
Cow Dung Ash in Mortar: An Experimental Study

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Cement
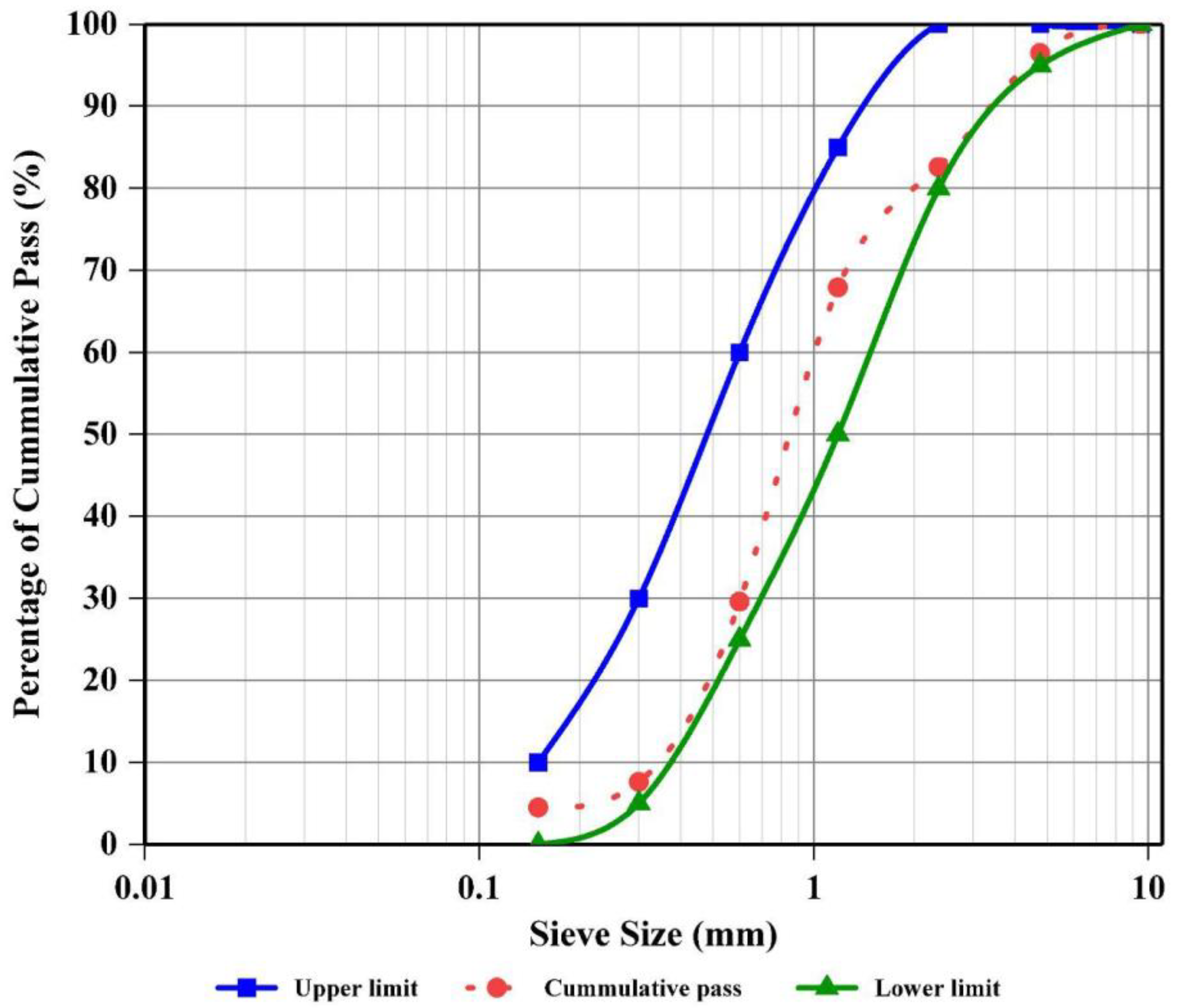
2.1.2. Fine Aggregate
2.1.3. Cow Dung Ash
2.1.4. Mortar Mix Preparation
