
Optimal Performance of Mg-SiC Nanocomposite: Unraveling the Influence of Reinforcement Particle Size on Compaction and Densification in Materials Processed via Mechanical Milling and Cold Iso-Static Pressing



Abstract
:1. Introduction
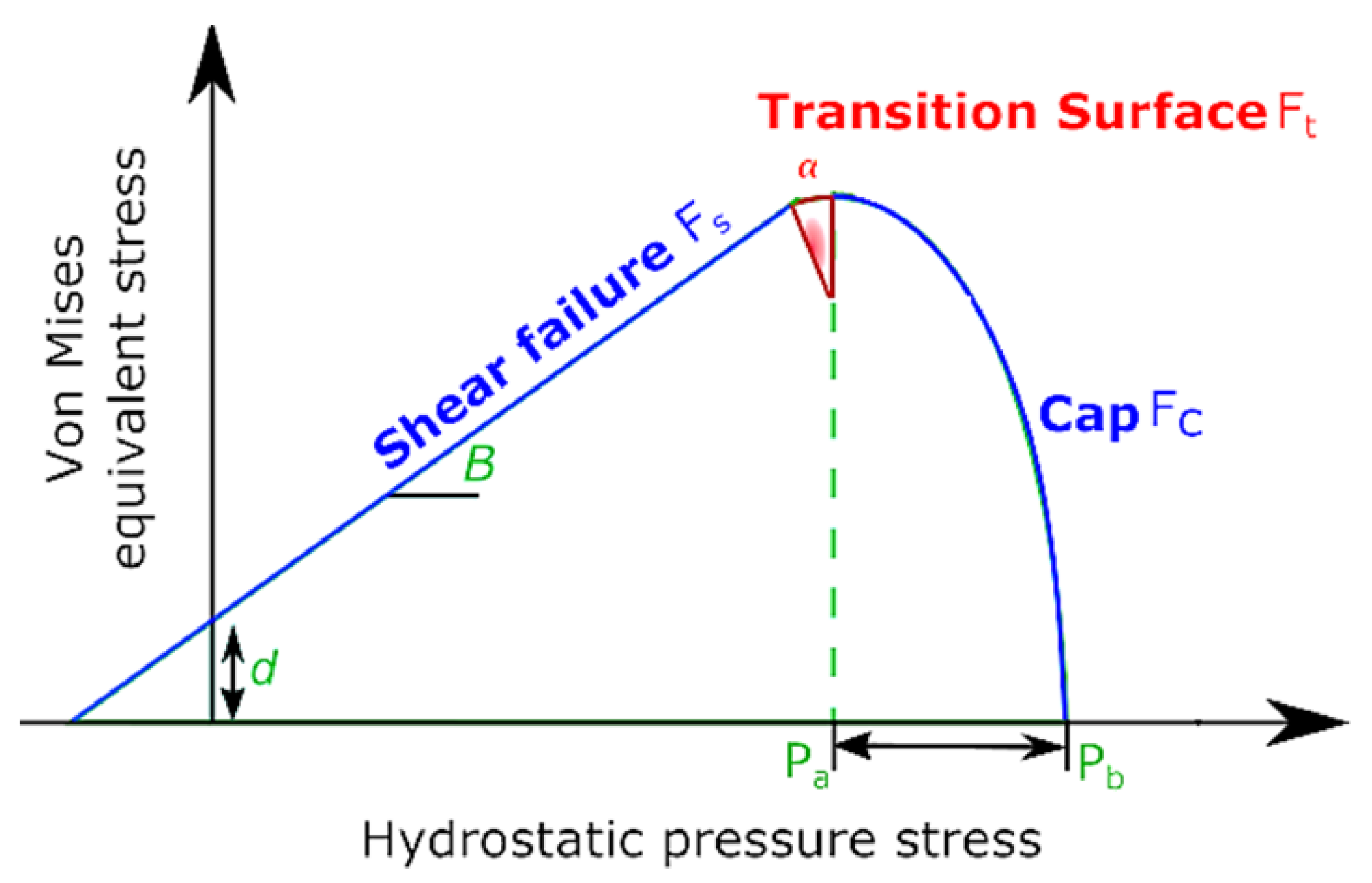
2. Modified Drucker-Prager Cap Constitutive Model and Related Parameters
3. Materials and Experimental Methods
