


Geometric Error Parameterization of a CMM via Calibrated Hole Plate Archived Utilizing DCC Formatting


Abstract
:1. Introduction
2. Background and Example
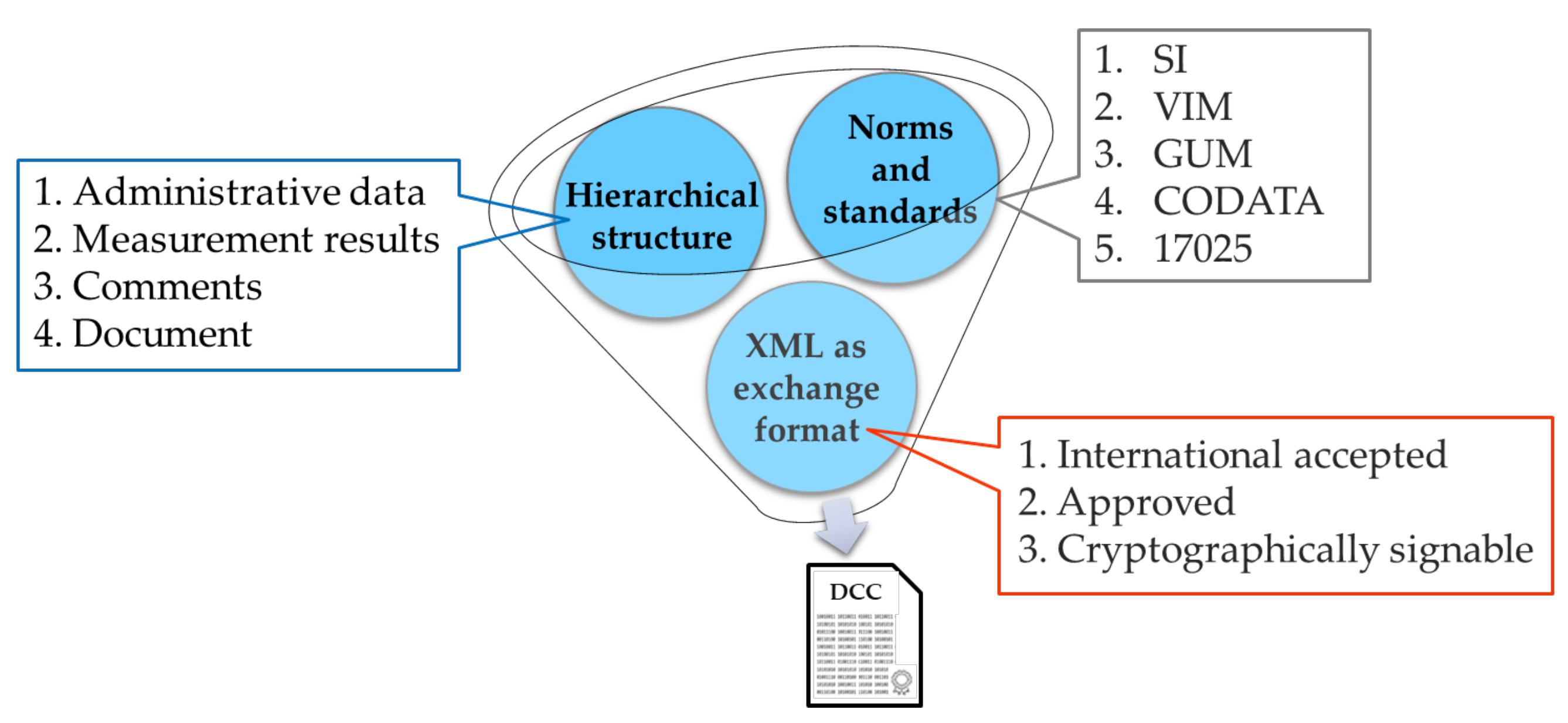
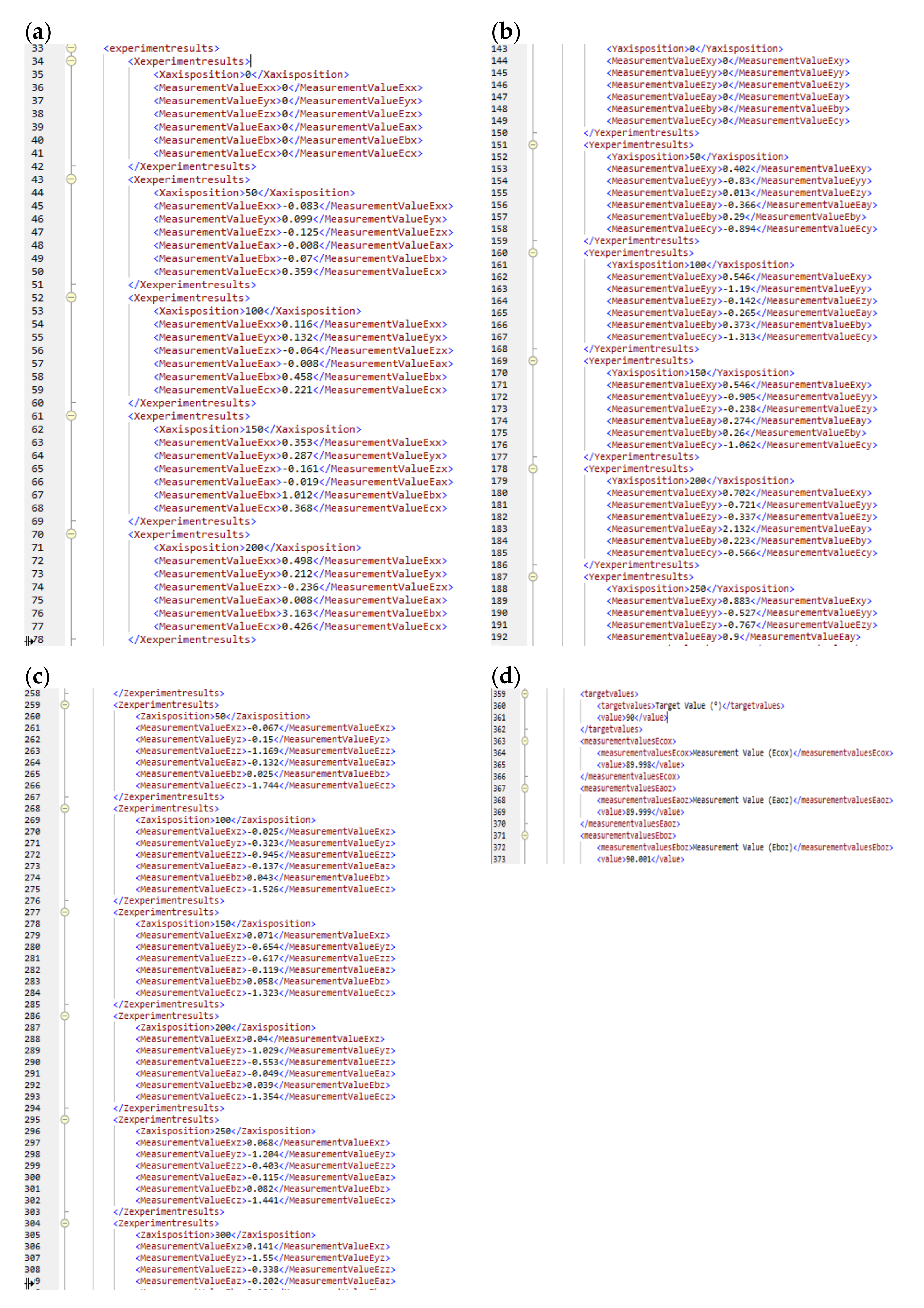
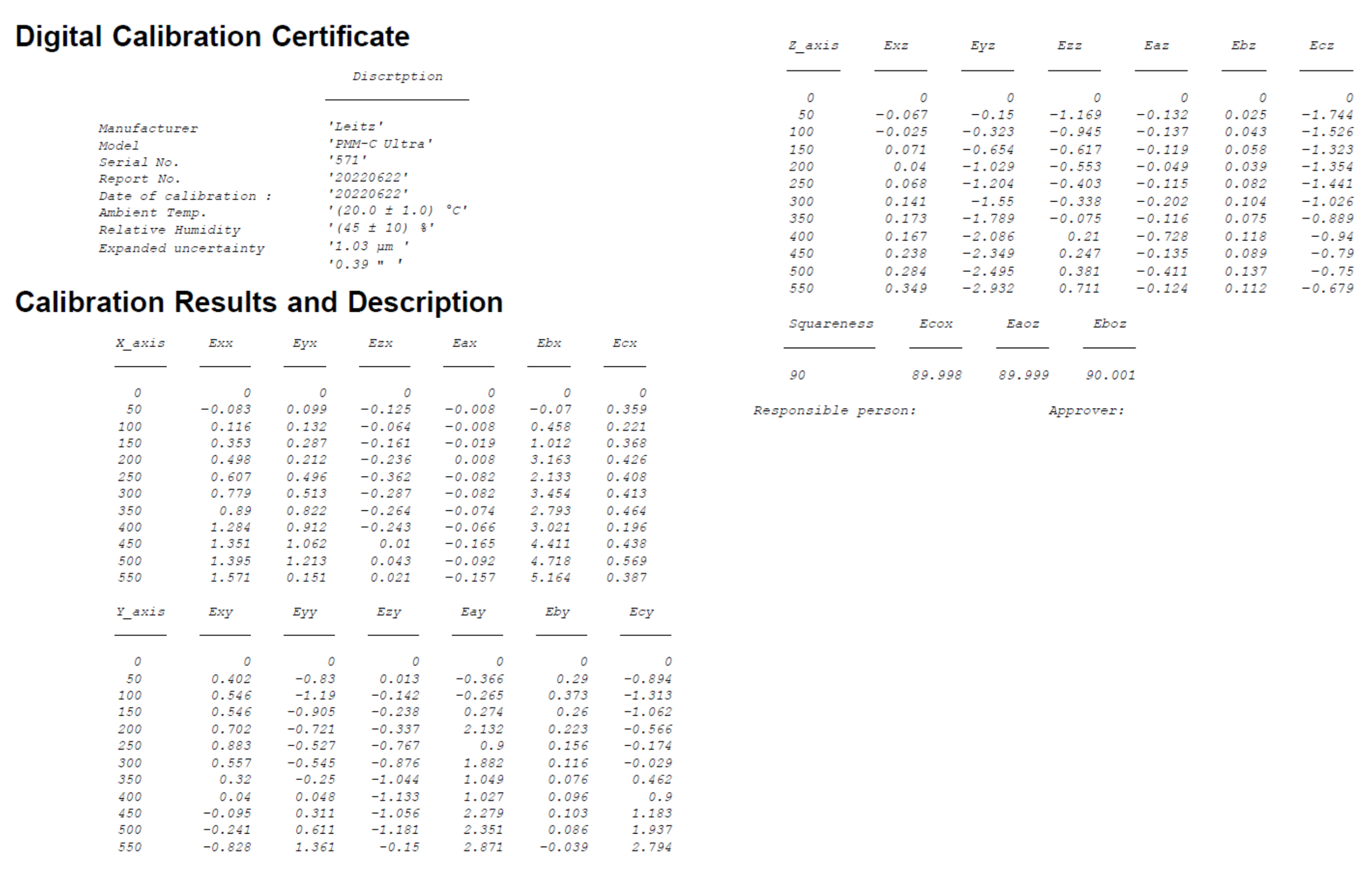
2.1. Digital Calibration Certificates
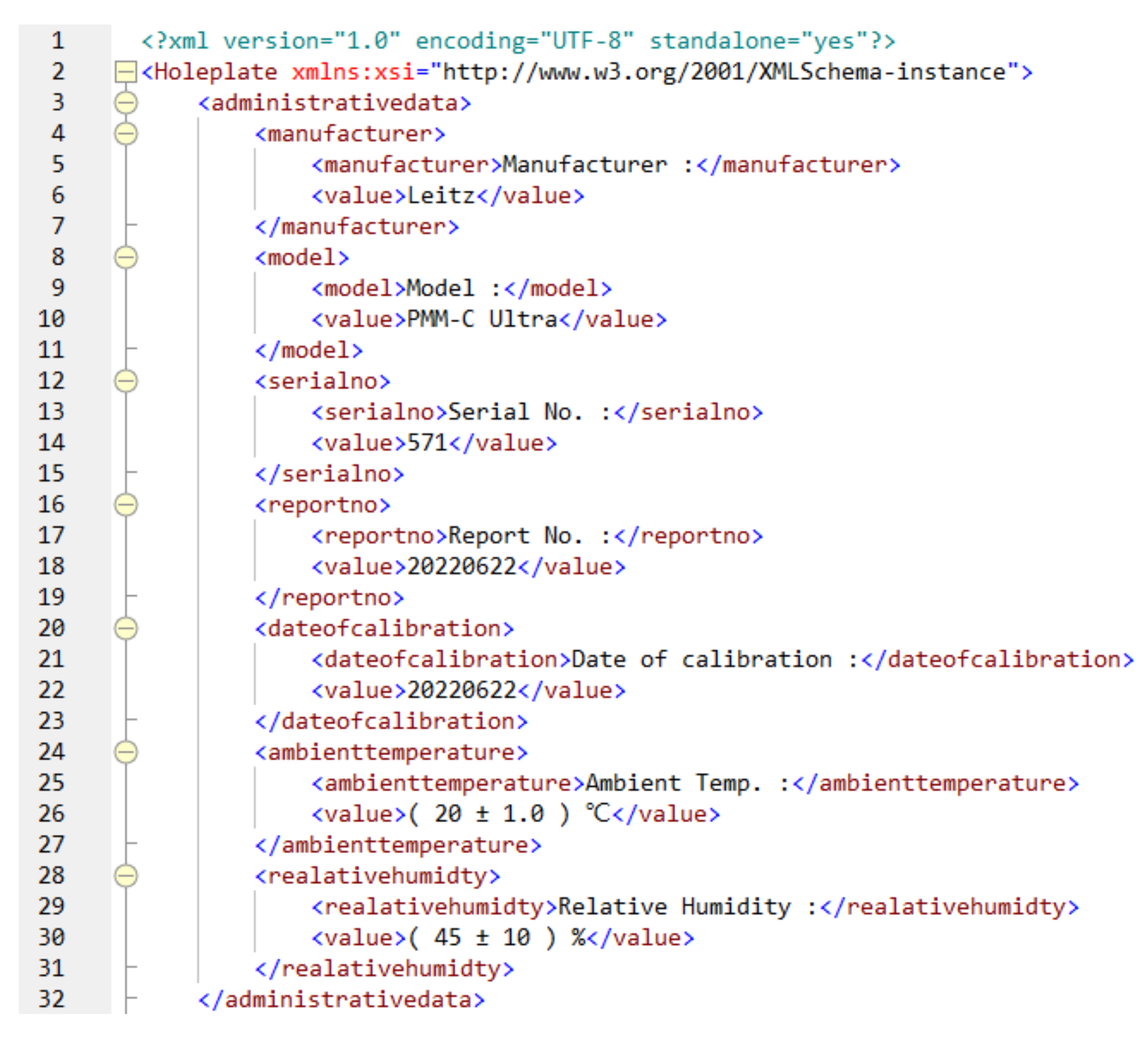
2.2. The Example of Administrative Information in the XML
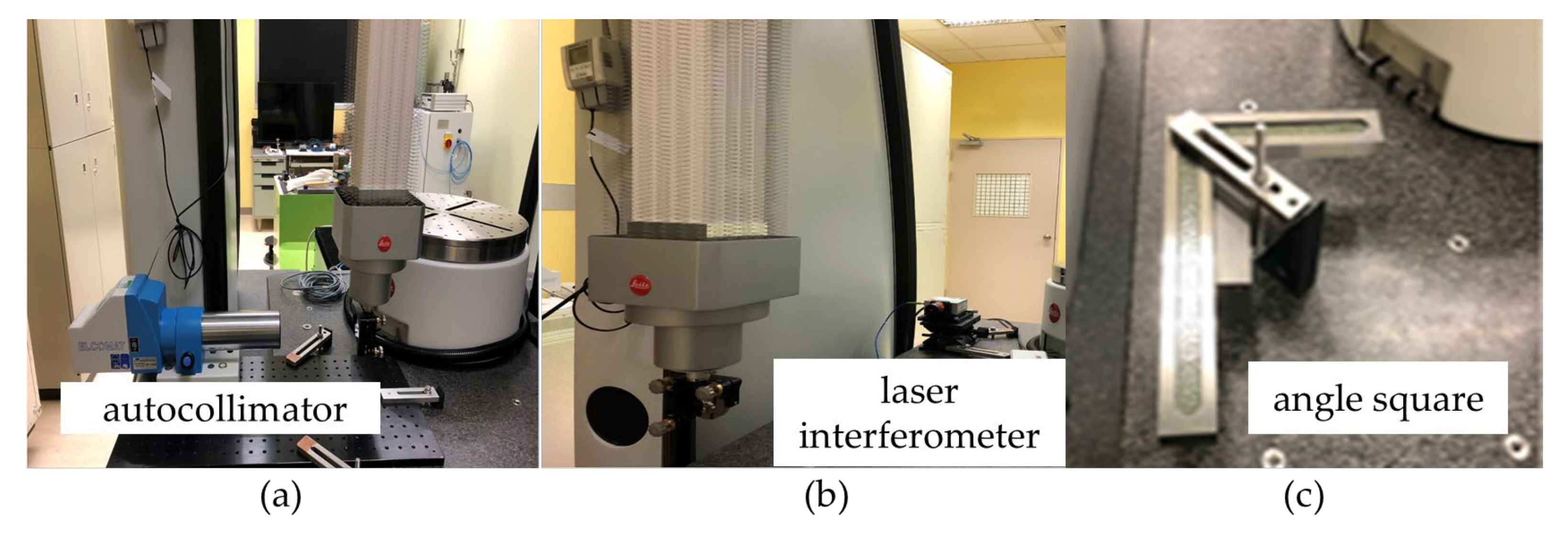
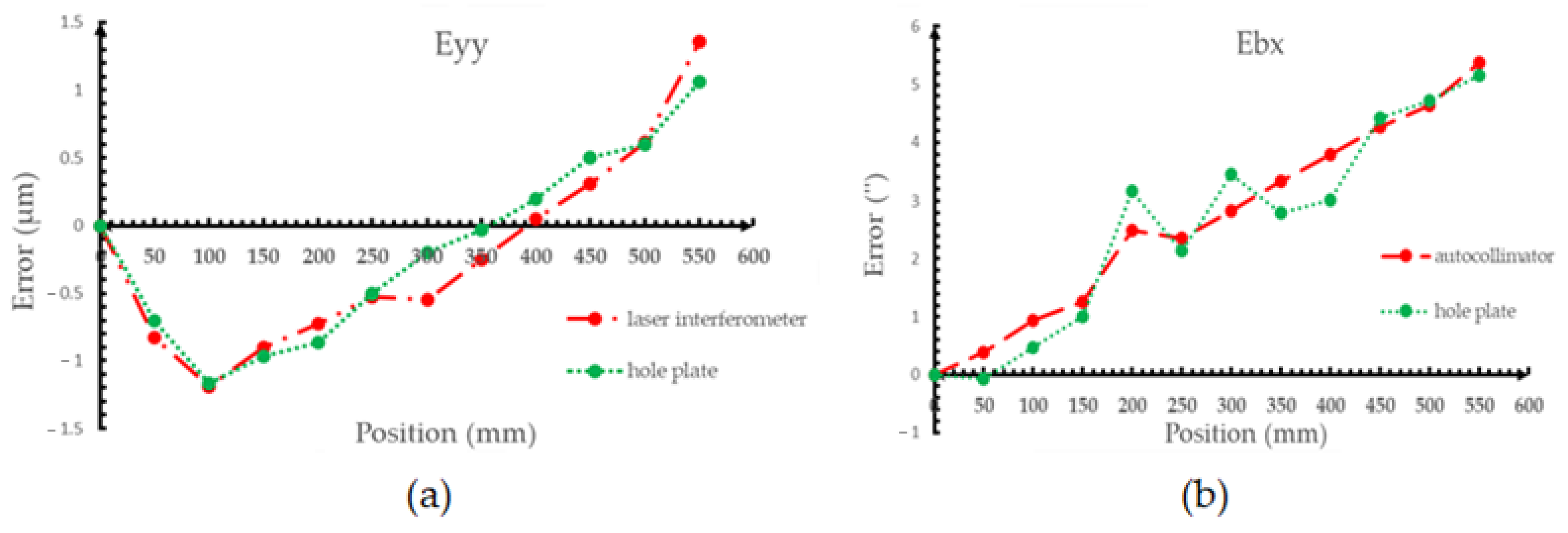
3. Experiments
- (1)
- Repeatability of CMM measurement
- (2)
- Resolution of the CMM
- (3)
- Traceability of the hole plate
- (4)
- Setup errors of the hole plate
- (5)
- Thermal expansion coefficient of CMM
- (6)
- Traceability of the thermometer
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Singh, R. Introduction to Basic Manufacturing Processes and Workshop Technology; New Age International: New Delhi, India, 2006. [Google Scholar]
- Besterfield, D.H. Quality Control; Pearson Education: Noida, India, 2004. [Google Scholar]
- Vâlcu, A.; Călin, A. Ensuring the validity of results by intermediate checks in the field of mass measurements. J. Phys. Conf. Ser. 2008, 1065, 042033. [Google Scholar] [CrossRef]