2.2. Methods
3. Results and Discussion
3.1. Effects of CDA on Workability
3.2. Effects of CDA on Hardened Mortar Properties
3.2.1. Water Absorption
3.2.2. Bulk Density
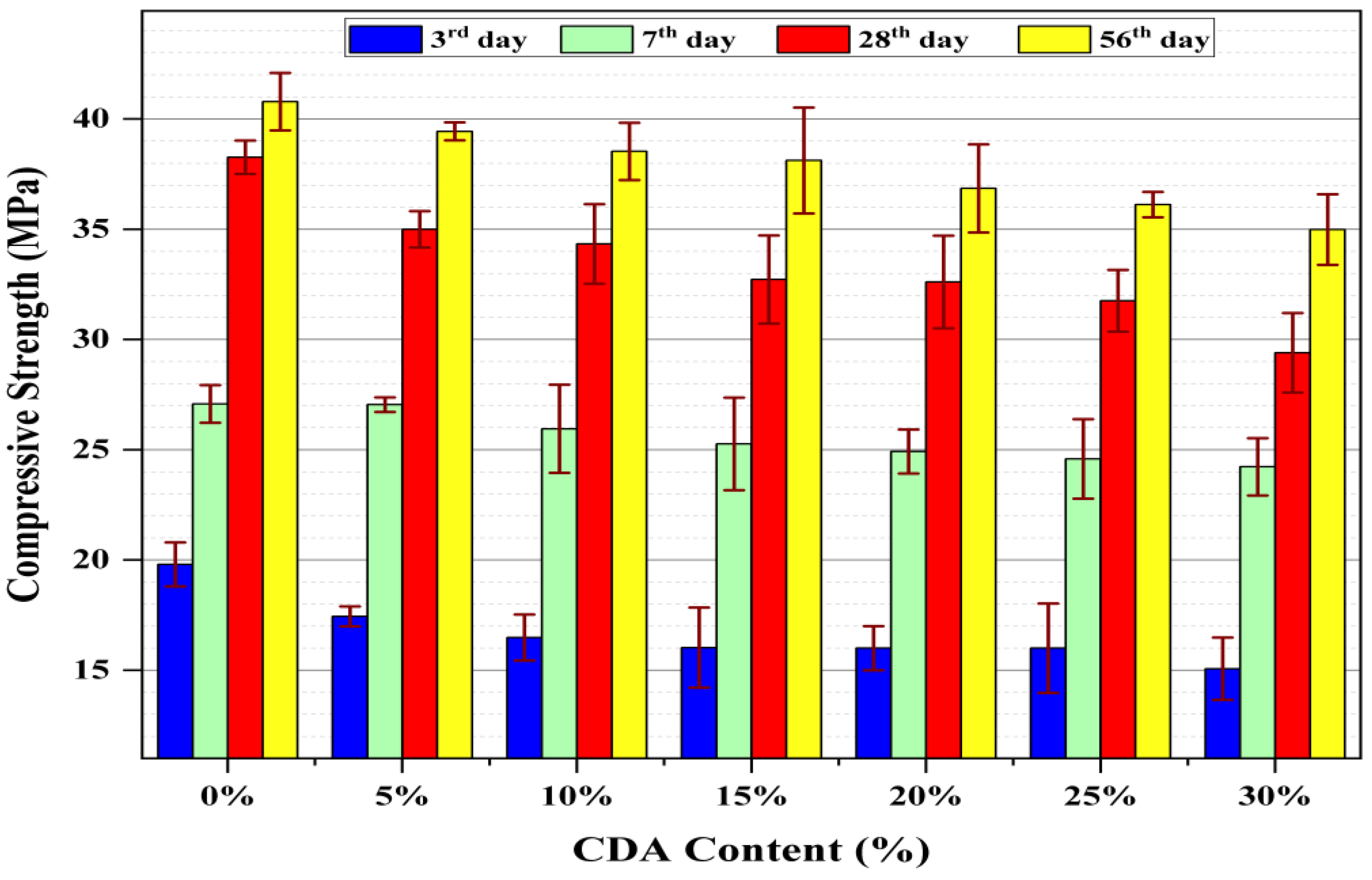
3.2.3. Compressive Strength
