
A Parameter Self-Tuning Decoupling Controller Based on an Improved ADRC for Tension Systems


Abstract
:1. Introduction
2. Modeling and Analysis of Tension Systems for Roll-to-Roll Coating Machines
3. Decoupled Controller Design for Global Tension System
3.1. Tension System Coupled Model Decoupling Control
3.2. GA-Based Self-Tuning of ADRC Parameters
- Population initialization: Population range, number, number of iterations, and coding method are shown in Table 5.Table 5. Table of initialization settings for populations.
Parameters Population Number of Iterations Coding Method 100 100 Floating-point - Population update: Specific choices for the three operations performed by the population update are shown in Table 6.Table 6. Table of population renewal settings.
Way Elite Choice Hybrid crossover Gaussian approximate mutation Probability 0.01 0.2 0.3 - Population fitness evaluation: For the tension control problem, the GA objective is to optimize tuning the three parameters of , , and in the ADRC to control the tension error to the minimum—minimization problem [22], so the inverse of the objective function is selected as the fitness function, and the objective function is selected as the integral of absolute error (IAE) [20], taking into account the characteristics of the steady-state control of tension, the objective function is selected based on IAE, the introduction of tension overshooting (Mp) and the IAE together with the objective function, and Equation (13) expresses the selected fitness function and the objective function, , are the weighting parameters.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
4. Simulation and Analysis of Decoupled Controller for Global Tension System
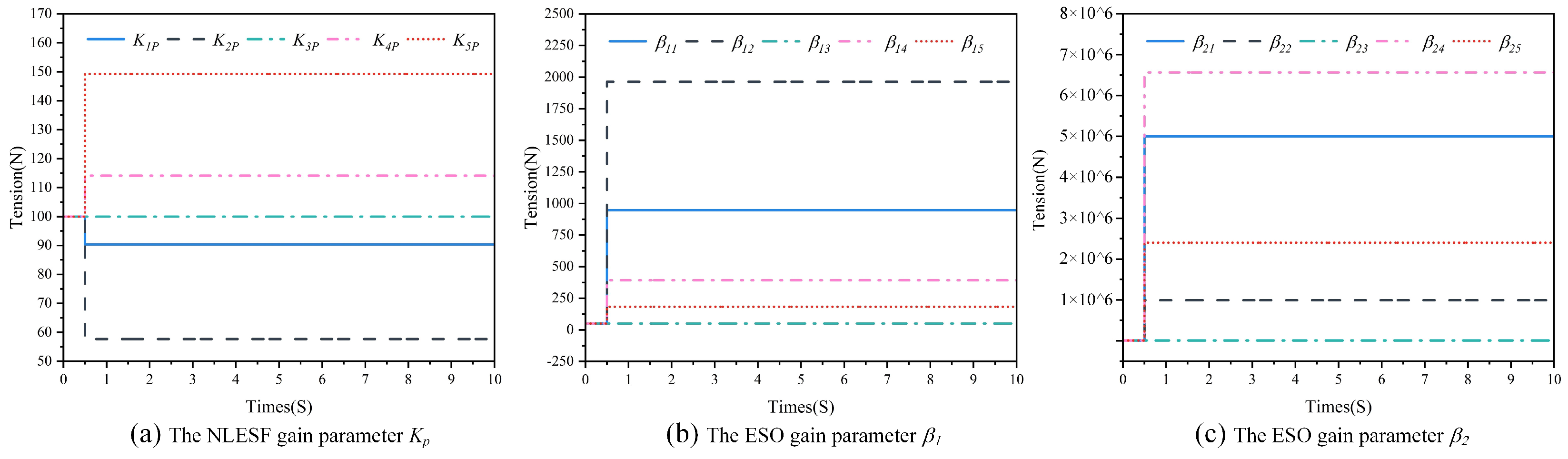
4.1. Simulation and Analysis of Self-Tuning of ADRC Parameters Based on GA
4.2. Simulation and Analysis of Decoupled Controller for Global Tension System
4.2.1. Decoupling Performance Analysis
4.2.2. Anti-Interference Capability Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| ADRC | Active Disturbance Rejection Controller |
| PID | Proportional-Integral-Differential |
| GA | Genetic algorithm |
| TD | The most rapid tracking differentiator |
| NLESF | The first-order nonlinear error feedback control |
| ESO | The first-order dilated state observer |
| FOPID | Fractional Order PID |
| REKF-PID | Fuzzy PID controller based on REKF, Robust Extended Kalman filter is REKF |
| RD- | Robust Decentralized |
