
Dynamic Torsional Stiffness of Reducers and Its Testing Method


Abstract
:1. Introduction
2. Dynamic Characteristics of Torsional Stiffness
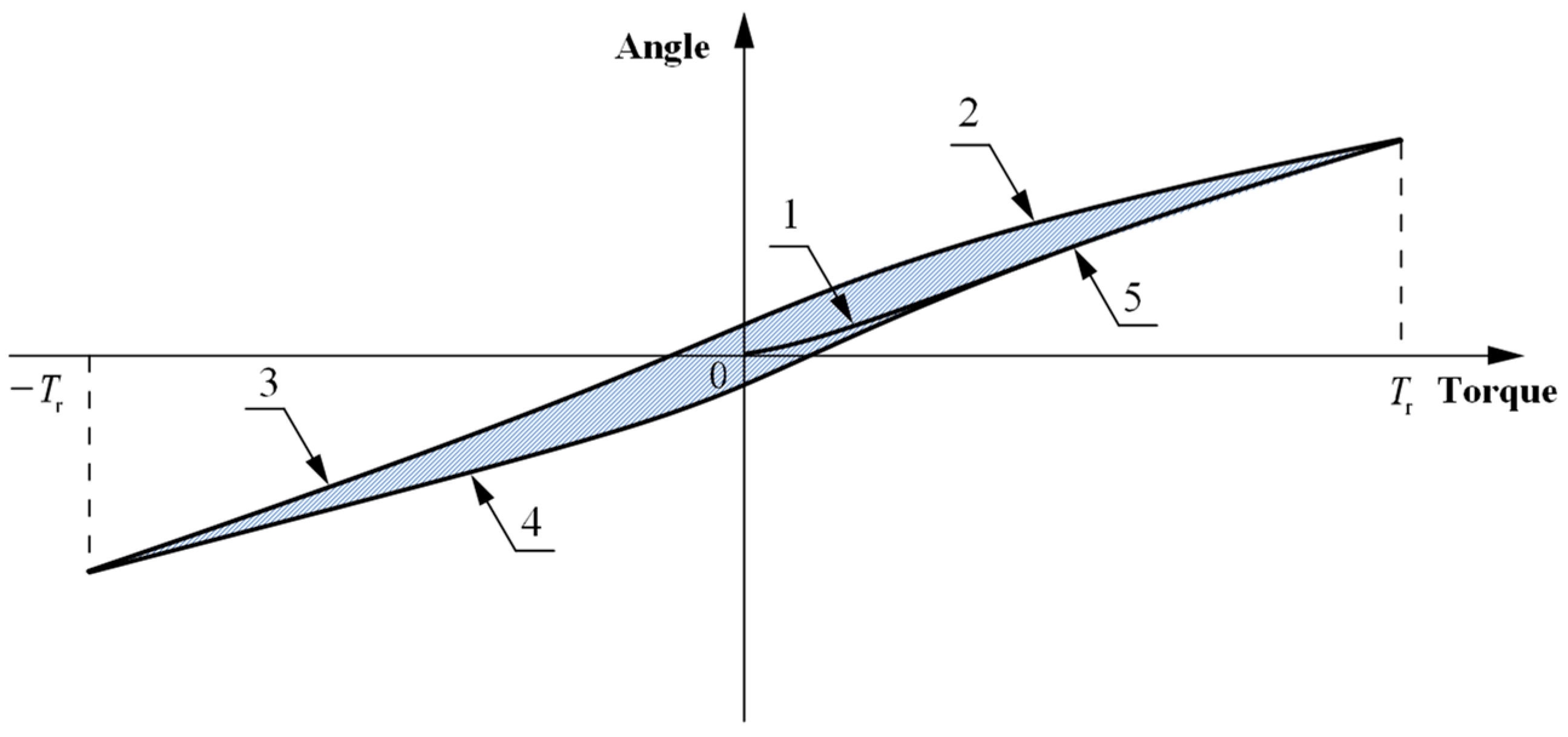
2.1. Static Torsional Stiffness
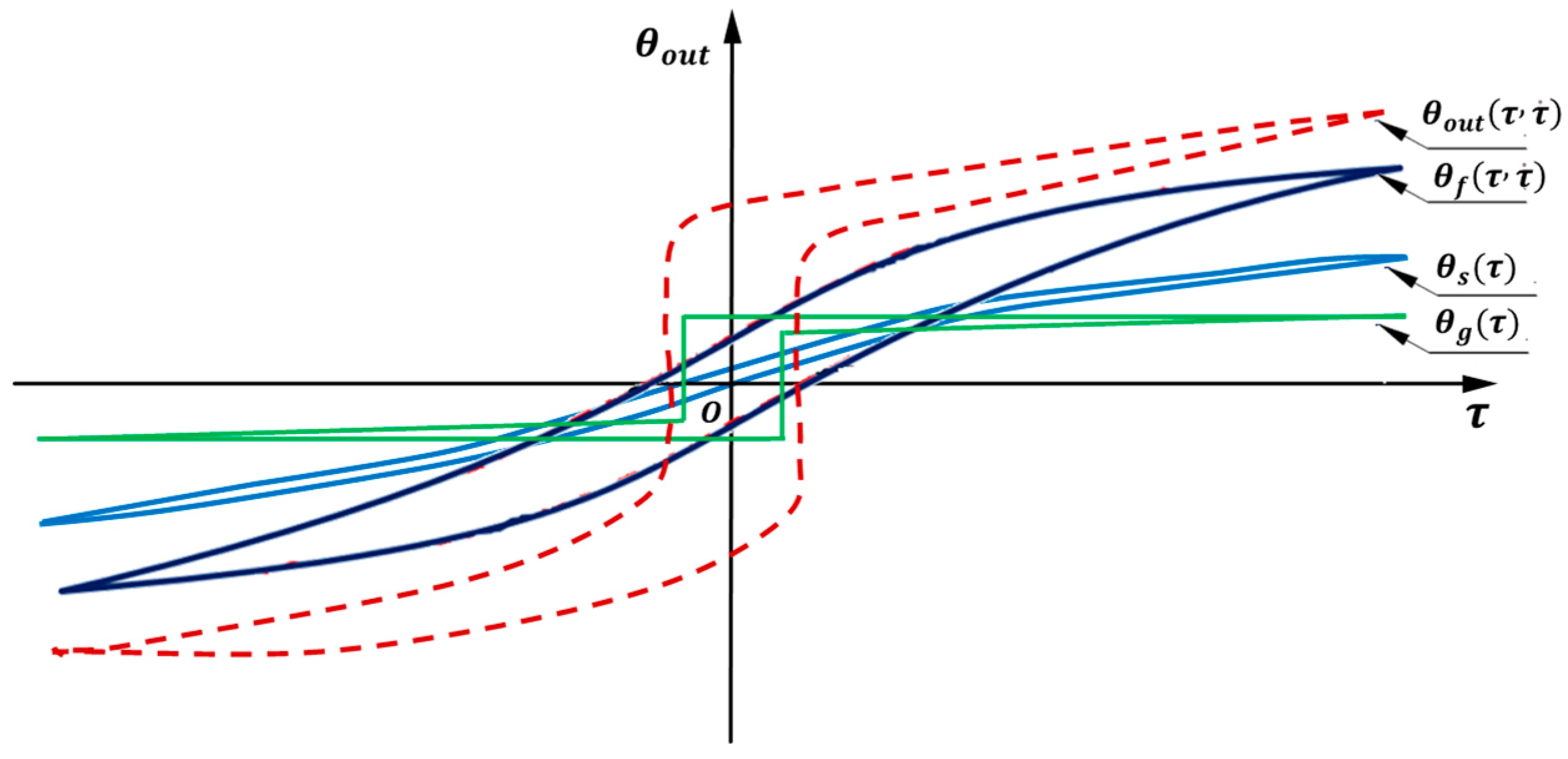
2.2. Effect of the Loading Rate Dependence on Hysteresis Curve Method
2.3. Dynamic Torsional Stiffness
3. Measurement of Torsional Stiffness Using Transmission Error Method
3.1. Test Principle
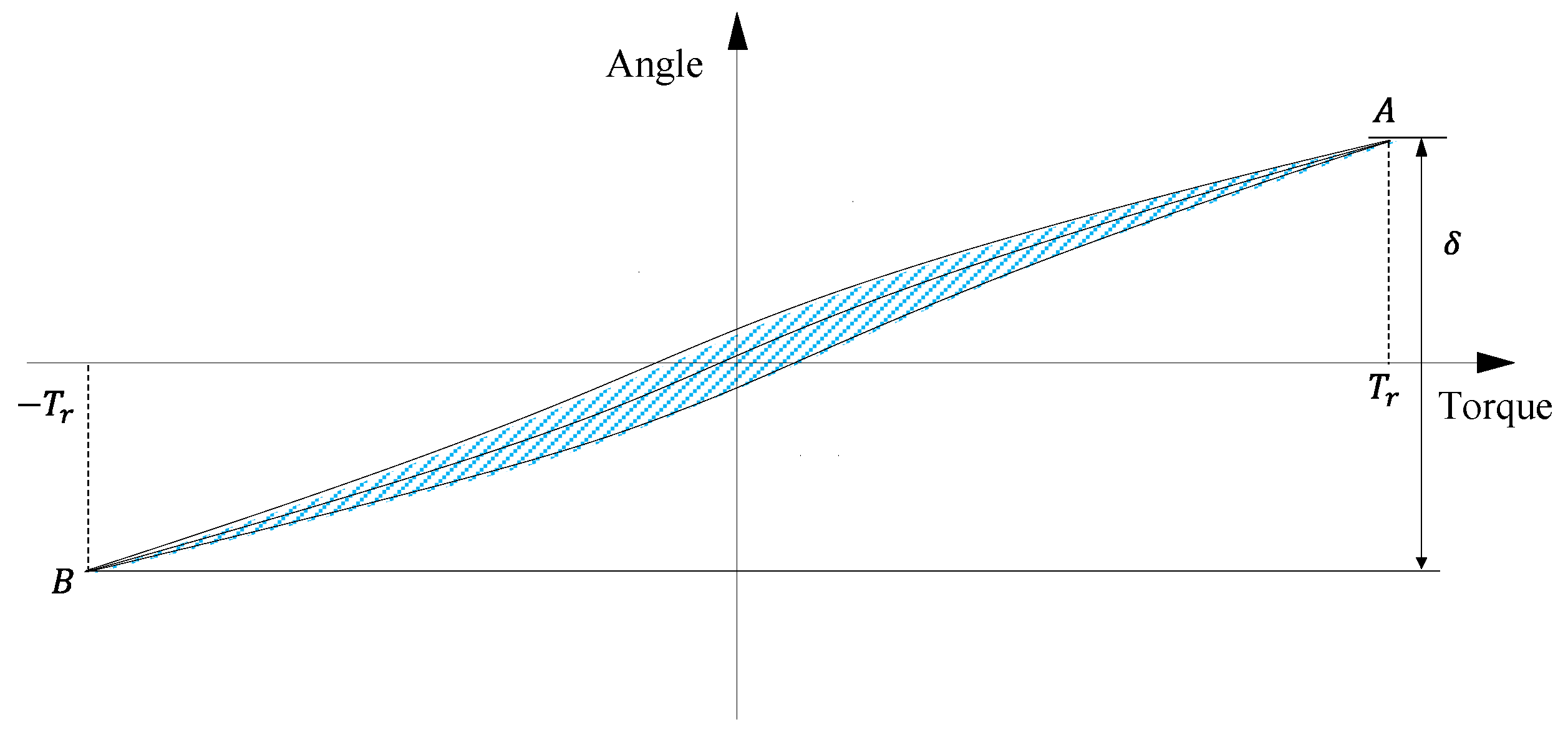
3.2. Unification with Hysteresis Curve Method
3.3. Torsional Stiffness Testing of Reducers under All Operating Conditions
4. Experimental Procedure
4.1. Experimental Details
4.2. Hysteresis Curve Method for Testing Torsional Stiffness
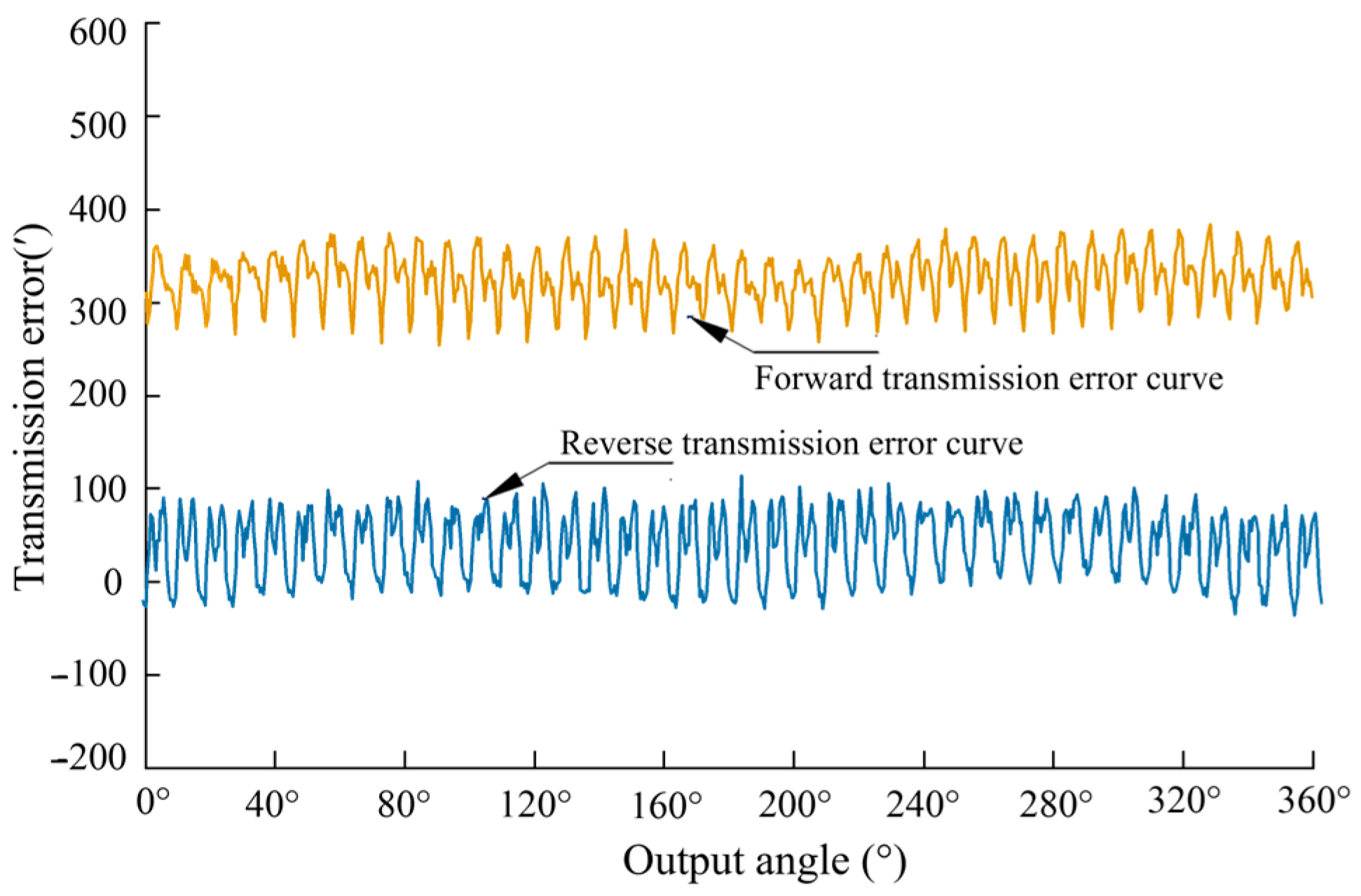
4.3. Transmission Error Method for Testing Torsional Stiffness
- (1)
