
Analysis of Feed Inlet and Optimal Feeding Amount of Waste Ground Film Impurity Removal Equipment

 ,
,
Abstract
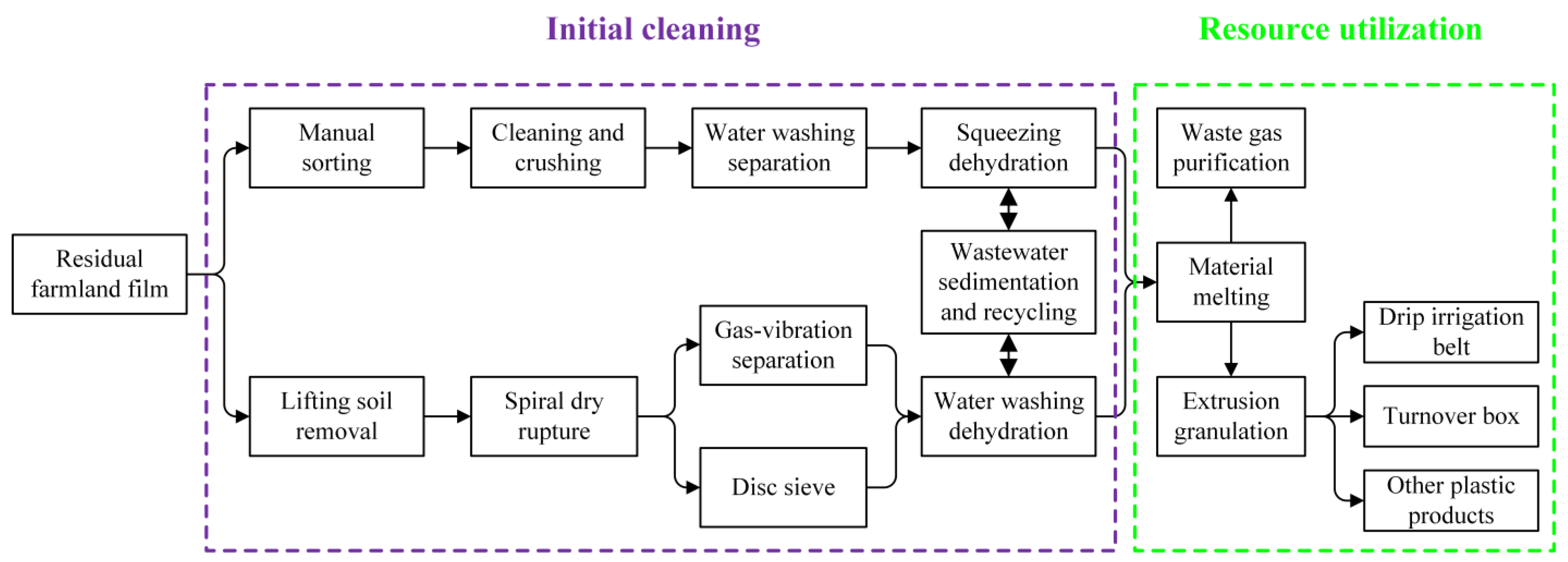
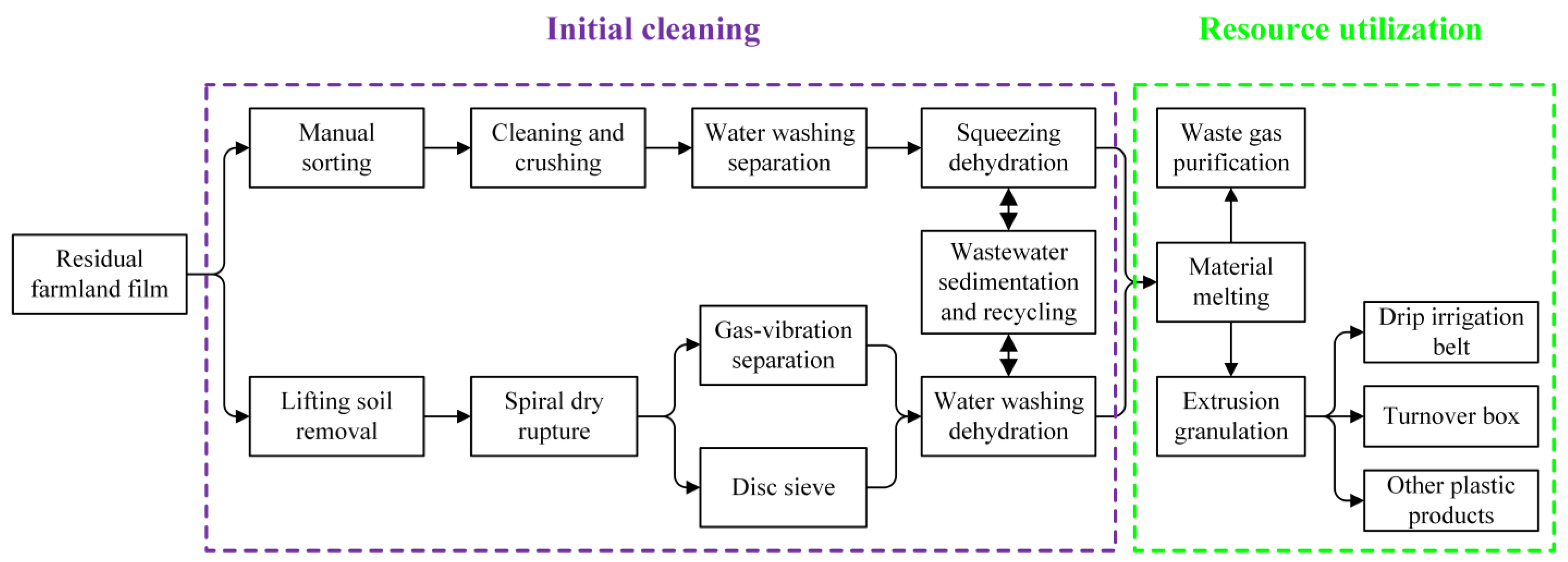
:1. Introduction
2. Materials and Methods
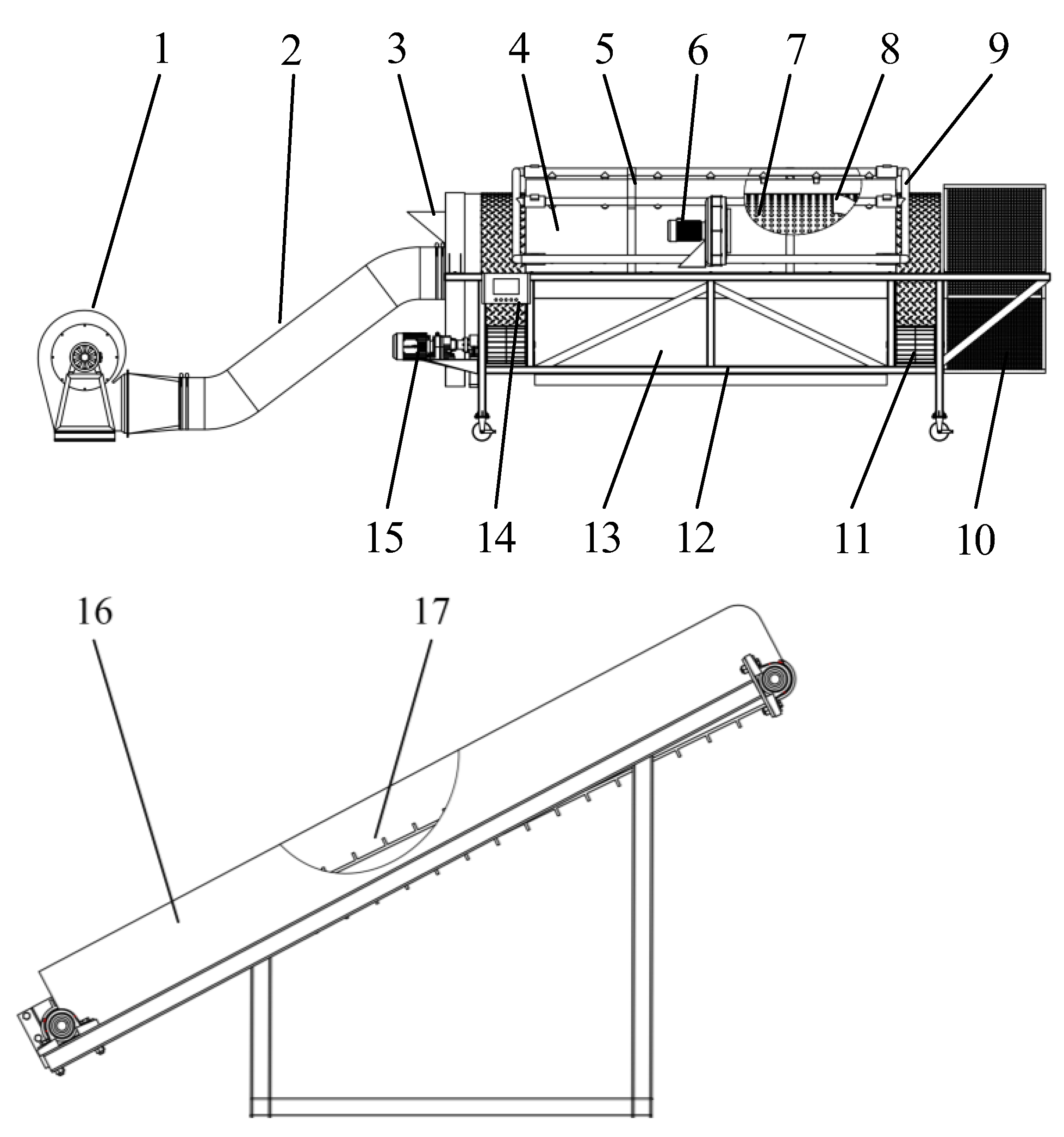
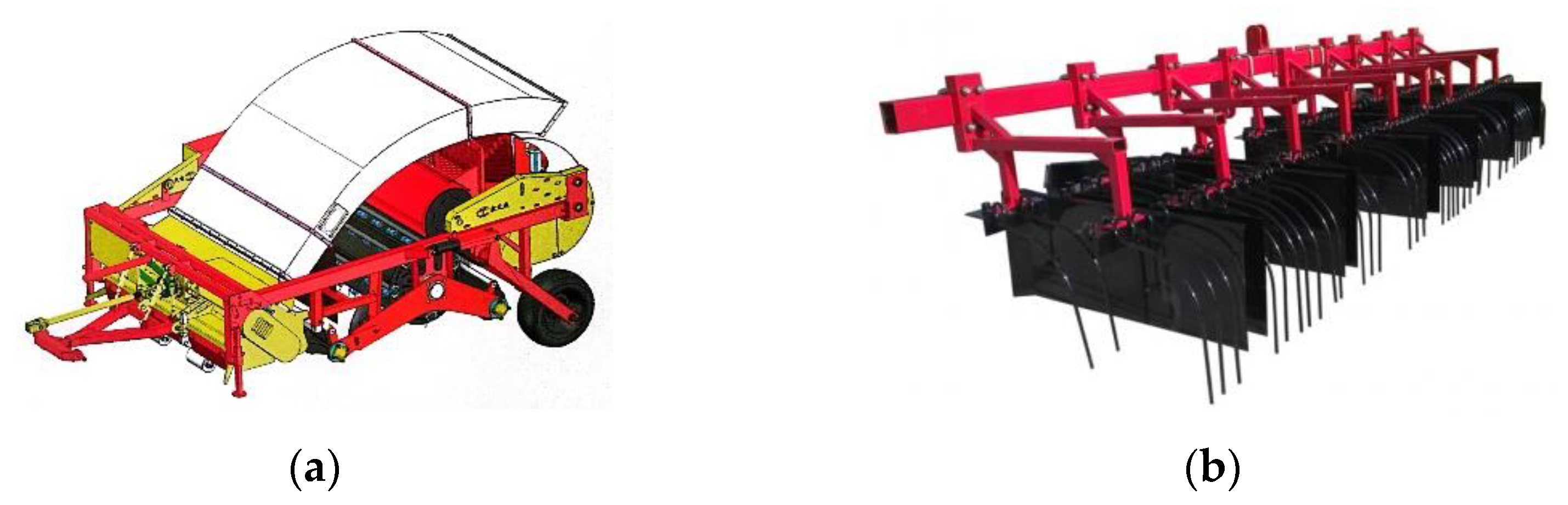
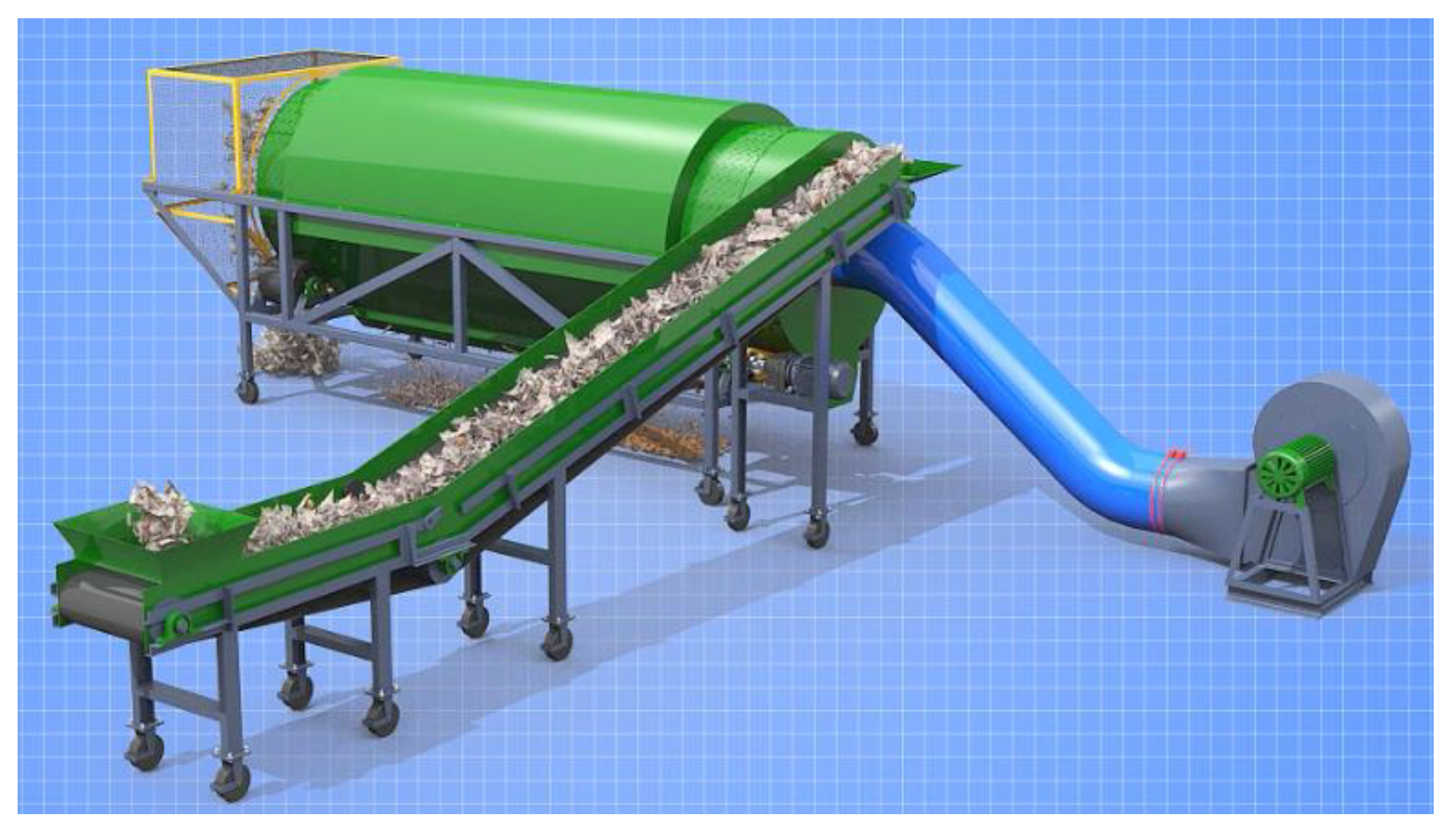
2.1. Overall Structure and Working Principle of the Film Miscellaneous Wind Separator
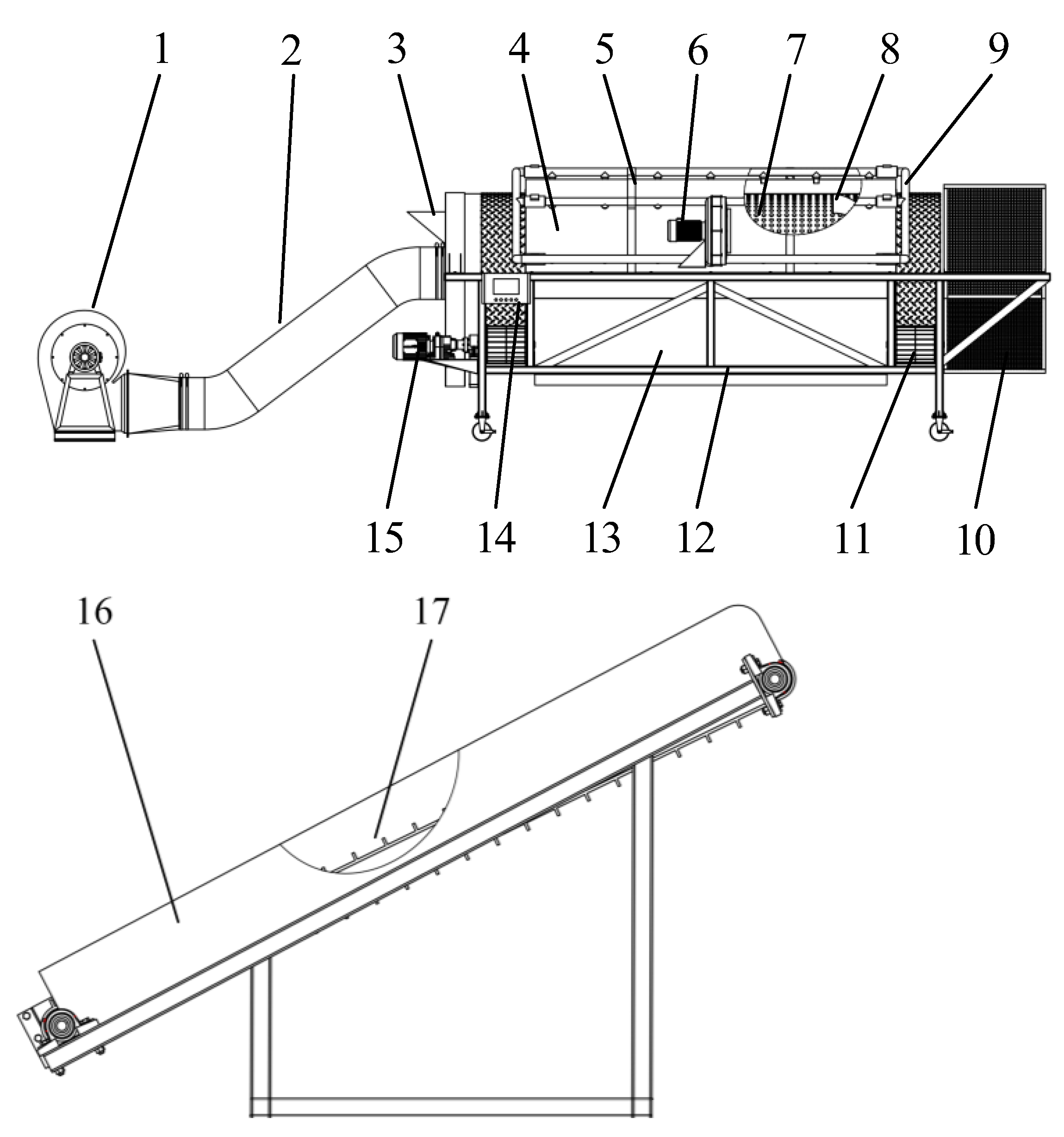
2.1.1. Overall Structure
2.1.2. Working Principle