- Ferreira, F.; De Vicente, J.; Sanchez, A.M. Evaluation of the performance of coordinate measuring machines in the industry, using calibrated artefacts. Procedia Eng. 2013, 63, 659–668. [Google Scholar] [CrossRef]
- Hoang, X.L.; Fay, A.; Marks, P.; Weyrich, M. Systematization approach for the adaptation of manufacturing machines. In Proceedings of the 2016 IEEE 21st International Conference on Emerging Technologies and Factory Automation (ETFA), Berlin, Germany, 6–9 September 2016; pp. 1–4. [Google Scholar]
- Stalmachova, K.; Chinoracky, R.; Strenitzerova, M. Changes in business models caused by digital transformation and the COVID-19 pandemic and possibilities of their measurement—Case study. Sustainability 2022, 14, 127. [Google Scholar] [CrossRef]
- Soto-Acosta, P. COVID-19 Pandemic: Shifting Digital Transformation to a High-Speed Gear. Inf. Syst. Manag. 2020, 37, 260–266. [Google Scholar] [CrossRef]
- Iivari, N.; Sharma, S.; Ventä-Olkkonen, L. Digital transformation of everyday life—How COVID-19 pandemic transformed the basic education of the young generation and why information management research should care? Int. J. Inf. Manag. 2020, 55, 102183. [Google Scholar] [CrossRef]
- Hackel, S.; Härtig, F.; Hornig, J.; Wiedenhöfer, T. The Digital Calibration Certificate. PTB-Mitteilungen 2017, 4, 127. [Google Scholar]