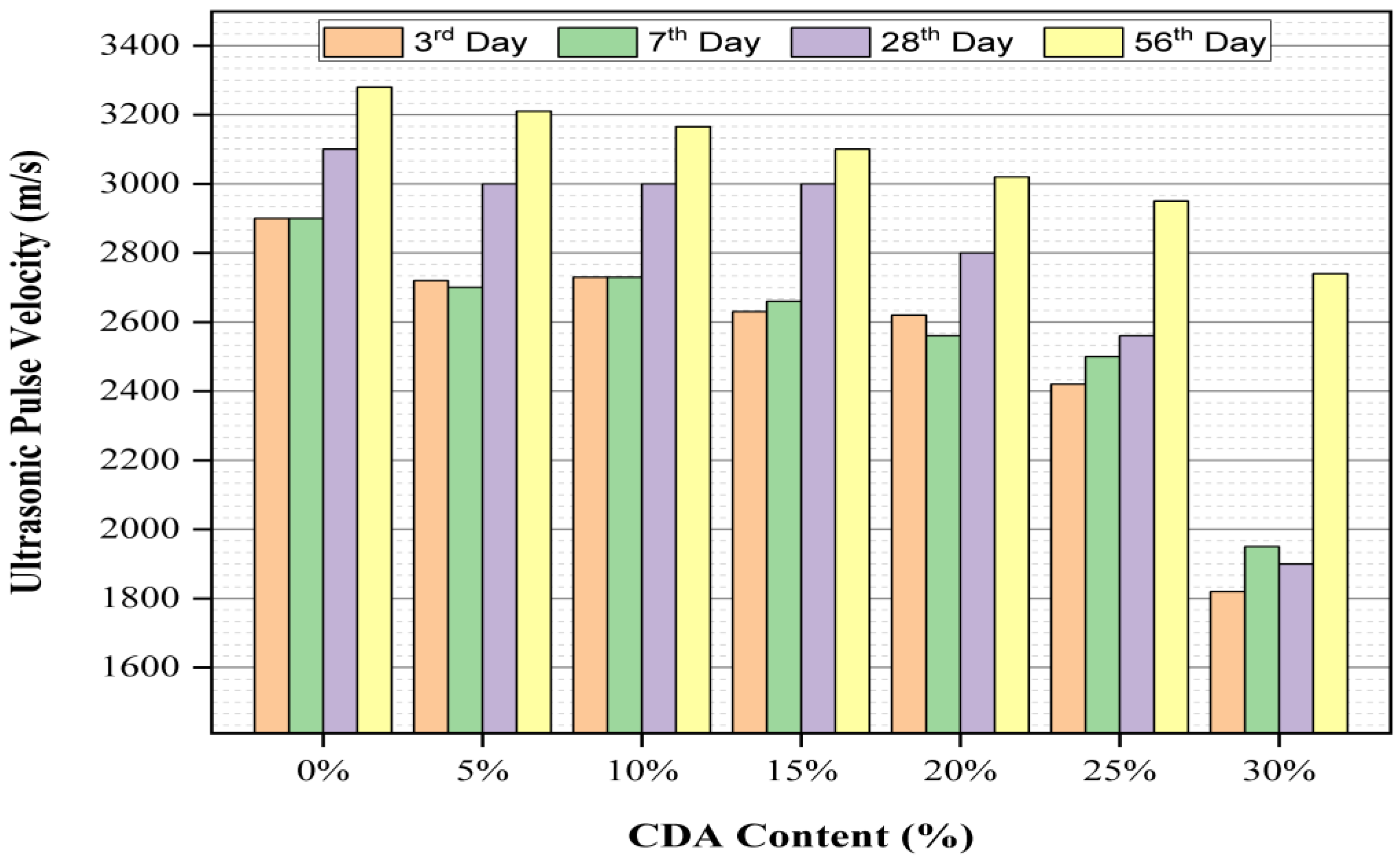
3.2.4. Homogeneity
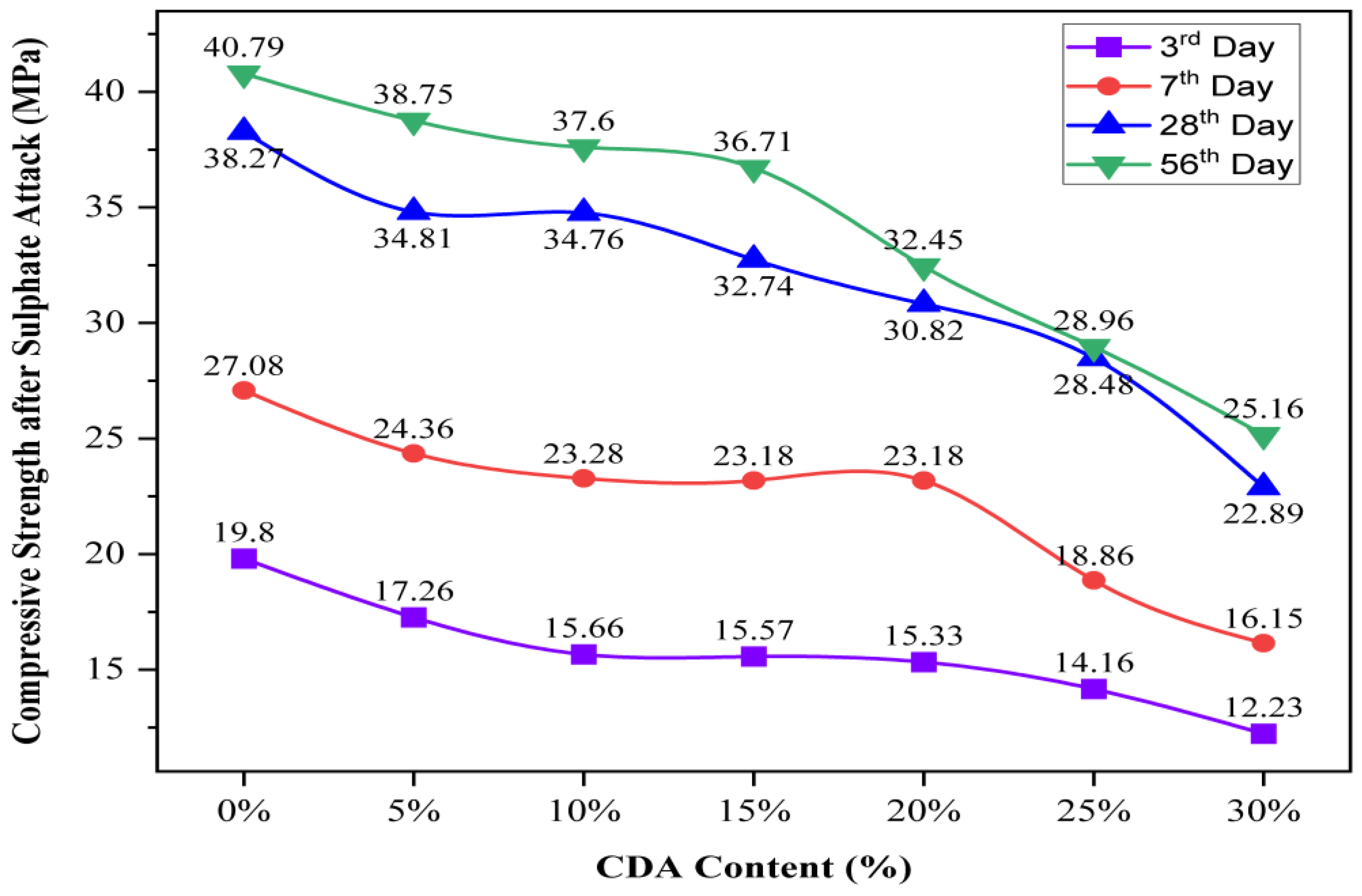
3.2.5. Sulfate Attack Resistance
3.3. Effects of CDA on Microstructure of Mortar
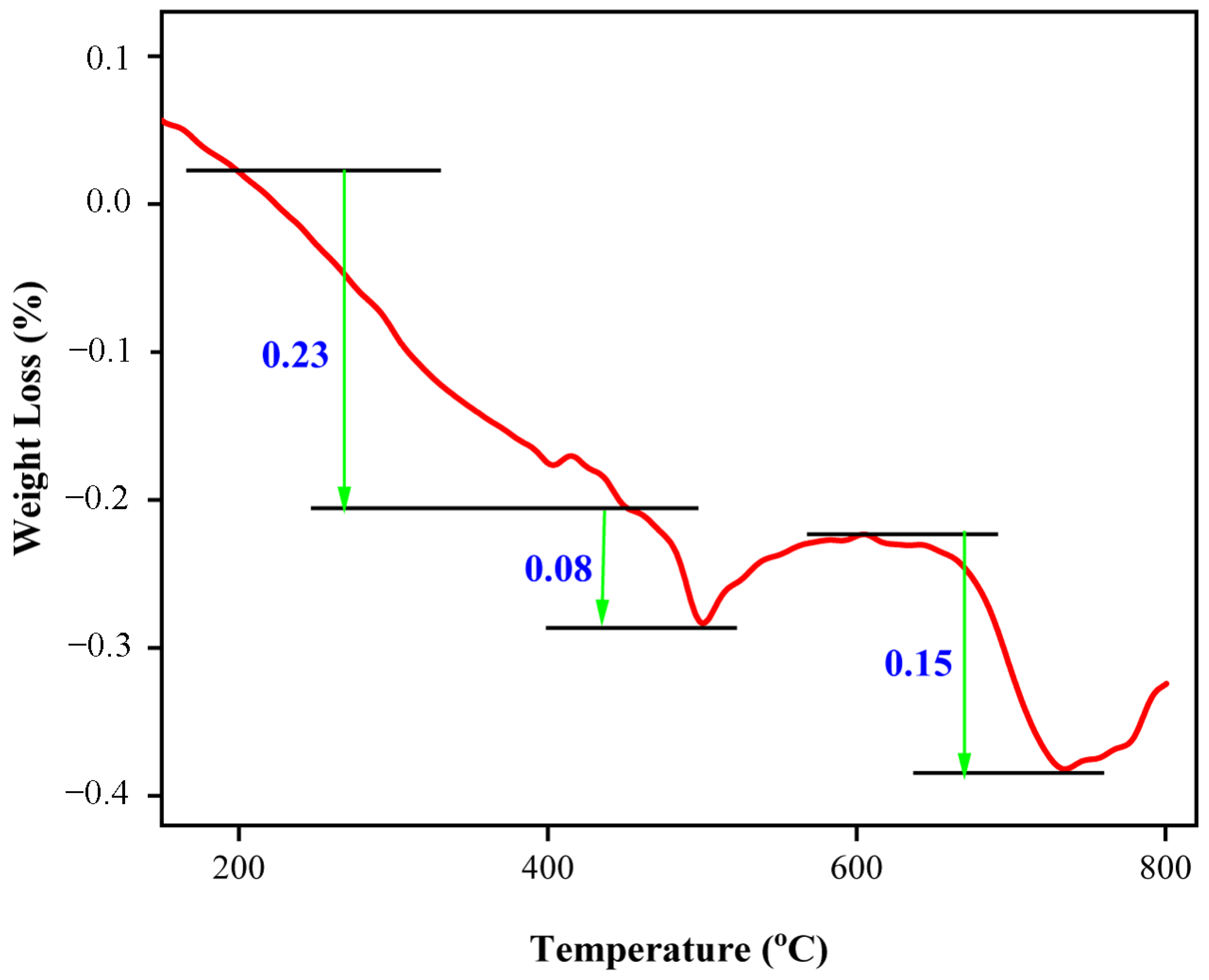