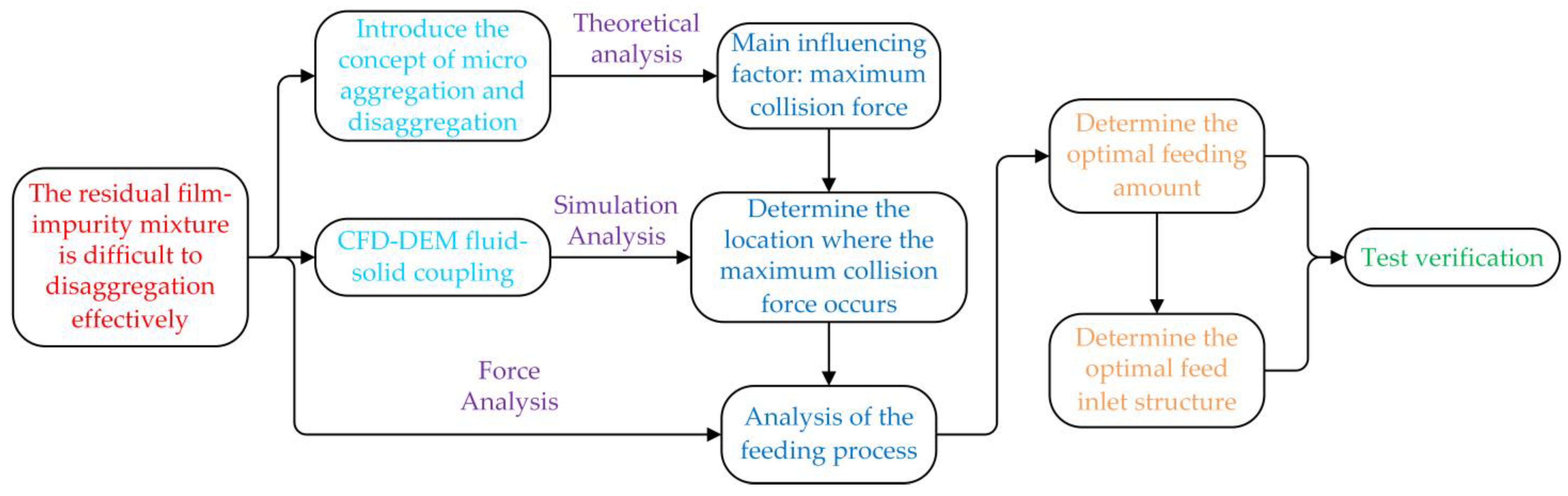
2.2. CFD-DEM Fluid-Solid Coupling Simulation Analysis
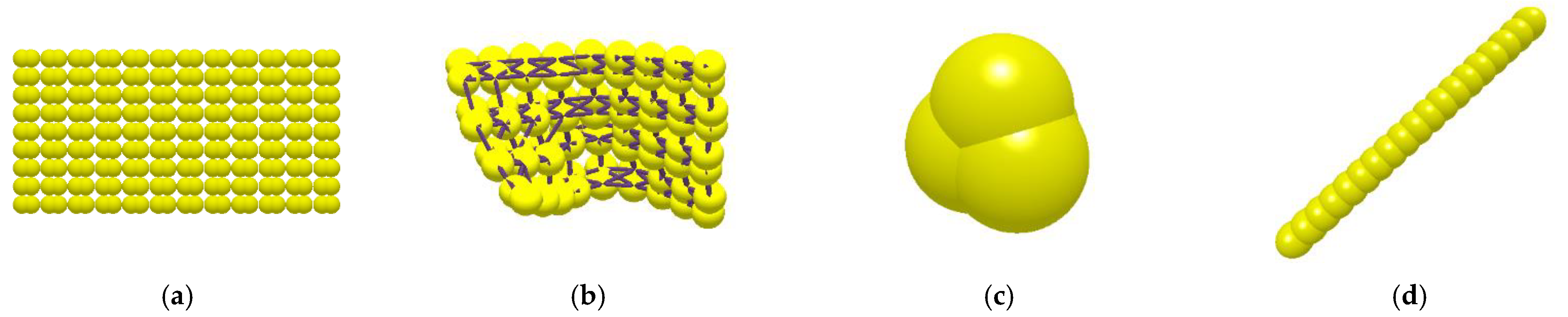
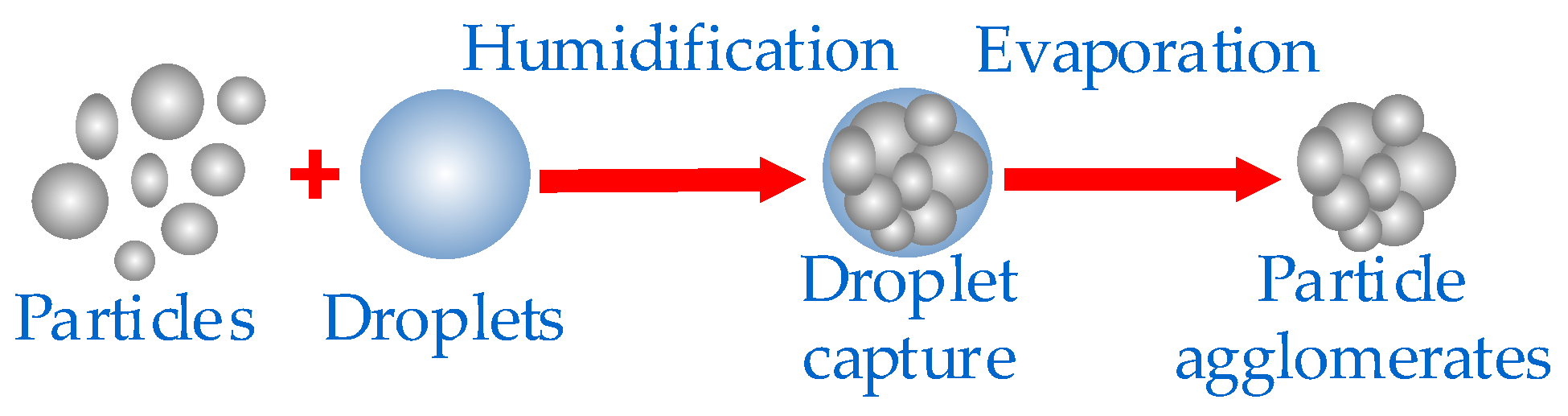
2.2.1. Principle of Agglomeration and Depolymerization of Membrane Hybrids
2.2.2. Fluid-Solid Coupling Simulation
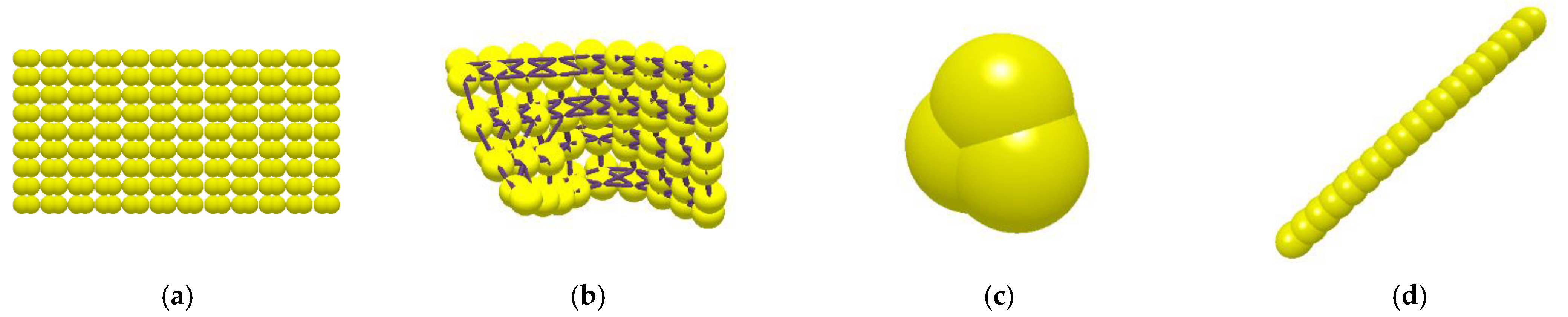
Pre-Processing of Fluid-Solid Coupling Simulation
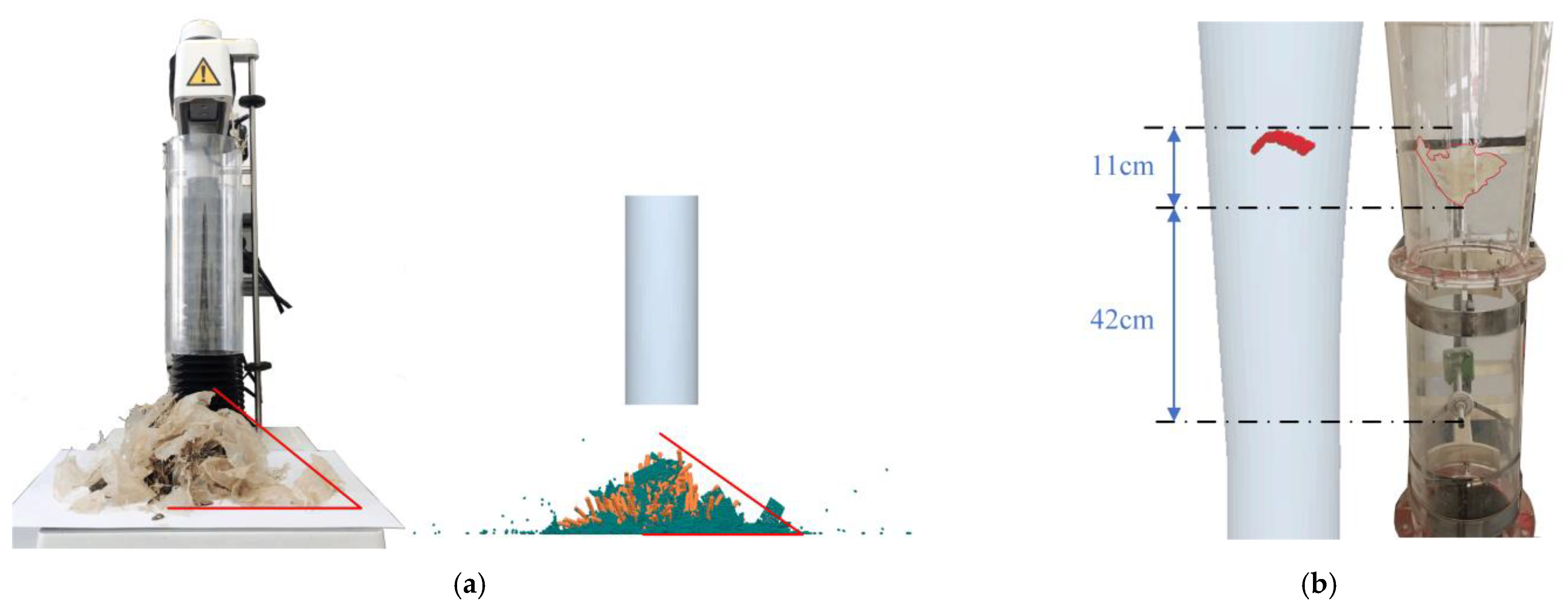
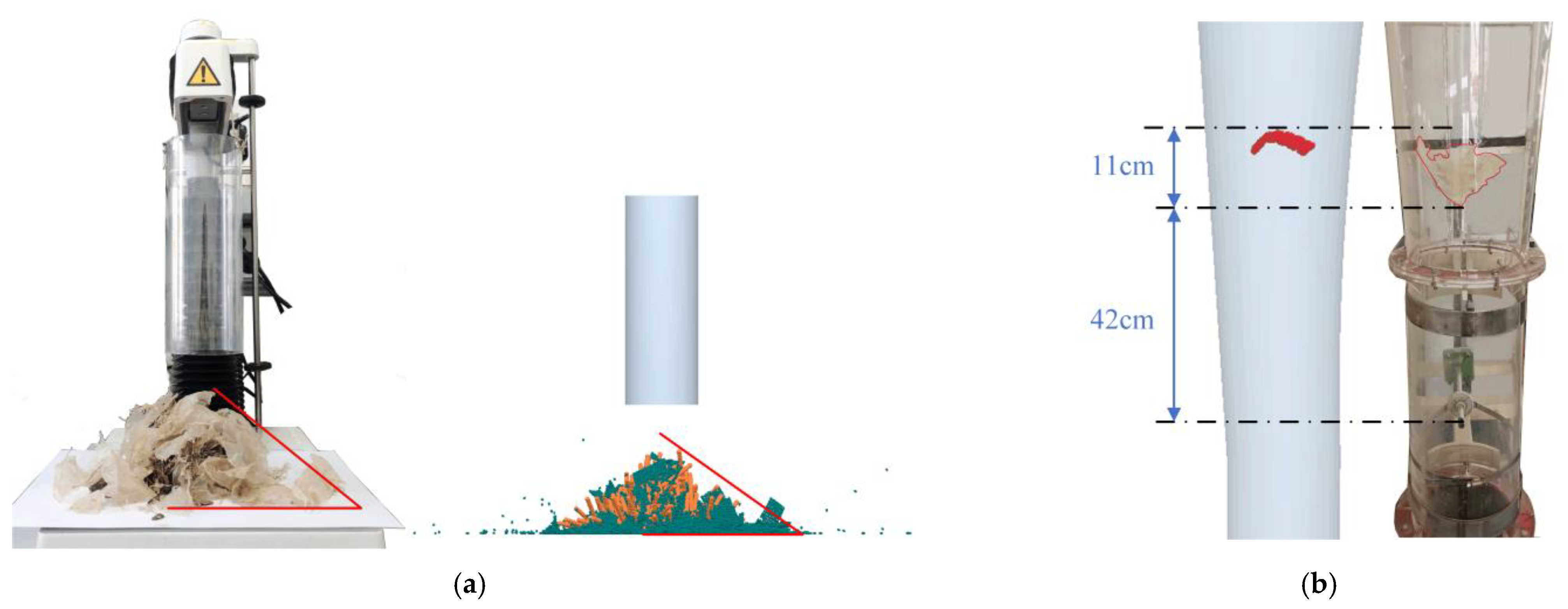
Particle Model Authenticity Verification Test
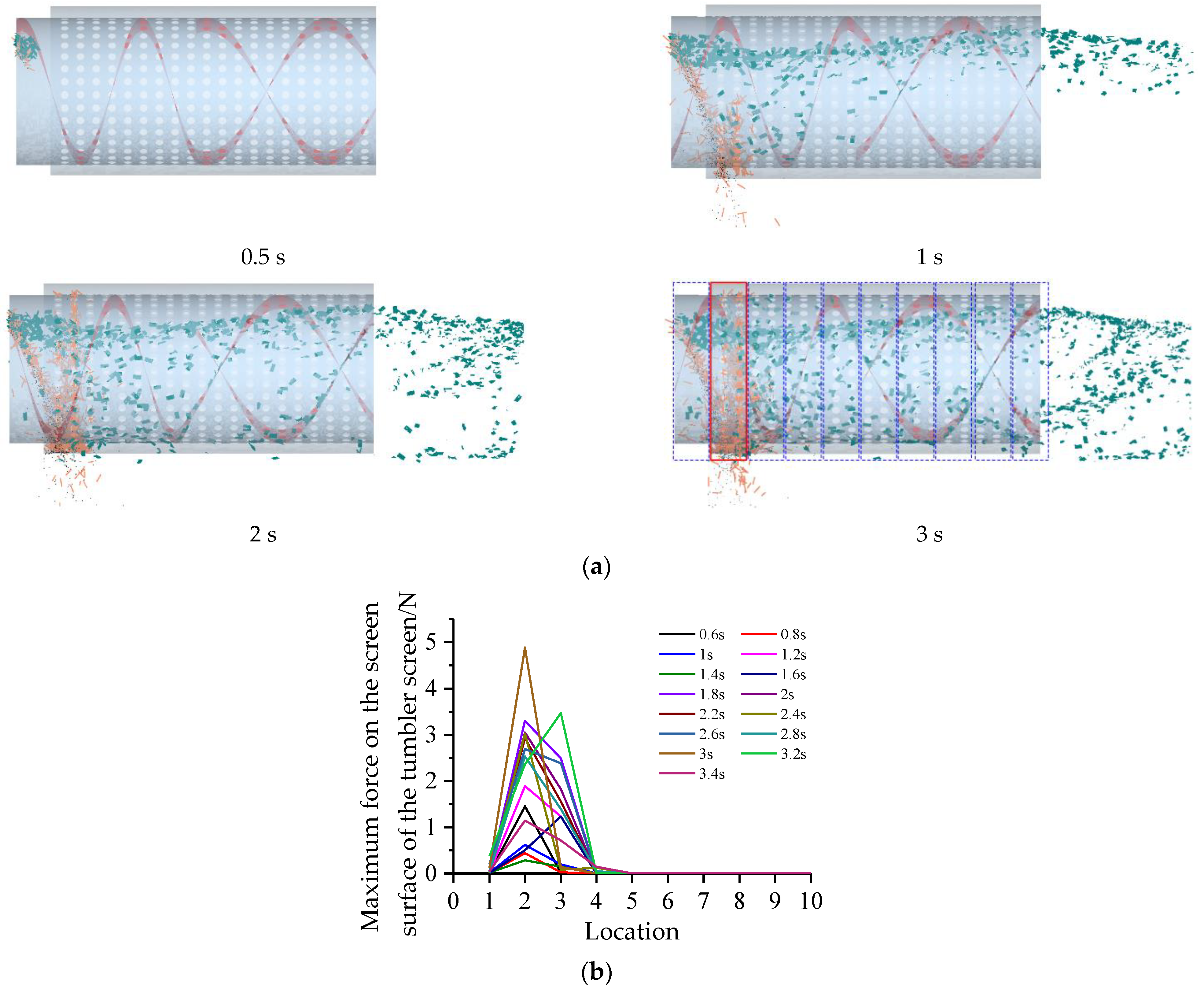
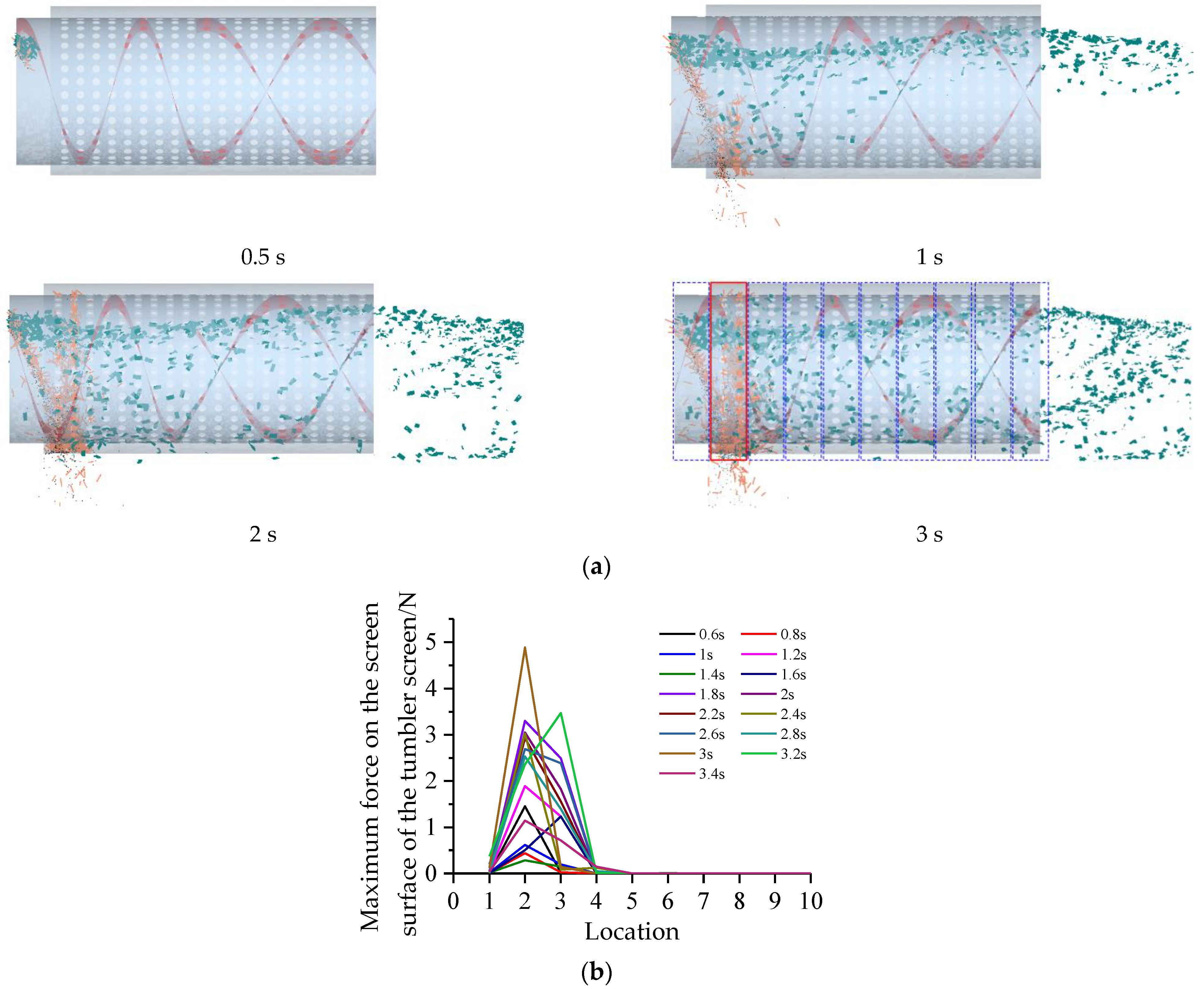