- Brown, C.; Elo, T.; Hovhannisyan, K.; Hutzschenreuter, D.; Kuosmanen, P.; Maennel, O.; Mustapaa, T.; Nikander, P.; Wiedenhoefer, T. Infrastructure for Digital Calibration Certificates. In Proceedings of the IEEE International Workshop on Metrology for Industry 4.0 & IoT, Rome, Italy, 3–5 June 2020. [Google Scholar]
- Toro, F.G.; Lehmann, H. Brief overview of the future of metrology. Meas. Sens. 2021, 18, 100306. [Google Scholar] [CrossRef]
- Morse, E.; Heysiattalab, S.; Barnard-Feeney, A.; Hedberg, T., Jr. Interoperability: Linking Design and Tolerancing with Metrology. Procedia CIRP 2016, 43, 13–16. [Google Scholar] [CrossRef]
- Campbell, D.; Brown, C.; Brown, R.; Herron, J.; Admire, R.; Horst, J.; Leland, C.; Stahl, R. Why QIF Matters—A Roadmap for Digital Manufacturing. Model-Based Enterp. Summit 2019, 58–63. [Google Scholar]
- Zhao, Y.F.; Horst, J.A.; Kramer, T.R.; Rippey, W.; Brown, R.J. Quality information framework–integrating metrology processes. IFAC Proc. Vol. 2012, 45, 1301–1308. [Google Scholar] [CrossRef]
- Mustapää, T.; Nummiluikki, J.; Viitala, R. Digitalization of Calibration Data Management in Pharmaceutical Industry Using a Multitenant Platform. Appl. Sci. 2022, 12, 7531. [Google Scholar] [CrossRef]