- Small reducers are typically employed in scenarios with lower demands for transmission precision or load-bearing capacity, such as in applications like toy robots or food service robots. Consequently, the performance requirements of transmission components such as gears, gear shafts, bearings, and other related parts, as well as the precision requirements for overall assembly, tend to be less stringent. This results in a relatively moderate transmission performance for small-scale reducers, making them susceptible to occurrences such as gear mesh impacts, gear disengagement, and similar phenomena. As a consequence, this can lead to more pronounced torque fluctuations, further contributing to significant variations in the actual torsional stiffness.
- (2)
- The large reducers mentioned in this study, on the other hand, are designed for precision applications in the fields of industrial robotics, collaborative robotics, and similar domains. These precision reducers exhibit significantly higher transmission precision and load-bearing capacity for components such as gears and bearings, as well as stricter requirements for overall assembly accuracy compared to small-scale reducers. Consequently, their operation is characterized by greater stability, resulting in reduced torque fluctuation amplitudes and a relatively stable actual torsional stiffness.
4.4. Torsional Stiffness Test of Reducer under All Operating Conditions
5. Value and Application
- (1)
- Torsional stiffness testing under different loads aligns better with the actual working conditions of the reducer.
- (2)
- The hysteresis curve method is inefficient and unsuitable for industrial applications, whereas the transmission error method offers higher testing efficiency and enables online full inspection.
