1. Introduction
The ISO/ASTM 52900 terminology standard defines Additive Manufacturing (AM) as a bottom-up technique that fuses materials to build a physical product, starting from a virtual 3D model. Material is introduced to “print” the equivalent physical product layer upon layer, as opposed to subtractive and formative manufacturing processes. In recent years, AM has brought about advancements in manufacturing and product development. This is due to the various advantages of AM compared to conventional top-down fabrication techniques, including a shorter time-to-product, production on demand, low costs for small lot sizes, improvements in product functionality, and greater freedom in design [
1,
2,
3,
4,
5]. AM provides opportunities for innovative designs of complex geometries, which are impossible to produce with traditional manufacturing processes [
6,
7]. Additionally, a high degree of customisation in AM is feasible due to the fact that product-specific tooling is not required [
6]. For these reasons, AM is no longer restricted to rapid prototyping, which until recently was its main application, but is being applied for the manufacturing of end-use products. One such potential application is in the design of highly bespoke devices meant for human–machine interaction. This application requires individual customisation [
8,
9,
10], and AM meets the essential design and manufacturing requirements in the medical field [
8,
9,
11,
12].
Virtual Reality (VR) technology has existed for over thirty years, but in recent years it has gained popularity in various sectors due to its advantages, in particular enhancing the visualisation experience of the user. The dominant VR market is the entertainment world, notably in gaming. However, VR is being applied in other sectors including manufacturing, maintenance, cultural heritage, architecture, and healthcare. Regarding the latter, VR is being exploited for surgical intervention training and rehabilitation. Irrespective of the application, a device, similar to a gaming console, is required to enable users to play a “serious” game in an interactive and immersive VR environment. The primary purposes of a serious game goes beyond pure entertainment, such as to meet a rehabilitation purpose. However, most VR-based applications use an off-the-shelf controller, which for a certain category of end-users with limited hand and finger dexterity, may not be sufficiently comfortable to use.
Within this context, the project titled “Personalised Recovery through a Multi-User Environment: Virtual Reality for Rehabilitation” (PRIME-VR2) aimed to deliver a VR controller, fabricated with AM, which is purposely designed according to the person’s needs for rehabilitation purposes, rather than using an off-the-shelf device. The tailor-made wearable controller has been developed for three target users, namely, persons who have suffered a sports injury, post-stroke patients, and children with dystonia (suffering involuntary hand movements). The main reasons to adopt a VR-based rehabilitation approach are to reduce the duration of the therapy programme and to engage more the aforementioned user groups in the therapy, compared to the current traditional clinical practices.
This paper presents the principal themes generated from a two-day workshop titled Design for Additive Manufacturing: Future Interactive Devices (DEFINED). This workshop aimed at discussing the design for AM issues encountered throughout PRIME-VR2.
In the next section, the materials and methodologies used are discussed, followed by a review of the relevant literature, and results from the thematic analysis carried out are presented. These results are then discussed, and finally conclusions are drawn.
2. Materials and Methods
Two methods were employed throughout this study; a thematic analysis for the qualitative analysis of data generated during the workshop, and subsequently, a literature review.
A thematic analysis aims at identifying patterns or “themes” across a data set. One advantage of this method is its high flexibility [
13,
14]. The methodology adopted in the thematic analysis starts with the familiarisation with the data. This is followed by the generation of the initial codes, where the themes are identified, reviewed, and defined [
15]. However, thematic analysis may be too flexible, since it is subjective, leading to inconsistencies in the developed themes [
16]. Thus, the results were validated through a reliability study. The Intercoder Reliability (ICR) is a measure of agreement among multiple coders on how coded themes are assigned to datasets [
17,
18]. Two coders performed the thematic analysis, and the main coder’s area of research was not in AM. Therefore, an inductive approach was taken, since the thematic analysis was conducted by the main coder prior to the literature review. This resulted in identifying data-driven themes, which are strongly linked to the data, without trying to fit into a pre-existing coding framework [
15,
19]. The second coder had an established background in AM research. This resulted in a deductive approach, driven by the researcher’s interpretation of concepts. This reduced any bias that would have been present if the same approach was used by both coders to code the data. Evaluating the ICR reduces the substantial bias that can emerge in the analysis [
20]. The two measures were Cohen’s kappa [
21] and Krippendorff’s alpha [
22]. Cohen’s kappa measures the observed and expected agreement, as opposed to the disagreement [
23]. While it is less complex, it produces similar values to Krippendorff’s alpha in small samples [
24]. Therefore, Cohen’s kappa was deemed appropriate for this study.
QSR International’s NVivo 12 software [
25] was used to organise and analyse the themes generated from the qualitative data.
The literature review, focused on studies relevant to the “design process of additive manufactured products”, “user experience (UX) and user-centred design (UCD)”, and “bespoke additive manufactured interactive devices” was conducted to further deepen the understanding of basic principles discussed throughout the workshop. International scientific articles from journals and conferences from the last 20 years were reviewed. The databases of Pubmed, ScienceDirect, and Google Scholar were used with the aforementioned keywords. Duplicate articles, and those not written in English, were excluded. Considering these exclusion criteria, 64 articles were selected.
3. Results
3.1. Literature Review
3.1.1. Design for Additive Manufacturing
The adoption of AM is influencing and changing the nature of the design process of new products. The Basic Design Cycle is a model representing the fundamental steps that a designer undergoes throughout the design process [
26]. It consists of a sequence of conscious reasoning steps, which are performed across the phases of a design process. This is an iterative process, starting with problem analysis. This is followed by the synthesis step, where design concepts are generated. These are then simulated and evaluated, and a decision is made on the most suitable design concept to address the design problem. A systematic approach can be taken during solution analysis in the synthesis phase, to reveal and control how a product interacts with a system. In the context of this research, this approach concerns how a design concept would be manufactured with additive technologies to generate the best interactive device for a patient. The interaction knowledge can be captured to improve a design solution from an AM point of view. Therefore, design for additive manufacturing (DFAM) can be defined as “a set of methods and tools that help designers take into account the specificities of AM (technological, geometrical, etc.) during the design stage” [
27]. To promote AM knowledge assimilation between experts in the field, Interactive Design methods can be employed, to allow collaboration through virtual versions of products [
2]. Both Interactive Design and DFAM combine creativity methods and engineering tools throughout the early stages of the design process to model knowledge and prioritise end-user satisfaction and product functionality [
1,
2].
Laverne et al. (2015) classified DFAM methodologies based on the targeted product systemic level—component or assembly level [
27]. Component-based DFAM (C-DFAM) methodologies are applied to optimise the product from an AM perspective. Numerical tools are used to develop the components by integrating AM constraints related to its limitations, such as surface finish and dimensional accuracy [
2,
28]. Assembly-based DFAM (A-DFAM) aims at improving the product architecture by reducing the number of components or designing new devices. The working structure is also evolved in order to meet new requirements, such as low cost in manufacturing cycle times [
2].
The DFAM framework established by Kumke et al. (2016) is characterised by four stages [
6]:
- 1.
planning and clarifying the task;
- 2.
conceptual design;
- 3.
a decision gate for modularization and technical/economic feasibility;
- 4.
embodiment and detail design.
Laverne et al. (2015) proposed a product design process methodology that integrates AM knowledge, shown in
Figure 1: the Ideation Phase, the Development Phase, and the Elaboration Phase [
27]. The authors also propose that there are two main DFAM approaches that can be applied throughout the new product development process.
