammak, F.; Torchani, A. Identification of fully coupled non-associated-ductile damage constitutive equations for thin sheet metal applications: Numerical feasibility and experimental validation. Thin Wall Struct. 2022, 176, 109365. [Google Scholar] [CrossRef]
- Ben Said, L. The incremental sheet forming; technology, modeling and formability: A brief review. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2022, 236, 6. [Google Scholar] [CrossRef]
- Khan, S.; Hussain, G.; Ilyas, M.; Rashid, H.; Khan, M.I.; Khan, W.A. Appropriate heat treatment and incremental forming route to produce age-hardened components of Al-2219 alloy with minimized form error and high formability. J. Mater. Process. Tech. 2018, 256, 262–273. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Chaturvedi, M.C.; Chen, D.L. Effect of specimen orientation and welding on the fracture and fatigue properties of 2195 Al-Li alloy. Mater. Sci. Eng. A 2014, 387–389, 465–469. [Google Scholar] [CrossRef]
- Qin, H.; Zhang, H.; Wu, H. The evolution of precipitation and microstructure in friction stir welded 2195-T8 Al-Li alloy. Mater. Sci. Eng. 2015, 626, 322–329. [Google Scholar] [CrossRef]
- Hales, S.J.; Hafley, R.A. Texture and anisotropy in Al-Li alloy 2195 plate and near-net-shape extrusions. Mater. Sci. Eng. A 1998, 257, 153–164. [Google Scholar] [CrossRef]
- Kalu, P.N.; Zhang, L. Texture evolution in Al-Li 2195 alloy during net shape roll forging. Scr. Mater. 1998, 39, 175–180. [Google Scholar] [CrossRef]
- Hang, E.; Jeswiet, J. Analysis of surface roughness for parts formed by computer numerical controlled incremental forming. J. Eng. Manuf. 2004, 218, 1307–1312. [Google Scholar]
- Li, J.-F.; Liu, D.-Y.; Ning, H.; Liu, C.; Ma, P.-C.; Chen, Y.-L.; Zhang, X.-H. Experimental quantification of “hardenability” of 2195 and 2050 Al-Li alloys by using cold-rolled sheets. Mater. Charact. 2018, 137, 180–188. [Google Scholar] [CrossRef]
- Shi, X.; Gao, L.; Khalatbari, H.; Xu, Y.; Wang, H.; Jin, L. Electric hot incremental forming of low carbon steel sheet: Accuracy improvement. Int. J. Adv. Manuf. Technol. 2013, 68, 241–247. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, S.; Li, Y.; Meehan, P.A. Modeling and optimization of surface roughness in incremental sheet forming using a multi-objective function. Mater. Manuf. Process. 2014, 29, 808–818. [Google Scholar] [CrossRef]
- Petek, A.; Kuzman, K.; Kopac, J. Deformation and forces analysis of single point increment sheet metal forming. Arch. Mater. Sci. Eng. 2009, 35, 107–116. [Google Scholar]
- Jawale, K.; Duarte, J.F.; Reis, A.; Silva, M.B. Microstructural investigation and lubrication study for single point incremental forming of copper. Int. J. Solids Struct. 2018, 151, 145–151. [Google Scholar] [CrossRef]
- Hamilton, K.; Jeswiet, J. Single point incremental forming at high feed rates and rotational speeds: Surface and structural consequences. CIRP Ann. Manuf. Technol. 2010, 59, 311–314. [Google Scholar] [CrossRef]
- Torsakul, S.; Kuptasthien, N. Effects of three parameters on forming force of the single point incremental forming process. J. Mech. Sci. Technol. 2019, 33, 2817–2823. [Google Scholar] [CrossRef]
- Mostafanezhad, H.; Menghari, H.G.; Esmaeili, S.; Shirkharkolaee, E.M. Optimization of two-point increment forming process of AA1050 through response surface methodology. Measurement 2018, 127, 21–28. [Google Scholar] [CrossRef]