- (3)
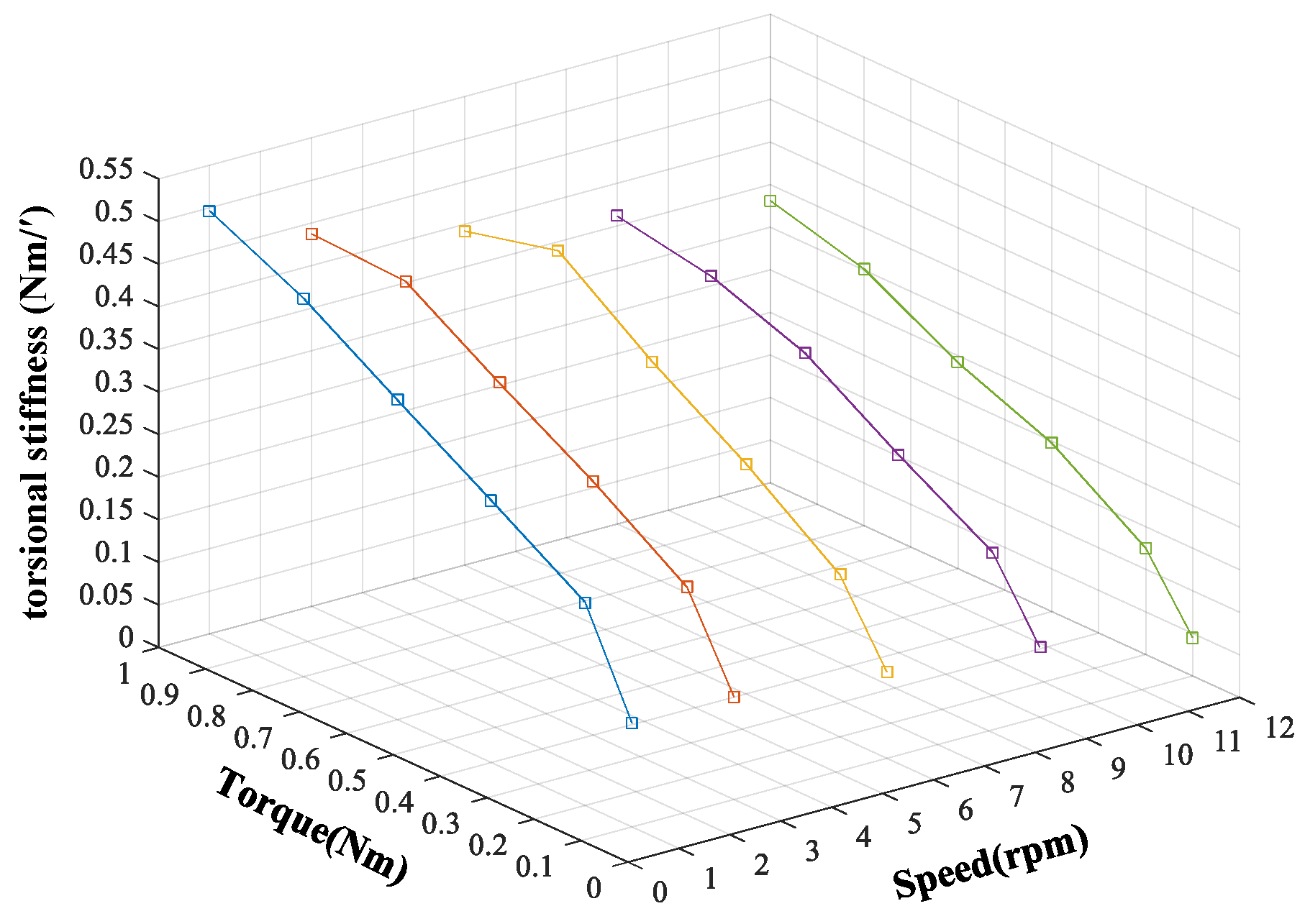
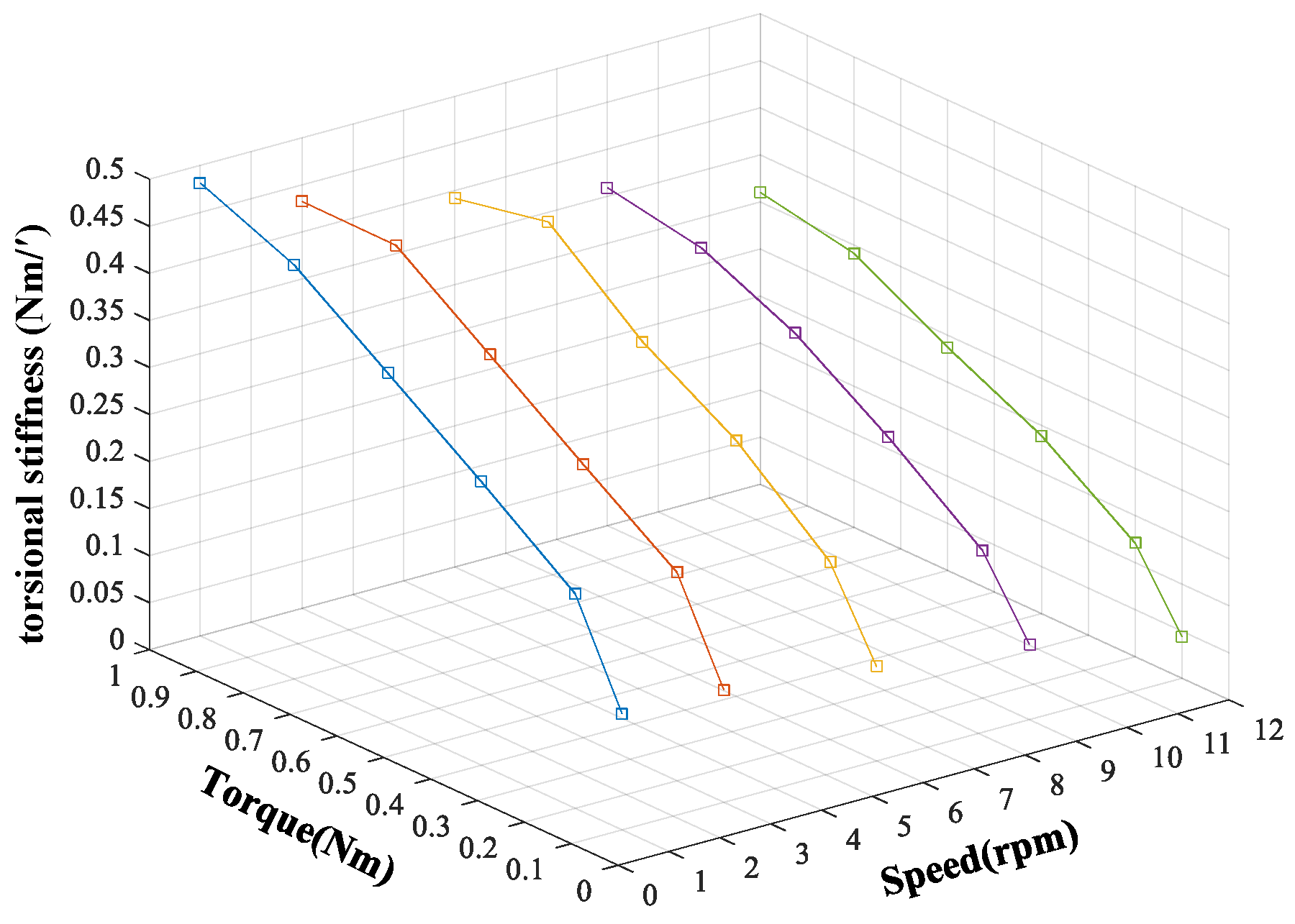
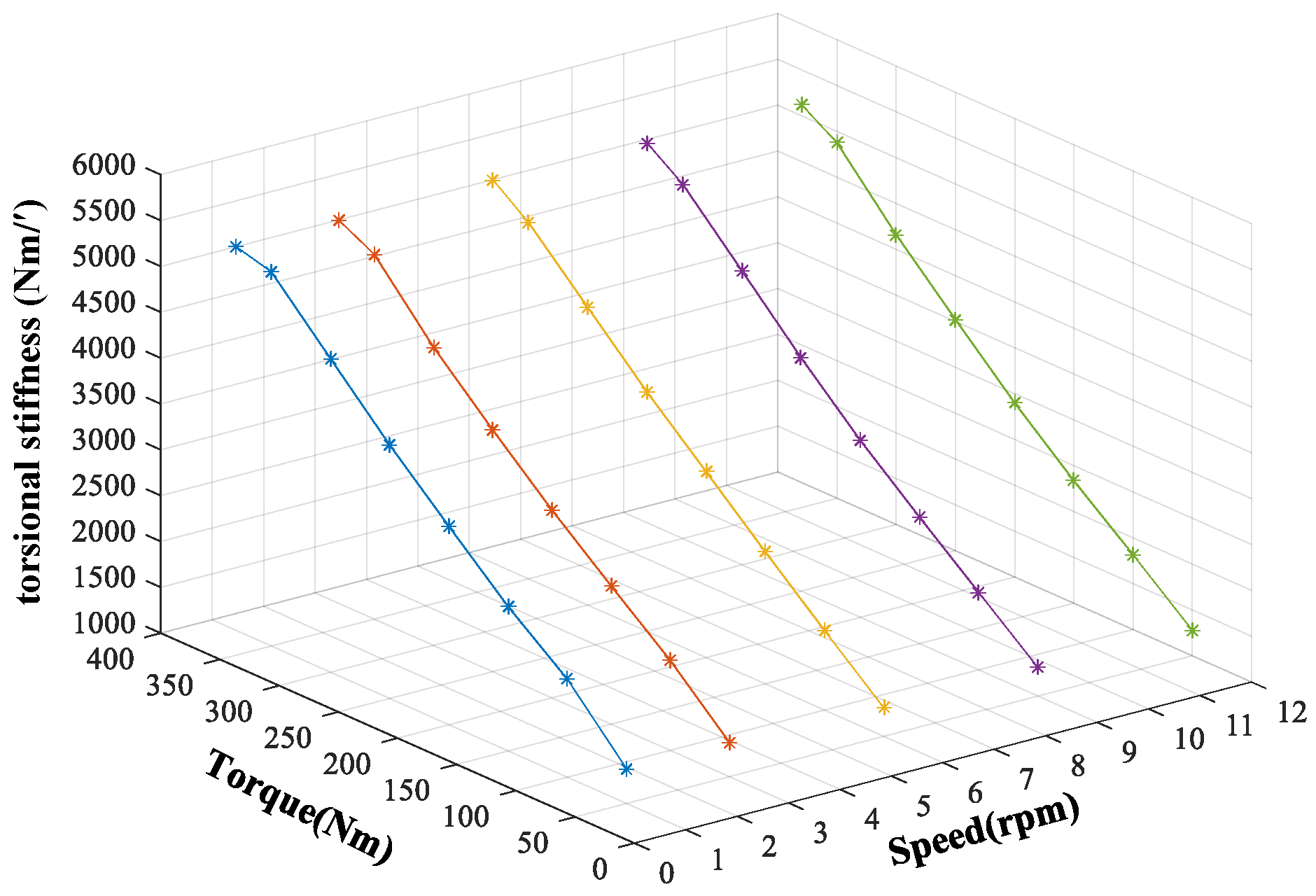
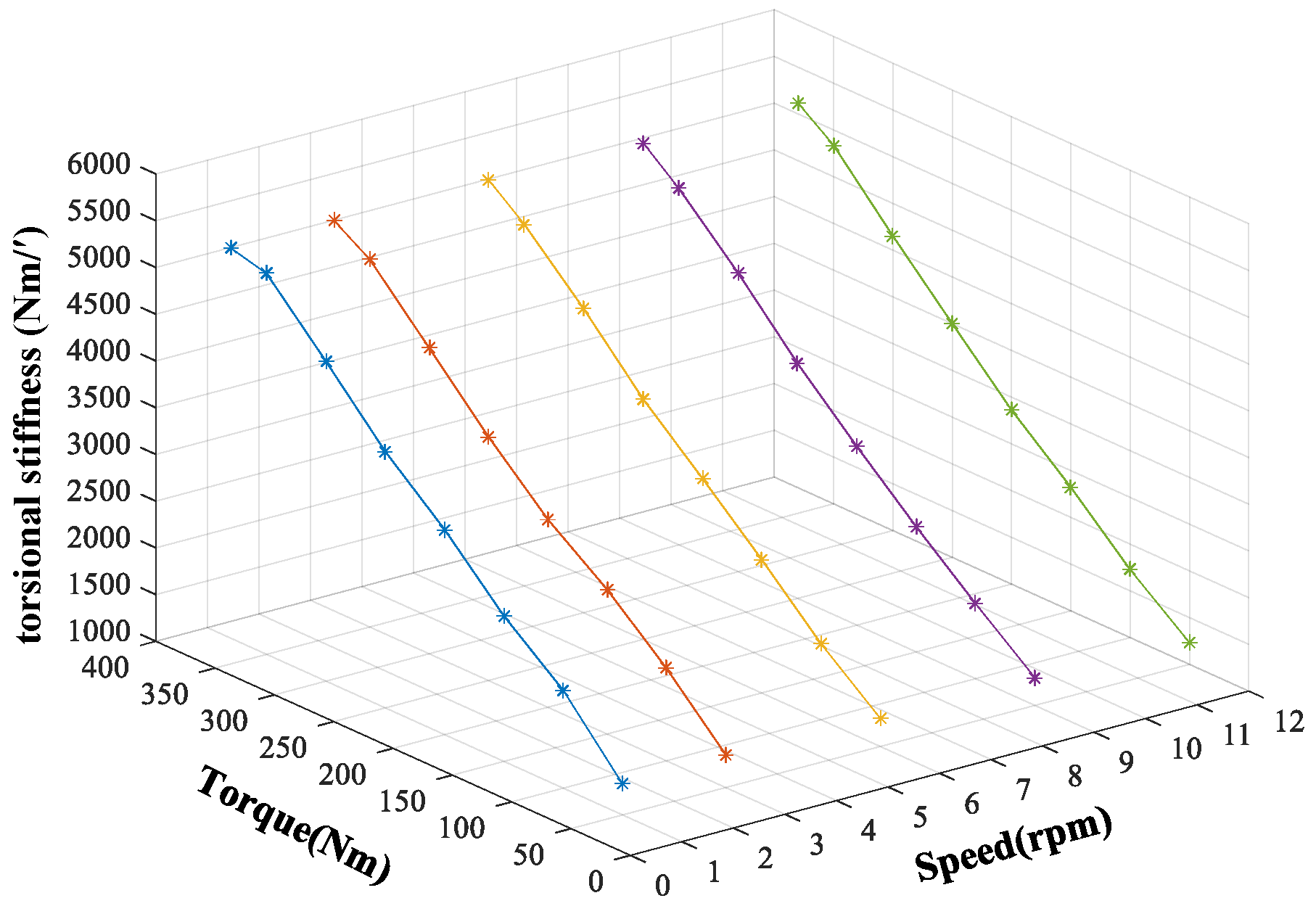
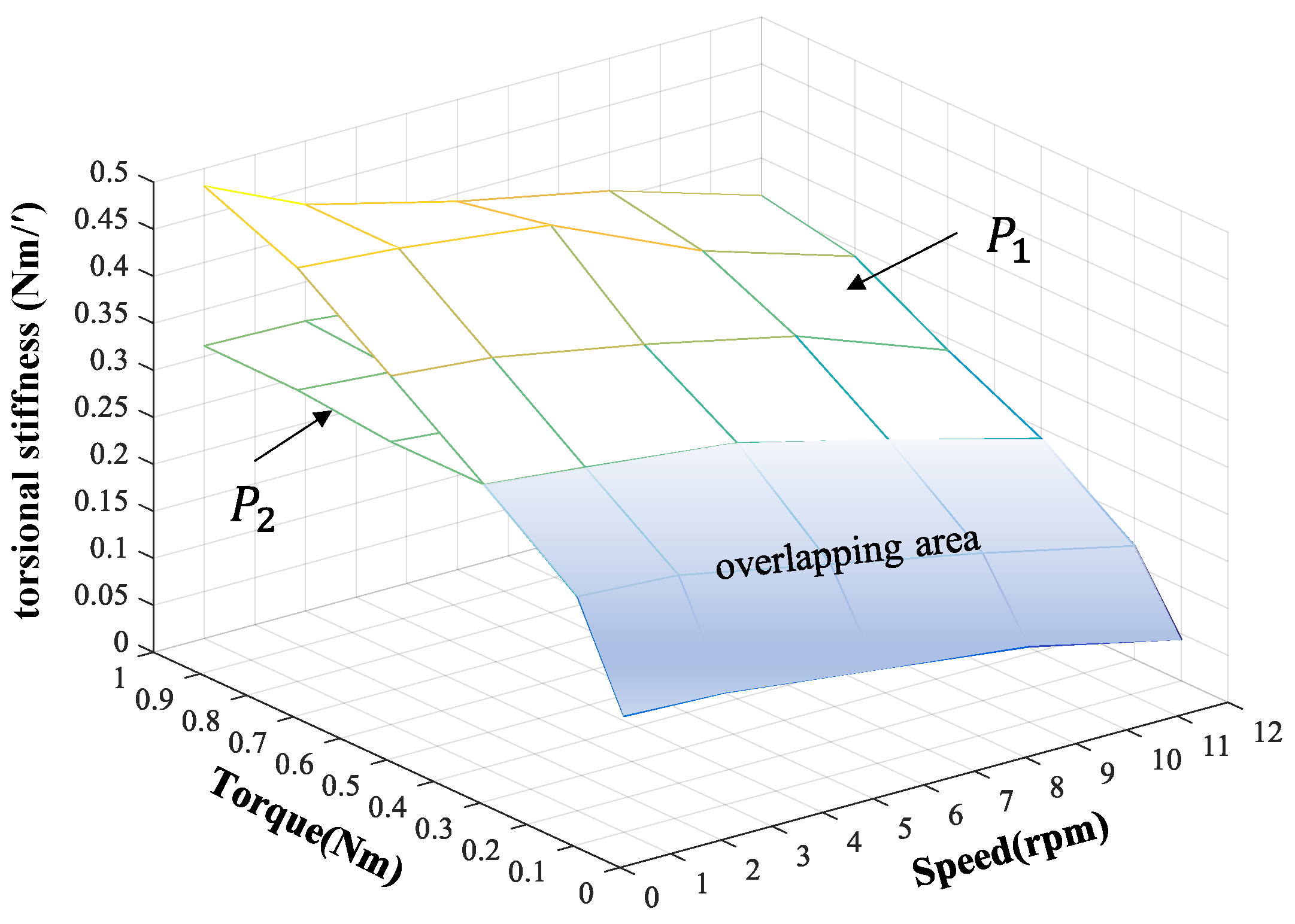
- Acquiring complete information about the reducer’s torsional stiffness in various working conditions. This method’s significant advantage lies in obtaining comprehensive information about the torsional stiffness of the reducer (demonstrated in Figure 16 and Figure 18, etc.). This information empowers application personnel to adjust the reducer’s speed and torque, ensuring that its torsional stiffness consistently meets usage requirements. For example, in Figure 19, the torsional stiffness, torque, and speed surfaces of the small reducer during normal operation are represented by P1, while the fault surface is depicted as P2. An overlap exists between the two surfaces. Consequently, as long as the reducer’s torque and speed during operation fall within the overlap area, its torsional stiffness will meet the usage requirements, and there would be no need to replace the faulty reducer.