References
- Brandenburg, G. New mathematical models and control strategies for rotary printing presses and related web handling systems. IFAC Proc. Vol. 2011, 44, 8620–8632. [Google Scholar] [CrossRef]
- Changwoo, L. A study on tension behavior considering thermal effects in roll-to-roll e-printing. J. Mech. Sci. Technol. 2011, 24, 1097–1103. [Google Scholar]
- Jaehyeong, J. Tension modeling and precise tension control of roll-to-roll system for flexible electronics. Flex. Print. Electron. 2021, 6, 015005-1–015005-13. [Google Scholar] [CrossRef]
- Prabhakar, R.P. Modeling of temperature distribution in moving webs in roll-to-roll manufacturing. J. Therm. Sci. Eng. Appl. Trans. ASME 2014, 6, 041012–041029. [Google Scholar]
- Shudi, Y. Thermal coupling model of a traveling flexible printing electronical membrane subjected to nonlinear electrostatical force. J. Low-Freq. Noise, Vib. Act. Control 2023, 0, 1–20. [Google Scholar]
- Jongsu, L. Theories and control technologies for web handling in the roll-to-roll manufacturing process. Int. J. Precis. Eng. Manuf.-Green Technol. 2020, 7, 525–544. [Google Scholar]
- Dehui, W. Advanced winding tension method for preventing axial slip of the center-wound roll. Precis. Eng. 2023, 84, 102–109. [Google Scholar]
- Yiwei, J. Web Tension Estimation by Local Contact Force Measurement in Roll-to-Roll Manufacturing. Precis. Eng. 2020, 21, 2067–2075. [Google Scholar]
- Zhiyue, L. Sag feedback-based multi-roll coordinating optimal control of a low-tension roll-to-roll system. J. Manuf. Syst. 2021, 61, 351–364. [Google Scholar]
- Weihai, C. Nonlinear web tension control of a roll-to-roll printed electronics system. Precis. Eng. 2022, 76, 88–94. [Google Scholar]
- Hojin, J. Control methodology for tensioned web considering thermal behavior in roll-to-roll manufacturing systems. Eng. Sci. Technol. Int. J. 2023, 46, 101508. [Google Scholar]
- Shanhui, L. An adrc parameters self-tuning control strategy of tension system based on RBF neural network. J. Renew. Mater. 2023, 11, 1991–2014. [Google Scholar]
- Haodi, D. Design decoupling controller based on feedforward and improved PID for tension system. J. Imaging Sci. Technol. 2023, 67, 020411–02041110. [Google Scholar]
- Seok-Kyoon, K. Self-Tuning Nonlinear Control System Design for Roll-to-Roll Printing Systems. IEEE/ASME Trans. Mechatron. 2020, 25, 2667–2676. [Google Scholar]
- Hyeongjin, H. Kalman-Filter-Based Tension Control Design for Industrial Roll-to-Roll System. Algorithms 2019, 12, 86. [Google Scholar]