Analysis of Simulation Results
2.3. Optimal Structural Form and Feeding Volume Determination
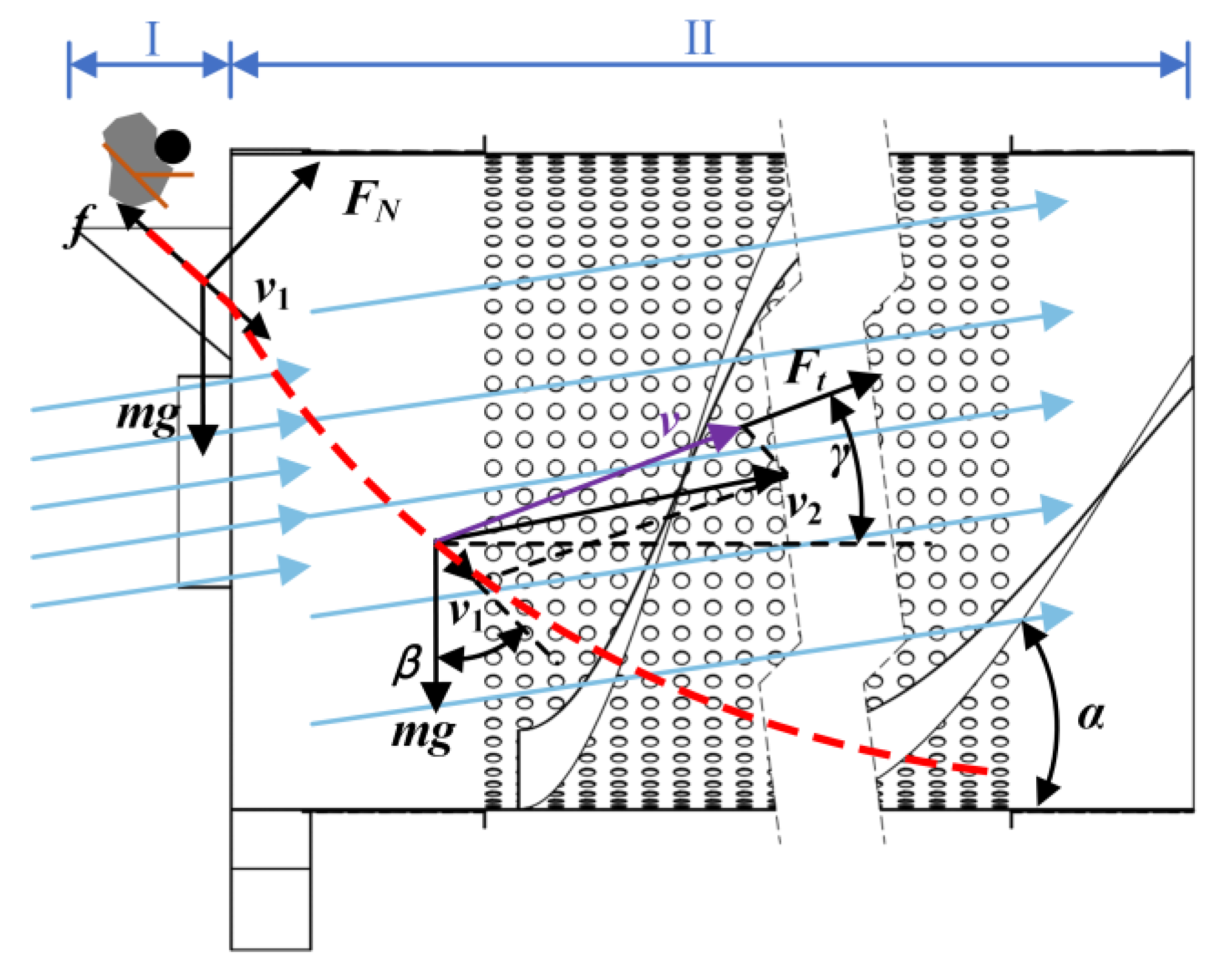
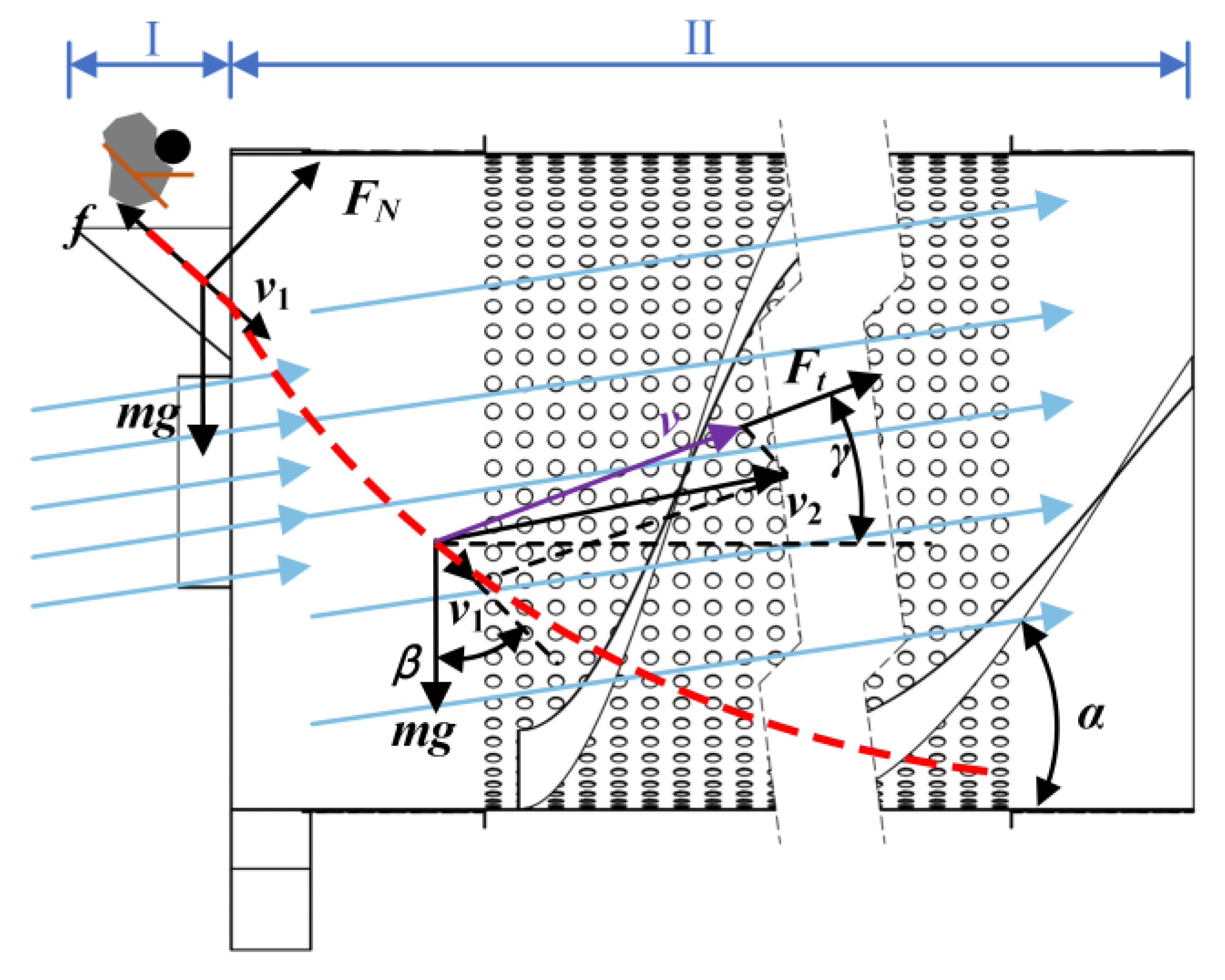
2.3.1. Force Analysis of Residual Film–Impurity Mixtures
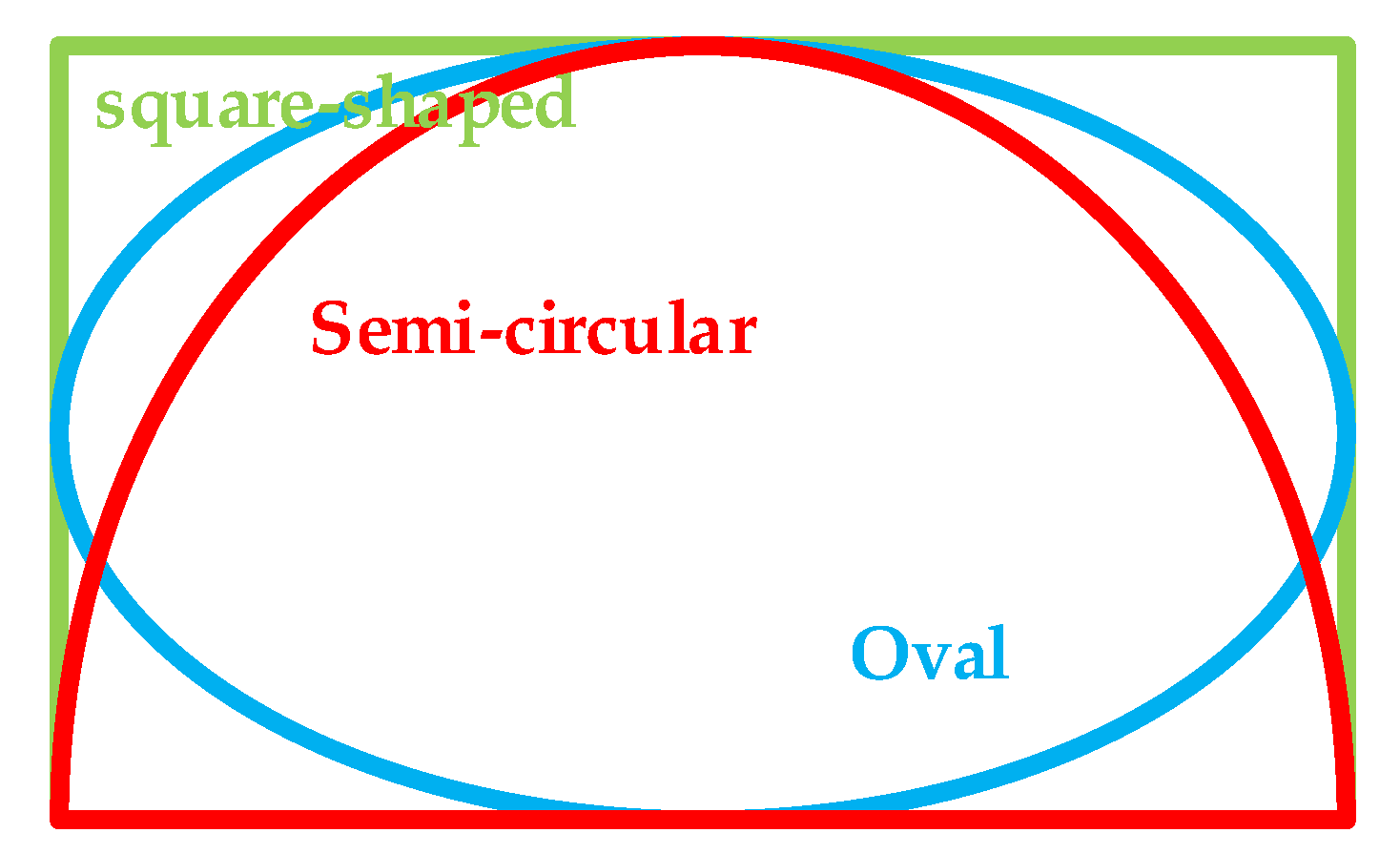
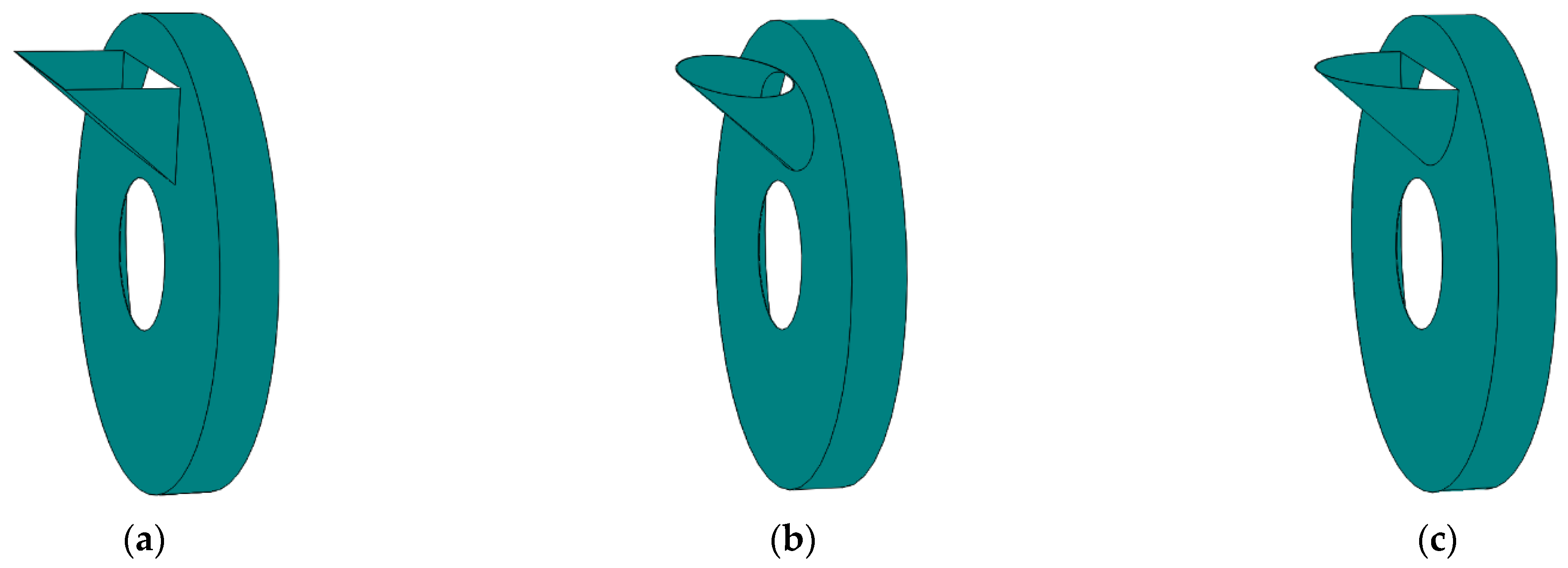
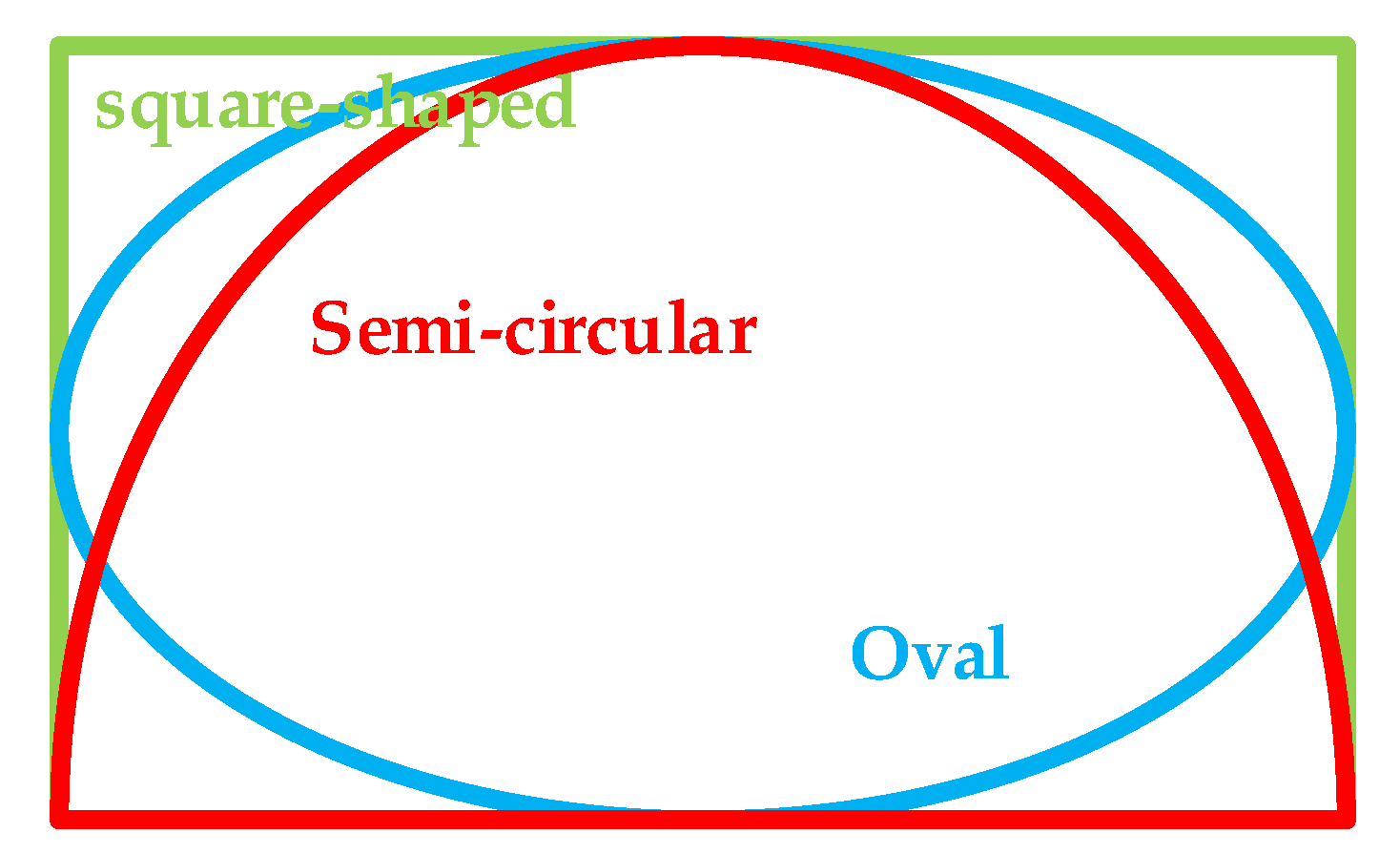
2.3.2. Inlet Structure Design
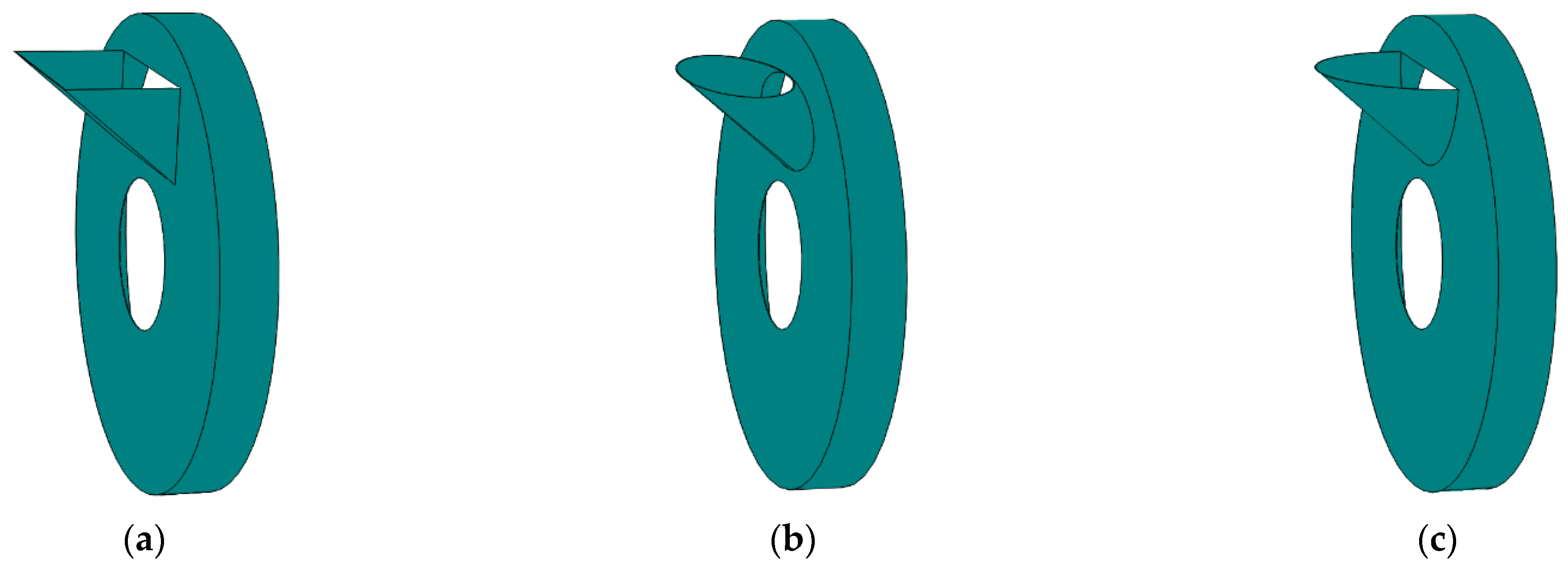
2.3.3. Optimal Structural Form and Feeding Volume Determination
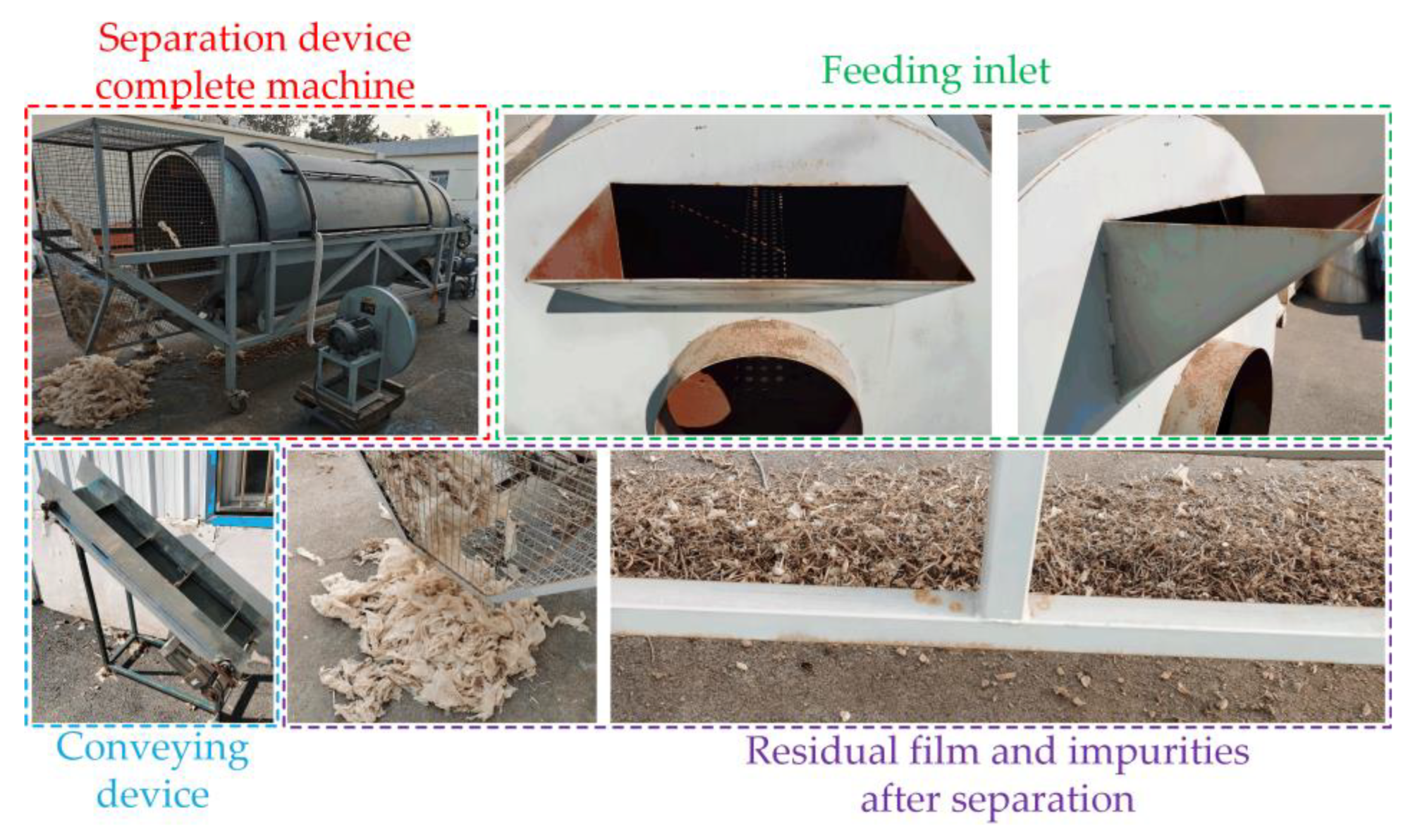