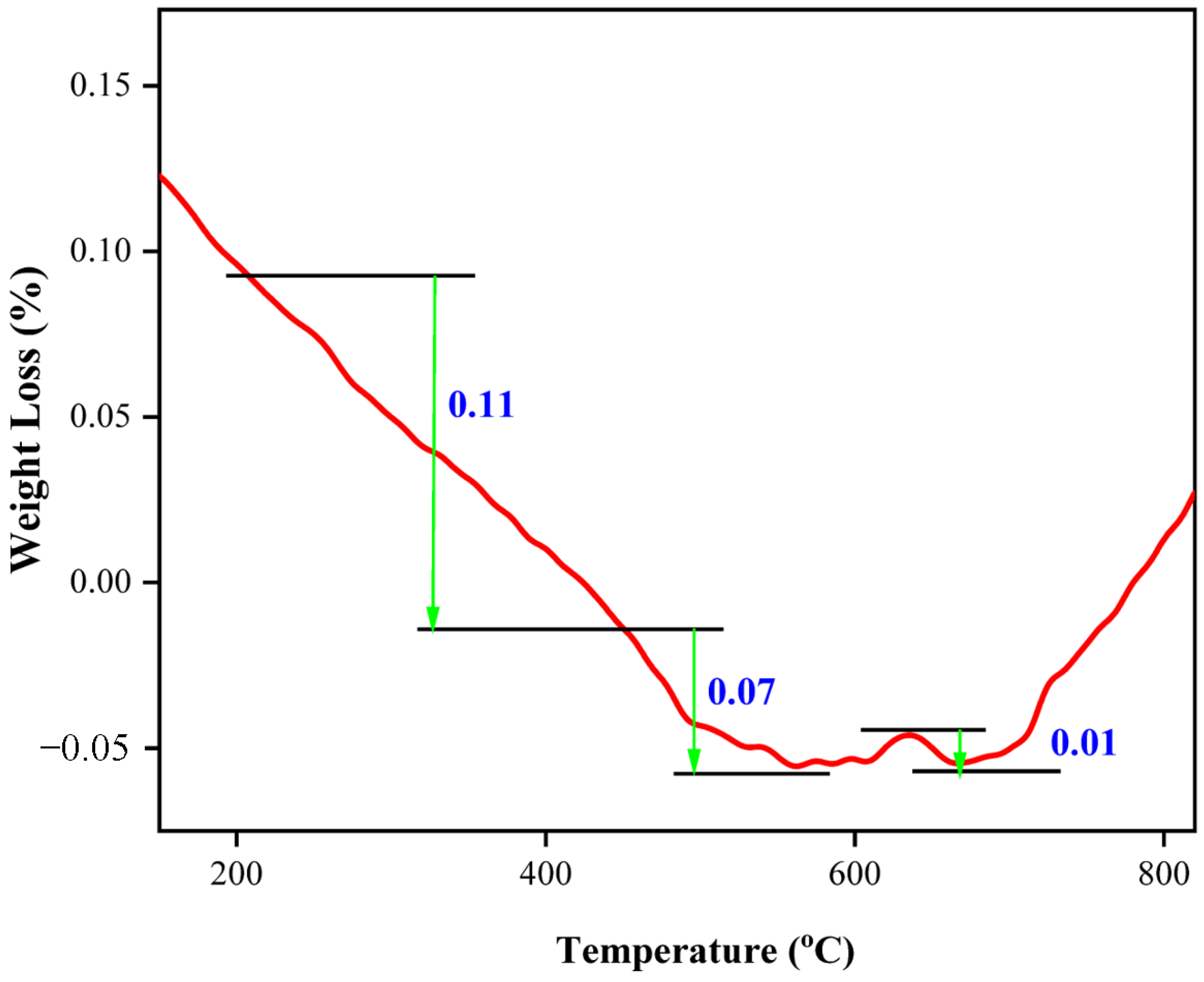
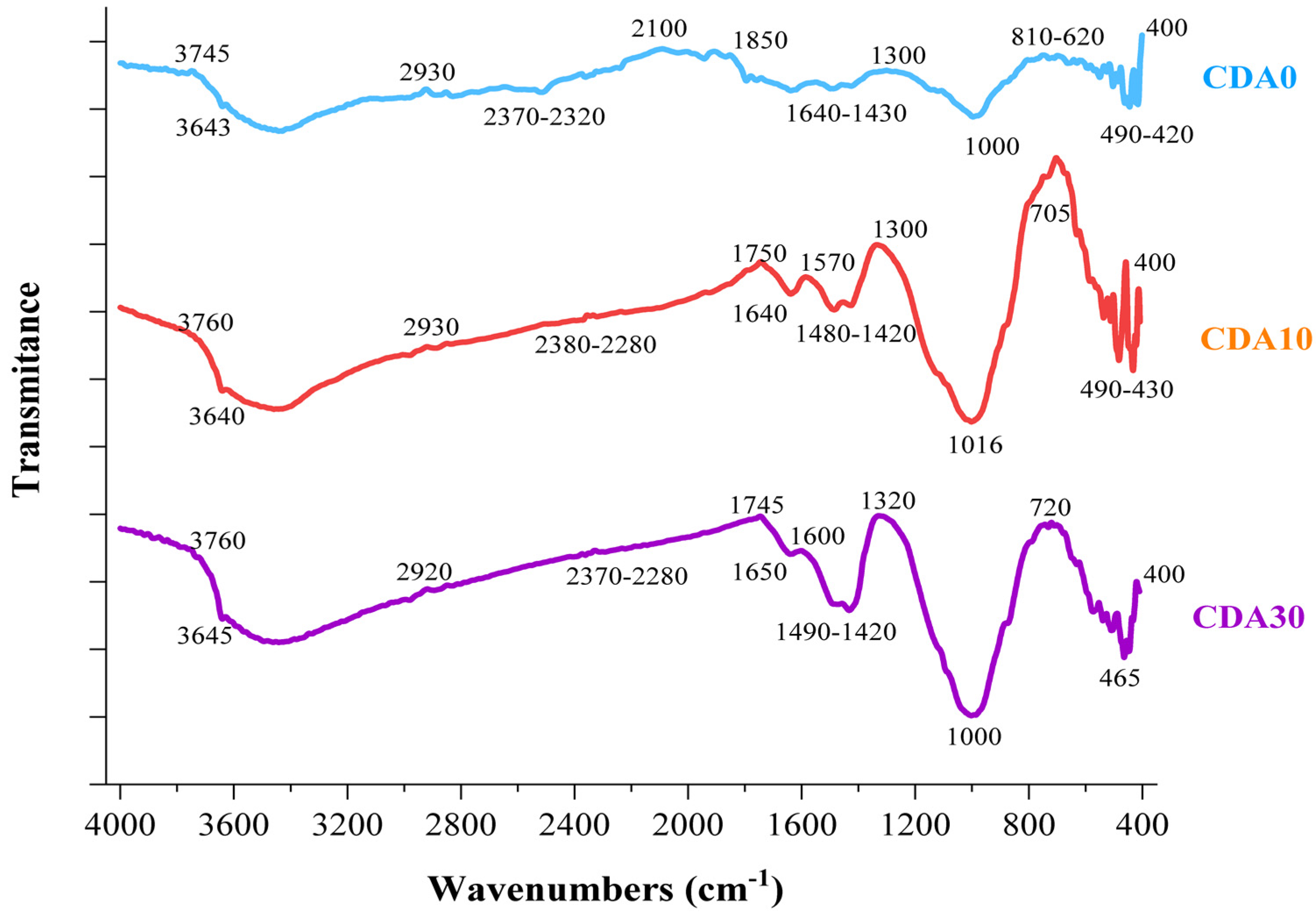
3.3.1. Thermal Decomposition
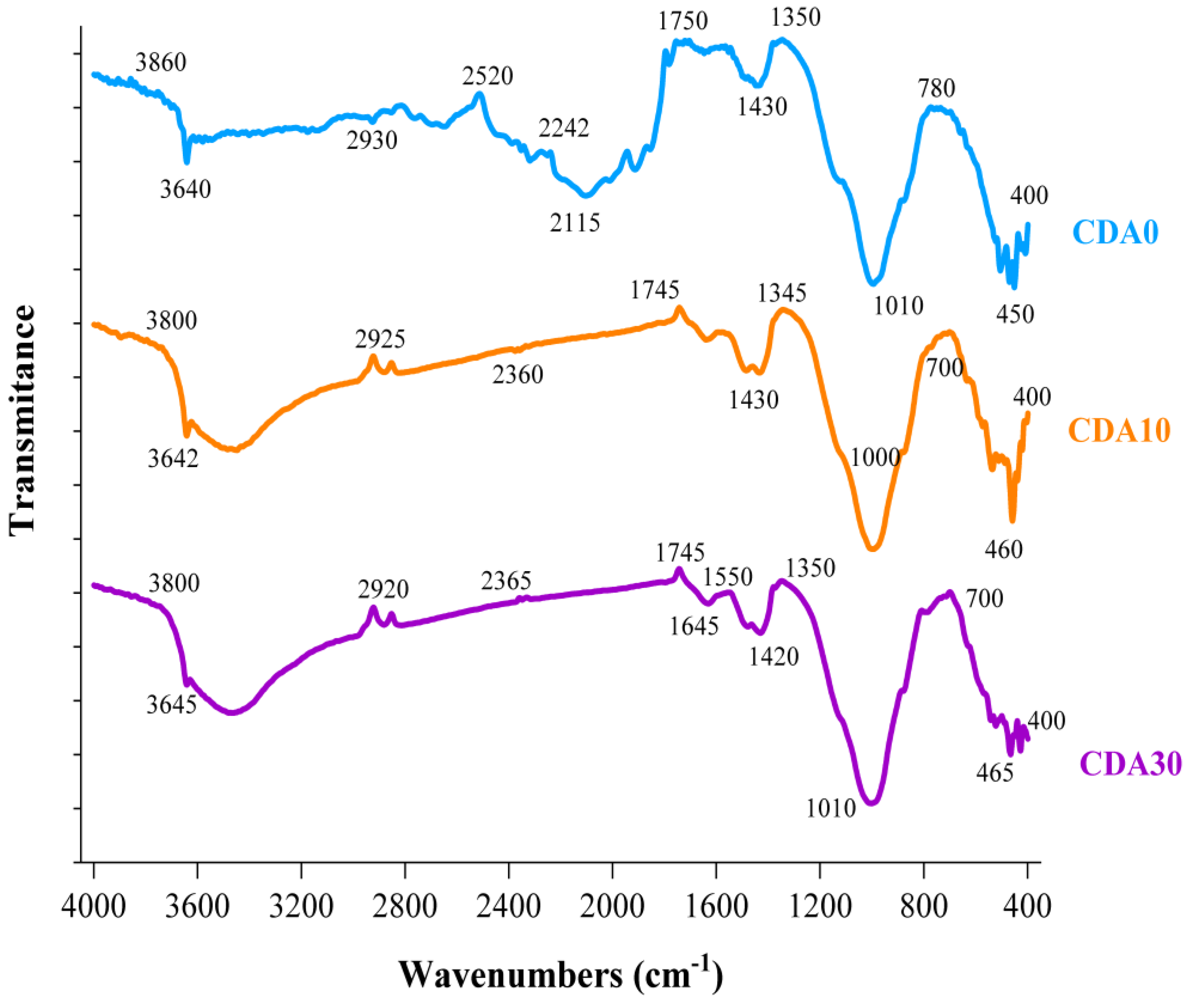
3.3.2. Mineralogical Composition
4. Conclusions
- The oxide composition of CDA meets ASTM C150/C150M requirements for cement and is almost similar to that of ordinary Portland cement. However, OPC contains greater amounts of the major oxides of CaO and SiO2 in comparison to CDA.