The opportunistic DFAM approach [
27] enables design freedom, and is thus applied in the early stages of the design process. This approach provides guidelines for AM-specific solutions [
27], and the generation of novel ideas is fostered through the adapted creativity methods supported by this approach [
2,
27]. A Restrictive DFAM approach [
27] is used in the later stages of the design process, as it formulates AM-specific limitations in the product by utilising design rules that ensure manufacturability. The qualitative rules define strategies to avoid the effects of support structures and part orientation on surface quality. Quantitative measures are the limitations of feature dimensions, such as the minimum wall thickness.
Laverne et al. found that designers respond well to AM knowledge when this is represented graphically, by means of videos and pictures [
27]. This type of representation is advantageous as it allows the easy storage and updating of knowledge in a digital format [
2]. However, Laverne et al. also emphasize the importance of using physical models in ideation, even if model creation is costly and time-consuming to create and update [
27]. Kumke et al. found that experienced designers appreciate DFAM tools as a means of providing additional support to design methods [
1]. Novice designers felt restricted by highly detailed DFAM tools. The authors noted that some DFAM tools were highly rated by both novice and experienced designers. Thus, it can be concluded that designers require a variety of DFAM tools, depending on individual preference.
Pradel et al. (2018) conducted a survey with 110 designers and semi-structured interviews with 18 designers [
29]. The authors found that typically, designers view AM as a prototyping tool, rather than being useful for end-use products. They noted that AM is most frequently used to produce consumer goods and medical devices. Finally, the authors found that designers grouped all AM processes into a homogenous group, even though these processes have different capabilities. It is essential that designers have the knowledge of different AM processes, their operating principles, their characteristics, and their limitations to effectively deliver products of high quality. Guidelines should be more accessible in order for designers to be able to optimise the design concept for the AM constraints.
Traditional manufacturing-specific design support systems cannot be effectively applied to the design of additive manufactured products [
30,
31]. The fundamental design knowledge of traditional manufacturing processes acts as a cognitive barrier when designing for AM [
32]. Topological optimisation is typically used to study and integrate the geometric freedoms and constraints of AM technologies in the design phase [
33].
3.1.2. Generative Design Algorithms
Design algorithms are adopted to support designers and interdisciplinary teams when making decisions during product development and optimisation, by providing knowledge models and management [
34,
35,
36,
37,
38]. The complex relationships between process, structure, property, and performance are modelled by intelligent computer-aided tools [
39]. Computational tools can be used throughout the design process to support decision-making. In the early stages, conflicting design requirements and constraints in multiple disciplines represent a challenge, which can be overcome using machines [
40]. In the later design stages, designers must ensure that the design concept satisfies all the established design objectives and functional requirements. By integrating computational design methods, such as topology optimisation and generative design algorithms, simulations can be studied to facilitate this [
38,
40,
41,
42]. AM is an inherently digital-based process, thus making it suitable for intelligent and automated workflows. Automated knowledge-based design and process planning workflows allow the designer to consider the design implications related to functional requirement fulfillment and restrictions inherent to the AM process so as to avoid manufacturability issues [
39,
43,
44]. Human–machine collaboration makes a UCD approach more accessible, by providing tools for maximising design potential [
40]. As mentioned previously, DFAM is characterised by opportunistic and restrictive approaches [
27]. These design heuristics and aspects can be communicated to both the novice and experienced designers by representing AM knowledge through printed objects, as determined in the following studies [
45,
46,
47]. Inverse design [
48] is an area that is particularly useful for AM, whereby the material and process selection is undertaken with respect to the functions of the interactive devices [
40].
3.1.3. Virtual and Augmented Reality in Additive Manufacturing
Virtual (VR) and Augmented Reality (AR) can be implemented in AM design to assist the visualisation of the design concept. AR and VR technologies can be employed to promote stakeholder participation throughout the user-centred AM design process [
49,
50,
51,
52]. Eckertz et al. (2020) integrated AR into the design process to facilitate the review process for the design and the end-user [
53]. AR offers the opportunity to make knowledge accessible in real-time by modelling virtual environments [
54,
55]. In these environments, end-users interact with interfaces, and the real environment can be used as a reference [
56,
57]. Users can intuitively interact with virtual environments and models by means of tangible tools, such as haptic gloves [
58,
59]. Haptic interactions provide force feedback to the user to allow them to feel fully immersed in the environment, by stimulating kinaesthetic and/or tactile feedback [
60]. Tactile feedback relates to the pressure sensation exerted onto the user’s skin using actuators [
61,
62]. Kinaesthetic feedback is provided by sensors embedded in or present on the muscles to represent the relative size, weight, and position of the virtual model with respect to the body [
63,
64].
Interactive and adaptive design support systems offer several advantages over pre-programmed and deterministic workflows, and they allow the user to work in a more comprehensive design space [
40]. Virtual and augmented reality has frequently been incorporated into intelligent design support systems to aid evaluations and provide information [
65,
66,
67]. Additionally, interactive AM tools have been demonstrated to be effective in educating novice designers on AM concepts [
68].
3.1.4. User Experience and User-Centred Design
User-Centred Design keeps the end-user requirements at its core throughout the design, implementation, and evaluation of the final product. The product and material specifications are formulated through an iterative approach to the design process, to further prioritise the end-user requirements [
28]. The end-user is exposed to the benefits and potential limitations of new materials. Roudaut and Subramanian (2013) suggest that these material limitations can be transformed into design benefits of the product [
69].
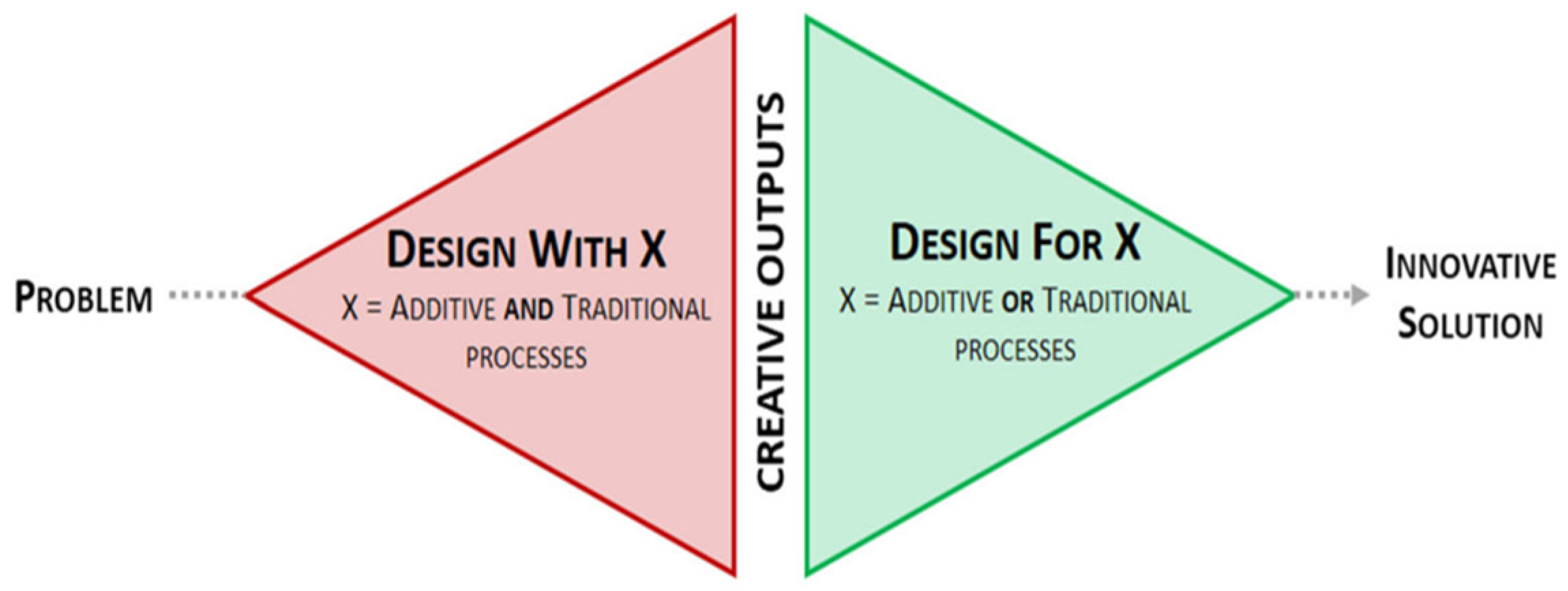
Floriane et al. (2017) proposed that DFAM can be improved by applying the Design With X (DWX) approach. In UCD, DWX incorporates user requirements to generate creative design concepts. Design For X (DFX) can then be applied to generate an innovative solution, while prioritising the user requirements [
2]. This is shown in
Figure 2, where the established consumer requirements influence the design concepts in a DWX approach. When applying DFX, the design concepts are adapted to meet the consumer’s needs when generating an innovative solution.
