1. Introduction
Steel bars are the main material of building structures, and their use is huge and increasing year by year. In order to facilitate transportation, most of the steel bars produced by factories are transported in disc shape. However, in the construction process, it is necessary to straighten, bend, and cut the steel bars, and process them into various sizes and shapes according to actual needs [
1,
2,
3,
4,
5,
6,
7,
8,
9,
10,
11,
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22,
23]. With the development and application of computer technology, intelligent steel processing machinery continues to emerge, the quality of steel bar products processed has also been greatly improved, and the gap with foreign steel processing equipment is also shortening. Wang Liangwen and others designed and developed the GWG20 automatic angle steel bar hoop bending machine, in which the angle of the hoop is determined mechanically, the angle can be continuously changed according to actual needs, the equipment cost is low, and the reliability is high [
4]. According to the working principle and control requirements of the 5/12 automatic steel bar bending machine, Liu Le and others designed a numerical control system for the 5/12 automatic steel bar bending machine, established the mathematical model of the servo system by analytical method, and studied its stable performance, steady-state performance, and dynamic performance, which improved the intelligent level of the steel bar hoop bending machine [
5]. Chen Kangyuan and others carried out simulation analysis and research on the forming mechanism of steel bar straightening and cutting and hoop bending, and they analyzed the relationship between stress, strain, and various curvatures in the process of steel bar straightening from the straightening theory, which provided a reference for the theoretical research of a hoop bending machine [
6]. Li Yang and others used the μC/OS-II real-time operating system and STM32 embedded processor to design a new hoop bending machine control platform and completed the hardware structure design and the migration and modification of the operating system according to the requirements of the hoop bending machine control platform [
7]. Yuan Zhipeng and others creatively proposed a new structure for a double stirrup die stirrup bending machine, and they used ANSYS/LS-DYNA finite element analysis software to establish a finite element model of the stirrup bending system, simulating the process of steel bar bending and verifying the reliability of the structure [
8]. Jiang Ying and others further optimized the structure and system of the existing steel bar bending machine and designed a steel bar bending machine with adjustable support, which fully meets the requirements of modern steel bar bending machines, reduces costs, and realizes the miniaturization of the steel bar bending machine [
9]. Xiao Wenhao and others developed a pure hydraulic five-head steel bar bending machine composed of five bending heads, I-beam machine base, pure hydraulic drive system, and control system, which has convenient and reliable positioning of the machine head and a stable control system, in order to realize multi-line efficient and high-quality processing of stirrups [
10]. R. Sasikala and others improved the existing hydraulic steel bar hoop bending machine with a pneumatic system, reducing costs and increasing productivity [
11]. Zhou Zeyun and others designed a new type of steel bar bending mechanism, which realized the process of putting the steel bar into the mesh first and then bending. The mechanism not only meets the requirements of the process of putting the steel bar first into the mesh and then bending but also serves as the actuator of the six-axis robot to further realize the intelligent control of the steel bar bending process [