- As the percentage of CDA increases in the mortar mix, its workability decreases. Compared to the control mortar, the mortar mixes containing CDA exhibit reduced slump flow. The mortar containing 15% CDA satisfies the slump flow requirements outlined in the ASTM C1437 standard.
- When CDA was utilized beyond 5%, the water absorption of the mortar samples considerably increased due to the porous nature and significant presence of organic compounds that were not effectively removed. As a result, all of the density, homogeneity, and compressive strength of the mortar were negatively impacted. Although the use of CDA as a replacement for OPC resulted in a decrease in compressive strength, the reduction was not considered significant for up to a 15% substitution, as observed at the age of 56 days.
- The compressive strength of mortar specimens is not significantly affected by sulfate attack when containing up to 10% CDA, indicating that these specimens can withstand such an attack with only negligible reduction in strength.
- Mortar mixes containing 10%, 20%, and 30% CDA were found to exhibit thermal stability when exposed to temperatures ranging from 500°C to 600 °C. The FTIR analysis revealed the presence of unreacted particles and a wide-stretched C–S–H gel in the mortar samples.
- While the effect of CDA on the properties of mortar can differ across different tests, replacing OPC with up to 10% CDA can serve as a viable substitute for cementitious materials in mortar production. Adopting CDA as a supplementary cementitious material may offer a sustainable and eco-friendly approach that delivers advantages for both the environment and the construction sector.
- The study has demonstrated the potential of CDA as a promising option for partial replacement of cement. However, further investigations are needed to explore the possible synergistic effects of combining CDA with other supplementary cementitious materials (SCMs), with or without an alkali activator. Such investigations can help to identify the most effective combinations that can lead to improved mechanical properties and durability, as well as sustainable solutions in the cement industry.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Global Cement and Concrete Association (GCCA). Global Cement and Concrete Industry Announces Roadmap to Achieve Groundbreaking ‘Net Zero’ CO2 Emissions by 2050; Global Cement and Concrete Association (GCCA): London, UK, 2021. [Google Scholar]
- Lehne, J.; Preston, F. Making Concrete Change Innovation in Low-Carbon Cement and Concrete; Policy Commons: London, UK, 2018. [Google Scholar]
- Cosentino, I.; Liendo, F.; Arduino, M.; Restuccia, L.; Bensaid, S.; Deorsola, F.; Ferro, G.A. Nano CaCO3 particles in cement mortars towards developing a circular economy in the cement industry. Procedia Struct. Integr. 2020, 26, 155–165. [Google Scholar] [CrossRef]
- Khankhaje, E.; Kim, T.; Jang, H.; Kim, C.-S.; Kim, J.; Rafieizonooz, M. Properties of pervious concrete incorporating fly ash as partial replacement of cement: A review. Dev. Built Environ. 2023, 14, 100130. [Google Scholar] [CrossRef]
- Yehualaw, M.D.; Alemu, M.; Hailemariam, B.Z.; Vo, D.-H.; Taffese, W.Z. Aquatic Weed for Concrete Sustainability. Sustainability 2022, 14, 15501. [Google Scholar] [CrossRef]
- Gedefaw, A.; Worku Yifru, B.; Endale, S.A.; Habtegebreal, B.T.; Yehualaw, M.D. Experimental Investigation on the Effects of Coffee Husk Ash as Partial Replacement of Cement on Concrete Properties. Adv. Mater. Sci. Eng. 2022, 2022, 4175460. [Google Scholar] [CrossRef]
- Duvallet, T.Y.; Jewell, R.B. Recycling of bone ash from animal wastes and by-products in the production of novel cements. J. Am. Ceram. Soc. 2023, 106, 3720–3735. [Google Scholar] [CrossRef]
- Yang, K.H.; Jung, Y.B.; Cho, M.S.; Tae, S.H. Effect of supplementary cementitious materials on reduction of CO2 emissions from concrete. J. Clean. Prod. 2015, 103, 774–783. [Google Scholar] [CrossRef]
- Endale, S.A.; Taffese, W.Z.; Vo, D.-H.; Yehualaw, M.D. Rice Husk Ash in Concrete. Sustainability 2022, 15, 137. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.İ.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Influence of Replacing Cement with Waste Glass on Mechanical Properties of Concrete. Materials 2022, 15, 7513. [Google Scholar] [CrossRef]
- Acar, M.C.; Çelik, A.İ.; Kayabaşı, R.; Şener, A.; Özdöner, N.; Özkılıç, Y.O. Production of perlite-based-aerated geopolymer using hydrogen peroxide as eco-friendly material for energy-efficient buildings. J. Mater. Res. Technol. 2023, 24, 81–99. [Google Scholar] [CrossRef]