- Zhiyu, W. Coupling modeling and analysis of the tension system for roll-to-roll gravure printing machines. J. Imaging Sci. Technol. 2022, 66, 020401–02040110. [Google Scholar]
- Jongsu, L. Design of a register controller considering inherent characteristics of a roll-to-roll continuous manufacturing system. Int. J. Adv. Manuf. Technol. 2019, 102, 3725–3737. [Google Scholar]
- Vedrines, M.; Knitte, D. Modeling and H-Infinity Low Order Control of Web Handling Systems with a Pendulum Dancer. In Proceedings of the 17th World Congress The International Federation of Automatic Control, Seoul, Republic of Korea, 6–11 July 2008. [Google Scholar]
- Gernot, H. A simulative study on active disturbance rejection control (adrc) as a control tool for practitioners. Electronics 2013, 2, 246–279. [Google Scholar]
- Xiangyang, Z. A GA-based parameters tuning method for an adrc controller of isp for aerial remote sensing applications. ISA Trans. 2018, 81, 318–328. [Google Scholar]
- Fengping, L. Study on adrc parameter optimization using cpso for clamping force control system. Math. Probl. Eng. 2018, 2018 Pt 5, 246–279. [Google Scholar]
- Kalyanmoy, D. Genetic Algorithm in Search and Optimization: The Technique and Applications. In Proceedings of International Workshop on Soft Computing and Intelligent Systems, (ISI, Calcutta, India); Indian Academy of Sciences: Bengaluru, India, 1998; pp. 58–87. [Google Scholar]
- Fanwei, M. Design of an Optimal Fractional Order PID for Constant Tension Control System. IEEE Access 2020, 8, 58933–58939. [Google Scholar]
- Hongji, Z. Precision tension control technology of composite fiber tape winding molding. J. Thermoplast. Compos. Mater. 2018, 31, 925–945. [Google Scholar]
- Jie, C. Robust Decentralized H∞ Control for a Multi-Motor Web-Winding System. IEEE Access 2019, 8, 41241–41249. [Google Scholar]






| Parameters | Meaning |
|---|---|
| The tension of the substrate in each unit | |
| The length of the substrate in each unit | |
| The angular speed of each motor | |
| The radius of the unwinding, drive rolls, and rewinding | |
| Length of each section of the drying mechanism | |
| Young’s modulus of elasticity of substrate at different temperatures | |
| Length of the substrate without drying mechanism | |
| The cross-sectional area of the substrate | |
| Young’s modulus of elasticity of substrate |
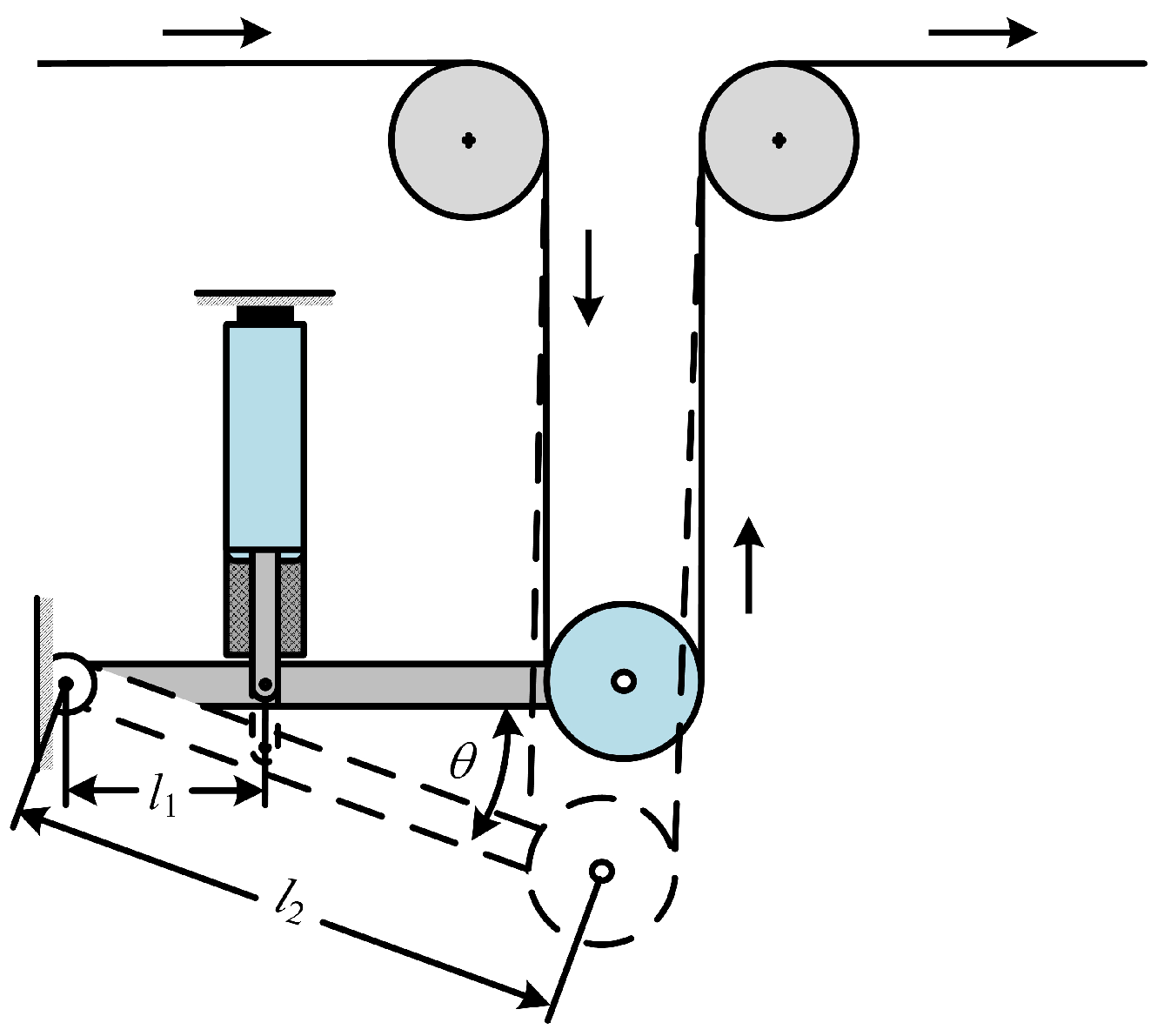
| Parameters | Meaning |