6. Conclusions
- (1)
- The reducer’s torsional stiffness is not static but dynamic. A novel concept called “dynamic torsional stiffness” was introduced to accurately represent the reducer’s torsional stiffness under real working conditions. An analytical formula for this dynamic torsional stiffness was provided.
- (2)
- A testing method for dynamic torsional stiffness in reducers, based on the transmission error method, was proposed. The theoretical demonstration confirmed its feasibility and its consistency with the hysteresis curve method.
- (3)
- Experimental research was conducted to explain the limitations of the hysteresis curve method. Additionally, the dynamic characteristics of torsional stiffness and the effectiveness of the transmission error method were verified. As a result, the torsional stiffness information of the reducer under all operating conditions was obtained.
- (4)
- The transmission error method takes into account the actual working conditions of the reducer, and its results comprehensively consider the influences of torque and speed, while also avoiding the effects of loading rate dependency. Therefore, the test results are more accurate and reliable, making it more valuable in both theoretical analysis and practical engineering applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- GB/T 40731–2021; Method of Test and Evaluation for Lost Motion of Precision Reducer. State Administration for Market Regulation and Standardization Administration: Beijing, China, 2021.
- Maeck, J.; Roeck, G.D. Dynamic Bending and Torsion Stiffness Derivation from Modal Curvatures and Torsion Rates. J. Sound Vib. 1999, 225, 153–170. [Google Scholar] [CrossRef]
- Peter, B.; Leif, K. The frequency, amplitude and magnetic field dependent torsional stiffness of a magneto-sensitive rubber bushing. Int. J. Mech. Sci. 2012, 60, 54–58. [Google Scholar]
- Sheng, B.; Li, S.; Ding, H.; Wei, B. Dynamic Torsion Stiffness Analysis of Gear-type Rubber Coupling. J. Mech. Transm. 2013, 37, 129–139. [Google Scholar]
- Xu, H.; Shi, Z.; Yu, B.; Wang, H. Optimal measurement speed and its determination method in the transmission precision evaluation of precision reducers. Appl. Sci. 2019, 9, 2146. [Google Scholar] [CrossRef] [Green Version]
- Cheng, H.; Shi, Z.; Yu, B.; Zhu, Y.; Ding, H. Experiment research on hysteresis measurement of the small-size joint of service robot. Chin. J. Sci. Instrument 2020, 41, 48–57. [Google Scholar]
- Xue, S.; Entwistle, R.; Mazhar, I.; Howard, I. The spur planetary gear torsional stiffness and its crack sensitivity under quasi-static conditions. Eng. Fail. Analysis 2016, 63, 106–120. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Howard, I. The torsional stiffness of involute spur gears. Proc. Inst. Mech. Eng. Part C-J. Mech. Eng. Sci. 2004, 218, 131–142. [Google Scholar] [CrossRef]
- Ruderman, M.; Bertram, T.; Iwasaki, M. Modeling, observation, and control of hysteresis torsion in elastic robot joints. Mechatronics 2014, 24, 407–415. [Google Scholar] [CrossRef]
- Yang, H.; Zhu, Y.; Chen, Y.; Shen, G. Analysis of the Characteristics of Torsional Stiffness of RV Reducer. J. Tianjin Univ. (Sci. Technol.) 2015, 48, 111–118. [Google Scholar]
- Gu, J. Study on Torsional Stiffness and Dynamic Problems in Harmonic Reducer with Dual Rigid Gear. Ph.D. Dissertation, Shanghai University, Shanghai, China, 2021. [Google Scholar]
- Jin, H.; Ren, W.; Zhu, P. Influence of Torsional Stiffness on Load Sharing Characteristics of Power Split Transmission System. J. Aerosp. Power 2019, 34, 2478–2489. [Google Scholar]
- Shi, Z.; Cheng, H.; Yu, B.; Li, H. Loading Rate Dependence of Reducer Hysteresis and Its Influence on Lost Motion Test. Machines 2022, 10, 765. [Google Scholar] [CrossRef]