12]. In recent years, studies have shown that the steel bar bending machine is an important piece of equipment for steel bar processing, and a large number of scholars have studied its structure and control system; therefore, new products, new processes, and new technologies are constantly emerging.
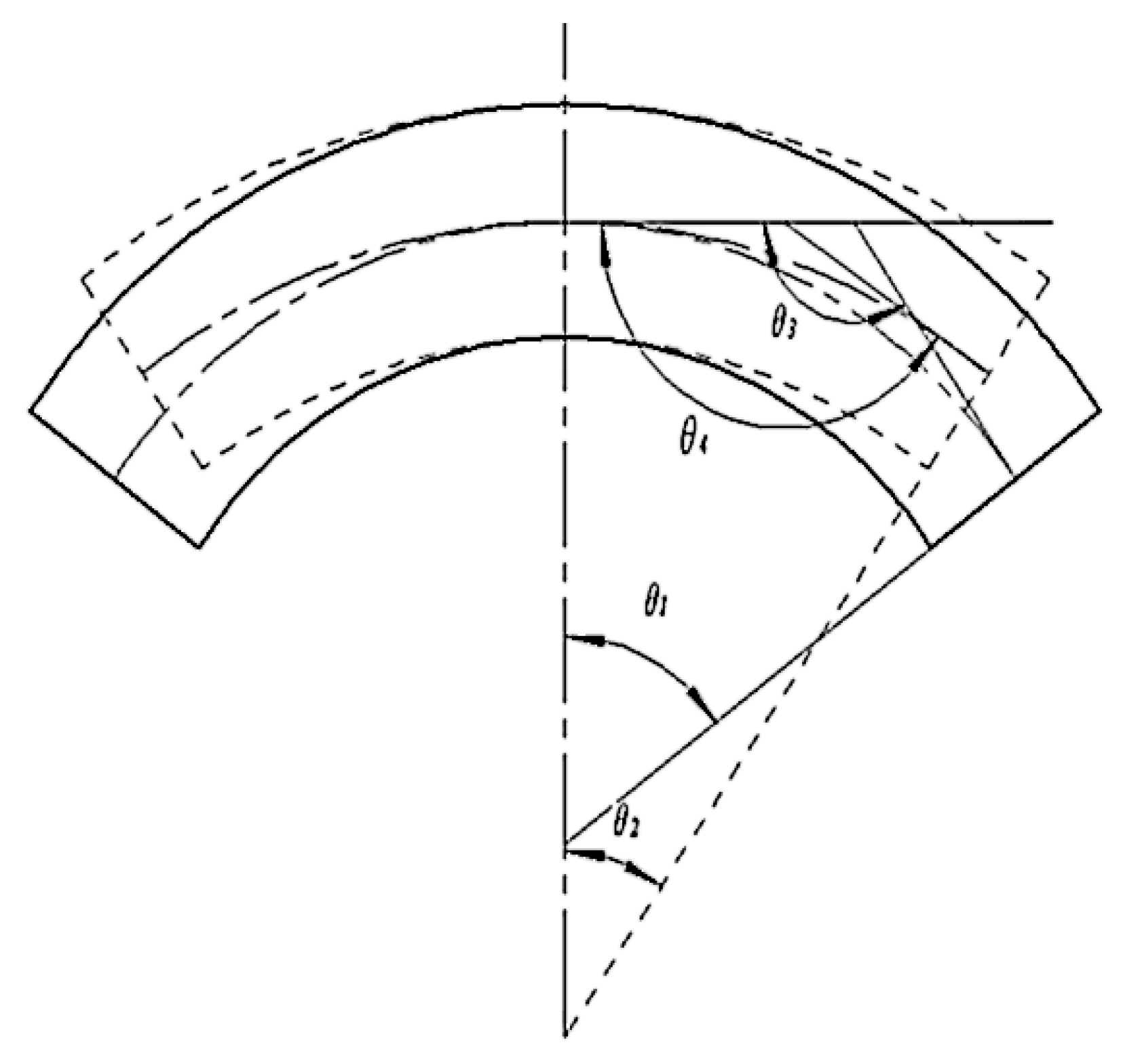
However, steel bar bending hoop processing belongs to processes of elastoplastic deformation and complex deformation at the same time [
13,
14,
15]; the residual stress in the reinforcement during the processing will cause the hoop angle to spring back, thus affecting the product quality and accuracy. Yan Shuli and others carried out bending hoop experiments at different angles on steel bars of different materials and specifications; by establishing a mathematical model, the experimental data were compared with the theoretical calculation results, and the experimental data were used to modify the theoretical calculation formula so that the theoretical calculation formula of the springback angle was more perfect [
16]. Cai Wei and others used ABAQUS analysis software to simulate the coreless bending of an OCr18Ni9 pipe and studied the influence of process parameters such as bending angle, bending speed, and wall thickness on the bending springback angle of the material [
17]. Zheng Xijian and others used ANSYS/LS-DYNA finite element analysis software to analyze the influencing factors of steel bar bending and forming on the springback angle, finally analyzed the significance of the influencing factors of the springback angle by orthogonal experimental method, and modified the springback angle formula [
18]. Shang Zhongping applied MARC finite element software to establish a bending model and analyzed the effects of bending hoop speed and bending axis rotation radius on the springback angle [
19]. Zhu Chaoqiang conducted a large number of bending and forming experiments on 1Cr18Ni9Ti pipe, analyzed the factors affecting the bending springback of the pipe, and concluded that the springback angle increased with the increase in bending angle and relative bending radius [
20]. Chen Hua used DynaForm simulation software to analyze the influence of yield strength on the resilience performance of V-shaped parts by taking HC550/980DP, HC700/980DP, and HC980FG high-strength steels of different yield strengths as research objects [
21]. Guo Long and others used the three-point bending experimental device to conduct bending experiments on 1500 MPa ultra-high-strength martensitic steel and analyzed the effects of downward pressure speed, thickness, bending radius, and relative bending radius on the bending resilience of materials [
22]. He Xu developed an online measurement technology for monitoring rotational tensile bending springback that uses a laser transmitter and receiving device to detect part displacement changes; because the laser measurement method does not need the workpiece to be removed from the tooling system, this method was created to improve product quality and productivity while improving the flexibility of the production route [
23]. Mai Rui proposed a compensation mechanism based on the principle of implicit equation iteration, so that the final shape of the part converges to the target shape through iterative finite compensation [
24]. Wang Zili and others provided a numerical approximation springback prediction and compensation method for SVC MT, compared the calculation accuracy of the three springback numerical approximation methods, and concluded that the Runge–Kutta method has the highest prediction accuracy [
25]. Wu Peijun and others used DynaForm software to perform springback simulation experiments on L-shaped parts and analyzed the thickness, edge pressing force, and corner radius of the concave and convex die by orthogonal test method [
26]. The above study finds that the problem of bending springback is common in the material molding process, which seriously affects the accuracy and quality of finished parts, and springback control is a complex and urgent research topic.