3.1. Materials
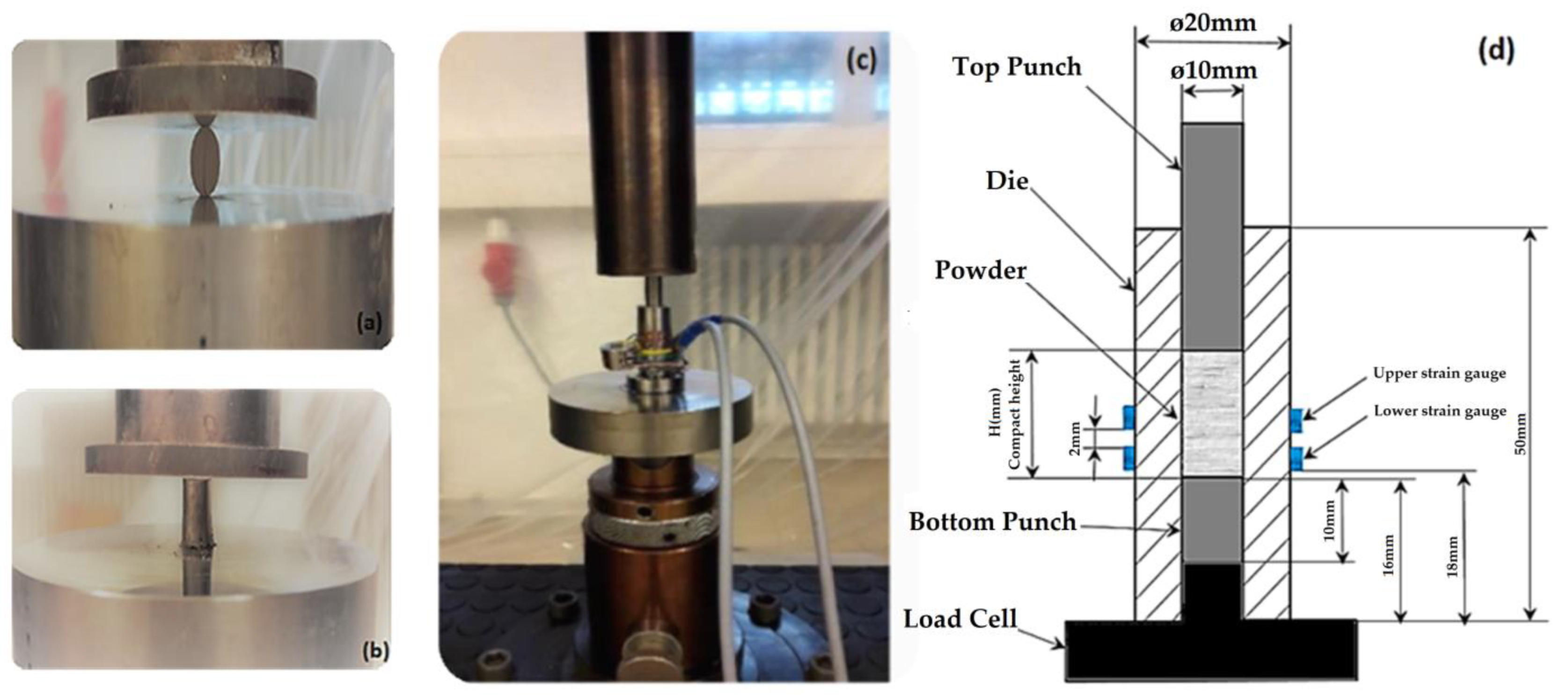
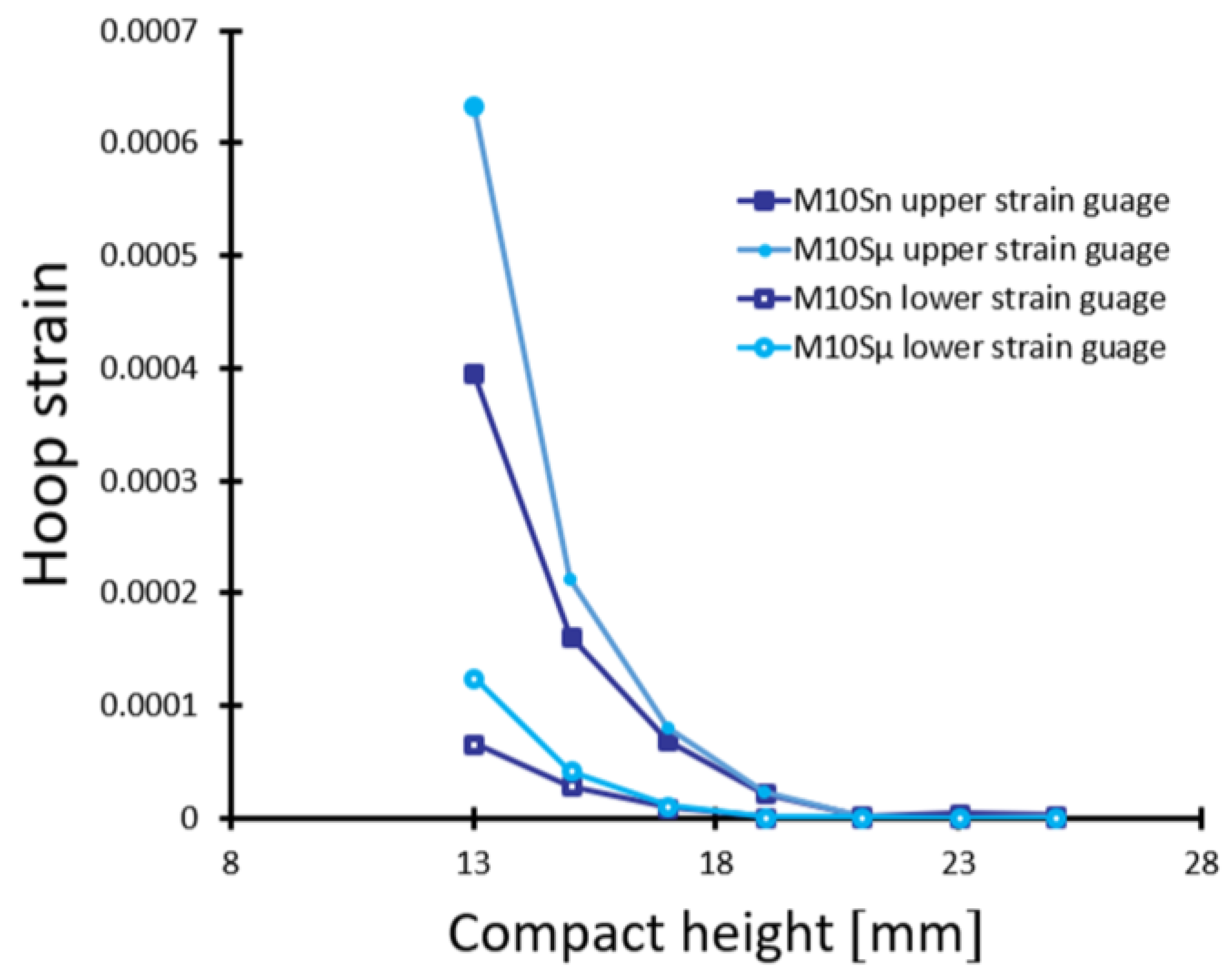
3.2. Experimental Methods
3.3. CIP Simulation
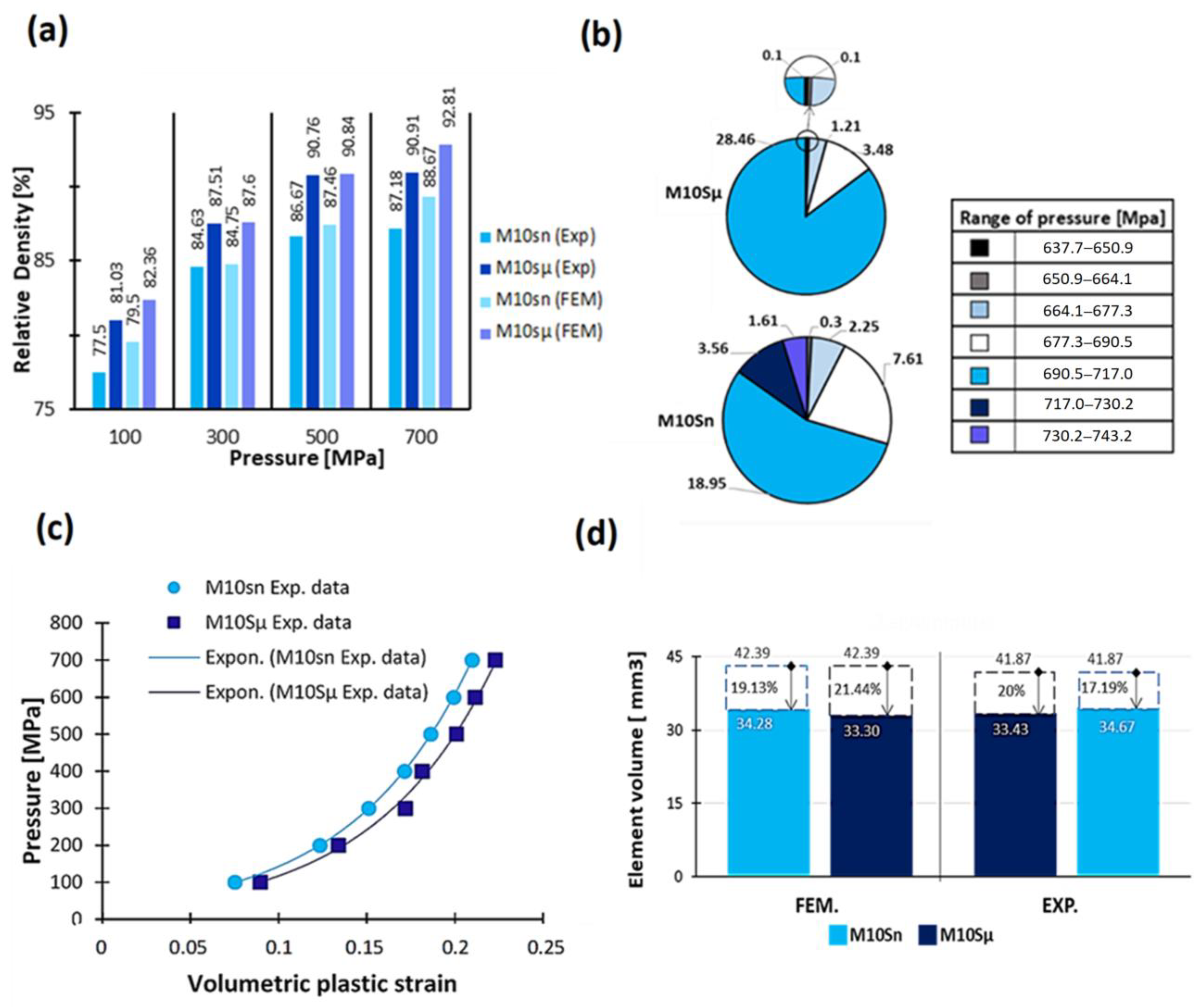