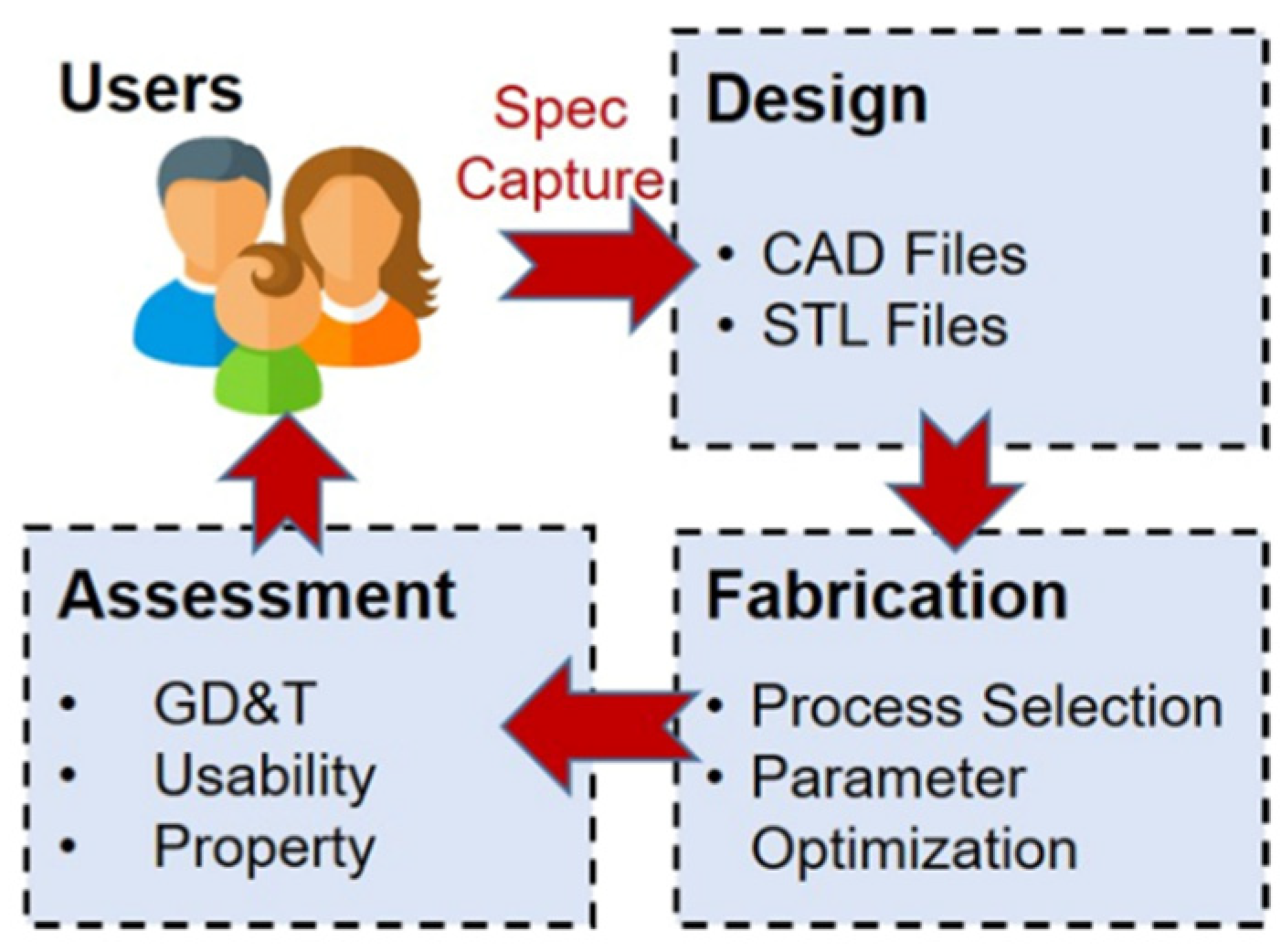
Liu et al. (2022) proposed the human-centred AM design and production approach illustrated in
Figure 3. It starts with the design process whereby Computer-Aided Design (CAD) and Standard Tessellation Language (STL) files are generated based on end-user specifications. The G-Code generated when “slicing” the 3D model represented in the STL file into two-dimensional geometries is translated into the corresponding movements of the 3D printing head during the actual fabrication. The fabrication stage entails the selection of the AM process together with parameter optimization. Finally, at the assessment stage, the end-users are then able to assess the product for usability [
70].
3.1.5. Bespoke AM Interactive Devices
Customised interactive devices improve the satisfaction and overall quality of life of the end-user [
71,
72,
73]. The customisation of effective and usable upper-limb rehabilitation devices requires that the user’s needs are considered, and their limb characteristics analysed. Such characteristics include the range of motion, stability throughout daily life, and the comfortable stationary and dynamic distribution of forces exerted on the limb [
74].