2.4. Test Equipment
2.5. Test Program and Evaluation Index
2.5.1. Test Program
2.5.2. Evaluation Indicators
3. Results
4. Discussion
5. Conclusions
- (1)
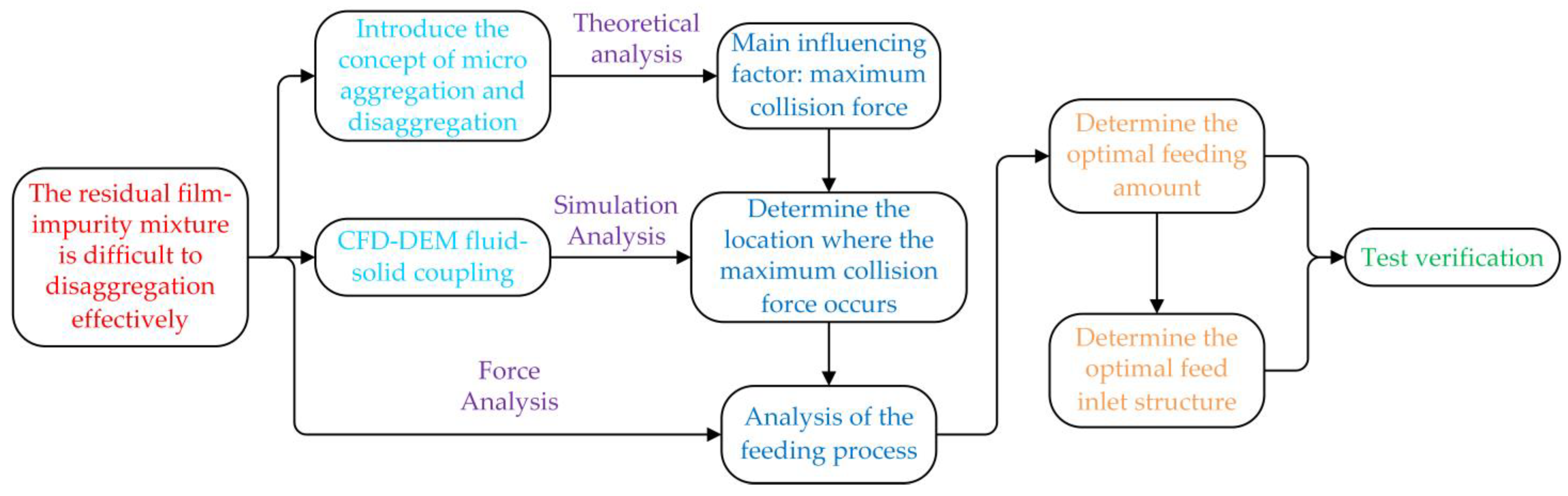
- In this study, we addressed the problem that a large amount of residual film–impurity mixture is not efficiently depolymerized during the operation of a residual film–impurity mixture separator. Based on the principle of residual film–impurity mixture depolymerization and the flow-solid coupling simulation method, the maximum collision force between the residual