4. Results
5. Discussion
6. Conclusions
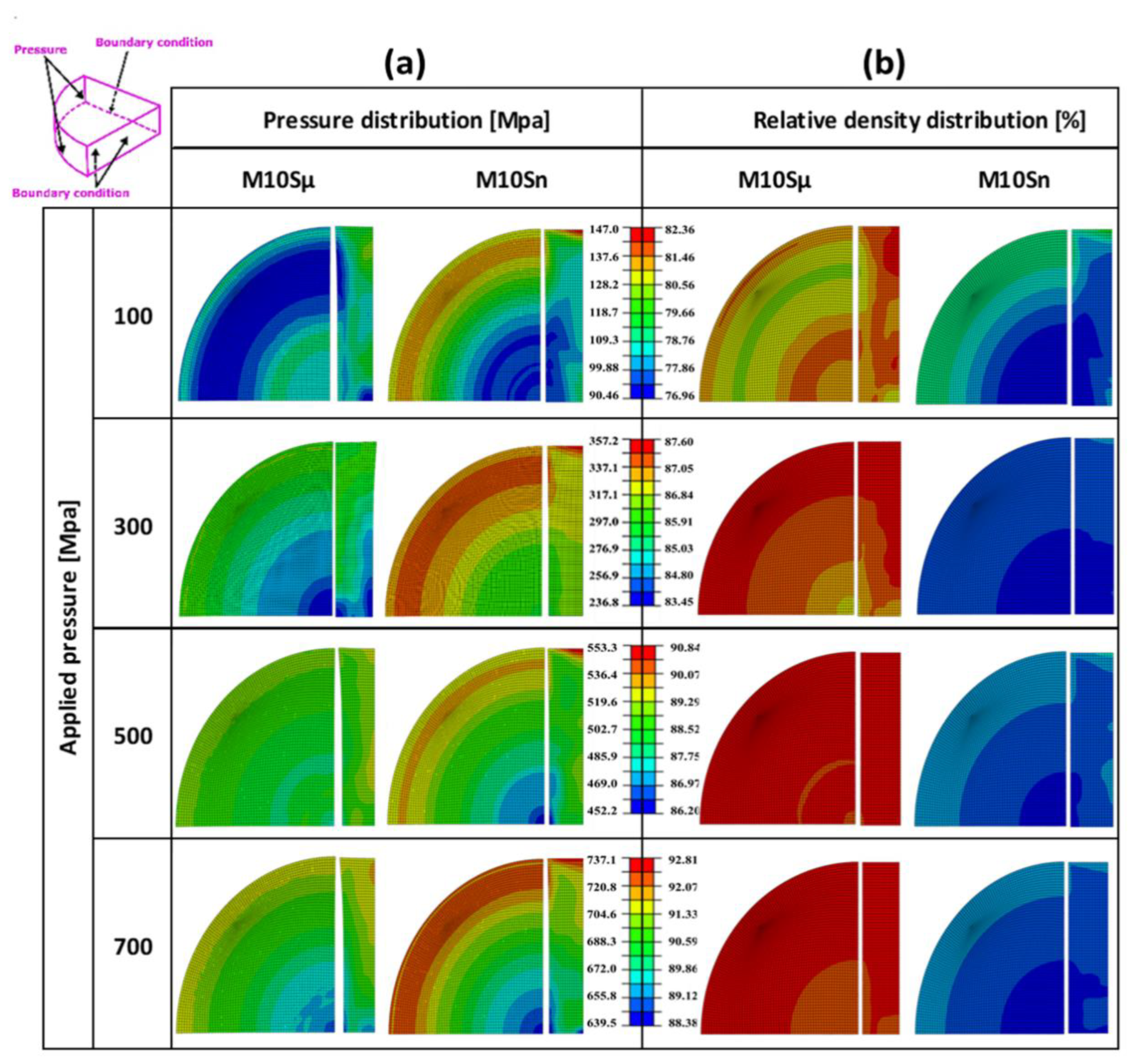
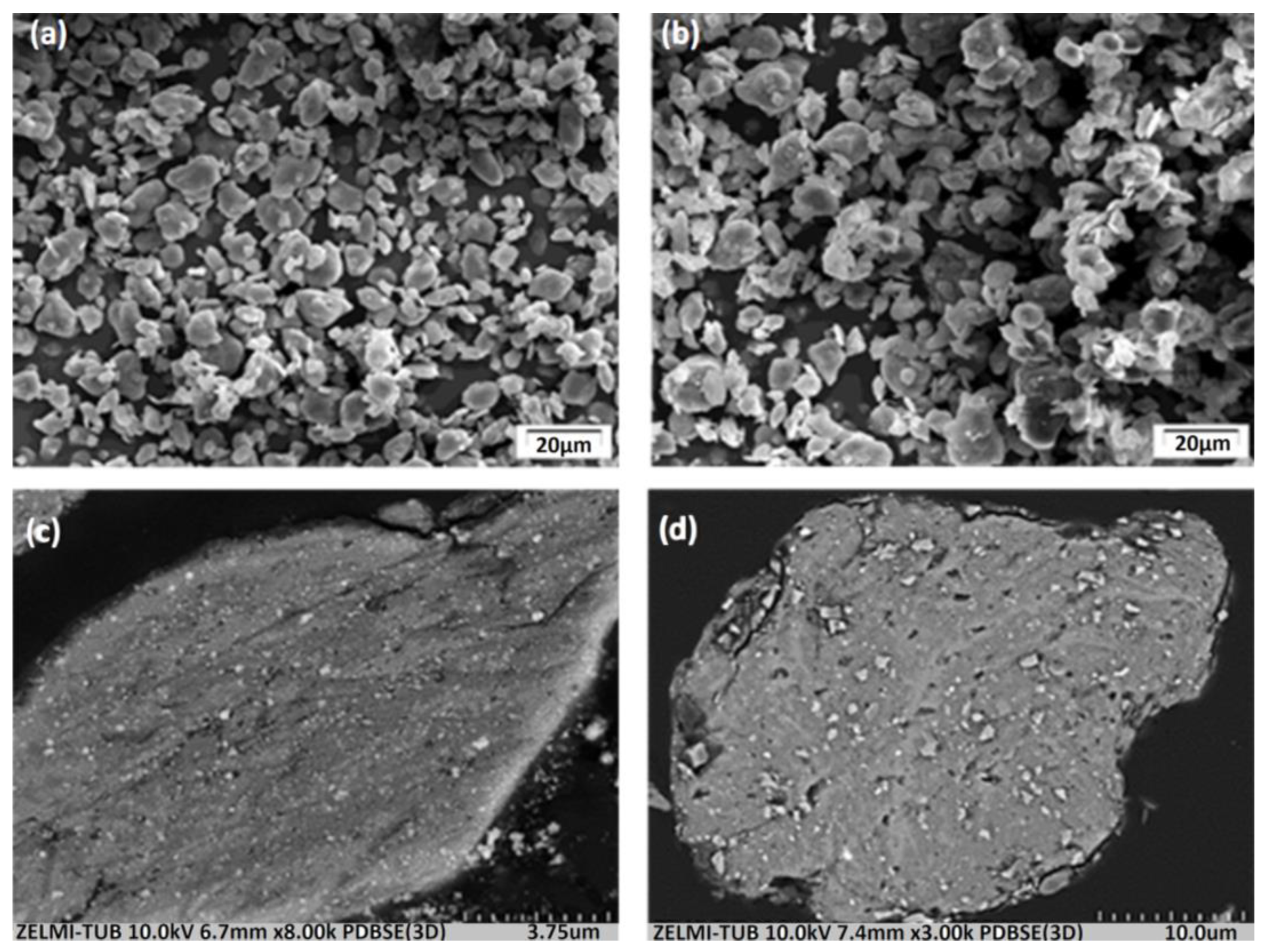
- Particle morphology plays a pivotal role in material cohesion and friction angle. The presence of fine and equiaxed particles in M10Sn decreases compressibility and densification compared to M10Sµ, which exhibits flake-like and irregular-shaped particles.