|---|---|
| The equivalent rotational inertia of the pendulum arm | |
| The cylinder thrust | |
| B | The friction coefficient |
| The size of the radius of the guiding roller in the dancer roll mechanism | |
| The length of substrate in the unwinding unit in the initial steady state | |
| The length of substrate in the rewinding unit in the initial steady state | |
| Distance between the center of rotation of the dance roll and the connection point | |
| The length of the pendulum rod | |
| Spring force coefficient of the spring in the cylinder |
| Parameters | ||||||||
| Value | 600 | 0.6 | 0.5 | 0.5 | 0.01 | 0.01 | 1 | 0.01 |
| Parameters | |||
| Value | 100 | 50 | 6500 |
| Parameters | Value | Units |
|---|---|---|
| 2.7 × 10−5 | ||
| Pa | ||
| Pa | ||
| m | ||
| m | ||
| 0.93 | m | |
| m | ||
| m | ||
| m | ||
| m | ||
| m | ||
| m | ||
| m | ||
| m | ||
| 10 | m | |
| m | ||
| m | ||
| m |
| Controller | Parameters | ||
|---|---|---|---|
| PID1 | 1 | 12 | 0 |
| PID2 | 1 | 12 | 0 |
| PID3 | 1 | 12 | 0 |
| PID4 | 1 | 12 | 0 |
| PID5 | 1 | 12 | 0 |
| Controller | Parameters | ||
|---|---|---|---|
| ADRC1 | 90.39 | 947.91 | |
| ADRC2 | 57.67 | 1962.04 | |
| ADRC3 | 100 | 50 | 6500 |
| ADRC4 | 114.07 | 392.92 | |
| ADRC5 | 149.23 | 181.50 | |
| Controller | Perturbation Mode | Relative Error | Author | Reference |
|---|---|---|---|---|
| FOPID 1 | Tension disturbance | 4.63% | Meng | [23] |
| REKF-PID 2 | Tension disturbance | 3.74% | Zhang | [24] |
| RD- 3 | Speed disturbance | 3.86% | Chen | [25] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ju, G.; Liu, S.; Wei, K.; Ding, H.; Wang, C. A Parameter Self-Tuning Decoupling Controller Based on an Improved ADRC for Tension Systems. Appl. Sci. 2023, 13, 11085. https://doi.org/10.3390/app131911085
Ju G, Liu S, Wei K, Ding H, Wang C. A Parameter Self-Tuning Decoupling Controller Based on an Improved ADRC for Tension Systems. Applied Sciences. 2023; 13(19):11085. https://doi.org/10.3390/app131911085
Chicago/Turabian StyleJu, Guoli, Shanhui Liu, Keliang Wei, Haodi Ding, and Chaoyue Wang. 2023. "A Parameter Self-Tuning Decoupling Controller Based on an Improved ADRC for Tension Systems" Applied Sciences 13, no. 19: 11085. https://doi.org/10.3390/app131911085
APA StyleJu, G., Liu, S., Wei, K., Ding, H., & Wang, C. (2023). A Parameter Self-Tuning Decoupling Controller Based on an Improved ADRC for Tension Systems. Applied Sciences, 13(19), 11085. https://doi.org/10.3390/app131911085