film–impurity mixture and the inside of the device was determined as the key factor affecting the mixture depolymerization.
- (2)
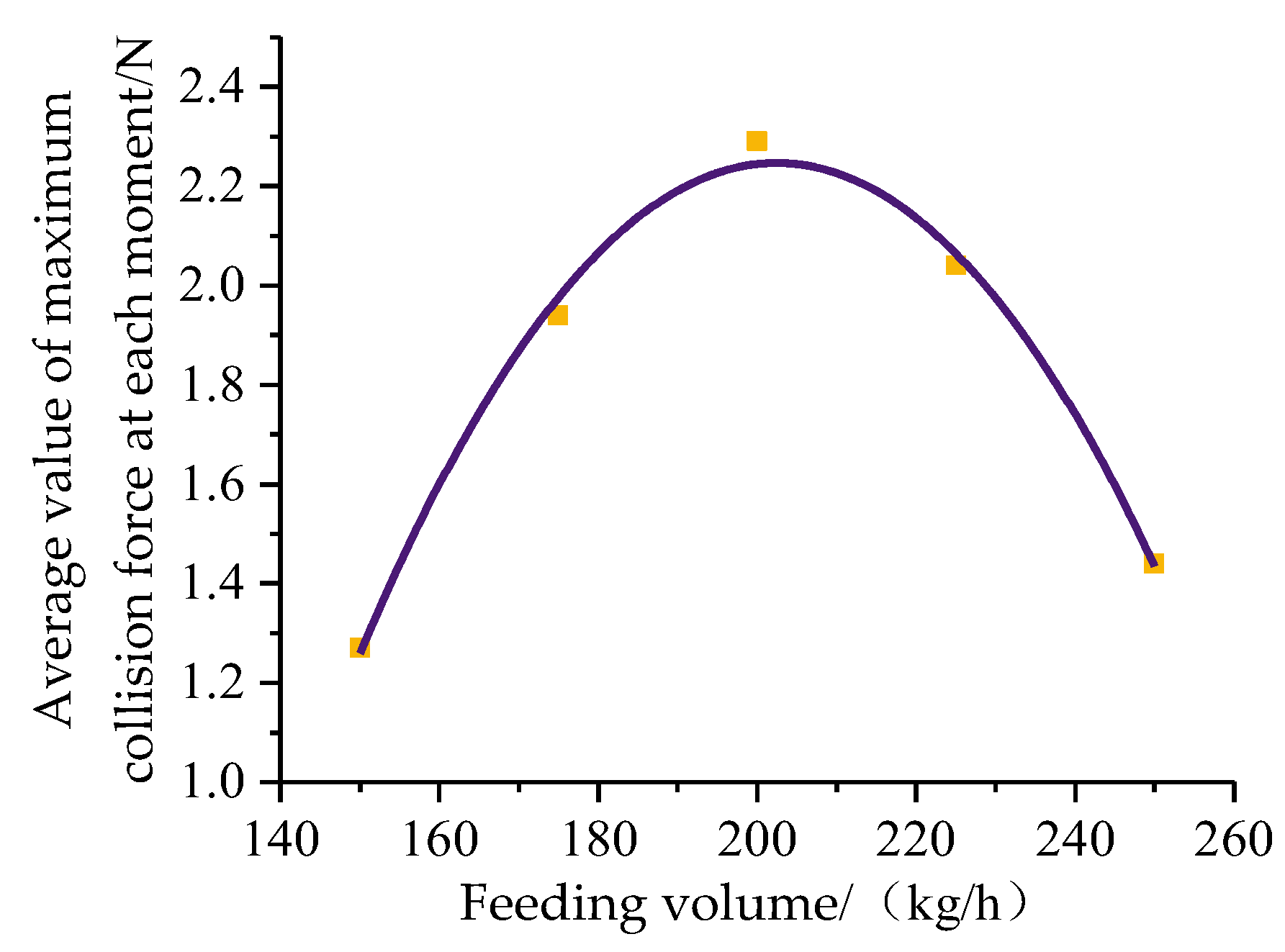
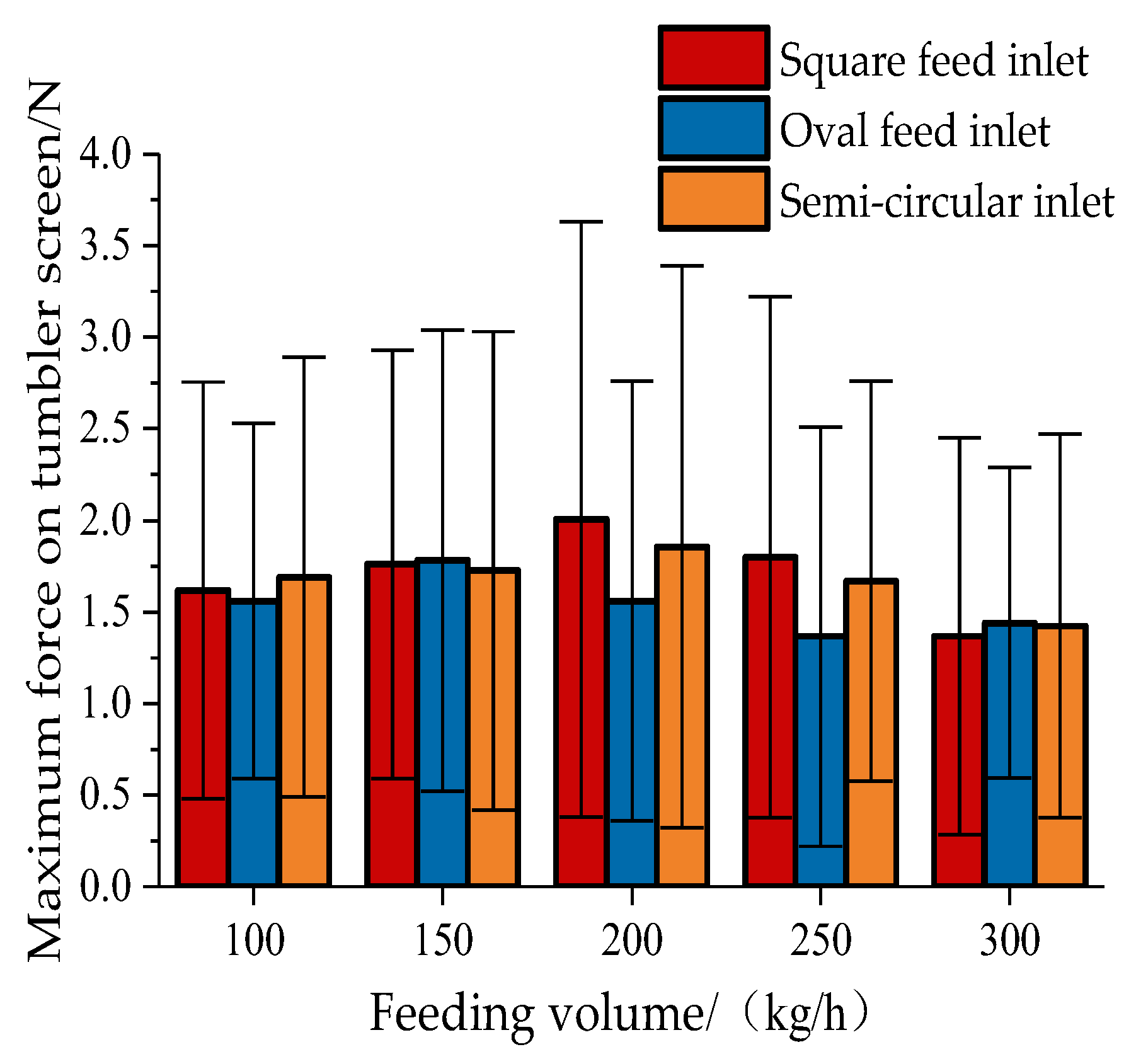
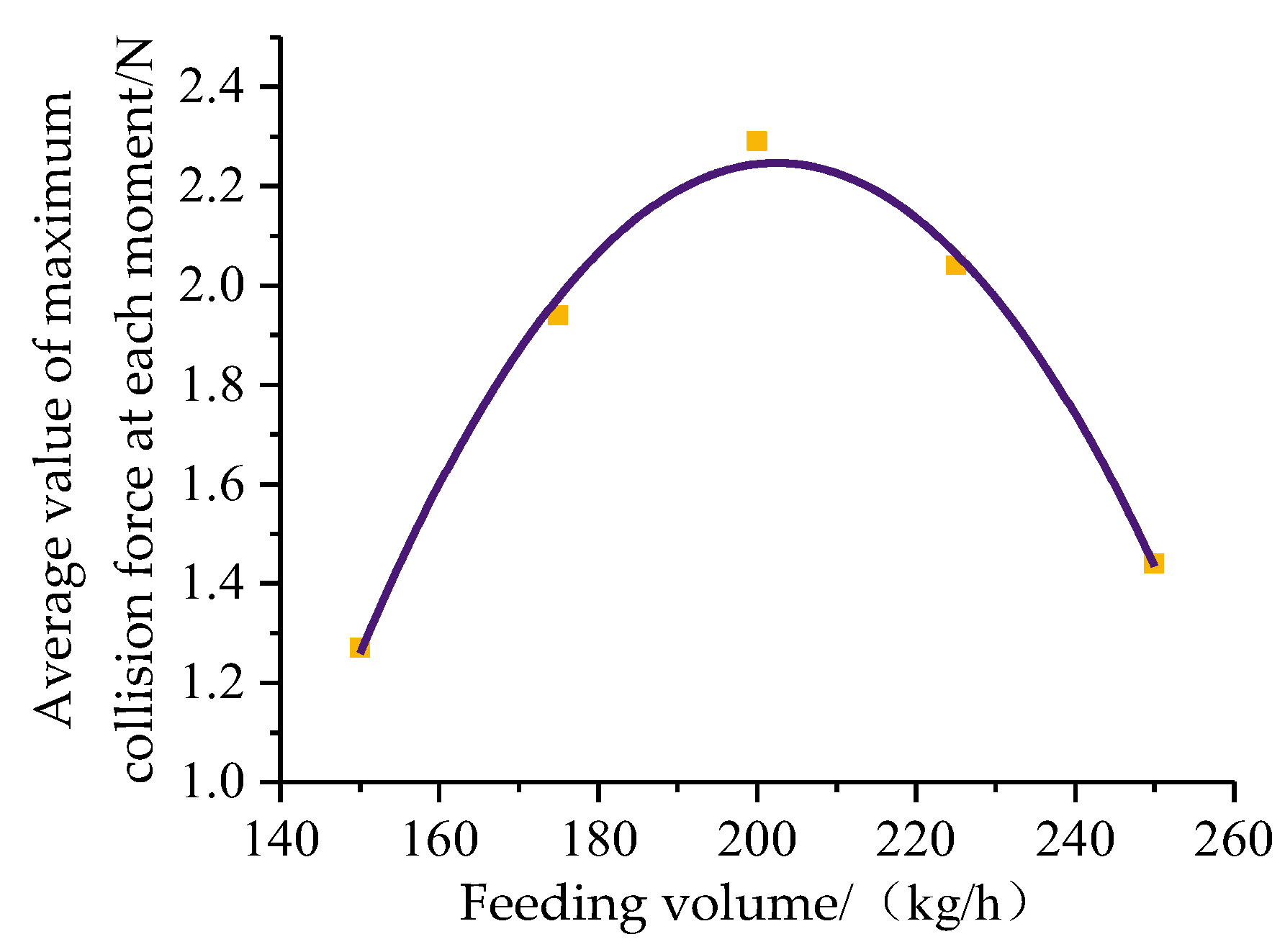
- Analysis of the whole feeding process revealed that when the residual film–impurity mixture separation device was in stable operation, the factors influencing the magnitude of the collision force between the residual film–impurity mixture and the device interior originated from the feed inlet position. The optimal conditions were a square inlet port and a feeding rate of 202 kg/h.