- The smaller grain size in M10Sn, relative to M10Sµ, introduces more grain boundaries, contributing to increased resistance to plastic deformation. Consequently, M10Sn exhibits lower cap eccentricity and faces more significant densification challenges.
- The distribution of reinforcement particles profoundly influences pressure and density distribution. Nano-sized SiC particles in M10Sn foster a more extensive contact surface area with the Mg matrix, leading to heterogeneous pressure distribution and density distribution compared to the M10Sµ composite.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Weight Loss with Magnesium Alloys|Science. 2023. Available online: https://www.science.org/doi/full/10.1126/science.1182848 (accessed on 1 March 2023).
- Luo, A.; Renaud, J.; Nakatsugawa, I.; Plourde, J. Magnesium castings for automotive applications. JOM 1995, 47, 28–31. [Google Scholar] [CrossRef]
- Ibrahim, I.A.; Mohamed, F.A.; Lavernia, E.J. Particulate reinforced metal matrix composites—A review. J. Mater. Sci. 1991, 26, 1137–1156. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel Nanoparticle-Reinforced Metal Matrix Composites with Enhanced Mechanical Properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Paknia, A.; Pramanik, A.; Dixit, A.R.; Chattopadhyaya, S. Effect of Size, Content and Shape of Reinforcements on the Behavior of Metal Matrix Composites (MMCs) under Tension. J. Mater. Eng. Perform. 2016, 25, 4444–4459. [Google Scholar] [CrossRef] [Green Version]
- Shen, M.J.; Ying, W.F.; Wang, X.J.; Zhang, M.F.; Wu, K. Development of High Performance Magnesium Matrix Nanocomposites Using Nano-SiC Particulates as Reinforcement. J. Mater. Eng. Perform. 2015, 24, 3798–3807. [Google Scholar] [CrossRef]
- Alam, M.E.; Han, S.; Nguyen, Q.B.; Salem Hamouda, A.M.; Gupta, M. Development of new magnesium based alloys and their nanocomposites. Scopus 2011, 509, 8522–8529. [Google Scholar] [CrossRef]
- Kim, K.T.; Choi, S.W.; Park, H. Densification Behavior of Ceramic Powder under Cold Compaction. J. Eng. Mater. Technol. 2000, 122, 238–244. [Google Scholar] [CrossRef]
- Ewsuk, K.G. Powder Granulation and Compaction; Elsevier: Amsterdam, The Netherlands, 2001. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Ng, C.W. Enhanced mechanical properties of an Al based metal matrix composite prepared using mechanical alloying. Mater. Sci. Eng. A 1998, 252, 203–211. [Google Scholar] [CrossRef]
- Zhong, X.L.; Gupta, M. Development of lead-free Sn-0.7Cu/Al2O3 nanocomposite solders with superior strength. J. Phys. D. Appl. Phys. 2008, 41, 1–7. [Google Scholar] [CrossRef]
- Henderson, R.J.; Chandler, H.W.; Akisanya, A.R.; Barber, H.; Moriarty, B. Finite element modelling of cold isostatic pressing. J. Eur. Ceram. Soc. 2000, 20, 1121–1128. [Google Scholar] [CrossRef]
- Shin, H.; Kim, J.B.; Kim, S.J.; Rhee, K.Y. A simulation-based determination of cap parameters of the modified Drucker-Prager cap model by considering specimen barreling during conventional triaxial testing. Comput. Mater. Sci. 2015, 100, 31–38. [Google Scholar] [CrossRef]
- Schomberg, A.K.; Diener, A.; Wünsch, I.; Finke, J.H.; Kwade, A. The use of X-ray microtomography to investigate the microstructure of pharmaceutical tablets: Potentials and comparison to common physical methods. Int. J. Pharm. X 2021, 3, 100090. [Google Scholar] [CrossRef]
- Mortazavi, B.; Novikov, I.S.; Podryabinkin, E.V.; Roche, S.; Rabczuk, T.; Shapeev, A.V.; Zhuang, X. Exploring phononic properties of two-dimensional materials using machine learning interatomic potentials. Appl. Mater. Today 2020, 20, 100685. [Google Scholar] [CrossRef]
- An, X.; Liu, Y.; Huang, F.; Jia, Q. MPFEM Modeling on the Compaction of Al/SiC Composite Powders with Core/Shell Structure. Powder Technol. 2018. [Google Scholar] [CrossRef] [Green Version]
- Salavati, M.; Rabczuk, T. First-principles investigation of N-triphenylene-graphdiyne nanosheets as an anode material for Na, K, Mg and Ca storage. Comput. Mater. Sci. 2019, 169, 109093. [Google Scholar] [CrossRef]