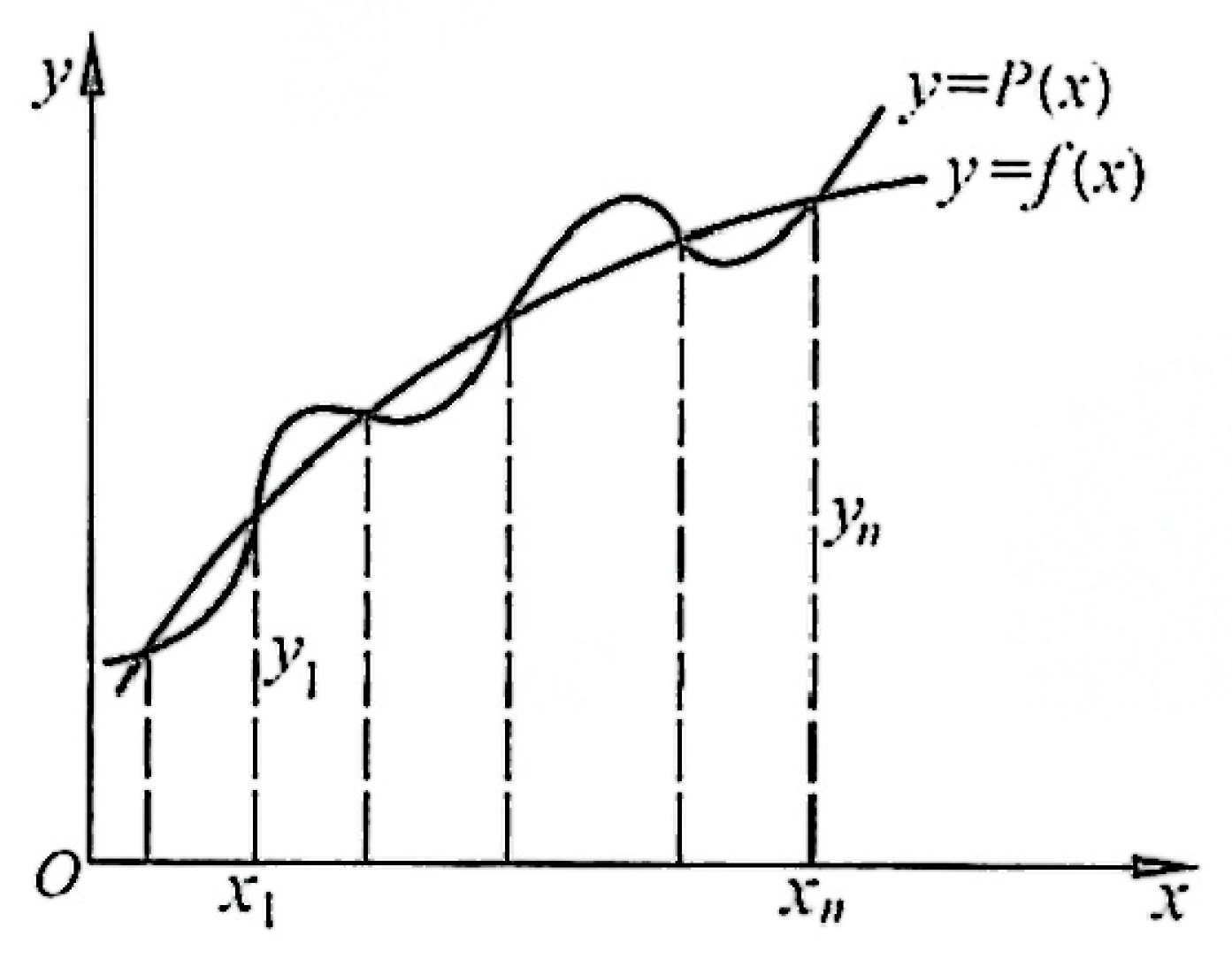
Based on the above research analysis and shortcomings, this paper first uses ANSYS explicit dynamics to simulate steel bar bending and analyzes the magnitude and distribution of steel bar stress after bending under different support shaft diameters, bending shaft diameters, and bending shaft rotation radii. Then, the influence of the diameter of the support shaft, the diameter of the bending shaft, and the radius of rotation of the bending shaft on the springback angle of the steel bar is analyzed by experiments, and the optimal structural parameters are obtained by orthogonal test method. Finally, by comparing the advantages and disadvantages of various fitting methods, the springback compensation formula using the cubic spline interpolation method is proposed to improve the control accuracy of the steel bar bending springback angle.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}