- Marques, M.; Sousa, J.A.; Ribeiro, L. Calibration 4.0–Information system for usage of digital calibration certificates. In Proceedings of the 19th International Congress of Metrology (CIM2019), Paris, France, 24–26 September 2019; p. 01002. [Google Scholar]
- Boschung, G.; Wollensack, M.; Zeier, M.; Blaser, C.; Hof, C.; Stathis, M.; Blattner, P.; Stuker, F.; Basic, N.; Toro, F.G. PDF/A-3 solution for digital calibration certificates. Meas. Sens. 2021, 18, 100282. [Google Scholar] [CrossRef]
- Yadav, N.; Shankar, R.; Singh, S.P. Impact of Industry 4.0/ICTs, Lean Six Sigma and quality management systems on organisational performance. TQM J. 2020, 32, 815–835. [Google Scholar] [CrossRef]
- Kumar, G.; Bakshi, A.; Khandelwal, A.; Panchal, A.; Soni, U. Analyzing Industry 4.0 Implementation Barriers in Indian SMEs. J. Ind. Integr. Manag. 2022, 7, 153–169. [Google Scholar] [CrossRef]
- Ačko, B.; Weber, H.; Hutzschenreuter, D.; Smith, I. Communication and Validation of Metrological Smart Data in IoT-Networks. Adv. Prod. Eng. Manag. 2020, 15, 107–117. [Google Scholar] [CrossRef]
- Lee, I.; Lee, K. The Internet of Things (IoT): Applications, investments, and challenges for enterprises. Bus. Horiz. 2015, 58, 431–440. [Google Scholar] [CrossRef]
- Gadelrab, M.S.; Abouhogail, R.A. Towards a new generation of digital calibration certificate: Analysis and survey. Measurement 2021, 181, 109611. [Google Scholar] [CrossRef]