- Salavati, M.; Alajlan, N.; Rabczuk, T. Theoretical Prediction of P-Triphenylene-Graphdiyne as an Excellent Anode Material for Li, Na, K, Mg, and Ca Batteries. Appl. Sci. 2021, 11, 2308. [Google Scholar] [CrossRef]
- Salavati, M.; Mojahedin, A.; Shirazi, A.H.N. Mechanical responses of pristine and defective hexagonal boron-nitride nanosheets: A molecular dynamics investigation. Front. Struct. Civ. Eng. 2020, 14, 623–631. [Google Scholar] [CrossRef]
- Lu, C. Determination of Cap Model Parameters Using Numerical Optimization Method for Powder Compaction. Available online: https://epublications.marquette.edu/cgi/viewcontent.cgi?article=1058&context=dissertations_mu (accessed on 1 March 2023).
- Atrian, A.; Majzoobi, G.H.; Markert, B.; Nourbakhsh, S.H. A novel approach to calibrate the Drucker–Prager Cap model for Al7075 powder. Arch. Appl. Mech. 2018, 88, 1859–1876. [Google Scholar] [CrossRef]
- Zhou, M.; Huang, S.; Hu, J.; Lei, Y.; Xiao, Y.; Li, B.; Yan, S.; Zou, F. A density-dependent modified Drucker-Prager Cap model for die compaction of Ag57.6-Cu22.4-Sn10-In10 mixed metal powders. Powder Technol. 2017, 305, 183–196. [Google Scholar] [CrossRef]
- Buljak, V.; Baivier-Romero, S.; Kallel, A. Calibration of Drucker–Prager Cap Constitutive Model for Ceramic Powder Compaction through Inverse Analysis. Materials 2021, 14, 4044. [Google Scholar] [CrossRef]
- Han, L.H.; Elliott, J.A.; Bentham, A.C.; Mills, A.; Amidon, G.E.; Hancock, B.C. A modified Drucker-Prager Cap model for die compaction simulation of pharmaceutical powders. Int. J. Solids Struct. 2008, 45, 3088–3106. [Google Scholar] [CrossRef] [Green Version]
- Reiterer, M.; Kraft, T.; Janosovits, U.; Riedel, H. Finite element simulation of cold isostatic pressing and sintering of SiC components. Ceram. Int. 2004, 30, 177–183. [Google Scholar] [CrossRef]
- Mitra, B.; Hilden, J.; Litster, J.D. Compaction mechanics of plastically deformable dry granules. Powder Technol. 2016, 291, 328–336. [Google Scholar] [CrossRef]
- Rahimi Mehr, F.; Salavati, M.; Morgenthal, A.; Kamrani, S.; Fleck, C. Computational analysis and experimental calibration of cold isostatic compaction of Mg-SiC nanocomposite powders. Mater. Today Commun. 2021, 27, 102321. [Google Scholar] [CrossRef]
- Wagle, G.; Engel, R.; Bollina, R.; German, R. Statistical Analysis of Modified Drucker-Prager Cap Model Parameters for Application to Modeling Die Compaction. Adv. powder Metall. Part. Mater. 2003, 4, 4–24. [Google Scholar]
- Popescu, I.N.; Vidu, R. Densification Mechanism, Elastic-Plastic Deformations and Stress-Strain Relations of Compacted Metal-Ceramic Powder Mixtures (Review). Sci. Bull. Valahia Univ. Mater. Mech. 2018, 16, 7–12. [Google Scholar] [CrossRef]
- Liu, Y.; Guo, X.; Lu, H.; Gong, X. An investigation of the effect of particle size on the flow behavior of pulverized coal. Procedia Eng. 2015, 102, 698–713. [Google Scholar] [CrossRef] [Green Version]
- Alamolhoda, S.; Heshmati-Manesh, S.; Ataie, A.; Badiei, A. Role of process control agents on milling behavior of Al and TiO2 powder mixture to synthesize TiAl/Al2O3 nano composite. Int. J. Mod. Phys. Conf. Ser. 2012, 05, 638–645. [Google Scholar] [CrossRef]
- Benesovski, F. Fundamental principles of powder metallurgy. von W. D. Jones, London, Edward Arnold Publishers Ltd., 1960, 1032 S., 316 abb., 81 tab., Leinen, £ 7 7s net. Mater. Corros. 1962, 13, 54. [Google Scholar] [CrossRef]
- Villatte, L.; Rua-Taborda, M.-I.; Ndayishimiye, A.; Randall, C.A.; Largeteau, A.; Goglio, G.; Elissalde, C.; Bordère, S. Mechanisms and energetics in the early stages of solvent-assisted low-temperature sintering of ZnO. Materialia 2022, 22, 101418. [Google Scholar] [CrossRef]
- Hübler, D.S. From Mechanically Milled Powders to Mg-SiC Nanocomposites: Relationships between Processing, Microstructure and Mechanical Properties. 2022. Available online: https://depositonce.tu-berlin.de/handle/11303/13861 (accessed on 1 March 2023).