- (3)
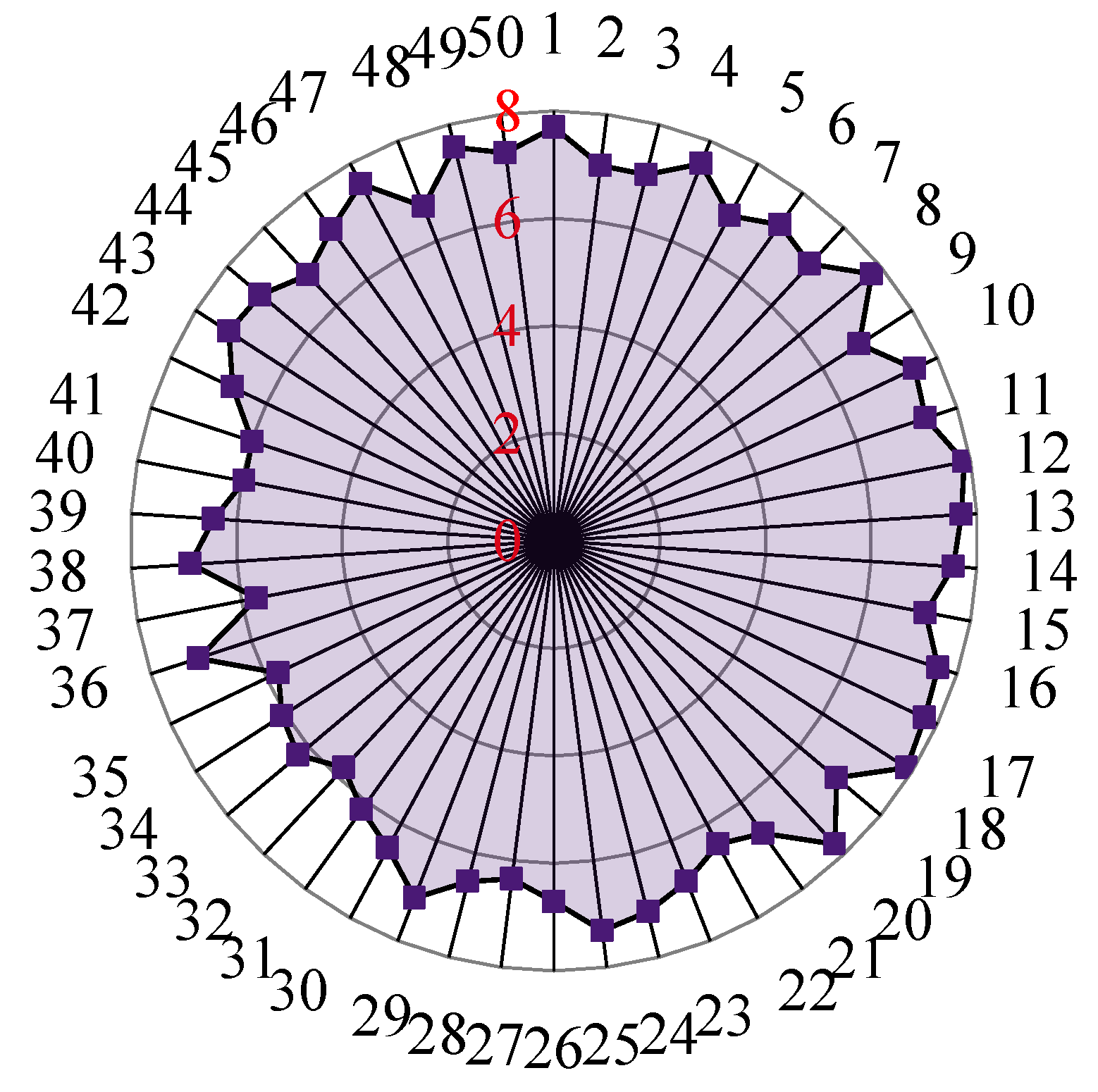
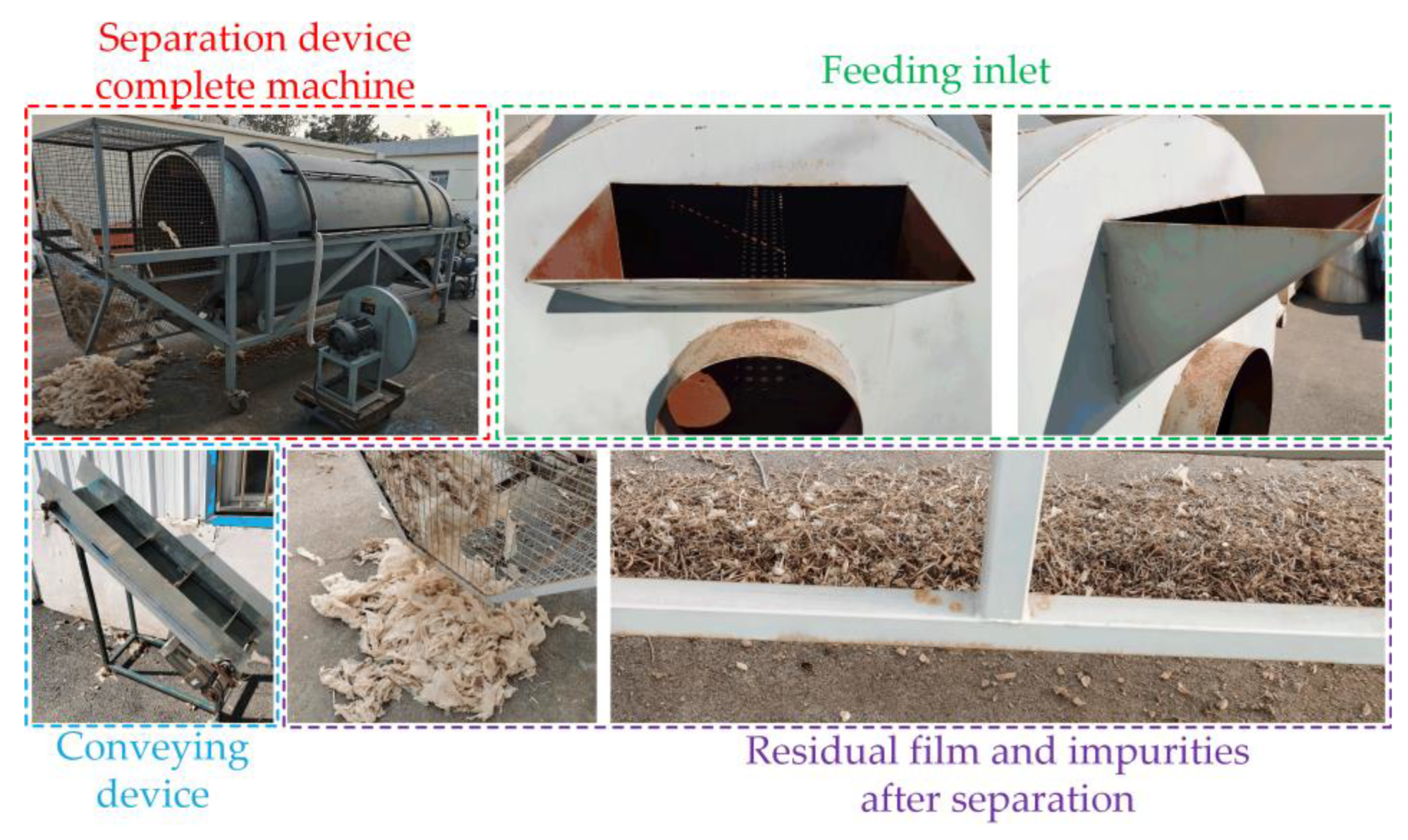
- The above-mentioned inlet structure and feeding rate were used as standards, and machine tests were conducted. The test results showed that the average value of the ratio of impurities in the residual film was 6.966%, which was 5.004% lower than the value of 11.97% before optimization. Based on all statistical data, the coefficient of variation was calculated to be 7.38% with a variance of 0.36453. The dispersion of the statistical results was small, and the ratio of impurities in the residual film remained unchanged during the continuous operation of the film–impurity wind separator.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, D.Q.; Liao, Y.C.; Jia, Z.K. Research progress and development prospects of plastic film covering technology in arid areas. Agric. Res. Arid Areas 2005, 23, 208–213. [Google Scholar]
- National Bureau of Statistics. China Statistical Yearbook; China Statistical Publishing House: Beijing, China, 2020.