- Petrillo, A.; Felice, F.D.; Cioffi, R.; Zomparelli, F. Fourth Industrial Revolution: Current Practices, Challenges, and Opportunities. In Digital Transformation in Smart Manufacturing; Petrillo, A., Cioffi, R., Felice, F.D., Eds.; IntechOpen: Rijeka, Croatia, 2018. [Google Scholar]
- Mustapää, T.; Nikander, P.; Hutzschenreuter, D.; Viitala, R. Metrological challenges in collaborative sensing: Applicability of digital calibration certificates. Sensors 2020, 20, 4730. [Google Scholar] [CrossRef]
- Varshney, A.; Garg, N.; Nagla, K.S.; Nair, T.S.; Jaiswal, S.K.; Yadav, S.; Aswal, D.K. Challenges in sensors technology for industry 4.0 for futuristic metrological applications. MAPAN 2021, 36, 215–226. [Google Scholar]
- Hackel, S.; Härtig, F.; Schrader, T.; Scheibner, A.; Loewe, J.; Doering, L.; Gloger, B.; Jagieniak, J.; Hutzschenreuter, D.; Söylev-Öktem, G. The fundamental architecture of the DCC. Meas. Sens. 2021, 18, 100354. [Google Scholar] [CrossRef]
- Bruns, T.; Nordholz, J.; Röske, D.; Schrader, T. A demonstrator for measurement workflows using digital calibration certificates (DCCs). Meas. Sens. 2021, 18, 100208. [Google Scholar] [CrossRef]