- Liu, Y.B.; Lim, S.C.; Lu, L.; Lai, M.O. Recent development in the fabrication of metal matrix-particulate composites using powder metallurgy techniques. J. Mater. Sci. 1994, 29, 1999–2007. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Al-Aqeeli, N. Mechanically alloyed nanocomposites. Prog. Mater. Sci. 2013, 58, 383–502. [Google Scholar] [CrossRef]
- Bhat, T.S.; Venkatesh, T.A. On the relationships between hardness and the elastic and plastic properties of transversely isotropic power-law hardening materials. J. Mater. Res. 2022, 37, 3599–3616. [Google Scholar] [CrossRef]
- Quandt, A.; Popov, I.; Tománek, D. Superior Hardness and Stiffness of Diamond Nanoparticles 2020. Carbon 162, 497–501. [CrossRef] [Green Version]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Mg Average Particle Size | SiC Average Particle Size | SiC Particle Vol% |
|---|---|---|---|
| M10Sµ (Mg+ Submicron size SiC) | 40 µm | ⪅1 µm | 10% |
| M10Sn (Mg+ Nano size SiC) | 40 µm | 50 nm | 10% |
| Testing Procedure | Description | Parameter, Unit |
|---|---|---|
| axial compression test | cohesion of material | d, MPa |
| Radial compression test | friction angle | β, degree |
| Instrumented die compaction test | Cap eccentricity | R |
| CIP experiment | Pressure (Hardening law) | Pb, Mpa |
| Sample | Parameter | |||
|---|---|---|---|---|
| d, (Cohesion of Material, MPa) | β, (Friction Angle, Degree) | R (Cap Shape Parameter) | Hardening Law | |
| M10Sµ | 0.375 | 76.67 | 1.77 | p = 30.071 𝑒 14.508 |
| M10Sn | 0.36 | 76.6 | 0.53 | p = 33.434 𝑒 14.508 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahimi Mehr, F.; Kamrani, S.; Fleck, C.; Salavati, M. Optimal Performance of Mg-SiC Nanocomposite: Unraveling the Influence of Reinforcement Particle Size on Compaction and Densification in Materials Processed via Mechanical Milling and Cold Iso-Static Pressing. Appl. Sci. 2023, 13, 8909. https://doi.org/10.3390/app13158909
Rahimi Mehr F, Kamrani S, Fleck C, Salavati M. Optimal Performance of Mg-SiC Nanocomposite: Unraveling the Influence of Reinforcement Particle Size on Compaction and Densification in Materials Processed via Mechanical Milling and Cold Iso-Static Pressing. Applied Sciences. 2023; 13(15):8909. https://doi.org/10.3390/app13158909
Chicago/Turabian StyleRahimi Mehr, Fatemeh, Sepideh Kamrani, Claudia Fleck, and Mohammad Salavati. 2023. "Optimal Performance of Mg-SiC Nanocomposite: Unraveling the Influence of Reinforcement Particle Size on Compaction and Densification in Materials Processed via Mechanical Milling and Cold Iso-Static Pressing" Applied Sciences 13, no. 15: 8909. https://doi.org/10.3390/app13158909
APA StyleRahimi Mehr, F., Kamrani, S., Fleck, C., & Salavati, M. (2023). Optimal Performance of Mg-SiC Nanocomposite: Unraveling the Influence of Reinforcement Particle Size on Compaction and Densification in Materials Processed via Mechanical Milling and Cold Iso-Static Pressing. Applied Sciences, 13(15), 8909. https://doi.org/10.3390/app13158909