- Beskopylny, A.N.; Shcherban’, E.M.; Stel’makh, S.A.; Meskhi, B.; Shilov, A.A.; Varavka, V.; Evtushenko, A.; Özkılıç, Y.O.; Aksoylu, C.; Karalar, M. Composition Component Influence on Concrete Properties with the Additive of Rubber Tree Seed Shells. Appl. Sci. 2022, 12, 11744. [Google Scholar] [CrossRef]
- Taffese, W.Z. Suitability Investigation of Recycled Concrete Aggregates for Concrete Production: An Experimental Case Study. Adv. Civ. Eng. 2018, 2018, 8368351. [Google Scholar] [CrossRef]
- Basaran, B.; Kalkan, I.; Aksoylu, C.; Özkılıç, Y.O.; Sabri, M.M.S. Effects of Waste Powder, Fine and Coarse Marble Aggregates on Concrete Compressive Strength. Sustainability 2022, 14, 14388. [Google Scholar] [CrossRef]
- Karalar, M.; Bilir, T.; Çavuşlu, M.; Özkiliç, Y.O.; Sabri Sabri, M.M. Use of recycled coal bottom ash in reinforced concrete beams as replacement for aggregate. Front. Mater. 2022, 9, 1064604. [Google Scholar] [CrossRef]
- Shcherban’, E.M.; Stel’makh, S.A.; Beskopylny, A.N.; Mailyan, L.R.; Meskhi, B.; Shilov, A.A.; Chernil’nik, A.; Özkılıç, Y.O.; Aksoylu, C. Normal-Weight Concrete with Improved Stress–Strain Characteristics Reinforced with Dispersed Coconut Fibers. Appl. Sci. 2022, 12, 11734. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Karalar, M.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Bejinariu, C. Mechanical Behavior of Crushed Waste Glass as Replacement of Aggregates. Materials 2022, 15, 8093. [Google Scholar] [CrossRef]
- Karalar, M.; Özkılıç, Y.O.; Aksoylu, C.; Sabri, M.M.S. Flexural behavior of reinforced concrete beams using waste marble powder towards application of sustainable concrete. Front. Mater. 2022, 9, 1068791. [Google Scholar] [CrossRef]
- Ige, J.A.; Olojo, F.O. Effect of Cow Dung Ash Calcined at Different Temperature on the Geotechnical Properties of Laterite Soil. J. Archit. Civ. Eng. 2021, 6, 38–47. [Google Scholar]
- Ojedokun, O. Cow Dung Ash (CDA) as Partial Replacement of Cementing Material in the Production of Concrete. Br. J. Appl. Sci. Technol. 2014, 4, 3445–3454. [Google Scholar] [CrossRef]
- Ekasila, S.; Vishali, B.; Anisuddin, S. An experimental investigation on compressive strength of concrete with rice husk and cow dunk ash using various curing methods. Mater. Today Proc. 2022, 52, 1182–1188. [Google Scholar] [CrossRef]
- Ramachandran, D.; Vishwakarma, V.; Viswanathan, K. Detailed studies of cow dung ash modified concrete exposed in fresh water. J. Build. Eng. 2018, 20, 173–178. [Google Scholar] [CrossRef]
- Pappis, I.; Sahlberg, A.; Walle, T.; Broad, O.; Eludoyin, E.; Howells, M.; Usher, W. Influence of Electrification Pathways in the Electricity Sector of Ethiopia—Policy Implications Linking Spatial Electrification Analysis and Medium to Long-Term Energy Planning. Energies 2021, 14, 1209. [Google Scholar] [CrossRef]
- Taffese, W.Z.; Abegaz, K.A. Embodied Energy and CO2 Emissions of Widely Used Building Materials: The Ethiopian Context. Buildings 2019, 9, 136. [Google Scholar] [CrossRef]
- ASTM C1084-19; Standard Test Method for Portland-Cement Content of Hardened Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C150/C150M-22; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM C117-17; Standard Test Method for Materials Finer than 75-μm (No. 200) Sieve in Mineral Aggregates by Washing. ASTM International: West Conshohocken, PA, USA, 2020.
- Zhou, S.; Zhang, S.; Shen, J.; Guo, W. Effect of cattle manure ash’s particle size on compression strength of concrete. Case Stud. Constr. Mater. 2019, 10, e00215. [Google Scholar] [CrossRef]
- Venkatasubramanian, C.; Muthu, D.; Aswini, G.; Nandhini, G.; Muhilini, K. Experimental studies on effect of cow dung ash (pozzolanic binder) and coconut fiber on strength properties of concrete. IOP Conf. Ser. Earth Environ. Sci. 2017, 80, 012012. [Google Scholar] [CrossRef]
- Sruthy, B.; Mathew, G.M.; Krishnan, A.G.; Raj, S.G. An Experimental Investigation on Strength of Concrete Made with Cow Dung Ash and Glass Fibre. Int. J. Eng. Res. 2017, 6, 492–495. [Google Scholar] [CrossRef]
- Rawal, H.M.; Deshmukh, M.; Patil, J. Partial Replacement of Cow Dung with Cement. Int. J. Sci. Res. Eng. Trends 2019, 5, 518–521. [Google Scholar]
- ASTM C1585-20; Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic-Cement Concretes. ASTM International: West Conshohocken, PA, USA, 2020.
- Azhar, N.S.D.M.; Zainal, F.F.; Abdullah, M.M.A.B. Effect of Geopolymer Paste on Compressive Strength, Water Absorption and Porosity; AIP Publishing LLC: Melville, NY, USA, 2020. [Google Scholar] [CrossRef]
- IS 2250; Code of Practice for Preparation and Use of Masonry Mortars. Bureau of Indian Standards: Delhi, India, 1981.