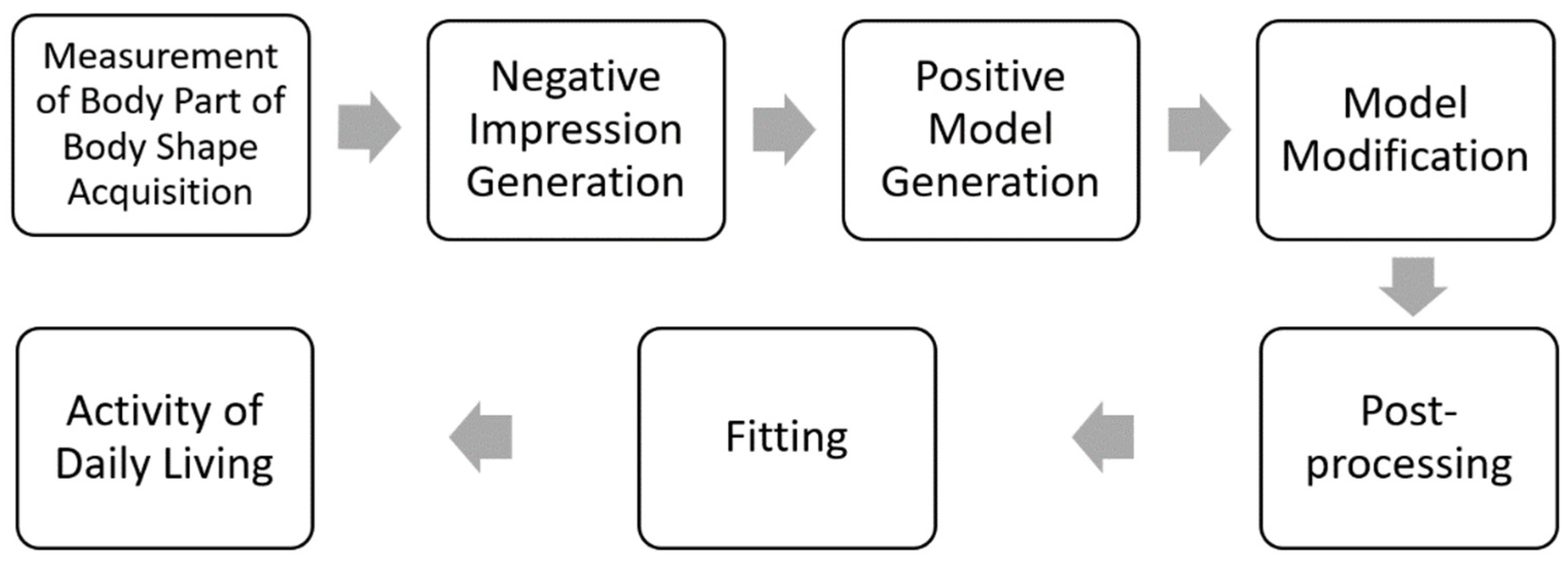
Traditionally, customised interactive devices are produced manually by skilled clinicians. Standard interactive device prescription and manufacturing processing consists of the following: (1) the casting of the interactive device using plaster of Paris or fiberglass, (2) cast sculpting using a positive mould, (3) moulding the thermoplastic device to fit on the end-user’s body, (4) post-processing of the device, (5) checking the fit of the device on the end-user’s person, (6) rehabilitation and adherence to therapy, and (7) clinician visitations for adjustments [
75,
76]. This is a laborious and costly process, and involves multiple patient visits. Chen et al. (2016) presented this process, as shown in
Figure 4 [
77]. Additionally, the subtractive manufacturing techniques employed generate high levels of material wastage, with low accuracy of fit and quality of the interactive device [
78]. Finally, the workflow shown in
Figure 3 is cyclic, whereby the digital nature of AM devices allows for user feedback to be easily integrated in the design. In
Figure 4, the workflow is linear, implying that iteration is not as easily achievable with traditional manufacturing.
The limitations of the conventional prosthesis fabrication process provide an opportunity for the design of medical devices to be improved. This can be achieved through computer technologies [
79], whereby the increasing demands for manufacturing techniques require the device to be fabricated according to end-user and medical tolerances [
80]. This is a difficult task, as functional, aesthetic, cost, and comfort requirements are critical factor that arises throughout the design cycle of interactive devices [
71]. AM provides the opportunity for the designer to easily adjust the design model to meet the end-user’s needs. This contrasts with typical mass-produced devices, which are designed with a “one-size-fits-all” approach. End-user feedback can be integrated into the design concept throughout the design phase, which increases the patient’s sense of autonomy. The patient’s involvement in the design process will result in more compliance throughout the use phase of the product [
81]. Thus, conventional interactive devices can conceivably be replaced by additive manufactured devices in a clinical practice environment [
82].
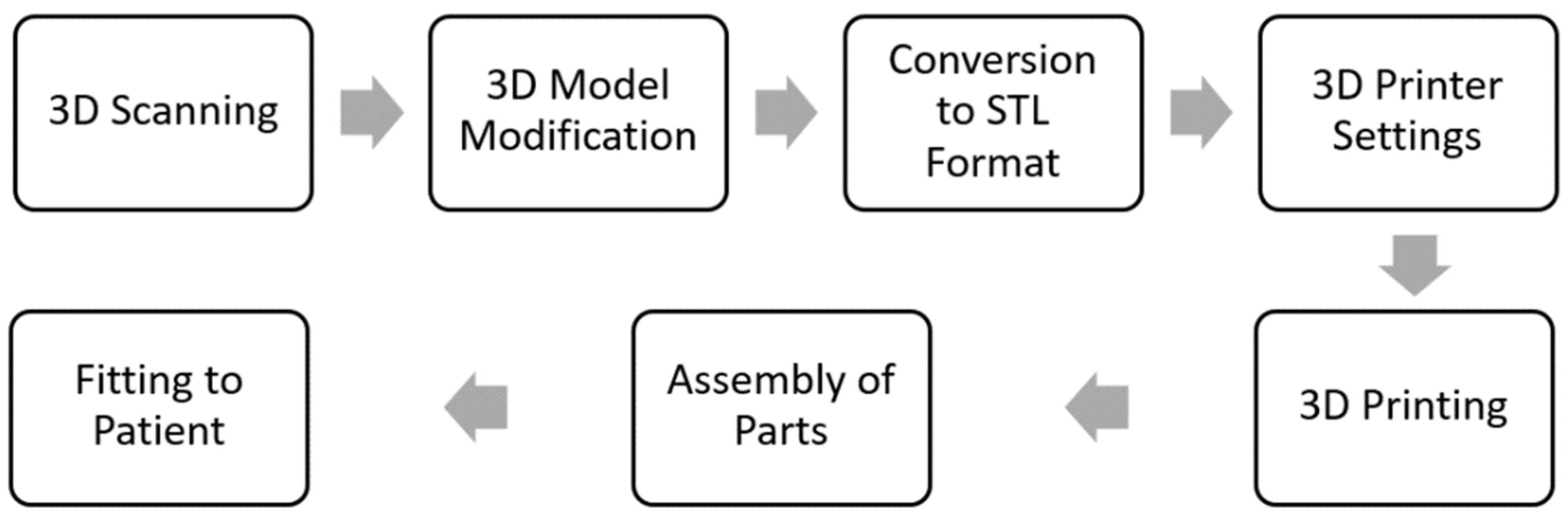
Chen et al. (2016) also proposed a process for the AM of custom bespoke devices [
77], as shown in
Figure 5. First, 3D scans are obtained through magnetic resonance (MR) or computerised tomography (CT) scans. The geometries are then modified using CAD software, and applied to the prostheses model. These are converted to STL format, followed by the determination of the 3D printer settings. The prosthesis is then 3D printed and assembled. Finally, the bespoke device is checked for fitting on the patient.
Similarly, De Silva et al. (2021) proposed a methodology for the additive manufacturing of bespoke devices [
83], presented in
Figure 6. First, two-dimensional medical images are acquired by means of 3D scanning. This is a process whereby the geometrical data of the human body surface are acquired to construct a digital 3D model, which facilitates interactive device construction [
10,
84]. The authors proposed that CT or MR scan technologies can be adopted for 3D scanning. These medical images are converted into 3D virtual models, and used to model the virtual prosthesis. The prosthesis is fabricated by AM technologies, and subsequently the final prosthesis is fabricated with biocompatible materials [
83].
The wearability of interactive devices contributes to a positive UX for the end-user, and enables communications and cooperation between the patient and device. Pacchierotti et al. (2017) characterised the types of tactile interactions that can be integrated into the design of interactive devices as contact and pressure display, curvature display, vibrations, textures, and materials, softness/hardness, caress, friction display, indentation, push-button, proprioception, and surface geometry [
86]. The authors also highlighted the mechanical properties that influence the wearability of an interactive device as degrees of freedom, peak force, inertia and friction, precision and resolution, and bandwidth. Finally, the authors gave four target objectives for the design of wearable interactive devices: form factor, weight, impairment, and comfort. The wearable device should minimally alter the body size of the patient; the device should be lightweight to avoid tiring the patient; the device should not inhibit the movements of the patient as far as possible, and the device should be comfortable to wear and adaptable to the shape and size of the patient’s limb [
86]. On a user-level, AM allows for the personalisation of the interactive device’s aesthetic appeal, which increases the user’s self-esteem, and promotes adherence to therapy [
78].