- Shi, Z.L.; Zhang, X.J.; Liu, X.P.; Kang, M.C.; Yao, J.T.; Guo, L. Analysis and test of the tillage layer roll-type residual film recovery mechanism. Appl. Sci. 2023, 13, 7598. [Google Scholar] [CrossRef]
- Su, Z.P.; Li, J.B.; Zhang, Z.Y.; Ren, S.X.; Shi, Y.M.; Wang, X.F. Analysis of the mechanical properties and wear characteristics of nail teeth based on sowing layer residual film recovery machine. Eng. Fail. Anal. 2023, 143, 106869. [Google Scholar] [CrossRef]
- Tang, H.X.; Zhao, Y.C. Theoretical research on the sieving of domestic waste by drum screen. Chin. J. Environ. Eng. 2007, 1, 124–127. [Google Scholar]
- Shi, X.; Niu, C.H.; Qiao, Y.Y.; Zhang, H.C.; Wang, X.N. Application of plastic trash sorting technology in separating waste plastic mulch films from impurities. Trans. Chin. Soc. Agric. Eng. 2016, 32, 22–31. [Google Scholar]
- Jiao, Y.; Zhang, X.X.; Kong, F.C.; Liu, H.S. Discrete element simulation of impact disaggregation for wet granule agglomerate. Acta Phys. Sin. 2015, 64, 328–337. [Google Scholar]
- Yurij, A.A.; Irina, L.Z.; Ruth, C.; Paula, M. Specific effect of the linear charge density of the acid polysaccharide on thermal aggregation/disaggregation processes in complex carrageenan/lysozyme systems. Food Hydrocoll. 2017, 70, 8–13. [Google Scholar]
- Zhou, Q. Numerical Simulation of Homogenizing Humidification and Pre-Dispersion Transport of Micro-Powder Limestone. Master’s Thesis, Xi’an University of Architecture and Technology, Xi’an, China, 2019. [Google Scholar]
- Zhai, Y.X.; Xiong, X.Y.; Tang, J. Impact disaggregation simulation of wet coal agglomerate using discrete element method. Coal Eng. 2019, 51, 167–171. [Google Scholar]
- Zhang, W.B.; Qi, H.Y.; You, C.F.; Xu, X.C. Mechanical analysis of agglomeration and fragmentation of particles during collisions. J. Tsinghua Univ. (Sci. Tech.) 2022, 12, 1639–1643. [Google Scholar]
- Bellocq, B.; Ruiz, T.; Delaplace, G. Screening efficiency and rolling effects of a rotating screen drum used to process wet soft agglomerates. J. Food Eng. 2017, 195, 235–246. [Google Scholar] [CrossRef]
- Peng, Q.J.; Li, C.S.; Kang, J.M.; Shi, G.K.; Zhang, H. Improved design and test on pneumatic cylinder sieve film hybrid separator. Trans. Chin. Soc. Agric. Mach. 2020, 51, 126–135. [Google Scholar]
- Jiao, Y.; Zhao, L.L. Study on Aggregation and Disaggregation Mechanism of Wet Fine Coal with Airflow Grading; China University of Mining and Technology Press: Xuzhou, China, 2019. [Google Scholar]
- Lian, G.; Thornton, C.; Adams, M.J. Discrete particle simulation of agglomerate impact coalescence. Chem. Eng. Sci. 1998, 53, 3381–3391. [Google Scholar] [CrossRef]
- Ma, C. Design and Experiment of Deep Fertilization Strip Tillage Device for Corn in Northeast China. Master’s Thesis, China Academy of Agricultural Machinery Science, Beijing, China, 2022. [Google Scholar]
- Zhang, Q.Q. Simulation Analysis of Sinking Process of Particles Falling into Water Based on Coupled EDM-CFD. Master’s Thesis, Jilin University, Changchun, China, 2014. [Google Scholar]
- Liu, X. Design and Experimental Research on Potato Conveying and Grading Device. Master’s Thesis, Northwest Agriculture and Forestry University, Xianyang, China, 2022. [Google Scholar]
- Jin, W.; Zhang, X.J.; Ding, Y.C.; Bai, S.H.; Liu, W.P.; Zhou, X.C. Experiment on suspension separation of residual film and impurity based on EDEM-Fluent coupling. Trans. Chin. Soc. Agric. Mach. 2022, 53, 89–98. [Google Scholar]
- Lu, F.Y.; Ma, X.; Tan, S.Y.; Chen, L.T.; Zeng, L.C.; An, P. Simulative calibration and experiment on main contact parameters of discrete elements for rice bud seeds. Trans. Chin. Soc. Agric. Mach. 2018, 49, 93–99. [Google Scholar]
- Ma, Q.C.; Sun, N.; Lu, A.Z.; Cao, Y.S.; Liu, J.; Tian, R.F.; Zhuang, Z.T. Design and experiments of the sequential and continuous feeding system for fresh lotus seeds with low damage. Trans. Chin. Soc. Agric. Eng. 2020, 38, 12–20. [Google Scholar]
- Xie, C.S.; Kang, J.M.; Peng, Q.J.; Lin, X.Y.; Hou, J.L. Numerical Simulation and Parameter Optimization of Trommel Screen Type Membrane and Impurity Separation Device. J. Chin. Agric. Mech. 2022. accepted. [Google Scholar]
- Kang, J.M.; Xie, C.S.; Wang, X.Y.; Chen, Y.K.; Wang, C.W.; Peng, Q.J. Design and test of sieve hole cleating device for trommel sieve type membrane miscellaneous wind separator. Trans. Chin. Soc. Agric. Mach. 2022, 53, 91–98. [Google Scholar]
- Wang, Z.C.; Li, X.Y.; Shi, H.B.; Xu, P.C.; Li, H. Water characteristic curve model for soil with residual plastic film. Trans. CSAE 2016, 32, 103–109. [Google Scholar]
- Ma, L.; Wang, Q.J. Photosynthetic and light response characteristics of spring wheat under different irrigation schedules. Trans. Chin. Soc. Agric. Mach. 2018, 49, 271–277. [Google Scholar]
- Qi, W.; Wang, C.; Zhang, Z.Y. Experimental investigation on the impact of drying–wetting cycles on the shrink–swell behavior of clay loam in farmland. Agriculture 2022, 12, 245. [Google Scholar] [CrossRef]
- Lai, Q.H.; Gao, X.J.; Zhang, Z.H. Simulation and experiment of seed-filling performance of pneumatic cylinder seed-metering device for Panax notoginseng. Trans. Chin. Soc. Agric. Mach. 2016, 47, 27–37. [Google Scholar]
- Wang, X.Y.; Wang, R.M.; Li, X.Q.; Wang, M.F.; Li, S.C. Design and test of humidification system for potato ventilated storage. Trans. Chin. Soc. Agric. Mach. 2021, 52, 358–366. [Google Scholar]
- Kang, J.M.; Zhang, H.; Zhang, G.H.; Du, H.Y.; Peng, Q.J.; Song, Y.M. Aerodynamic characteristics of residual film materials and test of membrane separation device. J. Chin. Agric. Mech. 2020, 41, 167–172. [Google Scholar]
- Zhang, H. Design and Experimental Study on Drum-Sieve-Based Film/Impurity Separation Device. Master’s Thesis, Shandong University of Technology, Ji’nan, China, 2019. [Google Scholar]
- Niu, C.H.; Shi, X.; Jiang, Y.X.; Yang, H.M.; Qiao, Y.Y. Design and test on type of waste plastic mulch films and impurities winnowing machine. Xinjiang Agric. Mech. 2018, 5, 23–25. [Google Scholar]
- Liu, M.X. Numerical Simulation Analysis of Membrane Stalk Separation Device Based on Fluent. Master’s Thesis, Xinjiang University, Urumqi, China, 2017. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Intrinsic Parameters | Value |
|---|---|---|
| Residual film | Dimensions (length × width × thickness)/mm × mm × mm | 100 × 30 × 0.1 |
| Poisson’s ratio | 0.23 | |
| Shear modulus/Pa | 1.2 × 106 | |
| Density/kg/m3 | 104 | |
| Straw | Dimensions (diameter × length)/mm × mm | 8 × 80 |
| Poisson’s ratio | 0.35 | |
| Shear modulus/Pa | 1.37 × 108 | |
| Density/kg/m3 | 257.8 | |
| Soil | Equivalent particle size/mm | 2 |
| Poisson’s ratio | 0.4 | |
| Shear modulus/Pa | 1.6 × 108 | |
| Density/kg/m3 | 1430 |
| Number of Test Groups | 1 | 2 | 3 | 4 | 5 | |
|---|---|---|---|---|---|---|
| Evaluation Index | ||||||
| Ratio of impurities in the residual film/% | 7.27 | 7.56 | 6.77 | 6.21 | 7.02 | |
| Coefficient of variation/% | 7.38 | |||||
| Variance | 0.36453 | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, J.; Xie, C.; Peng, Q.; Wang, N.; Wang, X.; Zhang, Y. Analysis of Feed Inlet and Optimal Feeding Amount of Waste Ground Film Impurity Removal Equipment. Appl. Sci. 2023, 13, 9905. https://doi.org/10.3390/app13179905
Kang J, Xie C, Peng Q, Wang N, Wang X, Zhang Y. Analysis of Feed Inlet and Optimal Feeding Amount of Waste Ground Film Impurity Removal Equipment. Applied Sciences. 2023; 13(17):9905. https://doi.org/10.3390/app13179905
Chicago/Turabian StyleKang, Jianming, Chenshuo Xie, Qiangji Peng, Nannan Wang, Xiaoyu Wang, and Yaoli Zhang. 2023. "Analysis of Feed Inlet and Optimal Feeding Amount of Waste Ground Film Impurity Removal Equipment" Applied Sciences 13, no. 17: 9905. https://doi.org/10.3390/app13179905
APA StyleKang, J., Xie, C., Peng, Q., Wang, N., Wang, X., & Zhang, Y. (2023). Analysis of Feed Inlet and Optimal Feeding Amount of Waste Ground Film Impurity Removal Equipment. Applied Sciences, 13(17), 9905. https://doi.org/10.3390/app13179905