- Röske, D. A visual tool for generating digital calibration certificates (DCCs) in Excel. Meas. Sens. 2021, 18, 100175. [Google Scholar] [CrossRef]
- ISO 230-1:2012; Test Code for Machine Tools—Part 1: Geometric Accuracy of Machines Operating under No-Load or Quasi-Static Conditions. International Organization for Standardization: Geneva, Switzerland, 2012.
- ISO 230-7: 2015; Test Code for Machine Tools—Part 7: Geometric Accuracy of Axes of Rotation. International Organization for Standardization: Geneva, Switzerland, 2015.
- Trapet, E.; Wäldele, F. A reference object based method to determine the parametric error components of coordinate measuring machines and machine tools. Measurement 1991, 9, 17–22. [Google Scholar] [CrossRef]
- Lee, E.S.; Burdekin, M. A hole-plate artifact design for the volumetric error calibration of CMM. Int. J. Adv. Manuf. Technol. 2001, 17, 508–515. [Google Scholar] [CrossRef]
- Sładek, J.A. Coordinate Metrology: Accuracy of Systems and Measurements. In Springer Tracts in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 978-3-662-48463-0. [Google Scholar]
- Takatsuji, T.; Eom, T.; Tonmueanwai, A.; Yin, R.; van der Walt, F.; Gao, S.; Thu, B.Q.; Singhai, R.P.; Howick, E.; Doytchinov, K.; et al. Final report on APMP regional key comparison APMP. L-K6: Calibration of ball plate and hole plate. Metrologia 2014, 51, 04003. [Google Scholar] [CrossRef]