3.2. Design for Additive Manufacturing: Future Interactive Devices Workshop
The PRIME-VR2 project aims to develop an innovative bespoke controller and a supporting digital platform, VRHABIT. This technology is adopted to improve the user-experience of people with limited dexterity in their hands, enabling them to regain or improve their abilities, in a VR-based environment.
Inspired by the various Design for Additive Manufacturing (DFAM)-related issues encountered in PRIME-VR2, a number of themes were identified in the first edition of the DEFINED workshop. This event was hosted by the University of Malta and supported by Maker Faire Malta, the Design Society, the Institution of Engineering Designers (IED) and the Design for Additive Manufacturing Network, UK. The workshop tackled two fundamental aspects characterising the work conducted in PRIME-VR2, namely, AM and future interactive devices for rehabilitation. Over a period of two days, eight workshops lasting on average an hour each were hosted to address the multidisciplinary approach to the design of future interactive devices manufactured though AM. A total of 61 academics and 34 industrialists, with a range of between two and thirty years of experience, and familiar with the AM design and process, attended the workshop.
The main goal of the workshop was to detail the importance of patient data acquisition for the customisation of medical devices. The specific focus of the workshop was the acquisition of the upper limb anatomy, to allow for a bespoke product design. The workshop session was conducted by alternating lectures and discussions. The main objectives of this workshop were to analyse the relationship between additive design and manufacturing, identify the most suitable scanning technologies and methods to obtain high-quality acquisitions, and automation in 3D scanning. Another point of discussion was issues arising when part of the human anatomy requires scanning, and how customisation in AM facilitates the design of future interactive devices.
The workshop began with an introduction to interactive devices, followed by a discussion on emerging techniques within design and manufacturing. The focus was then directed towards bespoke devices and how new manufacturing technologies are making them increasingly more feasible. A series of case studies were presented based on specific elements of the controller and charging cradle, developed in PRIME-VR2, which is presented in
Figure 7. A 10- to 15-min discussion followed each case study. The discussions revolved around the limitations in the knowledge and methodologies available to design, fabricate, and test additive-manufactured interactive devices. Another point mentioned was the difference between medical and mainstream consumer products, with medical products requiring additional specifications to deliver on user-specific requirements.
The purpose of the workshop was to explore future directions for the design of interactive devices, taking into account current developments in hardware and software technologies for tracking, control and manufacturing. In addition, the attendees explored more recent insights into human perception and control, with a particular focus on accessible design. This workshop was divided into two 20-min presentations, with a 15-min group discussion following each presentation. The conversation converged towards establishing the specifications and requirements of interactive devices, and how these requirements would impact the current DFAM guidelines. This contributed to a discussion around the need for a new set of standards defining the ergonomics of future interactive devices.
The workshop was structured into two parts. A lecture on the role of electronics and sensors in additively manufactured products was first delivered, followed by a discussion on how electronics can be integrated into AM processes. The factors that must be considered when designing the manufacturing process to assemble the electronic components were also discussed. Another point of discussion was the influence that electronic embedding has during assembly. This requires that geometrical design considerations must be taken to incorporate electronics.
The scope of this workshop was to bridge the gap between DFAM and computational design approaches, such as form generation algorithms. The main objectives were to present the current strengths, weaknesses, opportunities and threats encountered in Computational Design Approaches for AM. The topic of guidelines and standardisation in computationally designed additive manufactured products was also debated. Finally, the fourth dimension of interactive devices was explored, and the role that generated algorithms play in enhancing UX.
The workshop presented the current opportunities and challenges that exist during the design and manufacturing of additively manufactured products. An assessment of the maturity level of AM processes was given. This workshop was also divided into two parts, starting with an overview of process maturity and AM, followed by a less structured discussion revolving around member’s experience within this project and other projects. AM’s challenges and capabilities were examined during the second part of the workshop, once again followed by open discussion. One idea explored throughout the open discussions concerned the notion that AM is becoming a viable manufacturing technology across different industries. Another issue that emerged concerned the influence that critical AM process parameters (e.g., layer height) and the management of multi-material combinations has on UX. The process parameters impact the final design of the device, such as its surface texture. This will affect the wearability and usability of the strap and controller.
This workshop presented an approach to the ergonomic testing of wearable additive manufactured products with people who have musculoskeletal injuries and people who have had a stroke. The workshop also discussed testing protocols used and how this testing then informed the design of the additive manufactured interactive device. The patient requirements were found to influence the testing protocols during the evaluation of such devices, and in turn the ergonomic testing results can be fed back for design optimisation. Finally, on a more generalised level, the ergonomic testing results can be incorporated into the design principles knowledge base to better meet user requirements.
The goal of this workshop was to discuss the issues and roadblocks met in applying AM processes to commercial products, and the impact of such applications in comparison to traditional manufacturing processes. This was accomplished via a presentation delivered by a senior innovation consultant. The lecture presented in this workshop discussed the types, timelines, and history of AM. An overview of the advantages and disadvantages inherent in additive processes followed, with two group discussions facilitated.
3.3. Emerging Themes of DEFINED Workshop
In this section, the main themes emerging from the DEFINED workshop are discussed. Following the thematic analysis, an intercoder reliability study has been conducted to determine the level of trustworthiness of the analysis. Following the interpretation by Landis and Koch (1977) [
87], an average Cohen’s kappa score of 0.81 was achieved, which is adequate given the substantial agreement between the codes.
3.3.1. Additive Manufacturing
AM Advantages
The advantages of AM were a common topic discussed throughout the two-day workshop. Workshop 2.1 highlighted one of the biggest strengths of AM as customisability. The outcomes of both Workshop 2.1 and 2.4 emphasise that AM enables more complex and high-performing geometries, which are not possible with conventional methods. Complex internal structures and external elements, and intricacy of form, are achievable with AM. Additionally, AM has a shorter time to market compared with traditional manufacturing processes. This increases the flexibility for design innovations and redesign. Workshop 2.1 also highlighted the fact that flexibility is a strength of AM. Product modifications can be realised immediately and less time is needed for assembly, tool development, shipping, or transportation. AM reduces the total cost of ownership due to lower inventories, fewer variations of machines and tooling, and less material for production is needed, with reduced waste generation. AM enhances product differentiation and consumer relationships by creating individually customised and unique products without additional retooling or post-processing. Finally, a smaller environmental footprint can be created with AM compared with conventional methods due to its reduced mass, efficient use of resources and shorter supply chain.
Workshop 2.1 also discussed the rapid prototyping aspect of AM, which facilitates user feedback. However, Workshop 2.2 further mentioned that currently, AM is a viable manufacturing technology across industries, and is used to manufacture functional products.
AM Capabilities
Workshop 2.2 highlighted one of the main AM capabilities as being able to produce free-form complex surfaces. Through topological optimisation, shapes can be easily and cost-effectively produced, with improved strength-to-weight ratios. Another advantage of AM is the ease of producing internal channels and features, which can be used to reduce the material in a component. It was also noted that AM capability can be measured using the following characteristics: geometrical accuracy, internal features, material, tolerancing, dependability, quality, scalability, part size and complexity, cost, speed, and flexibility.