- IS 13311 (Part 1); Method of Non-Destructive Testing of Concrete, Part 1: Ultrasonic Pulse Velocity. Bureau of Indian Standards: Delhi, India, 1992.
- Nawaz, M.A.; Ali, B.; Qureshi, L.A.; Aslam HM, U.; Hussain, I.; Masood, B.; Raza, S.S. Effect of sulfate activator on mechanical and durability properties of concrete incorporating low calcium fly ash. Case Stud. Constr. Mater. 2020, 13, e00407. [Google Scholar] [CrossRef]
- Hwang, C.L.; Yehualaw, M.D.; Vo, D.H.; Huynh, T.; Largo, A. Performance evaluation of alkali activated mortar containing high volume of waste brick powder blended with ground granulated blast furnace slag cured at ambient temperature. Constr. Build. Mater. 2019, 223, 657–667. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Test Type | Test Standards | Test Result | Unit |
|---|---|---|---|---|
| 1 | Fineness modulus | ASTM C117 | 3.11 | [-] |
| 2 | Loose bulk density | ASTM C29/C29M | 1779.63 | [Kg/m3] |
| 3 | Compacted bulk density | ASTM C29/C29M | 1885.46 | [Kg/m3] |
| 4 | Voids | ASTM C29/C29M | 35.60 | [%] |
| 5 | Specific gravity | ASTM C128 | 2.70 | [-] |
| 6 | Water absorption | ASTM C128 | 3.36 | [%] |
| 7 | Free moisture content | ASTM C566 | 2.50 | [%] |
| 8 | Silt content | ASTM C136 | 3.50 | [%] |
| Chemical Compositions | Oxide Content [%] | |
|---|---|---|
| CDA | OPC (ASTM C150/C150M) | |
| CaO | 8.18 | 61–67 |
| SiO2 | 16.66 | 19–23 |
| SO3 | 0 | 0–5.35 |
| Al2O3 | 6.15 | 2.5–6 |
| Fe2O3 | 7.4 | 0.1–5 |
| MgO | 4.72 | 1–5 |
| LOI | 34.13 | - |
| Na2O | 4 | - |
| K2O | 5.92 | - |
| MnO | 0.26 | - |
| P2O | 7.59 | - |
| Mix Code | OPC Content | CDA Content | Water | Sand | ||
|---|---|---|---|---|---|---|
| [%] | [kg] | [%] | [kg] | [kg] | [kg] | |
| CDA0 | 100 | 3.219 | - | 0 | 1.631 | 8.85 |
| CDA5 | 95 | 3.058 | 5 | 0.161 | 1.631 | 8.85 |
| CDA10 | 90 | 2.892 | 10 | 0.321 | 1.628 | 8.84 |
| CDA15 | 85 | 2.725 | 15 | 0.481 | 1.625 | 8.82 |
| CDA20 | 80 | 2.56 | 20 | 0.64 | 1.621 | 8.8 |
| CDA25 | 75 | 2.395 | 25 | 0.798 | 1.618 | 8.78 |
| CDA30 | 70 | 2.231 | 30 | 0.956 | 1.615 | 8.76 |
| Test Category | Properties | Test Standards | Examined Samples | Curing Ages |
|---|---|---|---|---|
| Fresh | Workability | ASTM C1437 | All | - |
| Hardened | Water absorption | ASTM C1403 | All | 3, 7, 28 and 56 days |
| Bulk density | ASTM C642 | |||
| Compression strength | ASTM C109/C109M | |||
| Homogeneity | ASTM C597 | |||
| Sulfate attack resistance | ASTM C1012 | |||
| Microstructure | Thermal decomposition | - | CDA0, CDA10, CDA30 | 28 days |
| Mineralogical composition | - | 7 and 28 days |
| CDA Content | Water Absorption [%] | |||
|---|---|---|---|---|
| 3rd Day | 7th Day | 28th Day | 56th Day | |
| 0% | 10.03 | 9.90 | 9.74 | 8.35 |
| 5% | 10.64 | 10.54 | 10.14 | 9.71 |
| 10% | 11.05 | 10.96 | 10.20 | 9.75 |
| 15% | 11.38 | 11.25 | 11.12 | 9.78 |
| 20% | 11.90 | 11.49 | 11.46 | 11.04 |
| 25% | 12.15 | 11.34 | 11.30 | 11.22 |
| 30% | 12.30 | 12.10 | 11.80 | 11.34 |
| CDA Content | Bulk Density [Kg/m3] | |||
|---|---|---|---|---|
| 3rd Day | 7th Day | 28th Day | 56th Day | |
| 0% | 2568.80 | 2585.60 | 2589.86 | 2594.40 |
| 5% | 2560.00 | 2582.00 | 2588.00 | 2590.40 |
| 10% | 2493.34 | 2558.67 | 2561.34 | 2576.00 |
| 15% | 2489.34 | 2498.00 | 2555.08 | 2560.00 |
| 20% | 2466.66 | 2480.00 | 2513.20 | 2544.00 |
| 25% | 2452.00 | 2464.00 | 2492.50 | 2504.00 |
| 30% | 2428.00 | 2460.00 | 2480.96 | 2488.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Worku, M.A.; Taffese, W.Z.; Hailemariam, B.Z.; Yehualaw, M.D. Cow Dung Ash in Mortar: An Experimental Study. Appl. Sci. 2023, 13, 6218. https://doi.org/10.3390/app13106218
Worku MA, Taffese WZ, Hailemariam BZ, Yehualaw MD. Cow Dung Ash in Mortar: An Experimental Study. Applied Sciences. 2023; 13(10):6218. https://doi.org/10.3390/app13106218
Chicago/Turabian StyleWorku, Muluken Alebachew, Woubishet Zewdu Taffese, Behailu Zerihun Hailemariam, and Mitiku Damtie Yehualaw. 2023. "Cow Dung Ash in Mortar: An Experimental Study" Applied Sciences 13, no. 10: 6218. https://doi.org/10.3390/app13106218