- Miura, Y.; Nakanishi, S.; Higuchi, E.; Takamasu, K.; Abe, M.; Sato, O. Comparative evaluation of estimation of hole plate measurement uncertainty via Monte Carlo simulation. Precis. Eng. 2019, 56, 496–505. [Google Scholar] [CrossRef]
- Kim, Y.H.; Han, S.-S.; Choi, Y.J.; Woo, C.-W. Linear Accuracy of Full-Arch Digital Models Using Four Different Scanning Methods: An In Vitro Study Using a Coordinate Measuring Machine. Appl. Sci. 2020, 10, 2741. [Google Scholar] [CrossRef]
- Kritikos, M.; Maure, L.C.; Céspedes, A.A.L.; Sobrino, D.R.D.; Hrušecký, R. A Random Factorial Design of Experiments Study on the Influence of Key Factors and Their Interactions on the Measurement Uncertainty: A Case Study Using the ZEISS CenterMax. Appl. Sci. 2020, 10, 37. [Google Scholar] [CrossRef]
- Riska, K. Digital Calibration Certificate as Part of an Ecosystem. Master’s Thesis, Novia University of Applied Sciences, Vaasa, Finland, 2022. [Google Scholar]
- Schema Documentation for dcc.xsd. Available online: https://www.ptb.de/dcc/v3.2.0/autogenerated-docs/Doku%20Oxygen%203.2.0.html (accessed on 7 March 2023).
- IEC TS 62720; Identification of Units of Measurements for Computer-Based Processing. iTeh Standards: Etobicoke, ON, Canada, 2017.