A topic discussed at length during Workshop 1.4 was AM’s ability to print sensors directly onto the bespoke interactive device. Using commercial sensors and modifying them for medical purposes in bespoke interactive devices is a time- and resource-consuming process. Therefore, AM can be adopted to accommodate medical requirements due to its customisability, and will reduce complex programming down the line. Contributing to the customisation aspect of AM, other sensors and actuators, such as padding or muscle activity sensors, can be printed onto the device in the future. The device will also have the ability to detect the patient’s progress in a rehabilitation setting, enabling us to monitor the improvement in the user’s physical activity.
Challenges with AM
Both in Workshop 2.2 and Workshop 2.4, cost was seen as the biggest issue when integrating AM processes into product development. Financial factors for traditional manufacturing processes relate to machines, materials, equipment, tooling, labour, and overheads. For AM, these cost factors are applied to the preparation, printing, pre- and post-processing workflow steps, system equipment, and cost of materials. AM impacts the whole supply chain, including waste flows, resource consumption, and emissions. However, the AM supply chain is overall preferable because it is typically shorter, requiring fewer assembly steps and allowing for higher transport density and less packaging material. Workshop 2.2 mentioned that the limited selection of available materials and technological limitations in terms of part quality were also seen as drawbacks of AM. Finally, there is currently little to no in-house expertise, and it is difficult to scale AM. Workshop 1.3 proposed that during manufacturing, several issues can arise with the materials, workforce, platform, sub-species of AM, and ecosystem. Workshop 2.4 noted that there are material recycling issues in polymers, where the recycling process reduces the quality of the material.
Throughout the workshops, it was emphasised that one of the biggest challenges in the adoption of AM technologies is the lack of knowledge and tools. Workshop 2.2 discussed that designers need to be guided better and have accessible design tools that are adapted for AM. Software should be better integrated to provide support throughout the design process, by means of one cohesive tool, rather than separate tools. Designers must be more aware of the various AM processes that are available, and more knowledge should be shared on these processes to determine suitability. While the benefits of 3D printing are becoming clearer, companies still struggle to know if it is the right time to invest in this technology when intended for production rather than exclusively prototyping purposes. Workshop 2.4 continued this, stating that the adoption of AM technologies will require new engineering skills to fully exploit the benefits of AM. Currently, there is a significant gap in the production skills needed for AM, as well as throughout the design process for AM. The lack of standardisation for AM design means training programs are difficult to build effectively. In addition, successful transition to AM requires a workforce that is capable of working in cross-functional teams, and well versed in the use of modelling software and—in the case of bespoke devices—3D scanning systems.
Throughout the design process for AM, designers can be faced with several challenges. In Workshop 2.4, the impact of well-established design strategies originating from traditional manufacturing processes on the introduction of AM was discussed, and particularly in relation to difficulties in adapting these to AM. For the latter, designers must now account for AM-specific constraints such as wall thickness for moulding and tool paths for milling.
AM Design Process
Workshop 2.1 noted that the design process is typically iterative, ensuring that the interactive device’s functionality requirements are met. In order to achieve this, a multidisciplinary team is necessary. The end-user is also heavily involved in the design concept evaluation.
3.3.2. Generative Design Algorithms
Digital workflows are advantageous for three reasons: their superior virtual placement analysis, enhanced geometrical capabilities, and time- and cost-savings. Virtual placement analysis reduces patient visitations, allows internal evaluation, and can be aligned to existing implants. Digital workflows can also be used for design concept optimisation through lightweighting and osseointegration, thickness and mechanical analysis, part consolidation, suite of aligned parts, and digital part records.
Within Workshop 2.1, it was argued that algorithmic design is typically perceived as an introduction to scripted parameter generation throughout the design process. Generative design was also defined as the conceptualisation of new forms or design options by means of topological optimisation.
The product form of bespoke devices involves highly specific dimensional schemas. Workshop 1.2 addressed this, highlighting that by integrating design intelligence with computation, generative design workflows can be utilised to produce bespoke device formations from raw data inputs. It was also noted that generative algorithms require additive processes in order to fabricate the required design geometries. Machine learning can be used to guide the designer, and more importantly, to strike a balance between competing interdependent factors such as UX and any necessary post-processing. Post-processing tunes the mechanical behavior and surface quality of the product. However, it is inefficient, time-consuming, and comes at an extra cost.
Workshop 1.3 highlighted that algorithmic design significantly contributes to the customisation aspect of interactive devices. The user requirements can be easily integrated by analysing the user’s biomechanics during exercises. Complex geometries can also be changed in real time. Finally, a link can be created between the design structure, process parameters, and material properties, with the aim of optimising the design concept for printing and manufacture.
3.3.3. User-Centred Design
The integration of VR throughout the design process facilitates user feedback integration [
62,
86,
88,
89,
90]. Workshop 1.2 explored this concept, and noted that through VR, end-users can configure and interact with design concepts by viewing the static geometry. It was also mentioned that customised devices that conform to the specific user’s anatomy are increasingly feasible.
Some requirements of interactive devices were also presented in Workshop 2.3. These requirements included aesthetics, safety of operation, device setup times and weight. For example, short setup times encourage participation and adherence to the therapy, while lightweight devices are essential when designing for people with limited dexterity in their hands.
Workshop 2.1 presented the case study of a strap on the interactive device, which was designed throughout the PRIME-VR2 project, shown in
Figure 7. This strap was designed in such a way as to be self-closing, and easy to put on and remove, hence providing independence for the user.
Workshops 1.2 and 2.3 introduced some challenges that can arise throughout the design process of bespoke interactive devices. Workshop 1.2 identified that the critical design challenges are the understanding of ergonomic and usability requirements, and achieving functionality. Furthermore, Workshop 2.3 noted that there is typically difficulty in understanding the intricacies and subtle ways of interacting with patients on the part of clinicians. It is also challenging to translate the user’s needs into design requirements. This highlights the importance of communication and of taking a multidisciplinary approach to the design of interactive devices. Insight into UX can be generated through data measurements and interviews.
3.3.4. Measurement Devices for Data Acquisition
Over the course of the two-day workshop, two user data acquisition instruments were discussed—those intended for 3D scanning, and tracking devices.
Workshop 1.1 focused on human body scanning, weighing the advantages and disadvantages of three 3D scanning approaches—specifically, structured light-based, time-of-flight, and passive image-based. The three technologies were appraised based on their robustness to external lighting, as well as the required processing algorithm, spatial resolution, processing time, real-time abilities for data acquisition, and accuracy.
These technologies were then applied to the following devices, whose strengths and limitations were evaluated throughout the workshop. Scanning systems that have adopted the structured light-based approach are stationary scanners, high- and low-end portable scanners, and depth cameras. Low-end portable scanners can also apply the time-of-flight technology. Body scanners are typically passive image-based. The systems were assessed based on handling, acquisition time, set-up time, accuracy, and equipment cost. The systems should ideally be compact, lightweight and portable in order to facilitate data acquisition.
Fast real-time processing was identified as being an essential characteristic in human body scanning instruments for bespoke devices. Patients with limited dexterity in their hands are more prone to involuntary movements, which can cause issues in data acquisition. Therefore, it is crucial to have handheld scanners to move around the patient, with high scanning speeds and single-shot data acquisition. Handheld scanners allow 360º scanning for complex geometrical data acquisition, since the root position of the patient affects the body scan. However, this depends on the movement capabilities of the patient, and the time required to acquire images. It was noted that adding supports to the limb deforms the skin around the support and will cause some visual occlusion to the acquisition. Therefore, end-user requirements must also be considered, even throughout the data collection process of the design of bespoke devices.