- Litvin, F.; Daniele, V.; Kenji, Y. Reduction of noise of loaded and unloaded misaligned gear drives. Reduct. Noise Loaded Unloaded Misaligned Gear Drives 2006, 117, 262–268. [Google Scholar] [CrossRef]
- Munro, R. Effect of geometrical errors on the transmission of motion between gears. Proc. Inst. Mech. Eng. Conf. Proc. 2006, 184, 79–84. [Google Scholar] [CrossRef]
- Shi, Z.; Kang, Y.; Lin, J. A comprehensive dynamics model and dynamic response analysis of a spur gear pair based on gear pair integrated error. J. Mech. Eng. 2022, 46, 56–61. [Google Scholar] [CrossRef]
- Stadtfeld, H. The ultimate motion graph. ASME J. Mech. Des. 2000, 122, 316–322. [Google Scholar] [CrossRef]
- Visintin, A. Reviewed Work: Hysteresis and Phase Transitions. SIAM Rev. 1997, 39, 559–561. [Google Scholar]
- Kennedy, M.P.; Chua, L.O. Hysteresis in electronic circuits: A circuit theorist’s perspective. Int. J. Circ. Theory Appl. 1991, 19, 471–515. [Google Scholar] [CrossRef]
- Bernard, Y.; Mendes, E.; Bouillault, F. Dynamic hysteresis modeling based on Preisach model. IEEE Trans. Magn. 2002, 38, 885–888. [Google Scholar] [CrossRef]
- Fang, J.C.; Chen, M.; Li, H.T. Hysteresis modeling for harmonic drive in DGMSCMG gimbal system. Opt. Precis. Eng. 2014, 22, 2950–2958. [Google Scholar] [CrossRef]
- Zhaoyao, S.H.I.; Huiming, C. Status and prospects of domestic and international research on robot actuator testing technology. J. Harbin Eng. Univ. 2023, 44, 679–688. [Google Scholar]
- Merola, A.; Colacino, D.; Cosentino, C.; Amato, F. A parsimonious friction model for efficient identification and compensation of hysteresis with non-local memory. Int. J. Model. Identif. Control 2015, 23, 85–91. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Program | Small-Size Reducer | Large Precision Reducer |
|---|---|---|
| Torque range | 0–10 Nm | 0–1500 Nm |
| Torque measurement accuracy | ±0.1% F.S | ±0.1% F.S |
| Circular grating resolution | ±1.44″ | ±1″ |
| Type | Rate Torque | Max Speed | Lost Motion |
|---|---|---|---|
| Small-size reducer | 1.0 Nm | 70 rpm | 3.6° |
| Large precision reducer | 380 Nm | 70 rpm | 2′ |
| Type | Position | Condition 1 | Condition 2 | Condition 3 |
|---|---|---|---|---|
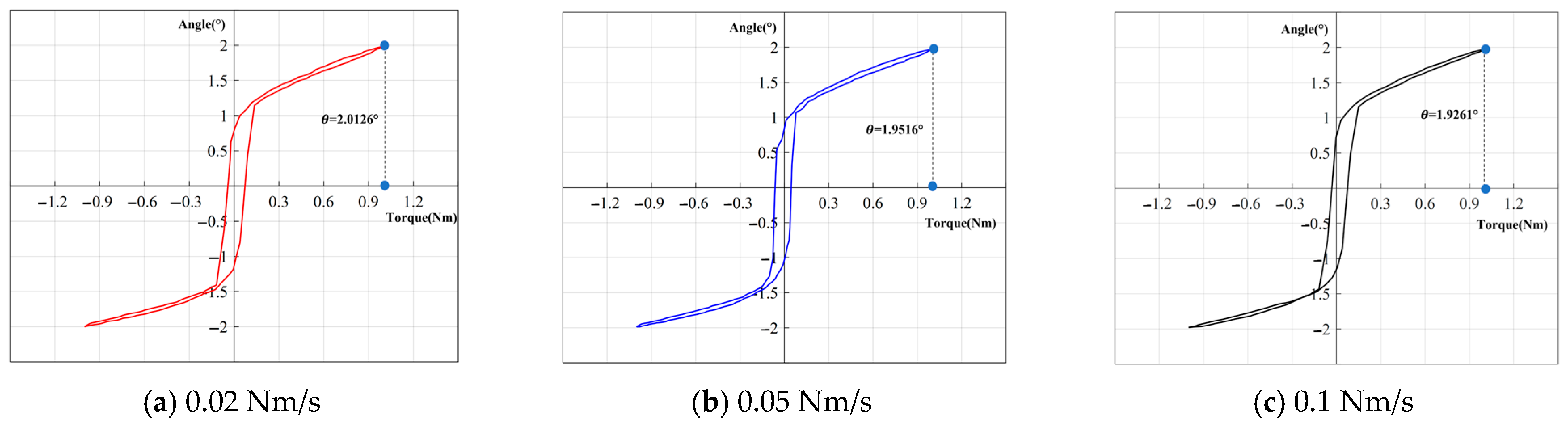
| Small-size reducer | 180° | 0.02 Nm/s | 0.05 Nm/s | 0.1 Nm/s |
| Large precision reducer | 180° | 1 Nm/s | 2.5 Nm/s | 5 Nm/s |
| Type | Result 1 | Result 2 | Result 3 |
|---|---|---|---|
| Small-size reducer | 0.4969 Nm/° | 0.5124 Nm/° | 0.5192 Nm/° |
| Large precision reducer | 5235.1212 Nm/° | 5474.5840 Nm/° | 5633.3852 Nm/° |
| Type | Load Torque | Condition 1 | Condition 2 | Condition 3 |
|---|---|---|---|---|
| Small-size reducer | 1.0 Nm | 1 rpm | 5 rpm | 10 rpm |
| Large precision reducer | 380.0 Nm | 1 rpm | 5 rpm | 10 rpm |
| Type | Result 1 | Result 2 | Result 3 |
|---|---|---|---|
| Small-size reducer | 0.4964 Nm/° | 0.3880 Nm/° | 0.3517 Nm/° |
| Large precision reducer | 5184.8820 Nm/° | 5179.6992 Nm/° | 5120.2587 Nm/° |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, H.; Shi, Z.; Yu, Z.; Zuo, G. Dynamic Torsional Stiffness of Reducers and Its Testing Method. Appl. Sci. 2023, 13, 9277. https://doi.org/10.3390/app13169277
Cheng H, Shi Z, Yu Z, Zuo G. Dynamic Torsional Stiffness of Reducers and Its Testing Method. Applied Sciences. 2023; 13(16):9277. https://doi.org/10.3390/app13169277
Chicago/Turabian StyleCheng, Huiming, Zhaoyao Shi, Zhiyong Yu, and Guangxiang Zuo. 2023. "Dynamic Torsional Stiffness of Reducers and Its Testing Method" Applied Sciences 13, no. 16: 9277. https://doi.org/10.3390/app13169277
APA StyleCheng, H., Shi, Z., Yu, Z., & Zuo, G. (2023). Dynamic Torsional Stiffness of Reducers and Its Testing Method. Applied Sciences, 13(16), 9277. https://doi.org/10.3390/app13169277