- Gapinski, B.; Grzelka, M.; Rucki, M. The accuracy analysis of the roundness measurement with coordinate measuring machines. In Proceedings of the XVIII Imeko World Congress, Metrology for a Suistainable Development, Rio de Janeiro, Brazil, 17−22 September 2006. [Google Scholar]
- Gass, S.I.; Witzgall, C.; Harary, H.H. Fitting circles and spheres to coordinate measuring machine data. Int. J. Flex. Manuf. Syst. 1998, 10, 5–25. [Google Scholar] [CrossRef]
- ISO 230-2: 2014; Test Code for Machine Tools—Part 2: Determination of Accuracy and Repeatability of Positioning Numerically Controlled Axes. International Organization for Standardization: Geneva, Switzerland, 2014.
- Lee, H.-W.; Chen, J.-R.; Pan, S.-P.; Liou, H.-C.; Hsu, P.E. Relationship between ISO 230-2/-6 Test Results and Positioning Accuracy of Machine Tools Using Lasertracer. Appl. Sci. 2016, 6, 105. [Google Scholar] [CrossRef]
- ISO 230-6; Test Code for Machine Tools—Part 6: Determination of Positioning Accuracy on Body and Face Diagonals (Diagonal Displacement Tests). ISO: Geneva, Switzerland, 2002.
- ISO 10360-2; Geometrical Product Specifications (GPS)—Acceptance and Reverification Tests for Coordinate Measuring Machines (CMM)—Part 2: CMMs Used for Measuring Linear Dimensions. International Organization for Standardization: Geneva, Switzerland, 2009.
- ISO/IEC Guide 98-3: 2008; Uncertainty of Measurement–Part 3: Guide to the Expression of Uncertainty in Measurement. ISO: Geneva, Switzerland, 2008.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Axial | Symbols Used in This Thesis | Definition of Geometric Errors |
|---|---|---|
| X-axis | Exx | Position error |
| Eyx | Horizontal straightness error | |
| Ezx | Vertical straightness error | |
| Eax | Roll error | |
| Ebx | Pitch error | |
| Ecx | Yaw error | |
| Y-axis | Exy | Horizontal straightness error |
| Eyy | Position error error | |
| Ezy | Vertical straightness error | |
| Eay | Pitch error | |
| Eby | Roll error | |
| Ecy | Yaw error | |
| Z-axis | Exz | Horizontal straightness error |
| Eyz | Vertical straightness error | |
| Ezz | Position error | |
| Eaz | Pitch error | |
| Ebz | Yaw error | |
| Ecz | Roll error | |
| Squareness between axes | Ecox | Squareness of X to Y |
| Eaoz | Squareness of Z to Y | |
| Eboz | Squareness of Z to X |
| Standard Uncertainty | Type | Degree of Freedom | |||
|---|---|---|---|---|---|
| Traceability of the hole plate, u(ls1) | B | 0.34 μm | 1 | 0.34 μm | 200 |
| Setup errors of the hole plate, u(ls2) | B | 0.01 μm | 1 | 0.01 μm | 50 |
| Thermal expansion coefficient of CMM, u(α) | B | 82,500 | 0.26 μm | 50 | |
| Traceability of the thermometer, u (ΔT) | B | 0.04 | 0.24 μm | 50 | |
| Resolution of the CMM, u(l1) | B | 0.03 μm | 1 | 0.03 μm | 50 |
| Repeatability of CMM measurement, u(l2) | A | 0.16 μm | 1 | 0.16 μm | 5 |
| Combined standard uncertainty (uc): 0.52 μm Effective degrees of freedom (νeff): 237 Expanded uncertainty (95% confidence level):1.03 μm (k = 1.97) | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, M.-X.; Hsieh, T.-H. Geometric Error Parameterization of a CMM via Calibrated Hole Plate Archived Utilizing DCC Formatting. Appl. Sci. 2023, 13, 6344. https://doi.org/10.3390/app13106344
Lin M-X, Hsieh T-H. Geometric Error Parameterization of a CMM via Calibrated Hole Plate Archived Utilizing DCC Formatting. Applied Sciences. 2023; 13(10):6344. https://doi.org/10.3390/app13106344
Chicago/Turabian StyleLin, Ming-Xian, and Tsung-Han Hsieh. 2023. "Geometric Error Parameterization of a CMM via Calibrated Hole Plate Archived Utilizing DCC Formatting" Applied Sciences 13, no. 10: 6344. https://doi.org/10.3390/app13106344