Tracking devices, as discussed in Workshop 1.3, are used to integrate virtual and augmented reality into bespoke interactive devices. Tracking devices include magnetic tracking for controllers, inertial tracking, and acoustic tracking. It was concluded that the preferred solution should have the following characteristics: no necessary line of sight, high reliability, the absolute position and orientation within space can be located accurately, the device is not affected by magnetic fields and background noise, it is not subjected to drift, and it has a fast update rate. To achieve this, a hybrid tracking system must be used, which comprises a dual system used to compensate for the shortcomings of individual systems. Hybrid systems often combine inertial tracking with an absolute positioning system, such as acoustic tracking. Inertial tracking is more accurate; however, it can be subjected to drift. Therefore, it is often combined with acoustic tracking, which is a less accurate system, but can correct any drift in inertial tracking.
3.3.5. Virtual Reality, Augmented Reality, and Haptics
Workshop 1.2 discussed the applications, capabilities, and challenges when adopting virtual and augmented reality in interactive devices. One of the main advantages is that virtual environments resolve some of the limitations present within conventional setups, and allow users more independence while using digital environments.
Haptics was another topic discussed in Workshop 1.2. Haptics is useful in expanding the range of UX potential, by allowing users to feel the virtual world. This increases the subjective immersion in and realism of the virtual environment.
Workshop 1.3 continued the discussion on haptics by characterising it into two types. Tactile haptics is the sensation on the surface of the user’s skin. Kinaesthetic haptics is the user’s awareness of their bodily position and forces. Psychophysics was also mentioned, which is the relationship between physical stimuli and subjective sensations. Physical stimulus frequency influences vision and audio, for example, by means of colours and pitch. For haptics, there is a variety and distribution of mechanisms, which complicates psychophysics. Another point that was given importance in this workshop was sensory integration and conflict. In virtual environments, it is important that visual, audio, and haptic cues are synchronously and appropriately combined to contribute to a high-quality UX. Failure to do so will result in sensory conflict, which leaves the user confused and overwhelmed by the incompatible inputs of the five senses.
4. Discussion
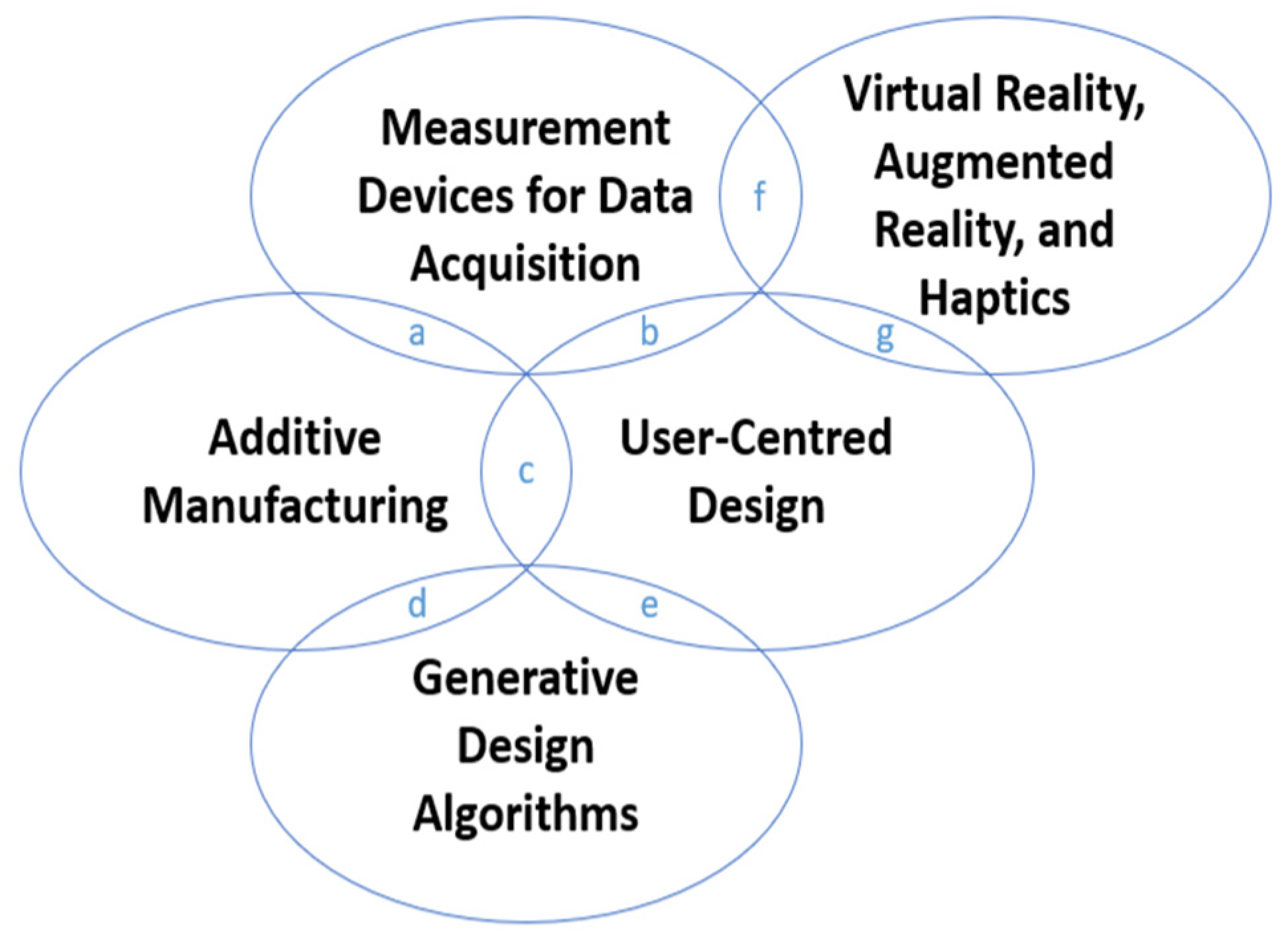
Following the analysis of each theme, the relationship map shown in
Figure 8 gives an overview of how the themes are related. This generates insights into the difficulties of designing for AM in future interactive devices.
- (a)
Relationship between Additive Manufacturing and Measurement Devices for Data Acquisition
3D Scanning is a common mode of data acquisition in AM, used to collect data that can be recreated in a digital environment. The generated 3D model is then used as a basis for the product to be developed, and can also be used to simulate design concepts. From the workshop, the requirements for data collection systems include mobility, reliability, accuracy, compactness, lightweight, portability, and fast real-time processing speeds. The scanning systems discussed were stationary scanners, high- and low-end portable scanners, and depth cameras. In the literature, the main 3D scanning devices are MR and CT scans [
78,
83].
- (b)
Relationship between Measurement Devices for Data Acquisition and User-Centred Design
Human body data can be easily measured using 3D scanning devices, which allows for user-specific data acquisition. This ensures that the interactive device conforms to the patient’s body. Therefore, the device must be designed in such a way as to comfortably support the stationary and dynamic distribution of forces exerted on the limb [
74].
Traditionally, bespoke interactive devices are casted, sculpted, moulded, and processed prior to being checked for fitting on the end-user’s person. This is a laborious process, and would require multiple patient visits [
77]. However, measurement devices for data acquisition facilitate this process, as interactive devices can be fabricated according to end-user requirements. A 3D model is generated from the 3D scans, which allows the designer to adjust it according to the end-user’s needs [
71,
79].
The workshops also discussed how end-user requirements influence the type of measurement device that can be used for data acquisition. Handheld scanners with fast real-time processing and single-shot data acquisition devices are best suited for patients with limited dexterity, as they are more prone to involuntary movements.