- Hussain, G.; Lin, G.; Harat, N. A new parameter and its effect on the formability in single point incremental forming: A fundamental investigation. J. Mech. Sci. Technol. 2010, 24, 1617–1621. [Google Scholar] [CrossRef]
- Mohammadi, A.; Vanhove, H.; van Basel, A.; Duflou, J.R. Enhanced formability of age-hardenable aluminium alloys by incremental forming of solution-treated blanks. Key Eng. Mater. 2013, 549, 164–171. [Google Scholar] [CrossRef]
- Kumar, A.; Gulati, V.; Kumar, P.; Singh, V.; Kumar, B.; Singh, H. Parametric effects on formability of AA2024-O aluminum alloy sheet in single point incremental forming. J. Mater. Res. Technol. 2019, 8, 1461–1469. [Google Scholar] [CrossRef]
- Raabe, D.; Sachtleber, M.; Weiland, H.; Scheele, G.; Zhao, Z. Grain-scale micromechanics of polycrystal surfaces during plastic straining. Acta Mater. 2003, 51, 1539–1560. [Google Scholar] [CrossRef]
- Furukawa, M.; Horita, Z.; Nemoto, M.; Valiev, R.; Langdon, T. Microhardness Measurements and the Hall-Petch Relationship in an Al-Mg Alloy with Submicrometer Grain Size. Acta Mater. 1996, 44, 4619–4629. [Google Scholar] [CrossRef]
- Nayan, N.; Murty, S.N.; Chhangani, S.; Prakash, A.; Prasad, M.J.N.V.; Samajdar, I. Effect of temperature and strain rate on hot deformation behavior and microstructure of Al-Cu-Li alloy. J. Alloys Compd. 2017, 723, 548–558. [Google Scholar] [CrossRef]
- Shen, B.; Deng, L.; Wang, X. A new dynamic recrystallisation model of an extruded Al-Cu-Li alloy during high-temperature deformation. Mater. Sci. Eng. A 2015, 625, 288–295. [Google Scholar] [CrossRef]
- Zhang, J.; Yi, Y.; Huang, S.; Mao, X.; He, H.; Tang, J.; Guo, W.; Dong, F. Dynamic recrystallization mechanisms of 2195 aluminum alloy during medium/high temperature compression deformation. Mater. Sci. Eng. A 2021, 804, 140650. [Google Scholar] [CrossRef]
- Mohammad, J.M.; Mostafa, V.; Mohsen, S. Ductile damage and deformation mechanics in multistage single point incremental forming. Inter. J. Mech. Sci. 2018, 136, 396–412. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| /t.mm−3 | /MPa | /MPa | E/MPa | |
|---|---|---|---|---|
| 2.59 × 10−9 | 188.3 | 124.1 | 63,000 | 0.33 |
| Forming Angle | Tensile Strength/MPa | Yield Strength/MPa | Elongation |
|---|---|---|---|
| 51° | 542.1 | 532.5 | 5.4 |
| 54° | 551.3 | 523.5 | 7.6 |
| 57° | 562.3 | 533.6 | 8.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Z.; Xiong, W.; Zheng, Y.; Zhang, J. The Effects of Forming Angle on the Geometry Accuracy and Mechanical Properties of Al-Li Alloy Truncated Pyramids by Single Point Incremental Forming. Appl. Sci. 2023, 13, 6144. https://doi.org/10.3390/app13106144
Tang Z, Xiong W, Zheng Y, Zhang J. The Effects of Forming Angle on the Geometry Accuracy and Mechanical Properties of Al-Li Alloy Truncated Pyramids by Single Point Incremental Forming. Applied Sciences. 2023; 13(10):6144. https://doi.org/10.3390/app13106144
Chicago/Turabian StyleTang, Zibo, Wei Xiong, Ying Zheng, and Jin Zhang. 2023. "The Effects of Forming Angle on the Geometry Accuracy and Mechanical Properties of Al-Li Alloy Truncated Pyramids by Single Point Incremental Forming" Applied Sciences 13, no. 10: 6144. https://doi.org/10.3390/app13106144