- (c)
Relationship between Additive Manufacturing and User-Centred Design
The customisability aspect of AM is ideal for bespoke devices, since it enhances product differentiation by developing unique interactive devices with minimal post-processing. The rapid manufacturing nature of AM also facilitates user feedback integration, since the 3D digital model can be easily updated, and devices can be produced quickly for immediate user feedback. Both the workshops and literature emphasised that the end-user is involved in the design concept generation, implementation, and evaluation [
28]. Furthermore, to prioritise patient requirements both workshops and literature mentioned that the design process of AM interactive devices is iterative [
28], and requires a multidisciplinary approach [
34,
35,
36,
37,
38]. Workshop 1.2 noted that ergonomics, usability, and functionality requirements are critical design challenges in interactive device design. Workshop 2.3 also mentioned that aesthetics and safety requirements also must be considered.
Adherence to rehabilitation therapy was discussed in both workshops and in literature. Customised, effective, and usable interactive devices encourage participation by improving the satisfaction and quality of life of the end-user [
71,
72,
73,
74,
78,
81]. Workshop 2.1 presented the strapping mechanism of the interactive device developed throughout PRIME-VR2 as a case study, as shown in
Figure 7. The self-closing strap was designed to facilitate use, which will encourage user independence.
In the workshops, the ability to print sensors was another capability of AM that was highlighted. This contributes to the customisability of interactive devices, since the user’s physical activity throughout rehabilitation therapies can be monitored.
- (d)
Relationship between Additive Manufacturing and Generative Design Algorithms
Automated digital workflows are an essential tool to enable designers to design for AM in interactive devices. Their superior virtual placement analysis and time and cost savings facilitate design concept optimisation. The complex relationships between process parameters, functional characteristics, and material properties can easily be modelled by generative design algorithms. This process is challenging, as the design requirements can be conflicting in nature [
40], and can lead to manufacturability issues during production [
39,
43,
44].
One of the main capabilities of AM is the generation of complex geometrical surfaces. Topological optimisation was highlighted as being commonly used to feasibly integrate these geometries into the design of bespoke devices [
33].
The workshops and literature noted that design knowledge for traditional manufacturing technologies is not suited to the design of additive manufactured products [
32]. Furthermore, adapting existing products for AM is difficult, due to the specific AM constraints. To support designers in designing for AM, automated workflows can be utilised. These design support systems need to be suited for AM design, as traditional manufacturing-specific systems cannot be effectively applied [
30,
31]. It has been shown in both research [
32] and workshops that designers should be more effectively guided when designing additive manufactured products. Accessible design tools are required [
29], as there is a significant skills gap in the production of additive manufactured interactive devices. The lack of AM knowledge and tools was evident in both the literature and the workshops’ themes. Workshop 2.2 indicated that a cohesive AM design tool is required by designers. However, Laverne et al. (2015) found that a variety of DFAM tools should be available to designers, since they have their individual preferences and experiences [
27]. Furthermore, the lack of standardisation impedes training and education development. A successful transition to AM requires stakeholders to be knowledgeable on modelling software.
- (e)
Relationship between User-Centred Design and Generative Design Algorithms
Bespoke devices are characterised by highly specific dimensional schemas, since they are required to conform to the patient’s body. Generative design workflows can guide the designer in this process, by utilising raw data inputs to develop bespoke device formations. It was found that human–machine collaboration makes a UCD concept more attainable [
40].
The main attribute of the algorithmic design is in the parameterisation of user requirements, through the analysis of the human body and biomechanics. The 3D models generated by design algorithms allow the user to evaluate the design concept in real time, prior to production. This will reduce the amount of patient visitations during the later stages, and allows the interactive device to be aligned with existing implants. Workshop 1.2 noted that machine learning is typically used to support the designer when balancing user requirements and post-processing constraints.
- (f)
Relationship between Measurement Devices for Data Acquisition and Virtual Reality, Augmented Reality, and Haptics
Raw data acquired from scanning devices is used to generate 3D models of the interactive device, in order to conform to the geometrical constraints of the end-user’s body. For the user to be fully immersed in virtual and augmented realities, sensory integration is required through tracking devices. From the workshops, it was concluded that, ideally, an effective tracking system would be accurate, reliable, capable of measuring absolute position and orientation, not affected by the environment, have fast processing times, and not be subjected to drift. However, there is no system that is capable of fulfilling these functions; therefore, a hybrid system would ideally be employed to benefit from the advantages of the individual tracking systems. This contributes to sensory integration by ensuring that haptic cues are synchronous.
- (g)
Relationship between Virtual Reality, Augmented Reality, Haptics and User-Centred Design
Virtual reality allows end-users to directly interact with the 3D model, promoting stakeholder participation for a UCD approach [
49,
50,
51,
52] to easily integrate user feedback into the design concept [
62,
86,
88,
89,
90]. Modifications can be made in real time, thus promoting a sense of autonomy in the patient, as the interactive device was designed to meet their requirements [
81].
Haptics allow the user to feel the virtual environment, increasing subjective realism and immersion into the virtual world. This contributes to a better UX, when the visual, audio, and haptic cues are synchronously combined. Both literature and workshops characterised haptics into tactile and kinaesthetic feedback [
61,
62,
63,
64].
In this context, it can be seen that customisation is essential in bespoke interactive devices, which need to conform to the patient’s body for a comfortable fit and thus promote adherence to therapy. AM is ideal for the production of wearable devices in low quantities, due to its inherent flexibility compared with traditional manufacturing processes.
Traditional manufacturing processes have a lengthy history in industry, resulting in established standards and guidelines. The main outcome of the DEFINED workshop is that there is not a variety of DFAM guidelines available, and there is a need for greater education in the sector. Many engineers lack knowledge of both AM and traditional manufacturing, resulting in a difficult path of AM adoption in large-scale production processes. New approaches for manufacturing education and processes are needed to support the adoption of the AM processes strengths without benchmarking performance against traditional manufacturing processes standards. This complies with studies showing that, due to recent developments in AM, knowledge about its opportunities is limited [
29,
30,
78,
91,
92,
93]. To effectively adopt AM technologies, designers will be required to acquire 3D modelling skills to enhance user outcomes [
82]. Otherwise, they will struggle with managing design procedures [
94].
Another outcome of this workshop was the need for a coherent DFAM tool to guide designers when taking AM considerations in their design practices. This result differs from that of the study conducted by Kumke et al. [
1], which states that the designer’s individual preference and experience require that a variety of DFAM tools should be available. These tools will help the designer to develop the skills cited by the literature and the workshops, facilitating the design of Additive Manufacturing of Bespoke Interactive Devices. These skills are:
Knowledge of 3D acquisition methods;
Knowledge of tools used in the free-from computational approach;
A more in-depth knowledge of the various additive manufacturing techniques (e.g., VAT—high resolutions, but the possibility of using a single material, problems such as suction cups, tilting of flat surfaces, mechanical removal of supports; Material Extrusion—high availability of materials, low cost, but lower resolutions, warping problems, etc.; Powder Bed Fusion—less need for supports, but warping and internal stress issues and powder trapping problems in channels, etc.);
Greater understanding of the properties of materials machined with AM (e.g., anisotropy, higher roughness, etc.);
Greater interdisciplinarity, soft skills and ability to manage complexity by dealing with/interacting with different fields (e.g., manufacturing, materials, computational approaches, electronics, knowledge of regulations, aspects related to ergonomics and a basic knowledge of the medical field).
User representation is crucial in bespoke interactive device design, and requires a collaboration of stakeholders throughout the design process. AM facilitates this, because of the rapid manufacturing of products, and the ease of adapting design concepts based on user feedback.


 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







